
Abstract
Jute fibers can be an alternative solution to replace synthetic fibers for temporary sustainable geotextiles applications. To produce sustainable geotextiles, jute fabrics were treated first by bitumen emulsion (BE) and unsaturated polyester (UPE) resin then γ-radiation (2.5, 5, and 10 kGy doses) applied to increase its durability and performance. The resulting samples were J0 (raw jute), J1 (20% BE + 10% UPE), and J2 (30% BE + 10% UPE). It was revealed that γ-irradiation significantly decreased the moisture sensitivity and water absorbency. Tensile strength (TS) improved at 2.5 and 5 kGy doses of irradiation and then decreased at 10 kGy in both directions. The highest increase of TS found for 5 kGy dose in both directions of J1 (27.1% in warp and 27.7% in weft) and J2 (16.0% in warp and 23.8% in weft). After 120 days of soil burial test, biodegradation occurred for all the specimens except 2.5 kGy irradiated sample which retained its TS, however, TS dropped remarkably such as 71.9% and 85.1% in warp and weft directions, respectively for J1 sample, and 90.7% and 94.1% in warp and weft directions, respectively for J2 sample. Antimicrobial resistance of jute fabrics was assessed against gram-positive S. aureus and gram-negative E. coli bacteria. Further, FTIR, thermogravimetric analysis, and scanning electron microscopy (SEM) were also investigated in this study.
Keywords
Introduction
The applications of natural fibers in various industries such as automotive, construction, sports, packaging, and biomedical fields are increasing day by day due to the environmental concerns worldwide. To reduce the greenhouse gas emissions and negative environmental impacts, natural fibers become an alternative solution to replace harmful synthetic fibers.1,2 In civil, construction and agricultural sectors, geotextiles are extensively used for various applications such as separation, reinforcement, drainage, and filtration.3,4 Among all-natural fibers, jute fibers can be dominant as geotextiles due to its some unique properties like availability, very low cost, low density, high specific strength and modulus, biodegradability, and eco-friendliness.5,6 Jute is mainly composed of cellulose (65.2%), hemicelluloses (22.2%), and lignin (12.5%). The principle element of jute fiber is cellulose which is mainly made of anhydride–glucose that bears hydroxyl (-OH) groups. These –OH groups build intramolecular and intermolecular hydrogen bonds inside the fiber and create extra molecular bonds with the outside moist air. This tendency of building extra molecular bond makes jute fiber hydrophilic in nature. Because of this moisture absorption, the hydrophilic properties of jute fiber showed lower mechanical strength as compared to synthetic fibers such as glass, carbon fibers.7,8 To remove these drawbacks, fiber surface modification can be performed by several physical and chemical treatments to reduce its moisture sensitivity, to increase physico-mechanical properties and durability.9–11 Several research works have been reported to enhance the properties of jute fiber. Ali et al. reviewed the hydrophobic treatment of natural fibers by various physical and chemical methods to reduce the moisture absorption and fiber degradation. 12 Chemical treatment such as NaOH9,13 is a popular technique to remove non-cellulosic ingredients from the natural fibers and the enhancement of interfacial adhesion and mechanical properties of bio-composites.14,15 Interfacial adhesion also can be improved by anhydride treatment, 16 organosilane treatment, 17 and various coupling agents,18,19 where improved results can be found. 20 The increase of tensile strength (TS) and tensile modulus (TM) of tossa jute yarn has been found around 120% and 150%, respectively for 25% NaOH treatment reported by Gassan and Bledzki. 9 Moisture regain (MR) of jute-UPE resin composites were reduced by hydrophobic treatment such as hydrocarbon, fluorocarbons, and hybrid fluorocarbons treatment on jute fabrics. The TS and bending strength (BS) of the treated samples were also improved significantly by these chemical modifications on jute surfaces.21,22 Recently, a promising effect of micro-crystalline cellulose particles with alkali treatment on the tensile, flexural, and impact properties of jute fabric rein-forced bio-epoxy composites is found. 23
