
Abstract
The objective of this research work was to investigate the effect of intermingling process parameters on melange fabric appearance. Results show that the polyester overfeed, nylon overfeed, air pressure, and production speed have significant correlation with melange fabric appearance. Polyester yarn tension and nylon yarn tensions do not show significant effect on melange fabric appearance. Melange appearance varies from stripe to uniform distribution when polyester and nylon overfeeds are increased independently as well as collectively. Therefore, it can be concluded that polyester and nylon overfeed can be used to achieve specific melange appearance as per the customer samples. Optimum air pressure and production speed to be determined during sample development stage since those two parameters are directly link to the production cost; and should be maintained as a constant and controlled during production, since any variation of those two parameters will change appearance of the melange fabrics.
Introduction and literature review
Melange is a coloured effect achieved by cross dyeing yarn or fabric made from more than one type of fibres or filaments. The process involves dyeing yarn or fabric using different dyes specifically chosen for their affinity to the fibres so that each fibre type will only absorb certain dyes. This produces a fabric that has subtle variations in colour an appearance known as melange effect. Melange yarns can be produced at various stages of yarn manufacturing process such as staple spinning, air-jet texturing, air-interlacing and intermingling.
When the current apparel trends and fashion developments are concerned, melange fabrics found a perfect choice for most of the design promotions due to its unique patterns and flexibility. Further, the demand for melange fabrics keep growing because its special effect adds value to the garment’s aesthetic appearance. This trend has been growing across many applications, such as office wear, casual wear, active wear, outerwear, fleece and woven to light weight garments, making it flexible fashion solution for wide range of apparel products. Further, it adds value to the fabric, which gives the garment a higher perceived value. Therefore, melange fabric is not jest a trend, it already has been established as a new key fabric category.
Air-intermingling is widely used to enhance the filament cohesion in multi-filament yarns by imparting filament entanglements at certain intervals throughout the length of yarn by using compressed air. Air-intermingling has established its position to produce melange yarns due to its higher production speeds, simplicity and randomly dispersed unique colour shade and for its use in various garment productions. The consequence of greater specialisation by intermingling jet manufacturers has been to force the yarn producer to spend more and more time in the search for the optimum process parameters. As a result of this increased specialisation by the jet manufacturers, it has become increasingly important for the technologists to specify the production parameters carefully, 1 especially in the product development and production stages to ensure reproducibility. Therefore, it is important to have a good understanding on how melange fabric properties, especially melange appearance vary with the intermingling process parameters. There are studies on the effect of air-intermingling parameters on melange yarn and fabric parameters such as weight, strength, shrinkage, etc. However, studies on the effect of intermingling process parameters on melange appearance, which is one of the most important criteria in product developments in the commercial production was not found. Customers need different melange fabric appearances based on garment designs, and yarn producers need to establish process parameters before the commencement of production. Therefore, yarn producers spend considerable time and effort to match the melange appearance with the fabric samples in the sample development stage.
The air-intermingled yarn structure is highly influenced by the process parameters. The intermingled yarn parameters lead to the appearance of opened areas and mingled points or nips (compact areas) along the yarn length. The intermingled yarn properties such as mingle points/nips, mingle stability, the degree of intermingling, and the filaments distribution in the yarn are highly influenced by the chosen process parameters such as production speed, air pressure, filament yarn overfeed, filament yarn parameters and intermingling jet types. The intermingling pressure has significant effects on Intermingled yarn’s strength, elongation, and the number of nips/mingle points. 2 The intermingled yarn properties such as mingle points/nips, mingle stability, the degree of intermingling, and the filaments distribution in the yarn are highly influenced by the chosen process parameters such as production speed, 3 air pressure, 2 filament yarn overfeed, filament yarn parameters and intermingling jet types.4,5 The tensile behaviour of intermingled yarns mainly depends on the properties of the input yarns but also to a large extent on the process parameters and the intermingled yarn structure.6 –9
Yarn overfeed through the jet determines the yarn tension, which will also influence the number of mingle points/nips inserted per unit length. The yarn tension has an optimum value and can be high enough to have a negative effect by preventing the filaments from being intermingled at all. Conversely, if the tension on the yarn is low enough within the jet, due to overfeed which is too high, then the air stream can just disrupt the filaments rather than intermingling them. 1
One of the main purposes of interlacing is to improve the cohesive force between filaments, thereby preventing filaments from dispersing. Research showed a significant correlation between yarn overfeed and the number of mingle points/nip frequency and intermingled yarn strength. 10 The nip frequency increases with overfeed up to certain limit and then decreases 11 and the maximum varies on the experimental conditions. 5 The yarn overfeed is an important factor in deciding yarn tenacity and the nip stability which is dominated by the interaction effect of air pressure, production speed and yarn overfeed than their individual effect. Researchers argue that there is no correlation between nip frequency and nip stability, that is, the number of tangling parts per meter only indicates the degree of tangling, not the stability of mingle points,4,5 which seems lack of clarity.
