
Abstract
Titanium alloys are considered as hard-to-cut material due to its relatively high resistance to corrosion, low thermal conductivity and high chemical reactivity. Effective penetration of sufficient amount of lubricant in the metalworking process is of utmost importance to (a) reduce frictional resistance at the high-temperature tool–workpiece interface and (b) avert the formation of built-up edge in machining process. Traditionally, the lubricant forms a thin fluid film to reduce the friction. In order to reduce or eliminate coolant usage and to apply lubri-coolant efficiently at tool–chip–workpiece interface, a novel near-dry machining technique called electrostatic charged solid lubricant spray system has been developed. In electrostatic charged solid lubricant spray technique, the aerosolized micro-droplet particles were sprayed from the nozzle tip which uses a phenomenon called contact-charge electrification principle. The quick penetration and wettability of charged atomized droplet particles are impinged with high velocity at the tool–chip interface. The focus of the present experimental research is to analyse the optimum lubrication process parameters of the experimental set-up in terms of effectively applying cutting fluid in the machining zone. The study shows that the desired atomization and machining performance of the electrostatic charged solid lubricant spray technique can be obtained by governing different spray parameters (lubricant flow rate, air pressure, spray nozzle position, nozzle distance, electrostatic voltage). The results revealed that when the charged lubricants are applied with high velocity and large number of droplets, it will have significant influence on surface roughness and cutting force. The fabricated electrostatic charged solid lubricant spray technique provides us with an efficient and economic machining solution by applying solid lubricants effectively at tool–material interface during turning of Ti-6Al-4V alloy material. The present approach and the obtained results will help in better understanding of the machinability of hard-to-cut materials in manufacturing industries.
Introduction
Contemporary manufacturing industries undergo rapid changes in market due to the ever-increasing demand of customer for a variety of high reliable parts and products. Advanced machining materials like Ti-6Al-4V alloy (Grade 5) whose applications are traditionally found in the field of aerospace industry, automobile industry, naval ship manufacturing, armour plating, biomedical devices, turbines and spacecrafts are of great curiosity for manufacturing industries and scientific world. 1 This is because of its intensive material property (physical property) and mechanical properties which typically include high-strength forging, stiffness-to-weight ratio, high specific strength, medium to high temperature, biocompatibility and fracture toughness and corrosion resistance. 2 This unique set of properties makes them suitable for a variety of manufacturing applications, including automotive engine components, aerospace, biomedical devices, turbines and so on. The challenges imposed by liberalization and global economic competitiveness have pushed the contemporary manufacturing industries to meet the increasing demand of productivity of manufacturing, quality of the product and overall low cost in manufacturing process. 3
Machining of key engineering materials with advanced production technology (high-speed machining) experiences high material removal rate, better surface roughness and low cutting forces. During machining of hard-to-cut materials, the cutting parameters and cutting fluids have significant influence on tool damage and surface quality.1–4 Ezugwu and Wang 5 reported that high heat generation acting at rake and flank face of cutting tool geometry during turning of hard materials is the principal reason for decreasing machining time of the cutting tool. Machining of titanium alloy under high-speed machining condition exhibits tremendous heat at tool–material interface due to intense heat generation and high friction in the machining interface which leads to increased machining force and wear of the tool and eventually makes the material removal process difficult. 6 The challenge of modern machining industries is to fulfil increasingly high demands with regard to quality of machined work material and productivity with adoption of improving economic, environmental impact and manufacturing cost by employing sustainable principles. 7
Dry machining has its advantages since it decreases the waste disposal of cooling and lubricating liquids as well as their potential hazardous environmental effects. 8 In addition, dry cutting at high-speed machining of aerospace materials associated with poor outcome and poor surface roughness and accuracy. 7 The use of proper cutting fluid in hard turning process is not essential unless extremely close tolerances are required. Turning without any metalworking fluid (sustainable machining or green machining or dry machining) as environmental protection is becoming more and more prevalent due to the apprehension about safety of environment. 9
The primary function of conventional lubricants is to apply efficiently to the tool–chip interface zone via a viable alternative method for machining high-speed cutting conditions for difficult-to-cut material in attaining low cutting temperature, increase tool utilization/slow tool wear and improve cutting force and power consumption. Dry/near-dry cutting has the advantage of not polluting atmosphere or water bodies, with reduced costs of cleaning and disposal; no hazard to health as they are non-allergic to skin. 6 In recent times, some of the advanced machining techniques are near-dry machining which requires negligible amount of lubricant10,11 to effectively remove heat generated during cutting process for which high pressure coolants are used. 12 For improving chip breakability and machinability, cryogenic coolants are used and materials are transformed from ductile to brittle in nature. 13 Solid lubricants which are also called as dry lubricants are used as solid powder material or mixture of oil to reduce friction between tool–workmaterial sliding interface. 14 A sufficient and more droplet transfer rate of coolants and lubricants with extended adhesion time is required for a high-temperature cutting region in which the applied thin lubricant films reduce the tool wear and improving surface quality of the workpiece.15–18
With the negligible quantity of thin lubricant film to increase the adhesion time period of lubricant with cutting tool and workpiece, electrostatic atomization spraying technique is used. An electrostatic field with ambient high voltage (HV) acts to accelerate the atomized charged thin lubricant film droplets and atomize a uniform mist of air-lubricant droplets. Ghanshyam et al. 19 performed investigations on electrostatic thin film spraying technique; the experimental results are compared with chemical vapour decomposition (CVD) technique. The results revealed that thin films can be subsequently etched using electrostatic spraying process when compared with CVD technique. Magnetically (electrostatically) assisted impaction coating, electrostatic-dry coating process is presenting its potential advantages as a coating technique. Experimental studies conducted to investigate the impact of conventional and electrostatic spraying characteristics were performed by Li et al.20 on typical automobile exhaust system. The idea of using atomized electrostatic charged spraying technique plays an important role in reducing the size of the droplet of the fuel and in increasing the number of droplets in automobile during exhaust emission stroke of the piston. To increase and meet the increasing demands globally for product quality and productivity, Reddy and Yang 16 fabricated electrostatic charged spraying technique to apply negligible amount of cutting fluid at low flow rate. The charged lubricant splashes into small droplets when compared with conventional cooling technique. To study the influence of the developed electrostatic process, the experimental results are compared with minimum quantity of lubricant technique and dry machining conditions. It was observed from the results that during electrostatic process, lubricants applied effectively at tool–workpiece interference – by providing lubrication and flushing the chips off from tool–workpiece interface – significantly improve surface roughness and tool life while reducing heat generation.
The advanced electrostatic spraying is a new technique that has been developed to apply defensive pesticides and to reduce off-target drift in agriculture. 21 The multisectoral electrostatic spraying decreases the health risks and environmental pollutions, and increases the mass efficiency and bio-efficiency on to the biological surfaces with uniform deposition method.3,16 Research work was carried out by Liu et al. 22 on hardened steel under dry electrostatic cooling (DEC) condition. The impact of DEC on cutting force and tool life was assessed and it was understood based on the results that, in contrast to dry cutting, corona-based compressed air technology/method facilitates better lubrication and enhances cooling eventually leading to decrease in cutting force and tool wear. Optimizing the process parameters by considering the machinability criteria like cutting force, surface roughness, tool life, machining vibrations and power consumption can be achieved with proper machining methods, if the unique characteristics of the metal are taken into account. 23
It is essential in electrostatic charged solid lubricant (ECSL) assisted machining process that lubricant particles will effectively cover the hot-machining contact area. Another important variable is wettability of solid lubricant particles on tool–workpiece surface. Selection of machining conditions effectively contributes to the simultaneous improvement of quality and productivity. The smaller droplets, which can provide better penetration into the cutting surface, are more preferable, especially in terms of applying conventional cutting fluids at the machining zone. Thus, it is vital to choose optimal machining parameters of ECSL spray system to enhance machinability for a given material without affecting production timelines. The main aim of the present experimental analysis is to study the effect of high-velocity thin pulse jet cooling/lubrication properties with ECSL spray technique application parameters, that is, concentration of lubricant to weight ratio, flow rate of lubricant, angle of the impingement of the spray jet, lubricant pressure, and spot distance of the spray nozzle on cutting force and surface roughness. The present research work is to ensure proper lubrication at machining interface, supplying electrostatic solid lubricant with high velocity to the machining interface of tool and workpiece at constant flow rate. To analyse the optimum process parameters, experiments were performed under TI-6Al-4V alloy, considering MoS2 as a solid lubricant medium and SAE 40 oil as a base oil. The results are compared with minimum quantity solid lubricant (MQSL), wet and dry machining conditions.
Experiment details
To optimize the process parameters of electrostatic solid lubricant spray system in the present work, a pilot experiment was performed on computer numerical control (CNC) lathe machine, HMT, model PVT 260 at constant cutting speed (m/min), feed (mm/rev) and depth of cut (mm).
Experimental procedure
In turning operation, determining the optimal process performance is important under most achieving good surface quality with less operation cost. In the current section, the investigation has been done experimentally to analyse the effect of ECSL spray technique with different process parameters. The various process parameters involved in this study are lubricant flow rate, nozzle distance from tip of the nozzle to tool–workpiece interface, nozzle position, air pressure and electrostatic voltage. Ti-6Al-4V alloy (Grade 5) with dimensions 55 and 300 mm in diameter and length of material is considered as the work material. Ti-6Al-4V alloy material chemical composition is shown in Table 1. The schematic illustration of ECSL spray system is shown in Figure 1. In this study, under different process parameters, machining tests were repeated three times for each experiment. Average value of three measured surface roughness and cutting force readings were presented in section ‘Results and discussion’.
Experimental conditions.