By consisting of water, bitumen, and emulsion together, the dispersed liquid is formed called bitumen emulsion (BE). It is mainly employed for roads and highway construction purposes.24,25 Numerous applications have been found for this polymer.26–28 The application of BE was performed in sisal fiber treated by SMA (stone matrix asphalt) and BC (bituminous concrete) composites where 0.3% fiber weight content produced excellent outcome with 5% BC and 5.2% SMA formulation. 29 The addition of hot asphalt mix to the fibers can enhance the properties of dynamic modulus, moisture susceptibility, and permanent deformation.24,30–32 Recently, Thakur et al. reported the use of BE in jute fibers for geotextile application and a soil burial test of 21 days performed. The result showed that BE treated at the rate of 0.6 and 0.5 kg/m2 found approximately 14.5% and 17% loss in strength, respectively, as compared to non-biodegradable jute geotextile. 33 The use of bitumen in jute fibers for bank-protection geotextiles, 34 the mixture of warm asphalt with jute fibers for fracture resistance assessment 35 and use of date palm fibers in bitumen for the evaluation of thermomechanical performance were also reported. 36 Unsaturated polyester (UPE) resin is a very popular thermoset polymer in case of application in natural fibers37–40 and synthetic fibers41,42 for composite materials. Saha et al. studied the effect of UPE resin coating on jute geotextiles where 5%, 10%, 15%, 20%, and 25% UPE resin were used to treat the raw jute fabrics. Then, physico-mechanical properties were improved after the resin treatment in the jute fabrics where highest improvement found for 25% resin treated sample. After soil burial degradation, TS decreased significantly for raw jute, however, only 8% (TS) decrease occurred for 25% resin treated jute sample. 43 Akter et al. studied the effect of BE and UPE resin mixture on jute fabrics for geotextile application and it was found that TS increased in both directions of jute fabrics where 10% BE+20% PE resin treated sample showed the highest improvement of TS which were 61.4% and 44.7% in warp and weft directions, respectively. Further, soil burial degradation test revealed that TS decreased for all the jute samples and after 90 days of biodegradation, the treated jute retained its stability while the raw jute fabric was completely degraded into the soil. Reduced MR, moisture content (MC) and water absorption (%) were found for the treated samples. 44
Gamma (γ) radiation has some usefulness on application such as non-stop and quick process, ecofriendly, easy curing, increased design flexibility through process control etc. It is known to be one of the effective ionizing radiations that can easily generate free radicals which modify the physical, chemical, and biological properties of cellulosic materials in jute.42,45–47 The effect of γ-radiation on the mechanical performance of jute-polypropylene (PP) composites were reported by Khan et al. 48 Gamma dose applied from 2.5 to 10 kGy and improved mechanical properties found at 5 kGy dose. TS and TM of the neat PP increased around 28% and 26%, respectively, and for composites 16% and 45%, respectively. BS, bending modulus (BM), impact strength (IS) were also improved and lower water uptake were found for treated samples. In another study, Khan et al. 49 also analyzed the effect of γ-radiation on the properties of starch-treated jute-PP composites and at 5 kGy dose, the mechanical properties increased significantly than the non-irradiated one.
The effect of BE and UPE resin mixture on the physico-mechanical and degradable properties of jute fabrics were investigated in the previous study and improvement in the properties were observed for the treated jute fabrics than the untreated one. 44 To the best of our knowledge, research about the combined use of BE, UPE resin, and gamma radiation in jute fabrics is still limited. It is also evident that the optimized dose of gamma radiation improves the properties of jute, neat polymers, and jute fiber reinforced polymer composites.50–52 Hence, the present study aims to analyze the effect of gamma radiation on the BE and UPE resin treated jute fabrics to investigate its physico-mechanical and degradation properties for its short-term applications in soil medium.
Materials and method
Materials
Raw jute fabric (1 × 1 plain weave, 15 EPI and 15 PPI) was purchased from the Jute Diversification Promotion Centre (JDPC), Dhaka, Bangladesh. Bitumen emulsion (BE), styrene monomer, unsaturated polyester (UPE) resin, methyl ethyl ketone peroxide (MEKP), and cobalt naphtha were purchased from the local market. All the chemicals and reagents were collected as laboratory grade and used without any purification.