The intermingling pressure has significant effects on Intermingled yarn’s strength, elongation, and the number of nips/mingle points. 2 The tensile behaviour of intermingled yarns mainly depends on the properties of the input yarns but also to a large extent on the process parameters and the intermingled yarn structure.6 –9 The increasing production speed is found to decrease the number of mingle points. The tensile behaviour of intermingled yarns mainly depends on the properties of the input yarns but also to a large extent on the process parameters and the intermingled yarn structure.6 –9
Baykal and Ozkan 12 found that a positive linear correlation exists between air pressure and knot stability, and intermingling pressure and number of filaments have statistically significant effects on all the response variables. 13 They show that the neural network can be used successfully to predict intermingled yarn strength and elongation properties, 14 and nip and nip stability. 15 Investigation of the effects of intermingled yarns surface structure, caused by difference in number of nips on the knitted fabrics’ colour parameters such as lightness (L) and reflectance (R), it was determined that the R and L values effected by the changing in nips value and fabric’s construction. 16
This paper focused on the Polyester/Nylon intermingled yarns produced by air-intermingling method. The intermingled yarns produced in this research consist of two components namely Polyester and Nylon filaments in one yarn. In this technique, individual filaments of the two yarn components are opened and their filaments are intermittently mingled by high pressure air flow in the air-intermingling nozzle. The objectives of this research were to investigate the effect of intermingling process parameters on melange fabric appearance.
Materials and method
Process parameters
Intermingled yarns were produced using an industrial air-intermingling machine. The process parameters shown below, which are used for commercial production of Polyester/Nylon melange fabrics were maintained as constant. Polyester overfeed changed from 0.1 to 3.0 and nylon overfeed varied from 0.1 to 3.0 independently through LCD control panel.

Intermingled yarn and melange fabric tests were conducted following standard test methods. The intermingled yarn samples were knitted using a single feeder sample knitting machine with same knitting parameters to avoid any variation in knitting. Then the knitted fabric samples were dyed using a sample dyeing machine with the same dye recipe and dyeing parameters to avoid variations between fabric samples. Statistical analysis was conducted using SPSS software and Pearson’s correlation was used to describe the effect between the variables.
Assessment of melange fabric appearance
One of the main problems faced during this research was to find a method to analyse and assess the melange appearance of the fabric. Two filament components are intermittently mingled in air-intermingling and cause the melange effect after dyeing. Melange appearance vary from stripes to homogeneous areas of dyed and undyed filament components. Melange fabric produced in this research consists of Polyester and Nylon and dyed only Nylon component. The level of intermingling varies with processing parameters and gives different melange appearance to the final dyed fabrics. However, standard test methods were not available to analyse melange appearance of the fabric. Hence following visual grading method and computer-generated black pixel analysis method were developed in this research to analyse the melange appearance.
Visual grading system
Figure 1 shows the melange appearance scale developed based on the melange fabrics produced in this research. This scale was developed and validated only to compare and analyse the melange appearance range covered within this research. Further research must be done with different types of melange fabrics if this model needs to be generalised to evaluate other melange fabrics types. The qualitative method was developed based on the concept of fabric pilling scale. Fabric samples were arranged according to the appearance deviating from homogeneous to stripe pattern of the melange fabrics. For convenience, five significant melange appearance variations were selected among fabric samples and 1 (Highly homogeneous appearance) to 5 (Highly stripe) scale was developed for the Melange Fabric Appearance scale (Figure 1). Samples were then assessed with respect to these scales and expressed in values varying from 1 to 5. Further, <1 or 5< allocated if the appearance is not within the developed 1 to 5 scale. Any appearance lies in between two scales is expressed as the midpoint of the two values. For an example, if a fabric has its appearance in between scale 2 and 3, melange appearance grading is given as 2/3. Figure 2 shows the arrangement of the melange fabric and the developed scale in evaluating the melange appearance grades.