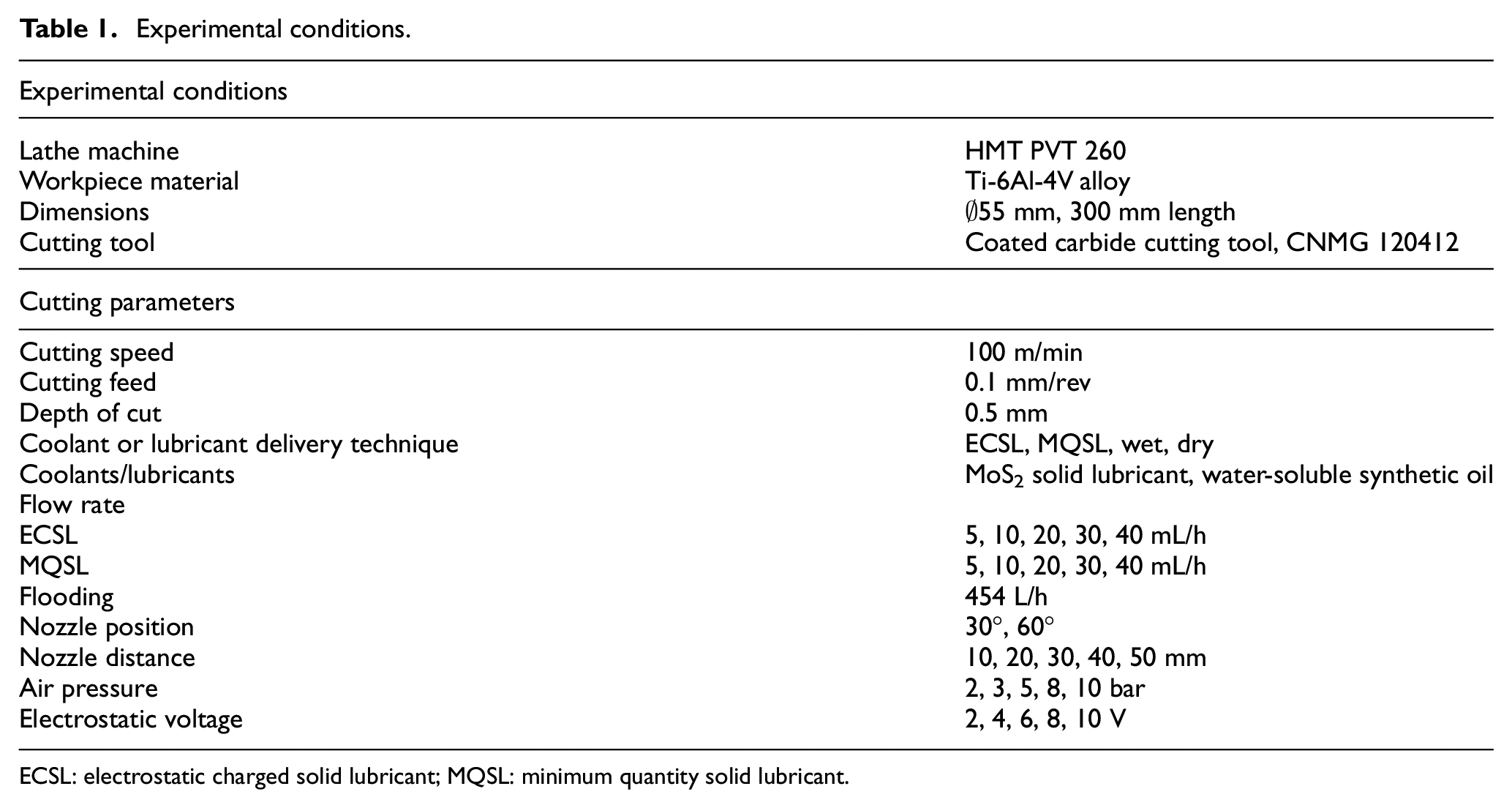
ECSL: electrostatic charged solid lubricant; MQSL: minimum quantity solid lubricant.
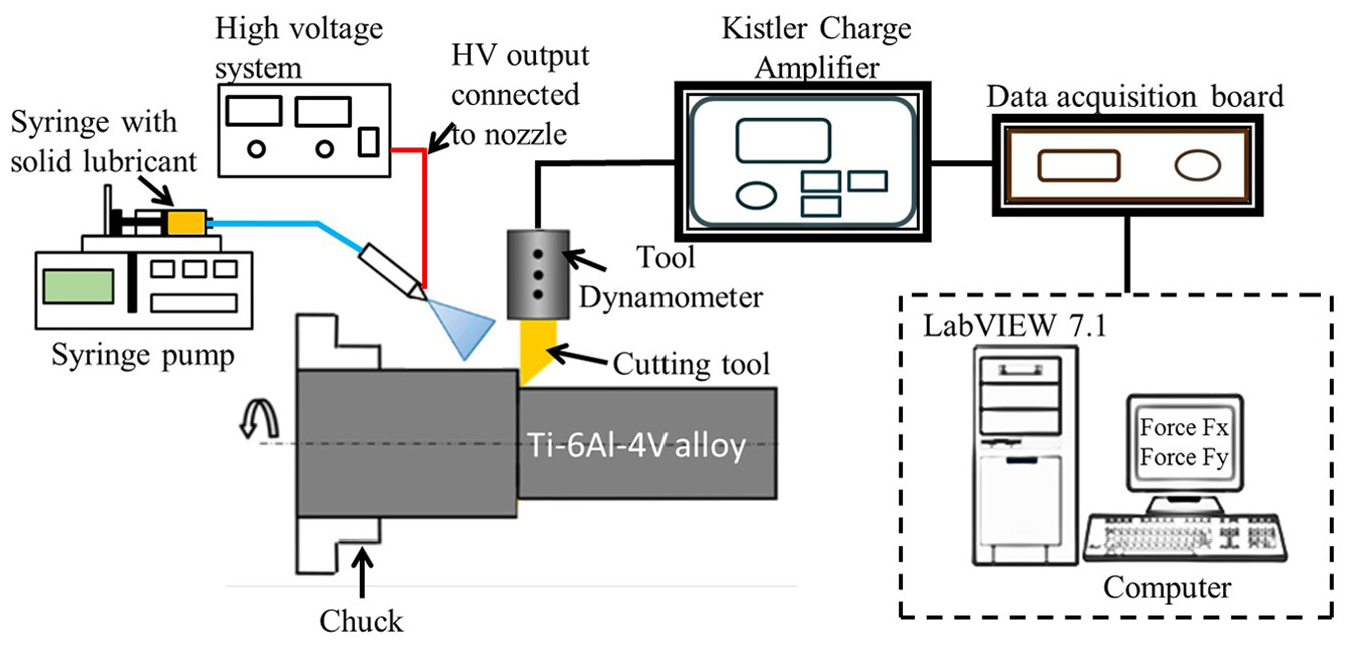
Schematic illustration of ECSL spray technique.
Sufficient amount with high velocity of coolant/lubricant and delivery method is very important in machining process to achieve superior process performance characteristics while improving cutting force and machined surface quality. The main aim of the present research is to fabricate the novel ECSL spray technique. The schematic illustration of ECSL spray technique is shown in Figure 1. The novel set-up consists of electrostatic HV generator to supply electrically charged (positively charged) lubricants to the machining zone, air compressor and a micro-syringe pump which have been used to precisely control the constant flow rate of cutting fluid. Spray nozzle is used to supply lubricants to machining zone. ECSL spray system works on the electrostatic charging principle which includes electric field at the point to electrically charge the applied solid lubricants passing through specially designed nozzle shown in Figure 2. Where compressed air and solid lubricants mix together in mixing chamber. Air hoses were used to supply compressed air to the nozzle for lubricant atomization. HV system with a potential of 0–10 kV is used to generate electrostatic force (negative HV) within the sprayed solid lubricant particles. Initially, the base oil with added solid lubricant particles gets charge at the nozzle tip and the charged lubricants are smashed into small droplet particles with compressed air. These positive to positive and negative to negative electric charged-broken solid lubricant particles can easily adhere and penetrate to the worn surfaces, that is, rake and flank face of tool insert and create a thin lubricant film between tool–workpiece interface. The experimentation details are shown in Table 1.
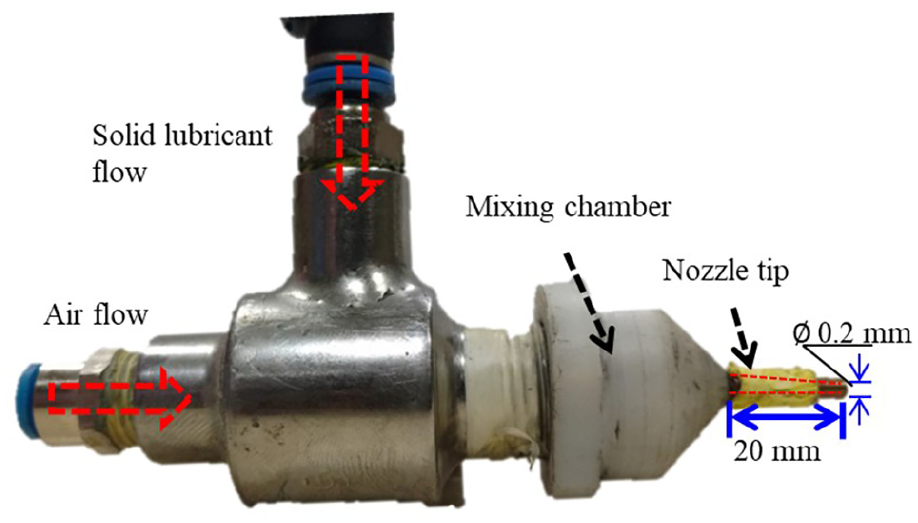
Photographic view of developed nozzle for ECSL spray system.
In air-assisted ECSL charged spray technique, the tip of the nozzle (shown in Figure 2) plays a significant role in applying uniform thin film droplet particles at high heat generation interfaces. In advanced machining process (high-speed machining), ECSL spray technique is considered as one of the promising methods which influences the high transfer rate of atomized lubricants, and the positive charged droplet particles adhere on to the tool–material interface. The liquid atomized spray comprises air-assisted lubricant mist and droplet particle charging, in-flight transport of charged droplet particles and the actual deposition of charged droplets on the region of target.