Methods
Sample preparation
Raw jute fabrics were treated with BE and UPE resin according to the previous study. 44 The obtained samples by this process were J0 (untreated or raw jute), J1 (20% (v/v) BE and 10% (v/v) UPE resin), J2 (30% (v/v) BE and 10% (v/v) UPE resin) as depicted in Table 1.
Sample formulation.

Gamma radiation
The chemically treated jute samples (J1, J2) were then irradiated by using a C-60 gamma source (25 kCi) of the Atomic Energy Research Establishment, Bangladesh Atomic Energy Commission, Savar, Dhaka, for different doses (2.5–10 kGy).
Testing
MR and MC
Moisture regain (MR) is the percentage of moisture in a textile material brought into equilibrium within a standard atmosphere after partial drying. The moisture content (MC) of a textile material when they are in equilibrium with their surroundings is determined by the amount of moisture in the air. These parameters can be determined by the following equations:

Where, W = weight of water (A-D), A = weight of the sample before drying, D = moisture free weight after drying. MR and MC are based on moisture-free weight. Moisture-free weight means the constant weight of a specimen obtained by drying at a temperature of 105°C in an electric current until desiccated. 53
Water absorbency
The first step was to condition the samples (5 × 5 cm) and weighed them. Then the samples were immersed in distilled water at a temperature of 25°C for 60 min. After a certain time, the samples were then taken out of the immersion and excess water was removed by using tissue paper. According to British Standard 3449, the water absorbency test was performed. 54 The water absorption or uptake was calculated as

Tensile strength
The TS of the specimens were measured according to ASTM D 5035 (Grab test). The test samples were cut 152.4 × 101.6 mm in both warp and weft directions. The machine worked at a constant rate of extension (CRE) of 100 mm/min, until it reached a breakpoint at cell load 3000 N. The same procedure was performed five times, in both the warp and weft directions and the average result was reported.
Soil burial degradation
Treated and untreated fabrics were buried in soil up to 120 days. After 120 days, the fabrics were carefully withdrawn from the soil, washed lightly with distilled water, and dried at room temperature for 24 h. Then, each time, the TS of the fabric was measured. 55
Antimicrobial resistant
Antimicrobial resistant of treated jute fabric was done by AATCC 147-2004 (Parallel Streak Method). Specified fabric was placed on two-layer agar plates for anti-bacterial activity assessment. The lower layer consists of culture medium free from bacteria and the upper was inoculated with the test bacteria individually. The culture medium was made by 80 g/trypton soya agar (TSA). Gram-negative E. coli bacteria and gram-positive Staphylococcus aureus were used for antimicrobial activity assessment. The test tube and petri plats were incubated for 18 to 24 h.
FTIR test
All samples and potassium bromide (KBr) were dried at 105°C for 10 h. The samples were mixed with KBr, using mortar and pestle, to make a powder in the mass ratio 1:100 (1 mg sample and 100 mg KBr). Again, mixed samples were dried at 105°C for 10 h. Then the samples were analyzed with a FTIR spectrophotometer (Spectrum-100, Perkin Elmer, USA) using the scanning range of 700 to 4000 cm−1.
Thermogravimetric analysis
The thermal stability of the untreated (raw jute) and treated jute samples was studied by a simultaneous TGA, DSC thermal analyzer (Jupiter, Germany). The temperature range 20°C to 800°C was used for analysis at a heating rate of 10°C per min under a nitrogen atmosphere. The weight loss of the sample was continuously recorded as a function of temperature.
SEM
The surface morphology of the gamma irradiated samples was analyzed by the scanning electron microscopy (SEM) (JSM-6490 LA, JEOL, Japan). The test was done with a maximum operating range of 20 kV and surface micrographs were taken at a magnification of ×30, ×50, and ×100 with a scale of 500 and 100 µm.