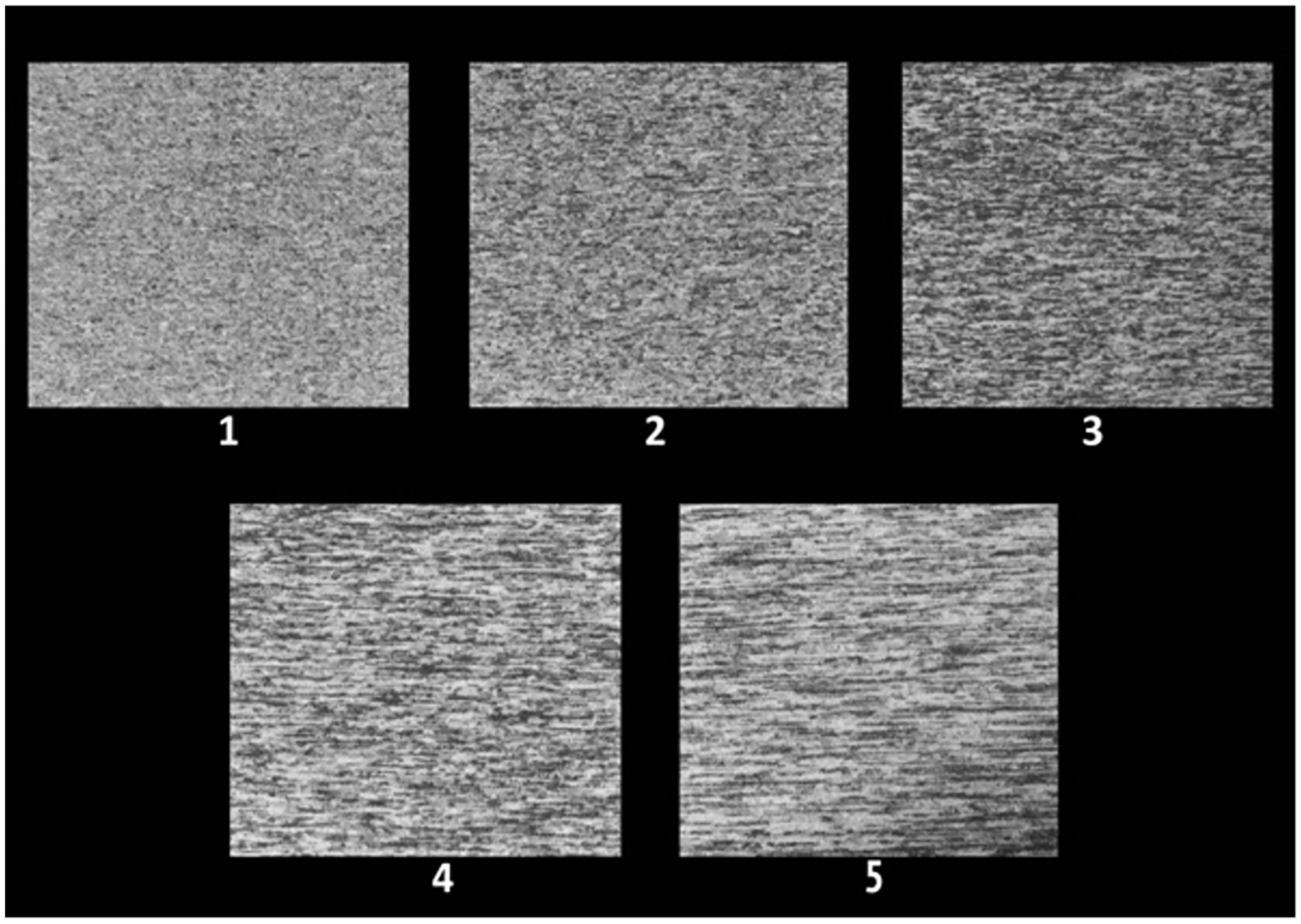
Melange appearance grading scale.

Images of melange appearance grade evaluation screen.
Computer generated black pixel % of melange fabric
The second method was developed to assess the fabric surface melange effect in quantitative manner. As these fabrics have two colours, it is unable to assess the appearance with respect to its RGB value or colour depth using spectrophotometer. Therefore, this method was introduced to analyse the melange appearance using computer image analysis. This method was developed to express the melange appearance quantitatively based on dyed (Nylon) and undyed (Polyester) areas of the face of the fabric. Objective was to assess how melange fabric appearance varies based on dyed and undyed components when processing parameters were changed. In this method, the scanned images of the fabrics were converted into binary images using MATLAB®. Using MATLAB codes, dyed areas were converted into black pixels and undyed areas were converted into white pixels and black/white pixel percentage was calculated. This scale was developed and validated only to analyse the melange fabric produced in this experiment. Further research must be done with different types of melange fabrics if this model needs to be generalised to evaluate other melange fabrics types.
Results and discussion
Effect of polyester and nylon overfeed on melange appearance
Figure 3 shows the appearance of the dyed singe jersey knitted fabrics with varying nylon and polyester overfeed combinations. It shows that the melange appearance changed from stripe to homogeneous when the Polyester and Nylon yarn overfeed increases independently. It can be observed that there is a significant visual difference when polyester as well as nylon overfeeds increase from 0.1% to 1%. Figure 4 shows that the polyester overfeed, and nylon overfeed influence appearance grading. It is expected that the colour intensity increases when the Nylon overfeed is increased while polyester overfeed keeping constant. Only nylon component of the melange fabric was dyed to achieve melange effect while keeping the polyester component undyed. Polyester percentage of the polyester/nylon melange yarn increases when the polyester overfeed is increased while nylon overfeed keeps constant. Therefore, dyed area percentage decreases when the Polyester overfeed is increased while keeping nylon overfeed constant.