ECSL spray technique is a synergetic combination of electrostatic spraying and MQSL system, in which a negligible quantity of lubricant is electrostatically charged (negatively) by electrostatic contact charging method; these charged lubricant particles are focused into the cutting zone in the form of thin yet even lubricant mist droplets with high penetrability and wettability. In order to atomize lubricants effectively in the form of thin, highly penetration and uniform droplets in the tool–material interface, a series of preliminary tests were carried out under ECSL spray technique and the obtained results were associated with MQSL, wet and dry environmental conditions. Spraying conditions are selected based on the trial experiments. The selected trial domain is as follows: air pressure (1, 3, 5, 8 and 10 bar), nozzle spray distance (10, 20, 30, 40 and 50 mm), nozzle spray angle (30° and 60°), lubricant flow rate (5, 10, 20, 30 and 40 mL/h) and electric potential (2, 4, 6, 8 and 10 kV). New cutting edge (cutting tool insert) is used for every experimental test. During the investigation, ISO code CNMG 120412 with carbon coated cutting tool tip was used.
Cutting force measurement
In this study, the three-axis piezoelectric lathe tool dynamometer (NK Instruments) is used for determining the machinability of the materials. This is a multi-component transducer having three output channels with piezoelectric transducers designed to resolve the forces which are acting along the three mutually perpendicular axes. A proportional charge signal is produced in the measuring element and fed to charge amplifier. These signals are amplified by charge amplifier, then, converted by signal conditioner and recorded in computer by the National Instruments DAQ. CFM software was developed on the basis of LabView to log the data at a sampling rate of 10 kHz. Dynamometer was mounted on specially designed fixtures as shown in Figure 3. With the help of a tool holder, the cutting tool insert is fixed to the dynamometer which is then placed on the machine tool turret using an adapter. A charge amplifier is included in the set-up for effective utilization charge difference that appears when piezoelectric sensors are loaded. The acquired data are presented in a graphic form and facilitate, together with various functions, the signal processing and analysis of the measurement signals.
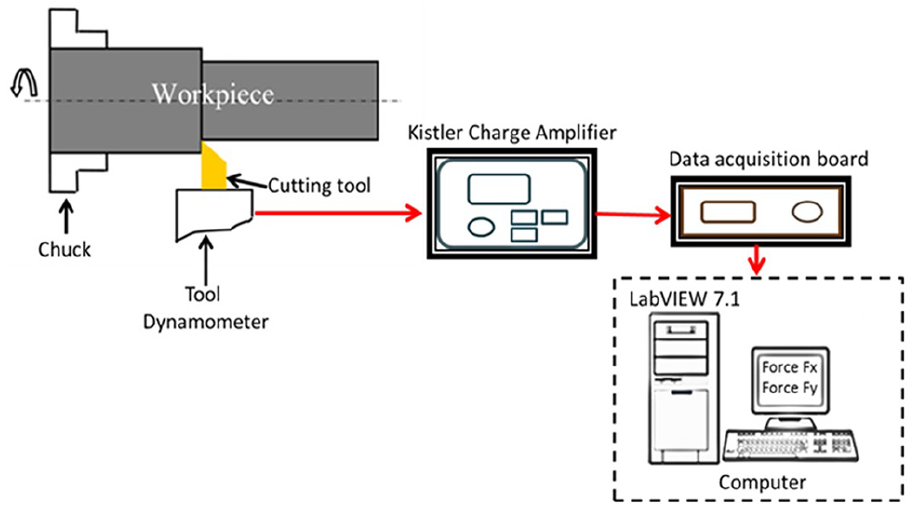
Schematic view of lathe tool dynamometer.
Surface roughness measurement
In this investigation, surface roughness (Ra) measurements are measured using the Talysurf-6, at an angle 90° to the direction of turning. Ra is measured at three random positions along the machined workpiece circumference. Average of these three points is taken as the surface roughness of the machined workpiece. A sample measure of surface finish on machined work material using the surface profilometer (Taylor Hobson Surtronic S25) is shown in Figure 4.
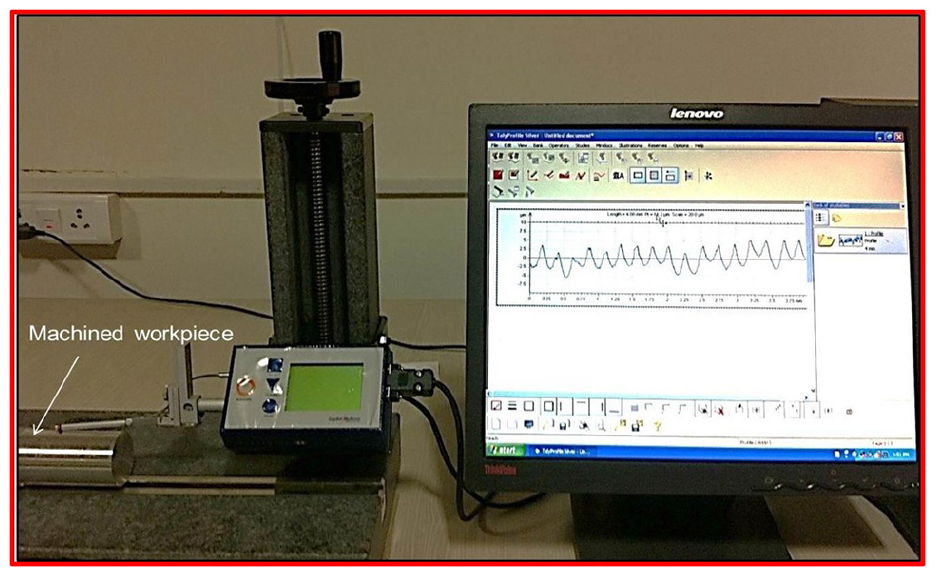
A sample measure of surface finish on machined work material using the surface profilometer (Taylor Hobson Surtronic S25).
Results and discussion
Combination of electric voltage, air pressure nozzle to spot distance, lubricant flow rate and nozzle position can improve chargeability of electrostatic lubricant spray for effective application; the combined effects of the above parameters are imperative to appreciate in terms of improving machinability performance, that is, surface roughness and cutting force. This could be a significant effect while understanding the surface and subsurface inherent characteristics of machinability of difficult-to-machine materials. All the above cutting conditions have been used to analyse optimum process performance of turning Ti-6Al-4V alloy work material with respect to machining force and surface quality.
The required machining conditions (cutting speed = 100 m/min, feed rate = 0.1 mm/rev and depth of cut = 0.5 mm) were selected during the time of preliminary examination conditions. The selected experiment parameters were based on requirement of present manufacturing industries and kept constant throughout the investigation.
Effect of air pressure
The important parameter of ECSL spray system is the air pressure which penetrates and effectively cools/lubricates those localized hot zone (tool–chip–workpiece interface) in the cutting zone with negligible amount of lubricant consumption. Figures 5 –8 show the deviation of machining force and surface roughness as a function of compressed air pressure under different environments. From Figures 5 and 6, it was observed that under ECSL spray technique, cutting force decreases when associated with MQSL, wet and dry environments. With the increase in air pressure from 3 to 5 bar, the cutting force under ECSL condition decreases compare to MQSL machining condition. During MQSL condition, it was perceived that with the increase in air pressure, the applied lubricants on the chip–tool–workpiece interface squelch (put lubricants away from the tool–workpiece interface).
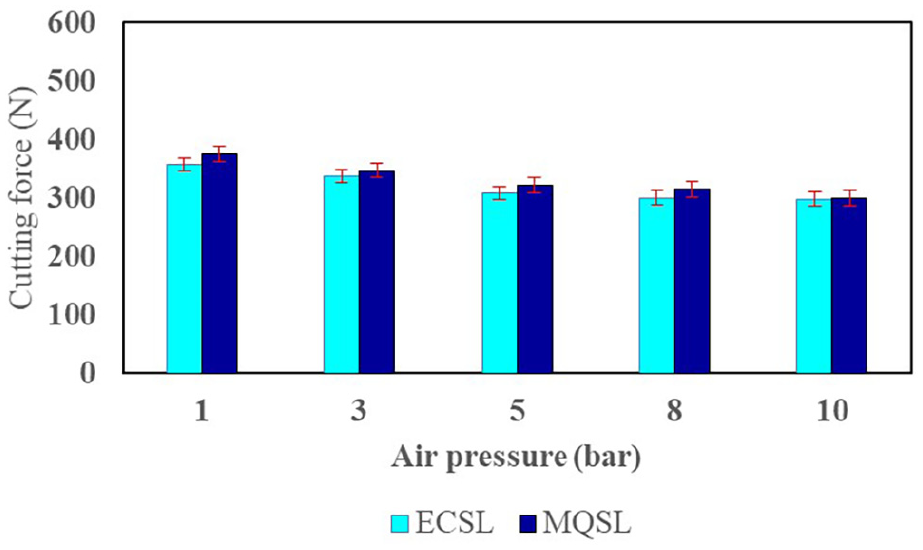
Comparison of cutting force with ECSL and MQSL environments with varying air pressure.
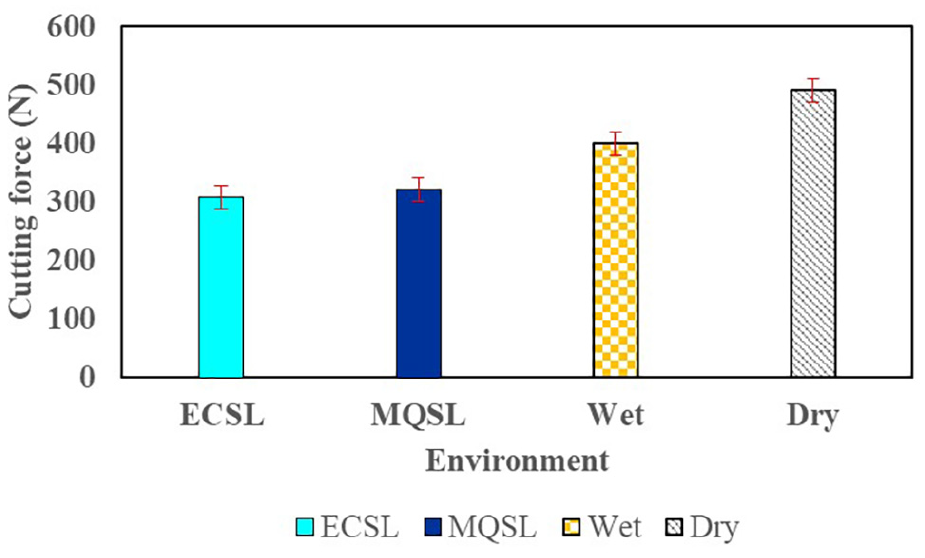
Comparison of cutting force under air pressure with ECSL, MQSL, wet and dry machining environments.