Result and discussion
MR, MC, and water absorbency
It can be observed from the Figure 1 that after 0, 2.5, 5, and 10 kGy gamma irradiation the MR were 12.5%, 7.1%, 3.2%, and 3.1%, respectively for J1 fabric and 12.0%, 5.6%, 4.1%, and 2.4%, respectively for J2 fabric. On the other hand, after 0, 2.5, 5, and 10 kGy gamma irradiation the MC were 11.0%, 6.7%, 5.2%, 4.5%, respectively for J1 sample and 10.3, 5.5%, 4.9%, and 2.3%, respectively for J2. The lowest value of MR and MC observed for 10 kGy dose of irradiation for J1 and J2 fabrics. MR and MC declined up to 75.2% and 59.1%, respectively for J1, and 80.0% and 77.7%, respectively for J2 than that of J0 for gamma radiation of 10 kGy dose. Hence, it was demonstrated that MR and MC reduced with the addition of gamma dose (2.5–10 kGy) in the samples.

Effect of γ radiation on the MR and MC of the jute fabrics.
The water uptake or absorbency for 0, 2.5, 5, and 10 kGy gamma radiation was found to be 60.8%, 34.4%, 25.5%, 22.6%, respectively for J1 fabric, and 58.9%, 30.0%, 26.2%, and 23.3%, respectively for J2 fabric as shown in Figure 2. It is divulged that water absorbency decreased with the accumulation of chemical treatment and gamma radiation in the fabrics, and the maximum decrease of water absorbency was found to be 62.8% and 60.4% for J1 and J2 fabrics, respectively at 10 kGy gamma dose as compared to unirradiated sample. The reduction of water uptake was found to be 16.67%, 27.29%, 39.37%, 57.97%, and 60.14% for only 5%, 10%, 15%, 20%, and 25% UPE resin treatment respectively in jute fabrics as reported by Saha et al. 43

Effect of γ radiation on the water uptake (%) of jute fabrics.
Form the figures (Figures 1 and 2) it has been observed that raw or untreated jute has significantly higher moisture values and water absorbency (%) than the treated specimens. Jute is inherently hydrophilic and the polar -OH group creates H bonding by absorbing water molecules resulting in fiber swelling. UPE resin and BE both are hydrophobic polymers, so after the treatment both polymer mixture produces a hydrophobic coating around the surfaces of jute fibers, filling the voids or pores inside the fibers, thus blocking the -OH group of cellulose. In addition, application of gamma radiation accelerates the cross-linking between fibers and polymers and reduce –OH groups, thus imparts strong interfacial bonding between cellulose and polymers.45,46,49 As a result, the MR, MC, and water absorbency properties are drastically reduced.
Tensile strength
Figure 3 represents that after gamma radiation of 0, 2.5, 5, and 10 kGy the TS of J1 fabrics were 431.8, 523.3, 548.8, and 470.4 N, respectively in warp direction and 392.0, 460.2, 500.4, 421.4 N, respectively in weft direction. On the other hand, after gamma radiation of 0, 2.5, 5, and 10 kGy the TS of J2 fabrics were 490.0, 539.6, 568.4, and 498.7 N, respectively in warp direction and 411.6, 498.6, 509.6, and 431.2 N, respectively in weft direction. It is revealed that TS increased up to 5 kGy dose of irradiation and then decreased of the treated samples in both directions. In case of J1, for 2.5, 5, 10 kGy doses TS increased 21.2%, 27.1%, 8.9%, respectively in warp direction and 17.4%, 27.7%, 7.5%, respectively in weft direction as compared to raw jute. On the other hand, for J2 fabric, 2.5, 5, 10 kGy doses, TS increased 10.1%, 16%, 1.8%, respectively in warp direction and 21.1%, 23.8%, 4.8%, respectively in weft direction. The highest increase of TS found at 5 kGy dose in both directions of J1 and J2 samples.