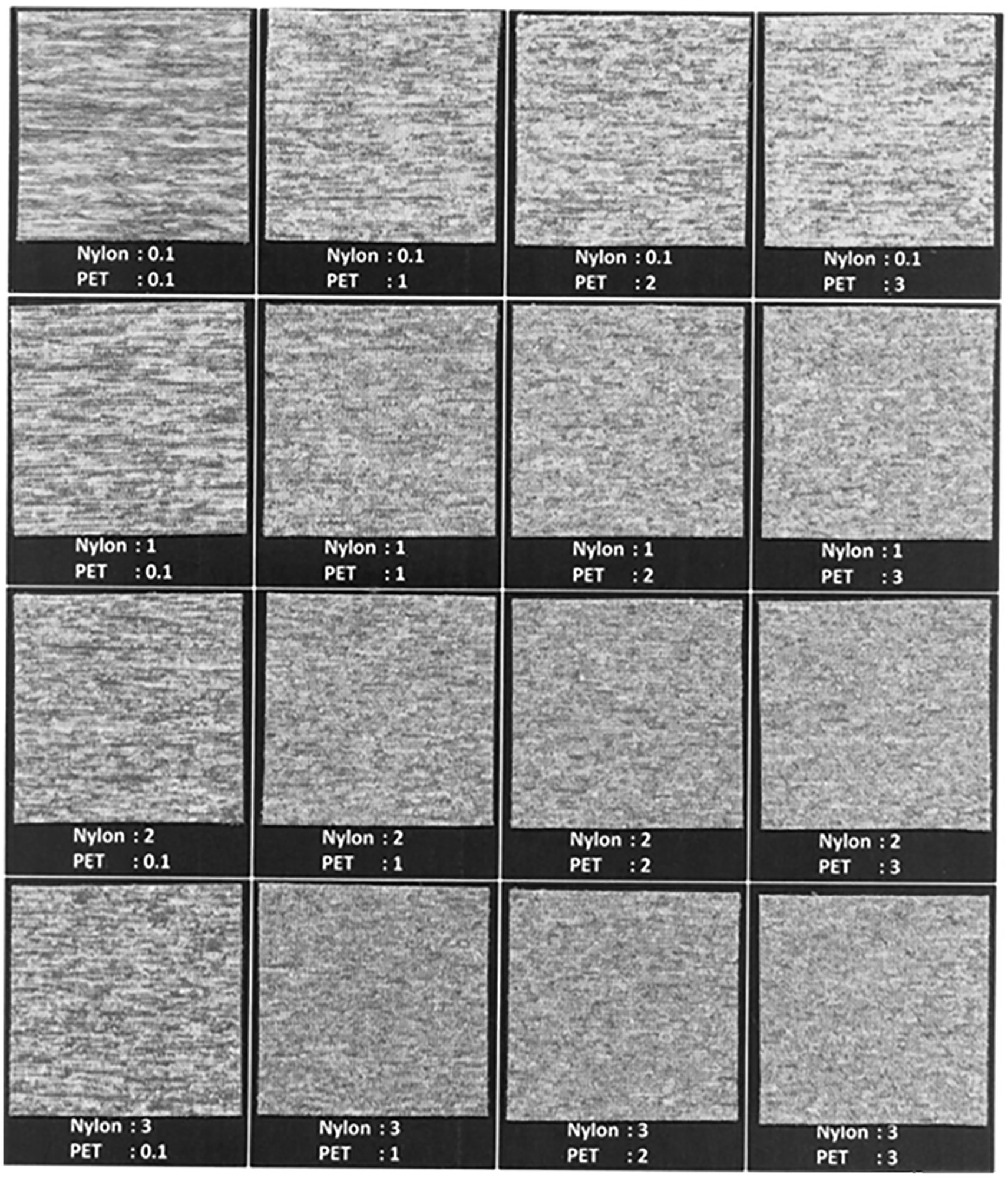
Appearance of melange fabric samples with different polyester and nylon overfeeds.

Effect of polyester and nylon overfeed on melange appearance grade.