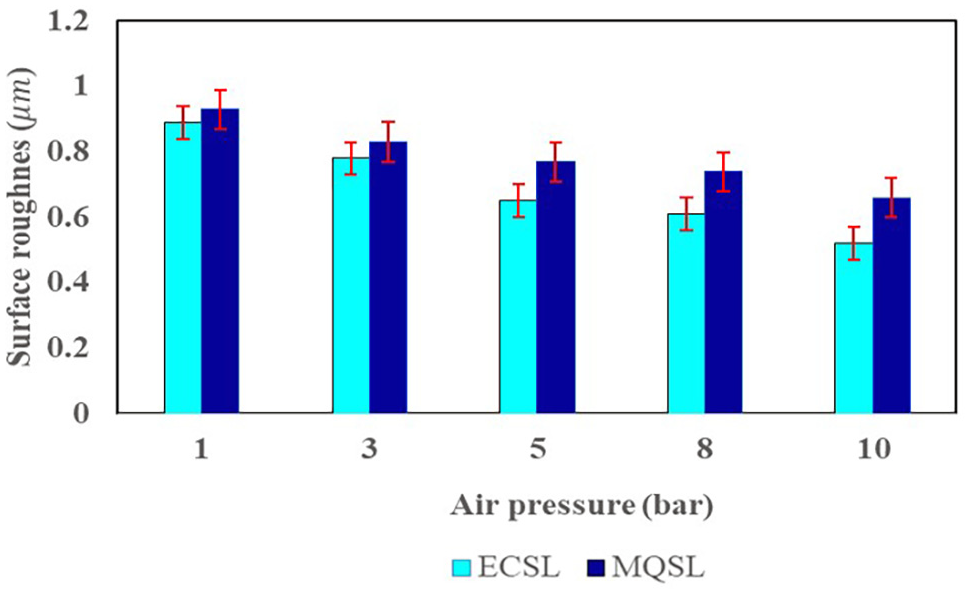
Comparison of surface roughness with ECSL and MQSL environments with varying air pressure.
Comparison of surface roughness under air pressure with ECSL, MQSL, wet and dry machining environments.
Under ECSL spray technique, the solid lubricant particles form a thin film at high-temperature zone, and the lubricants of these droplet particles penetrate on to the chip face and rake of the cutting tool and adhere to the surface until lubricant particles get evaporated. With the increase in the air pressure, the coated thin lubricant film droplets adhere easily to yield low friction. 24 This is due to decrease in cutting temperature in the interface zone. Figures 5–8 show, among the considered environments, under ECSL technique at 5 bar air pressure obtained improved cutting force and surface roughness compared to MQSL, wet and dry machining conditions. It has been revealed from the particle analyzer test that the average size of the particle is 10 microns measured for a particular stand-off distance (distance between nozzle and substrate). Cutting temperature and friction between tool–chip–material interface are a key parameter in the machining process, as decrease in kinetic friction not only decreases frictional work at chip area, but it also reduces the shear area in the workpiece. 9 It can be apparent that inferior cutting force and surface roughness are accomplished with increasing air pressure. Droplet with small size has a better ability to penetrate quickly and effectively in a short period of time into the machining zone. 25 This provides more wettability near the frictional boundary to improve the formation of thin coolant film and an oxide layer. In order to conclude the results, significance of variance (analysis of variance (ANOVA)) analysis has been performed in this study. It has been concluded from the ANOVA analysis that cutting force has a significant effect (80.95%) for both ECSL and MQSL environmental conditions.
The charged lubricant particles impinge effectively onto the rake face–material interface zone and the wettability to decrease the interface temperature. However, it is evident that at high pressure, lubricant enables better surface finish primarily by governing the damage taking place primarily at the cutting tool edge angle due to the improvement of chipping, abrasion and built-up edge (BUE) on cutting tool surface. 26 Consequently, the amount of blemishes caused by the cutting chips on the workpiece surface is reduced. In one of the previous studies, 17 it was studied that with the decrease in cutting force, specific energy will improve tool performance and surface quality certainly improves to a great extent. The reduction of friction and temperature takes place by cooling and lubrication action which eventually improves surface roughness. 15 During machining of hard-to-cut with high-speed turning, high-velocity cooling is a favourable technique for better improvement of usage of cutting tool and surface roughness in terms of proper cooling and lubrication. 27 Application of continuous coolant droplets indicates wettability at tool–chip interface and caused easy chip breakage into small segments.
Effect of spraying distance
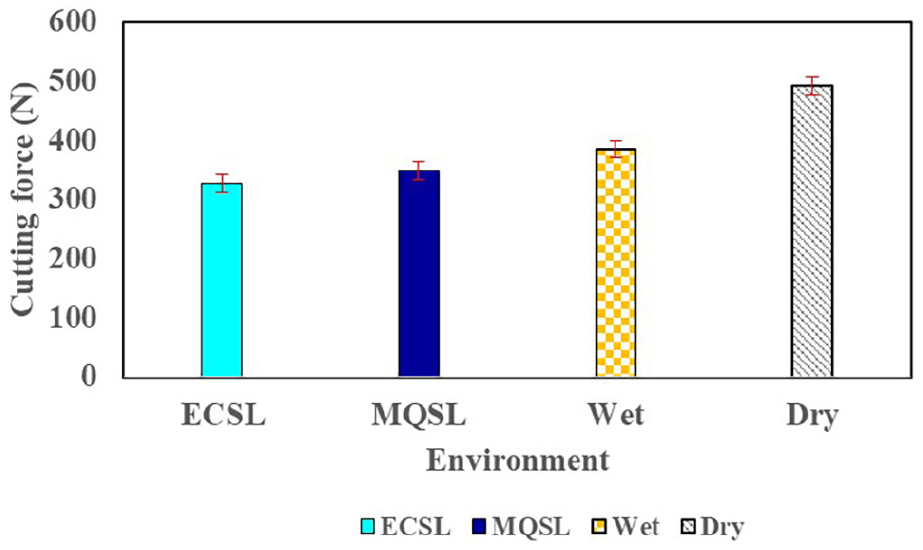
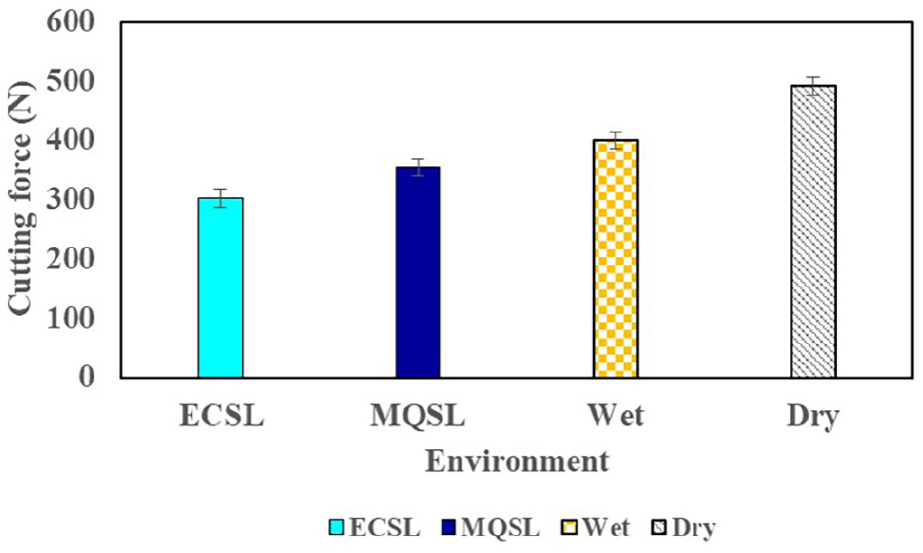
Effective cooling and lubrication is necessary to ensure that temperature levels do not become excessive. Because the sprayed lubricant mist particles are failing to reach at machining rake face of the cutting tool and workpiece surface. In this study, during turning of Ti-6Al-4V alloy under various nozzle tip distance positions, the cutting force comparison results are shown in Figure 9. Application of solid lubricants is targeted to rake face and flank face with varying distance has reduced the machining force and surface roughness. Figure 9 illustrates the analysis of different nozzle distance ranges from 10 to 50 mm from nozzle tip to tool–material interface. As shown in Figure 9, the cutting force initially, that is, at 10 mm is 368 N, further with the increase in nozzle distance from 10 to 50 mm, the cutting force increases to 436 N in wet environmental condition. During MQSL environment as shown in Figure 9, the cutting force diverges from 321 to 398 N. Under ECSL environment (as shown in Figure 9), the cutting force assortments range from 308 to 325 N. Subsequently, it was observed that with the increase in nozzle position from tip of the nozzle to the tool–workpiece interface, the results attributed that lubricant spray mist will increase with minimum droplet diameter and thus spreads effective near the cutting zone and thus reduces cutting force and improves surface quality. 28 Figure 10 shows the comparison of cutting force under ECSL spray technique, MQSL, wet and dry environmental conditions. It is clearly observed from Figure 10 that minimum cutting force was obtained under ECSL environmental condition.