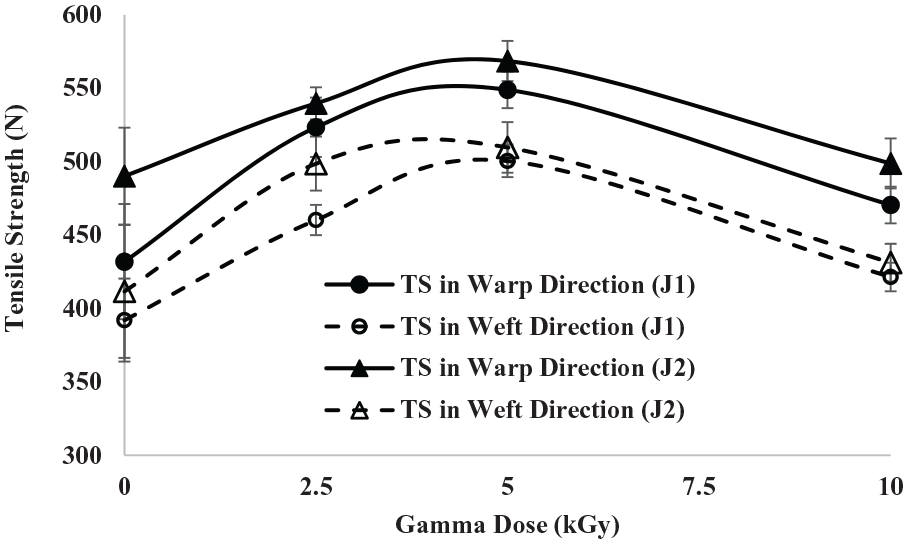
Effect of γ radiation on TS of the treated jute fabrics.
Both UPE resin and BE polymers are highly adhesive or viscous in nature which produce strong coating or physical bonding around the surface of jute fibers. Thus, enhanced tensile properties will be obtained if the interfacial adhesion between jute and both polymers are occurred. For strong interfacial adhesion, fibers must be properly immersed into the polymer solution, also pressure is required for better penetration of solution inside the fibers and removing the voids or pores. It is revealed that all types of sample showed improvement of their TS by gamma irradiation compared to that of unirradiated samples, and at a certain dose it demonstrated highest increase of their TS, then the addition of further doses occurred the decline of the TS.
The ionizing radiation generates three kinds of reactive species such as ionic, radical, and peroxide in the polymer. The peroxides are produced only when polymers are irradiated in the presence of O2. Here, samples were irradiated in the presence of O2 and the polymers (BE, UPE, and cellulose) may break under cleavage or scission (i.e. the polymer molecules may be broken into smaller fragments). Subsequently, rupture of chemical bonds yields fragments of the large polymer molecules. The free radicals thus created may react to modify the polymer structure and the physical properties of the materials. Cross-linking may also be occurred (i.e. the molecules may be linked together into large molecules). Gamma irradiation of polymers resulted with increased cross-linking density, which produces higher TS up to a certain dose. Active sites inside the polymers might be produced by γ radiation. Fibers and polymers may react due to better bonding between jute and polymers. This might be the reason behind the increased TS upon γ treatment.45,46,48,49
Soil degradation
TS of the jute fabrics were measured during soil degradation after 120 days in warp and weft directions, but it was found that after 120 days all the fabric samples were demolished into the soil except 2.5 kGy gamma irradiated sample as shown in Figure 4. After 120 days, for 2.5 kGy dose of gamma radiation, the TS were found 147.0 and 68.6 N in warp and weft directions respectively for J1 sample, and 50.4 and 29.4 N in warp and weft directions respectively for J2 sample. After 120 days, for 2.5 kGy irradiated fabric sample, loss of TS found to be 71.9% and 85.1%, respectively in warp and weft directions of J1, and 90.7% and 94.1%, respectively in warp and weft directions of J2 fabric.

Loss of TS of the jute fabrics after 120 days soil degradation.
Jute is a hydrophilic biodegradable fiber, which has a very strong affinity to water, due to its -OH groups in the polymer chain. When buried in soil, the degradation accelerated due to water penetration into the jute fiber, microbial degradation may also occur. As a result, the TS decreases drastically. The γ irradiation increases the degradation period of the chemical treated fabrics than untreated one. BE has good anti-stripping, anti-rutting, and anti-microbial properties, which help to prevent the degradation of jute in soil, thus increase the durability and prolong the lifetime of the fibers.36,44 However, with the increase of degradation period, the coating becomes weak and slowly degrade the polymers since these are biodegradable. Nevertheless, 2.5 kGy irradiated samples showed a better result than other samples.