Quantitative analysis of Melange effect using black pixel percentage
Black pixel percentage increases when the polyester overfeed is increased except at nylon overfeed of 0.1 where black pixel percentage decreases (Figure 5). Only the nylon component of the fabrics was dyed. Therefore, when polyester overfeed is increased while nylon overfeed kept at 0.1, the amount of undyed areas present in the fabrics are increased. Therefore, white pixels percentage increases while black pixels percentage reduces. Black pixels (which represent dyed nylon) decrease at nylon overfeed of 0.1 when the polyester overfeed was increased. It can be assumed that low nylon overfeed lead to low level of polyester/nylon intermingling. Therefore, low level of intermingling and the increase of the polyester percentage (undyed) in the melange yarn lead to the decrease the black pixels. Figure 4 shows that the level of intermingling increases when both the polyester and nylon overfeeds are increased. Therefore, the effect is due to the combination of the increase of intermingling and increase of polyester percentage in the melange fabric. Wide range of varied fabric appearances can be obtained by changing overfeeds. Changing polyester and nylon yarn overfeed will vary the amount of the fibre composition in the intermingled yarn. Only nylon component was dyed, and therefore dyed areas of the fabric will be varied with different nylon and polyester overfeed values.

Effect of Polyester overfeed on melange appearance in terms of black pixel percentage.
Results show that nylon overfeed has a positive significant correlation (r = 0.779, p < 0.01) with black pixels; and polyester overfeed has positive significant correlation (r = 0.351, p < 0.01) with black pixels. Table 1 shows that nylon overfeed alone predicts 61% (Adj r2 = 0.607) black pixels of the melange fabric as shown in Model 1. When polyester overfeed entered the model (Model 2), polyester overfeed alone predicts 12% (∆r2 = 0.124), and both Nylon and polyester together predict 73% (Adj r2 = 0.730) of the black pixel %.
Summarised results – regression analysis for overfeed and black pixels.

p < 0.001.
Effect of air pressure on Melange appearance
Figure 6 shows the melange appearance of the dyed singe jersey knitted fabrics of five different air pressures from 2 bar to 6 bar. It shows that the melange appearance vary from stripe to homogeneous when the air pressure increases from 2 bar to 6 bar. Number of intermingling and mingling stability increase when the air pressure is increased. Therefore, it can be hypothesised that the homogeneous melange appearance is due higher level of polyester and nylon blend effect due to higher intermingling.
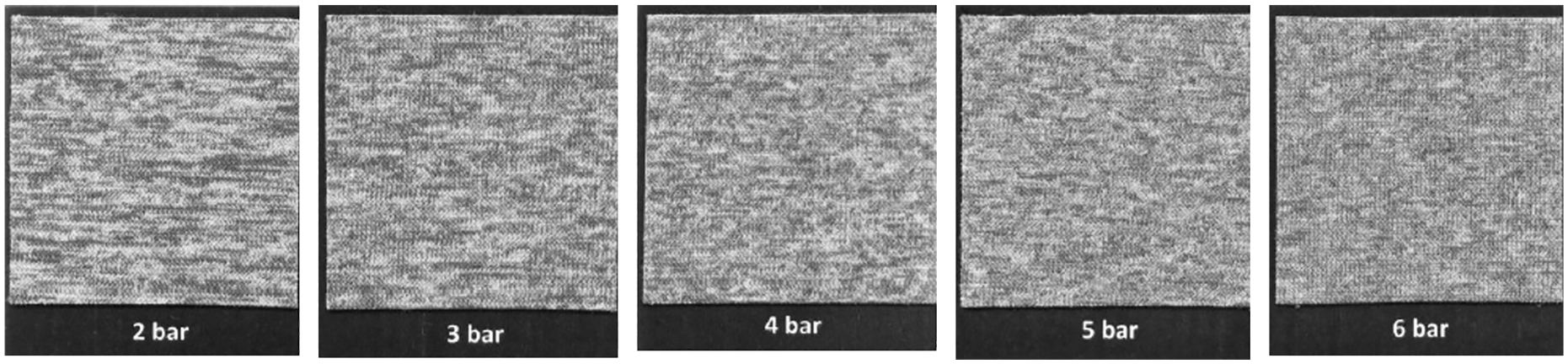
Appearance of melange fabrics produced from 2 bar to 6 bar air pressure.
Figure 7 shows that appearance grade decrease when the air pressure is increased Air pressure has significant negative correlation (r = –0.966, p < 0.01) with appearance grade and, the effect was statistically significant (F = 322.57, p < 0.0005). Employing the post-hoc test, significant differences were found between 2 bar and 3 bar (p < 0.0005), 3 bar and 4 bar (p < 0.0005), 4 bar and 5 bar (p < 0.0005), and 5 bar and 6 bar (p < 0.0005).

Effect of air pressure on melange appearance as per the appearance grade.
Quantitative analysis of melange effect using black pixel percentage
Figure 8 shows that the black pixel percentage increases when the air pressure is increased. Statistical analysis shows the air pressure has significant positive correlation with melange appearance in terms of black pixels (r = 0.938, p < 0.01) and the regression analysis shows that the relationship between air pressure and black pixels is statistically significant (F = 50.38, p < 0.0005). Employing the post-hoc test, significant differences were found between 2 bar and 3 bar (p < 0.0005), 3 bar and 4 bar (p < 0.001). There was less significant difference between 4 bar and 5 bar (p = 0.046), and 5 bar and 6 bar (p = 0.059).