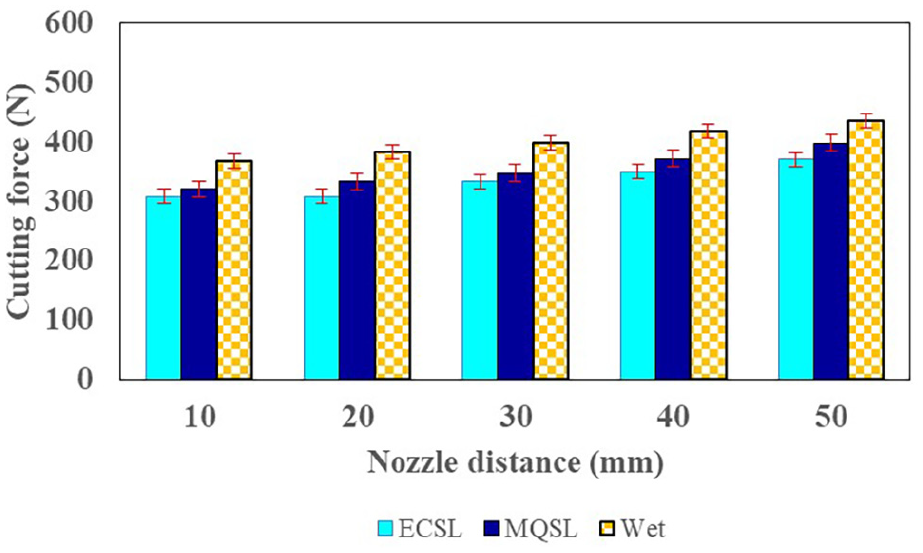
Comparison of cutting force with ECSL, MQSL and wet environments with varying nozzle distance.
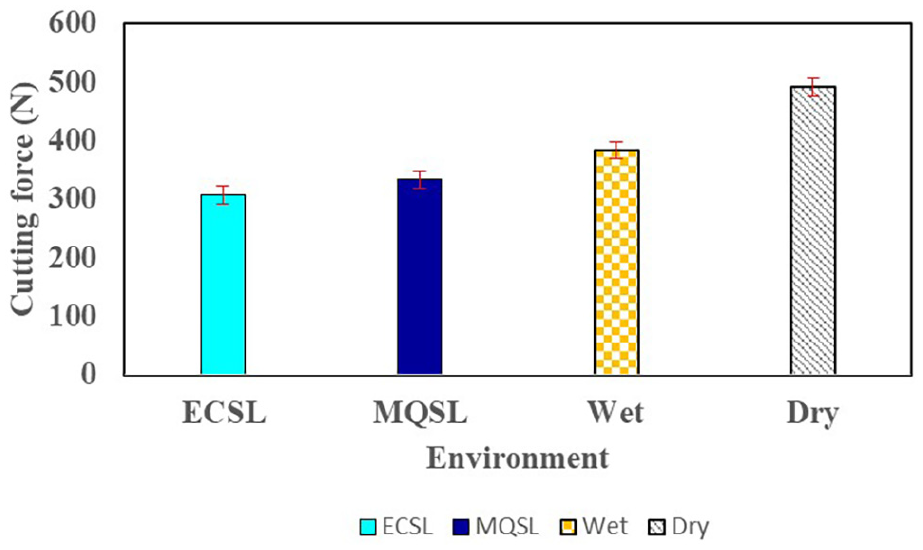
Comparison of cutting force under nozzle distance with ECSL, MQSL, wet and dry machining environments.
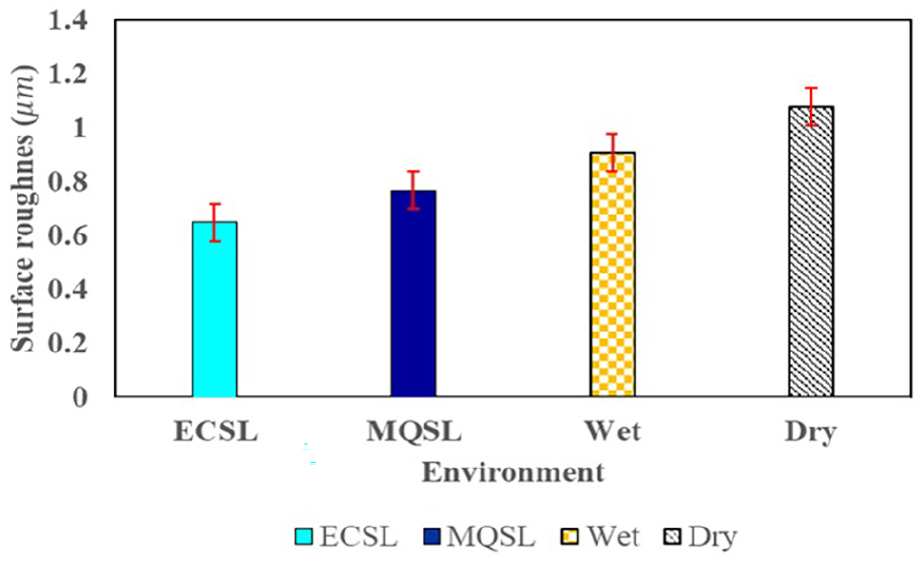
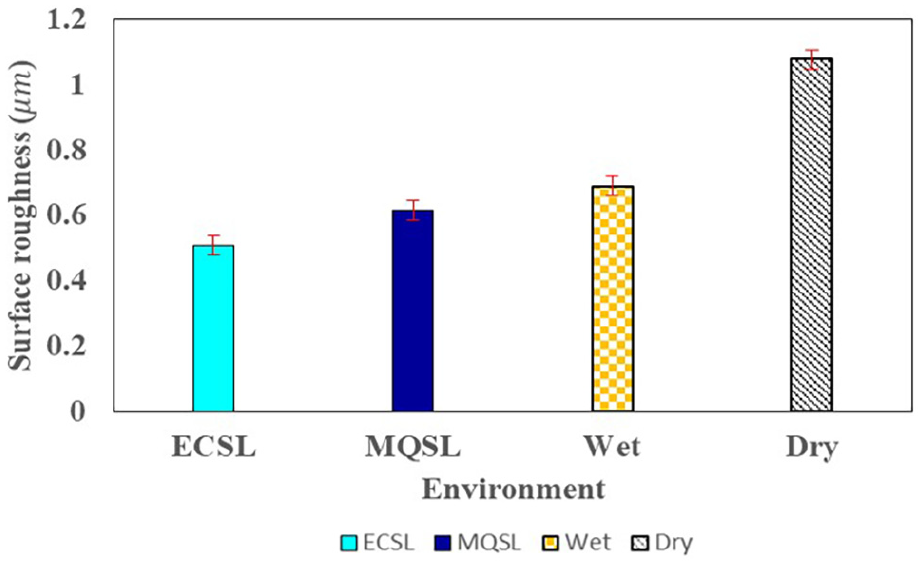
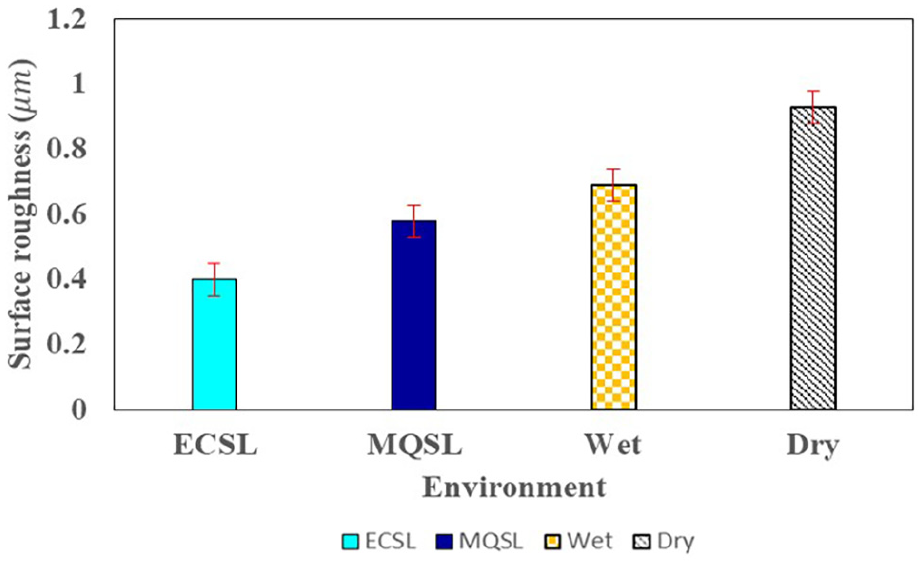
Figure 11 shows the effect of spraying distance on measured surface roughness during turning Ti-6Al-4V alloy under ECSL, MQSL and wet environments. As shown in Figure 11, the surface roughness under ECSL was observed much better than that of MQSL and wet machining conditions. Figure 12 shows the effect of surface roughness under all considered environments. The surface roughness was observed maximum under wet and dry environments when compared with ECSL and MQSL spray conditions. The primary reason for more surface roughness under dry machining is because of extremely high temperature and friction resulting in the absence of lubricant film. 29 Figures 11 and 12 clearly show that at 20 mm nozzle distance under ECSL spray technique, better Ra was obtained. This is because higher the penetration of lubricant mist (lubricant particles) on tool–workpiece interface leads to lower the friction and heat generation. The reason is during ECSL mist spray condition, it increases the performance of lubricant penetration rate of particles on the machining zone, which consents them to adhere and lubricate the tool–material interface quickly, thus reduces temperature. 30 Under dry environment condition, the cutting force rapidly increases friction force, consequently exaggerating the cutting force.