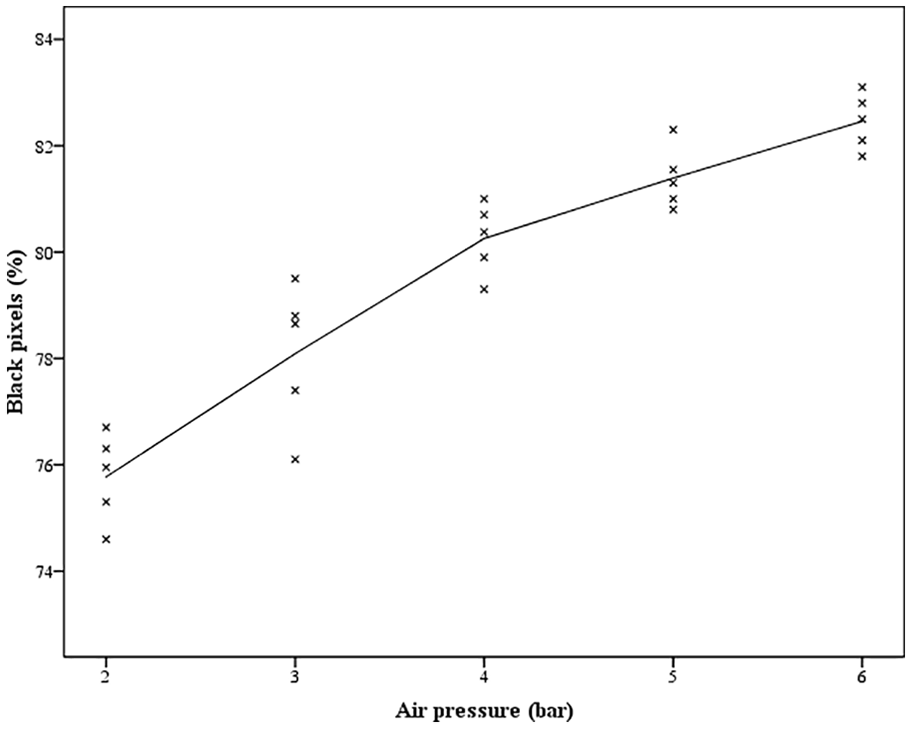
Effect of air pressure on fabric appearance in terms of black pixels percentage.
Results show that the three mode of melange appearance evaluations: physical appearance (Figure 6), appearance scale (Figure 7) and black pixels (Figure 8) gives reliable interpretation between the effect. It can be concluded that the air pressure has significant influence on melange appearance. Therefore, air pressure can be used to achieve specific melange appearance with other required fabric properties. Results also indicate that maintaining uniform air pressure is critical during production to avoid any melange fabric appearance variation within lots, especially commercial air pressure range between 2 bar and 4 bar. When the production cost is concerned, optimum low air pressure is preferred by the intermingled melange yarn manufacturers.
Effect of production speed on melange fabric appearance
Figure 9 shows the melange appearance of the dyed singe jersey knitted fabrics of four different production speeds from 500 m/min to 800 m/min. There is a visual difference between 500 m/min and 600 m/min, and 700 m/min and 800 m/min. Less visual difference between 600 m/min and 700 m/min speeds.

Typical appearance of melange fabric samples at different speeds.
Figure 10 shows that there is a visual difference in the melange fabrics produced at difference speed, and the appearance vary from homogeneous to stripe when the production speed increases from 500 m/min to 800 m/min. Figure 10 shows the effect of air pressure on fabric appearance as per appearance grade. Results show that the air pressure influences the physical appearance of the melange fabric.