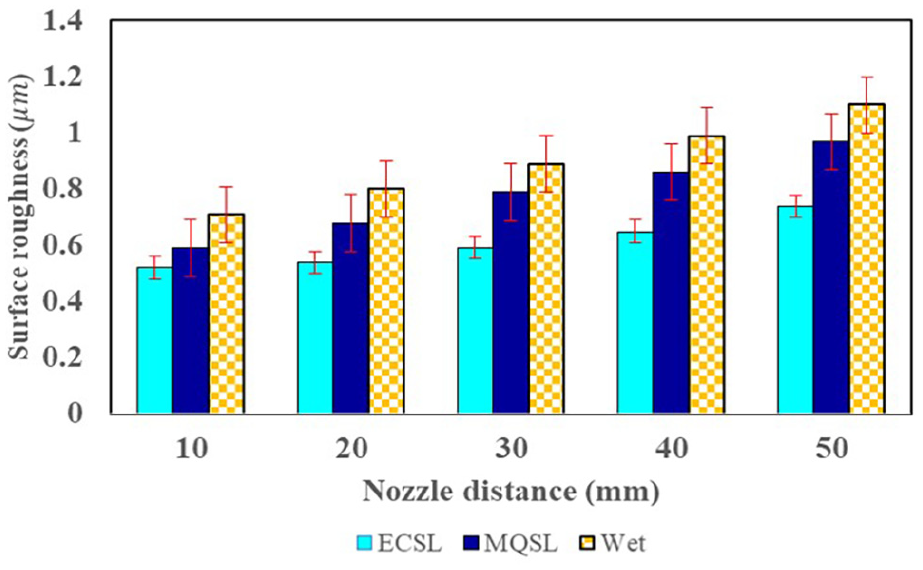
Comparison of surface roughness with ECSL, MQSL and wet environments with varying nozzle distance.
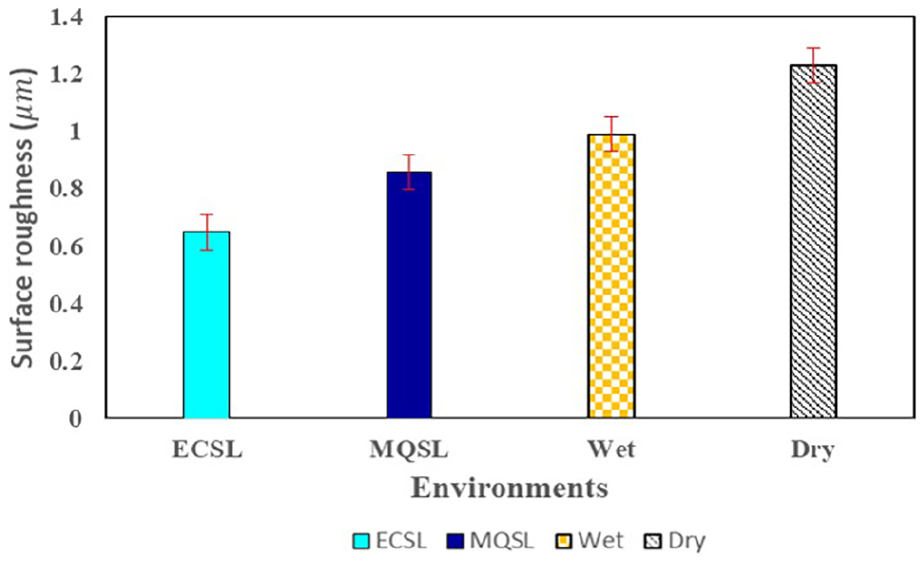
Comparison of surface roughness under nozzle distance with ECSL, MQSL, wet and dry machining environments.
Lubricating action occurs when the nozzle position is aligned to an optimally closer point with respect to the cutting tool entry point; Zhoua et al. 31 studied with increasing the distance of nozzle tip from material–tool interface will lower the lubricant droplets sprayed at machining interface. In addition, the experimental results revealed that with minimum distance between nozzle-tool-workpiece interface, spraying droplet velocity increases. Thus, the lubricant droplets cannot enter effectively into the machining zone which would increase the friction and heat. It was also observed that with the increase of in situ distance of nozzle tip to machining zone, the lubricant is applied on the unrequired portion and wastage of lubricant takes place. The minimum measurement among the nozzle tip to tool–workpiece interface helps to penetrate lubricant droplets effectively. 32 Conversely with the shortest distance from nozzle tip to cutting interface, it has an opposing effect of lubricant droplets to rebounding of oil mist from heat-affected zone and also leads to a lesser influence of physical adsorption layer of the lubricant particles. 4
Effect of spraying angle
To enhance the friction and temperature levels in the machining process, effective cooling and lubrication is necessary. Since the cooling mist particles were not able to penetrate at tool–chip contact surface, when lubricants are sprayed onto the rake and chip face of the tool. In this study, to atomize the lubricants in the machining zone, two nozzle positions were considered, that is, 30° (nozzle position 1) and 60° (nozzle position 2). Figures 13 and 14 clearly show the variation of cutting force under ECSL, MQSL and wet environments under varying nozzle positions. The results show that under ECSL spray condition, when the nozzle position was at 30° and 60° towards the cutting tool (flank face) decreases significantly as the lubricant particles deposited effectively with high flow rate. It is observed that during ECSL mist condition, the charged lubricant droplet particles’ penetration and wetting on the work area surface are appreciable when compared with MQSL and wet environments. From the experimental results, it is assumed that under MQSL and wet environments, the quantity of the lubricant was not effectively applied and was not sufficient enough to reduce heat generation towards the rake face and chip face of the tool.
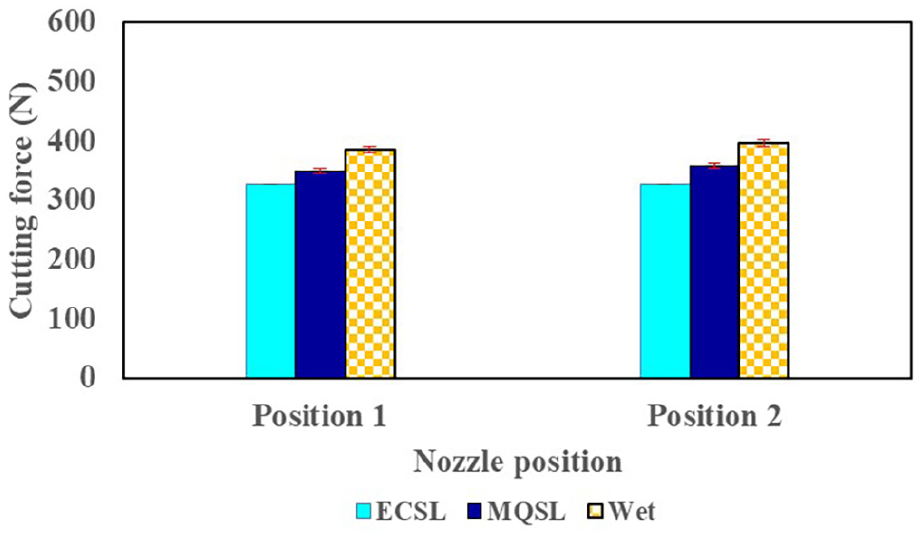
Comparison of cutting force with ECSL, MQSL and wet environments with varying nozzle position.
Comparison of cutting force under nozzle position with ECSL, MQSL, wet and dry machining environments.
Figure 14 shows the effect of nozzle position under ECSL, MQSL, wet and dry machining environments. The minimum force was observed under ECSL when compared with the considered environments. Tool wear and surface roughness were enhanced during proper lubrication process in machining condition, since contact area (tool–workpiece) by control over frictional interaction correspondingly decreases heat formation is experienced. It is observed during the nozzle position 1 and position 2, the atomized solid lubricant droplet particles with smaller droplet size adhere to the chip–tool–material interface during turning of Ti-6Al-4V alloy. The viscosity of lubrication is a vital to adhere and remain high viscous to the contact surfaces at high temperatures. 33 In addition, the cutting force has a similar tendency in the selection of two spraying nozzle positions during ECSL spray condition. During the experiment under MQSL and wet environmental conditions among the considered two nozzle spray positions, the lubricants are not applied effective in the machining interface. In wet environmental condition, the cutting force increases which also causes to increase tool wear and poor surface finish. The frictional forces increase due to the absence of lubricant or the lubricants were not applied effectively in the machining zone (as the lubricants splash or evaporate in high-temperature cause). 21
Figures 15 and 16 show the lubricant effect on machined surface of various layered solid lubricant nozzle positions. It was studied that the smaller contact angle during electrically charged lubricant represents good wetting agreement on the tool surface. 16 From the obtained results, it is observed that the considered nozzle impingement position has a minimal impact on the penetration ability. Ability to penetrate the charged mist particles is primarily determined by the wetting ability, velocity and viscosity of the solid lubricants. Consequently when high viscous lubricants are used, the nozzle impingement angle has a minimum effect on machining force (Figures 13 and 14) and surface roughness (Figures 15 and 16). From the results, it was observed that under ECSL mist spray technique, positively charged particles penetrate more effectively into the machining zone owed to enhance droplet performance. With the increase in the penetration of lubricant droplet, performance at cutting zone results in low sliding friction and heat generation and thus decreases cutting force and surface roughness.34,35
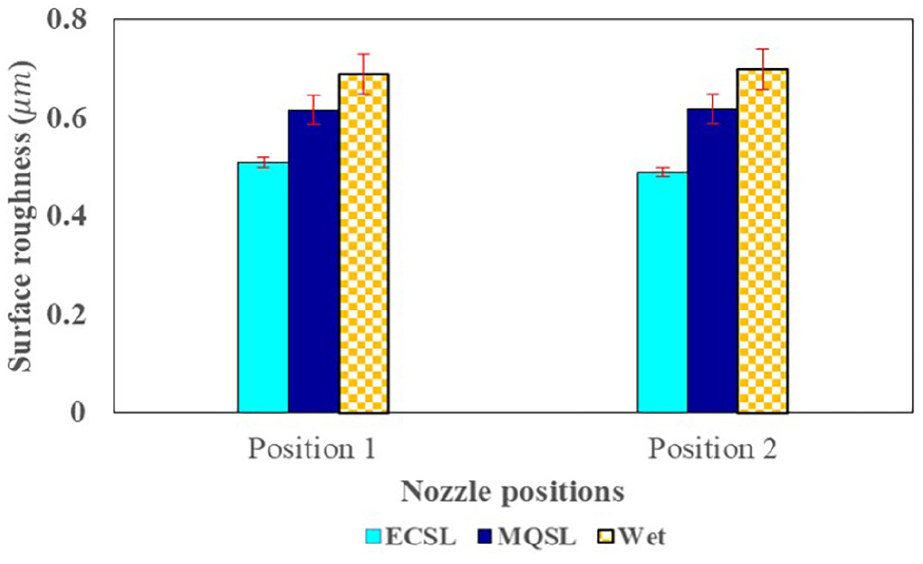
Comparison of surface roughness with ECSL, MQSL and wet environments with varying nozzle position.
Comparison of surface roughness under nozzle position with ECSL, MQSL, wet and dry machining environments.
Effect of solid lubricant quantity
Cooling and lubrication concentration plays a key role in terms of removing BUEs and coefficient of friction in machining process. In order to decrease temperature and tool wear during machining operation, applying correct concentration and lubricant quantity leads the way in improving surface roughness and tool life. In this study, machining experiments were performed to investigate the flow rate of MoS2 solid lubricant on Ti-6Al-4V alloy. Providing enough cooling action and lubrication in machining process is known to aid reduction in heat generation and cutting temperature. During metal cutting, minimizing the tribological friction at chip–tool–material interface on effective cooling/lubrication aids in reducing the effect of heat at tool–material interface. Figures 17 and 18 show the variation of cutting force and Figures 19 and 20 show the surface roughness with changing flow rate of solid lubricant quantity, respectively. Results showed that cutting force decreases as the change of lubricant flow rate when increased from 10 to 20 mL/h, much more difference was not observed beyond 20 mL/h. The applied cutting fluid (5 mL/h) at the tool–material interface is not adhered for a long period, as the applied lubricants spilled away from rotating work material.
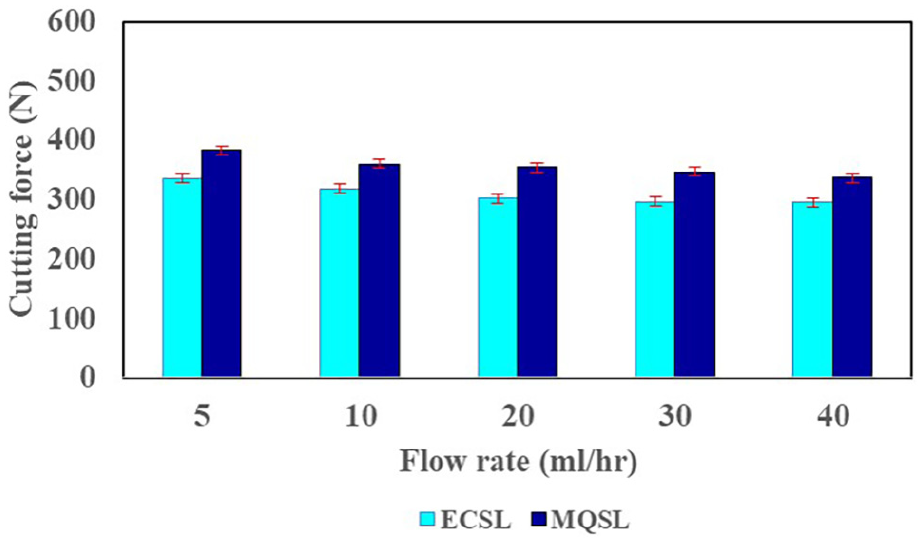
Comparison of cutting force with ECSL and MQSL environments with varying lubricant quantity.
Comparison of cutting force under varying lubricant quantity with ECSL, MQSL, wet and dry machining environments.
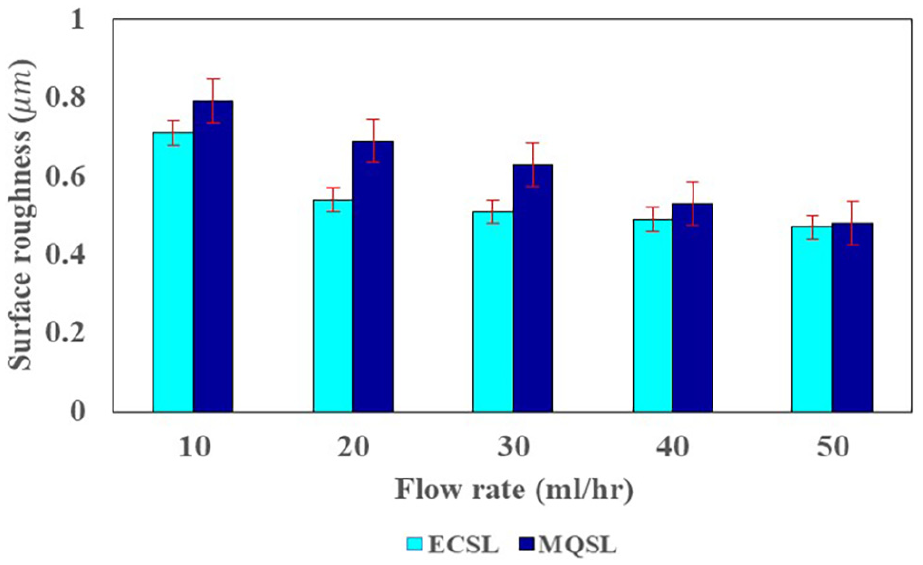
Comparison of surface roughness with ECSL and MQSL environments with varying lubricant quantity.
Comparison of surface roughness under varying lubricant quantity with ECSL, MQSL, wet and dry machining environments.
While performing the experiments, it was perceived that sprayed lubricating droplets increase with droplet diameter, while maximizing the flow rate of lubricants. To penetrate lubricating particles more effectively, it is always recommended that the lubricants are atomized with small droplets with high velocity, which will cover the maximum surface machining area which eventually improves surface roughness and tool wear. 36 During the experiment, it is observed that when the solid lubricants are atomized at 20 mL/h flow rate, considerable quantity of lubricant droplets is streamed towards the tool–workpiece interface eventually adhering to the tool–workpiece interface. With increasing the lubricant quantity, it is observed that the atomized lubricant droplet size is increasing. It was also noted that, during high rotation speed of the material, the penetrated lubricant droplet particles rebound from the cutting interface (put away droplets from metal–tool interface zone). From the varying flow rate of lubricants, it was observed that at 20 mL/h, the high velocity of droplet particles is the required quantity. The cause of reduction in cutting force during the increase in flow rate may reasonably be attributed that the cooling and lubrication effect of solid lubricants results in improving the friction conditions at the machining interfaces. 32
The results in Figures 19 and 20 show the surface roughness for machining Ti-6Al-4V alloy while applying lubricant as solid lubricant with SAE 40 oil as a base oil. With the increase in solid lubricant quantity, improved surface roughness was experienced. From Figure 20, it was resulted that Ra is not affected significantly under flow rate condition. No significant surface roughness changes were observed when applying charged solid lubricant flow rate between 20 and 40 mL/h. The effective mist flow of MoS2 solid lubricant minimizes the sliding friction between the cutting tool and the workpiece, which ultimately decreases the temperature and eventually increases tool life and decreases tool wear, resulting in improved surface roughness. 30 Naves et al. 12 reported that change in machining force and specific cutting energy effects in minimizing the effect of accuracy and surface roughness. Cooling and lubrication action plays a significant role in minimizing the sliding friction and high temperature which ultimately results in improving the surface quality of the machined surface. 37 If the lubricating fluid film action prevails at chip–tool interface zone, the workpiece typically has a higher shear resistance, affecting the surface roughness. Finally, this phenomenon leads to easy removal of machined chips and significantly improves the surface quality of the material. During ECSL spray condition, it was observed that the atomized charged lubricant droplets adhere to the backside of the chip surface, resulting in promotion of plastic flow due to the Rebinder effect. 38
In this study, it was observed that there is no much variation in micro hardness of the work material during ECSL and MQSL machining conditions. The addition of solid lubricant in base oil showed slight reduction in hardness, indicating that these was improved lubrication during machining process during ECSL and MQSL environment conditions. It was also observed that the hardness of the material returns to their initial condition (near by) at lower depth of cut conditions during solid lubricant environmental conditions.
Effect of electrostatic voltage
In this study, it is necessary to understand the effect of direct current (DC) HV electrostatic field on the sprayed lubricant droplet particles during turning Ti-6Al-4V alloy. The air-assisted electrostatic solid lubricant spray coolant/lubricant technique is used to reduce over lubrication and to apply lubricants more effectively which eventually minimizes lubricant quantity. The obtained machining force and surface quality results of turning Ti-6Al-4V alloy performed at varying electrostatic voltage (V) are shown in Figures 21 and 22, respectively.
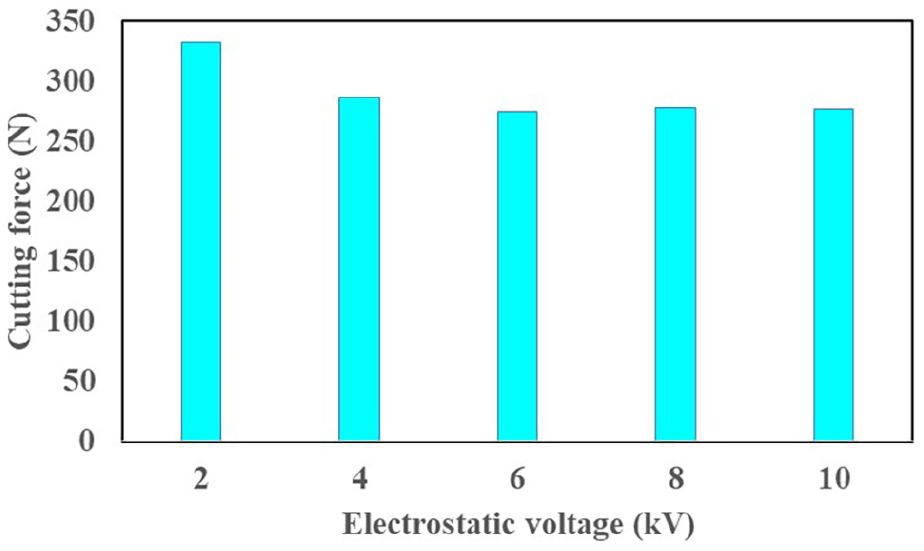
Effect of cutting force under ECSL spray technique with varying electrostatic voltage input.