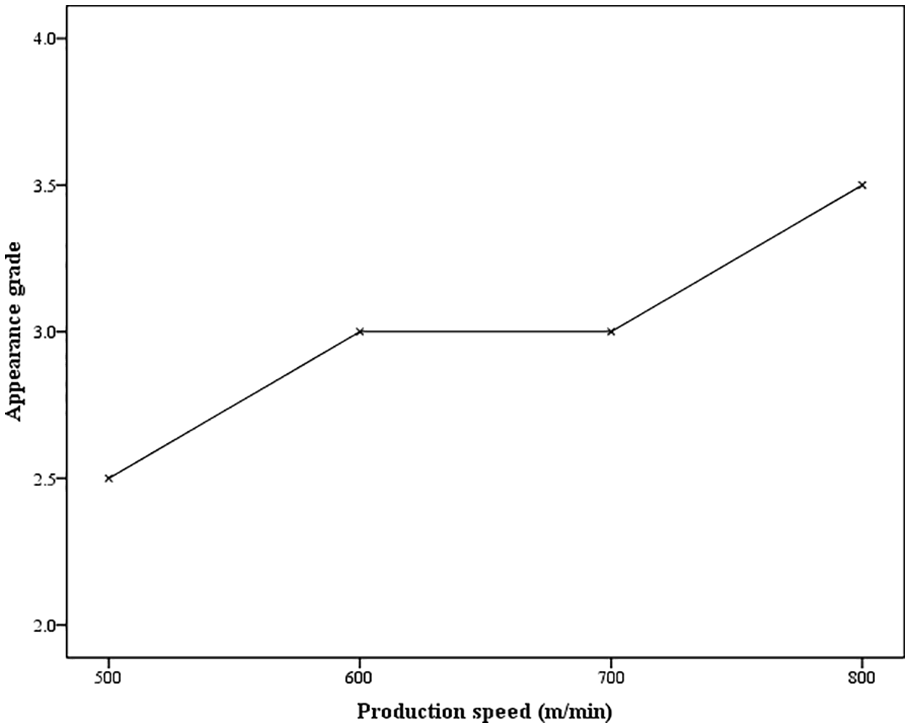
Effect of production speed on melange fabric appearance in terms of appearance grade.
Effect of production speed on black pixels
Figure 11 shows that the black pixel percentage decreases when the production speed is increased. Production speed has significant negative correlation (r = –0.784, p < 0.01) with black pixels and, the effect is statistically significant (F = 22.96, p < 0.0005). Employing the post-hoc test, significant differences were found between 500 m/min and 600 m/min (p < 0.0005), 700 m/min and 800 m/min (p < 0.005). There was no significant difference between 600 m/min and 700 m/min (p = 0.587) even though Figure 11 shows slight decrease. Results indicate that the melange intermingled yarn samples should be developed with optimum intermingling speeds; and it should not be changed during the production since melange appearance may vary between fabric lots with different speeds. Previous studies suggest that production speed has significant effect on number of mingle points. Therefore, number of mingle point variation may affect the appearance of the melange fabric.
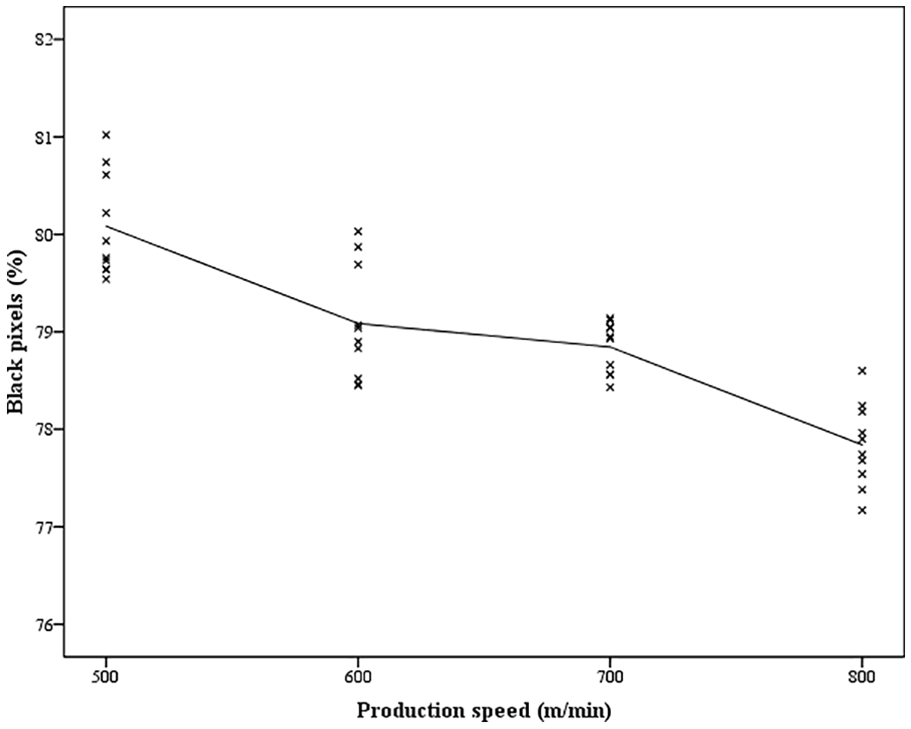
Effect of production speed on melange effect in terms of black pixels.
Effect of feeder yarn tension on melange appearance
Therefore, polyester yarn tension and nylon yarn tension were changed while one yarn tension kept constant to determine whether there is an impact on feeder yarn tension on melange fabric appearance. Polyester and nylon feeder yarn tensions were controlled by BTSR tension adjusting devices and any tension variations caused due to package density or yarn unwinding will be eliminated and controlled the required tension by this device.
Effect of polyester yarn tension on melange appearance
Polyester yarn tension was changed from 15 cN to 25 cN with a step of 1 cN while keeping nylon yarn tension at 4–6 cN.
Figure 12 shows the melange appearance of the dyed singe jersey knitted fabrics of different polyester feeder yarn tensions. There is no significant visual melange appearance difference when the polyester yarn tension is increased from 15 cN to 25 cN.

Typical appearance of melange fabric samples at different polyester yarn tensions.
Figure 13 shows that the appearance grades do not have significant varation when the polyester yarn tension is increased. Polyester yarn tension does not have correlation (r = –0.064, p > 0.05) with appearance grade and, the effect is not statistically significant (F = 0.220, p > 0.05). Employing the post-hoc test, significant differences were not found between polyester yarn tensions. Results indicate that the polyester yarn tension does not have significant effect on the melange fabric appearance.

Effect of polyester yarn tension on melange appearance grade.
Figure 14 shows that the black pixel percentage decreases when the polyester yarn tension is increased. Polyester yarn tension has significant negative correlation (r = –0.365, p < 0.01) with black pixels, but the effect was not statistically significant (F = 1.716, p > 0.05). Employing the post-hoc test, there were no significant differences found between polyester yarn tensions employed in this research.

Effect of polyester yarn tension on black pixel %.
Effect of nylon yarn tension
Figure 15 shows the melange appearance of the dyed singe jersey knitted fabrics of different nylon feeder yarn tensions. There is no significant visual melange appearance difference when the nylon yarn tension is increased from 3 cN to 8 cN. Figure 16 shows slight decrease of appearance grade with negative correlation (r = –0.568 m, p < 0.01). But regression analysis shows that the effect was not statistically significant (F = 3.065, p > 0.05). Employing the post-hoc test, there were no significant differences found between nylon yarn tensions employed in this research.

Typical appearance of melange fabric samples at different nylon yarn tensions.

Effect of nylon yarn tension on melange appearance grade.
Figure 17 shows the effect of nylon yarn tension on black pixel percentage of the melange fabrics. Statistical results show that there is no correlation (r = 0.278, p > 0.05), no regression (F = 2.345, p > 0.05) between nylon feed tension and black pixel percentage. Employing the post-hoc test, there were no significant differences found between nylon yarn tensions employed in this research.

Effect of nylon yarn tension on black pixel %.
Conclusion
Research show that the yarn overfeed, air pressure, and production speed are very important intermingling process parameter in developing melange fabrics from Polyester/Nylon intermingled yarns. The yarn overfeed has strong significant relationship with melange appearance of the fabric. It also appears that the melange effect vary from stripe to homogeneous distribution when Polyester and Nylon overfeeds were increased independently as well as collectively. Therefore, intermingled melange yarn developers could use nylon and polyester overfeed to achieve specific melange appearance as per the original fabric sample to be developed. It also indicates that overfeed change or variation will influence the melange appearance and therefore not to be changed during production.
Air pressure has strong significant relationship with melange appearance of the fabric. Results indicate that the melange appearance variation is strongly significant when the when air pressure is increased from 2 bar to 3 bar; and 3 bar to 4 bar. Air pressure between 2 bar and 4 bar range is very critical, since the operational air pressure for commercial melange intermingled yarn production is 3 bar. Air pressure variation during production will change the appearance of the melange fabric and therefore pressure controlling mechanism is important.
Results shows that production speed has significant influence on melange appearance of the fabric. Changing production speed will affect melange fabric appearance and may cause lot-to-lot variation. Therefore, intermingled yarn manufacturers should determine production speed and the melange appearance during sample development stage; and should not change the production speed during production.
Results show that the polyester and nylon feeder yarn tension do not play a big role in melange appearance. Intermingling machines have auto tension controlling devises to avoid tension variation before yarns are fed to the intermingling zone. Feeder yarn tensions might affect other intermingled yarn parameters and need further research to establish such relationships if exist.
Melange effect is visible only after dyeing. Therefore, intermingled yarn manufacturers may not be able to see it unless intermingled yarns samples knit and dye during the production, which is costly as well as time consuming. Therefore, outcome of this research will assist the melange fabric developers to determine the optimum levels of polyester overfeed, nylon overfeed, air pressure and production speed to achieve melange fabric appearance as per the final product while balancing other important fabric properties as well.
Footnotes
Acknowledgements
The Authors wish to acknowledge the industry partner Stretchline Pvt (Ltd), Sri Lanka, and the staff; Mr. Damith Subasinghe, Mr. Niroshan Wallahagolla, and Mr. Tharindu Bokanda for giving technical guidance and for providing materials, production facility, and testing facilities.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.