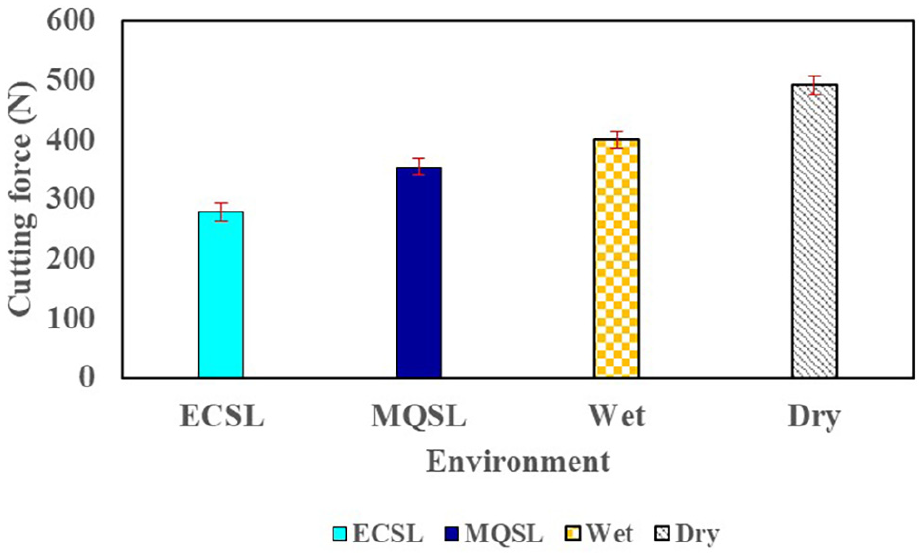
Comparison of cutting force under varying electrostatic voltage with ECSL, MQSL, wet and dry machining environments.
It was observed from Figure 21 that with the increase in voltages from 2 to 10 kV, cutting force reduced accordingly with the increase in electrostatically charged electrons (charged solid lubricants) within the applied lubricants. From this, it was studied that with the increase in the voltage, the applied solid lubricant particles get electrically charged and adhered firmly penetrated on the tool–workpiece interface. Electrically charged solid lubricant droplet particles will actively improving the adhesive film force and with the continuous presence of lubricant between tool–workpiece interface will avoid surface to surface (tool–workpiece) interface which eventually results in reduction in the friction coefficient. The results show improvement in terms of initiating the plastic deformation on the backside of the chip caused by plasticization of basically oriented crystals.
Lubrication and cooling provided by the applied solid lubricants results in penetration into the machining zone and forms a thin MoS2 lubricant film thickness to minimize the shear strength layer in the shortest time period. At high-speed machining conditions, lubrication/cooling of applied cutting fluids is abundance and improves penetration ability at tool–chip–material interface and forms a thin layer film thickness between tool and material. 39 From all the performed experiments, it was observed that the attained results of ECSL particles with 8 kV observed minimum cutting force.
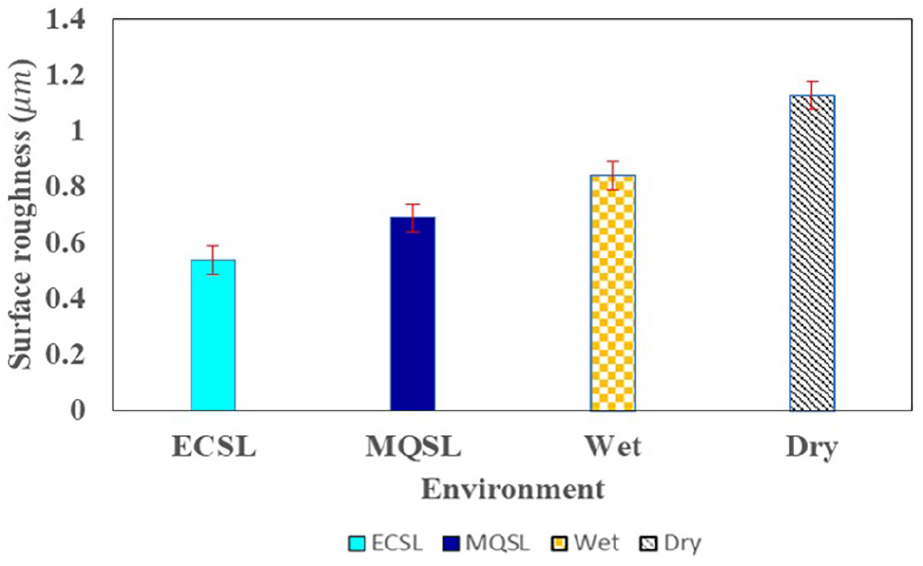
Figures 23 and 24 clearly show that when electrostatic solid lubricant voltage increases, betterment of surface roughness on the machines surface was observed. This results to the improvement of spraying capability, penetration and wettability of the droplet particles at chip face–rake face–material interface. The suspended charged lubricant particles were also observed that the average diameter of lubricants which assist a more capable and easy entry of lubricants in the interface of tool and workpiece, which resulted in less adhesion. Effective supply of lubricants inhibits the development of fluid film surface and tolerates the chip and slides easily along the face of the cutting tool easily. The encountered discontinuous chips result in preventing tool wear and accelerate the life of the tool which significantly increases the machined surface quality of the work material.21,40 With the influence of high-speed machining of hard-to-cut materials, the heat generation will increase and accordingly results in decrease of plastic deformation and significantly decreasing the friction due to increment of temperature. 41 The cutting fluid applied along the flank face takes away the high heat generation and accordingly increases lubrication effect at the rake face of the cutting tool. 42 Li et al. 20 observed that with the increase in electrostatic voltage (20 kV), the tool life is reduced. As stated by Bruni et al., 29 the wetting area of the droplet-lubricant distribution can influence the lubricating performance (adhesion and lubricant interaction). In accordance with Kamata and Obikawa, 9 the droplet of cutting fluid sprayed with compressed air to reach the cutting zone must escape from the steam of the air. The result analysis shows that a decrease in the machining force leads to the reduction in equivalent specific cutting energy requirement and thus machinability is improved.
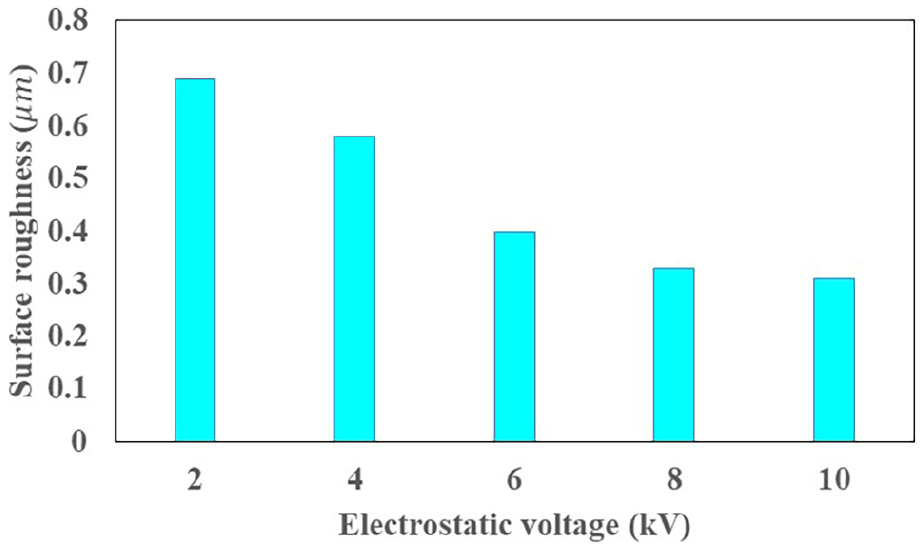
Effect of surface roughness under ECSL spray technique with varying electrostatic voltage input.
Comparison of surface roughness under varying electrostatic voltage with ECSL, MQSL, wet and dry machining environments.
Conclusion
The design and development of a novel near-dry experimental set-up for effective penetration of electrostatic micro-solid lubricant particles on cutting tools has been fabricated. To understand and estimate the efficient sequential performance of reducing economical and energy consumption in many of the advanced manufacturing industries. Efforts have been made in the direction to enhance the optimal process parameters of ECSL spray system, predicting in terms of cutting force and surface roughness during turning Ti-6Al-4V alloy. The effect of ECSL spray technique parameters such as mist air pressure, lubricant flow rate, electrostatic voltage, position and distance of the nozzle from material–tool interface is determined by trial experimental study.
Lubricant mist air pressure and droplet nozzle distance have shown more significant variance in terms of improving the effective application of ECSL penetration into the tool–chip interface. It was emphasized that the impingement angle of the nozzle position has negligible influence on the mist penetration ability on machining zone. Reasoning from this fact with the reduction of cutting force and Ra, lower air pressure of 0.5 MPa is more effective in terms of greater deposition rate of lubricant droplet particles in the machining interface. The lubricant flow rate and electrostatic voltage intensity are optimized at 20 mL/h and 6 kV, respectively. The improved machining performance is achieved with effective lubrication of droplets, with minimum usage of coolants/lubricants which consequently decreases cost and adopts eco-friendly machining to the human health. In addition, it was concluded that under the influence of high electrostatic voltage (6 kV), with air pressure (0.5 MPa), flow rate (20 mL/h) and nozzle distance (20 mm), solid lubricant particle meniscus takes the shape of a cone from the tip of which a thin lubricant film forms. The obtained results help in selecting the optimal cutting parameters in turning Ti-6Al-4V alloy materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.