The experimented jute samples are presented in Figure 5 where Figure 5(a) indicates the chemical treated jute sample. From the Figure 5, it is observed that much more degradation occurs for chemical treated jute sample after 90 days (Figure 5(b)), after 120 days 2.5 kGy γ irradiated jute (Figure 5(c)) is given more durability than that of 5 kGy (Figure 5(d)) and 10 kGy doses (Figure 5(e)), and these two samples lost their TS. On the other hand, after 120 days, weeds are grown on the buried sample (Figure 5(f)) which indicates 100% biodegradation and environmentally friendly evidence of the treated samples.
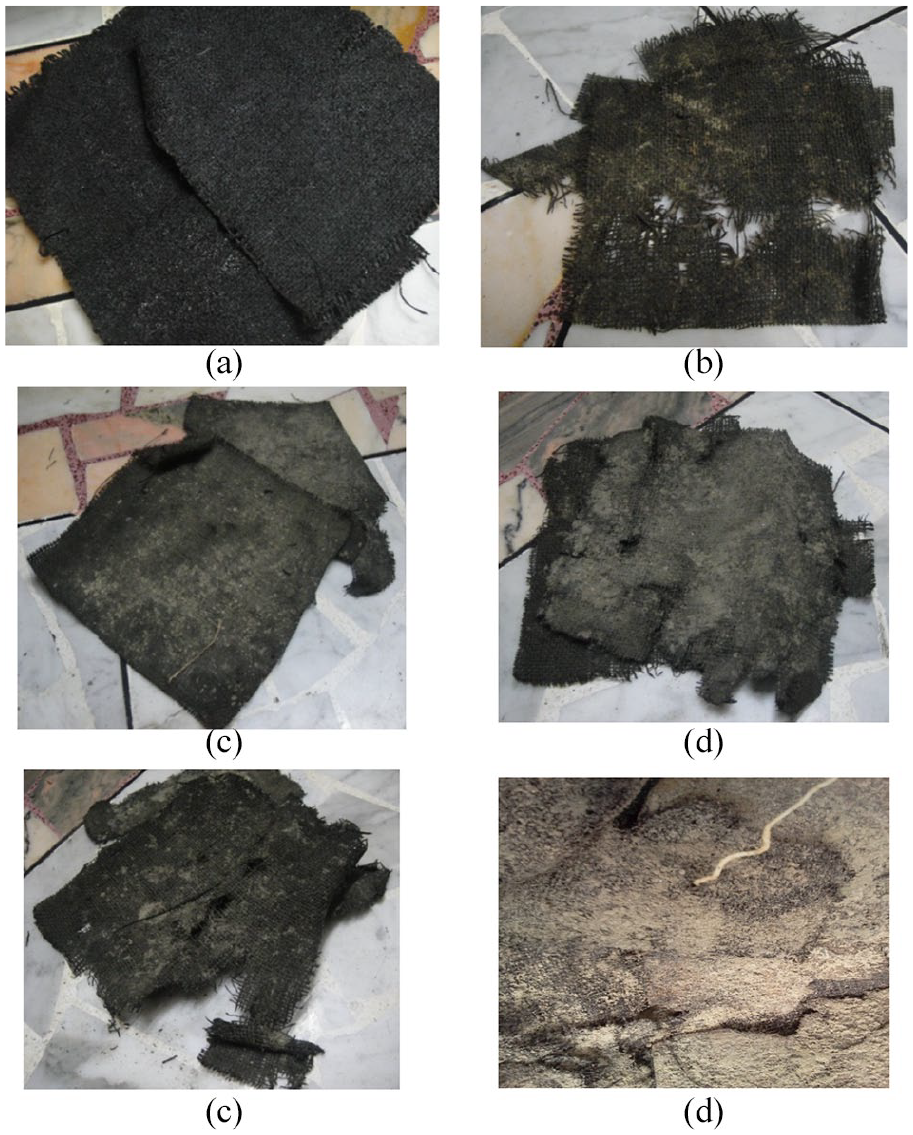
Experimented jute fabrics. (a) Chemical treated jute. (b) Chemical treated jute after 90 days. 44 (c) Chemical treated jute with 2.5 kGy γ dose after 120 days. (d) Chemical treated jute with 5 kGy γ dose after 120 days. (e) Chemical treated jute with 10 kGy γ dose after 120 days. (f) Weeds growth on soil burial jute after 120 days.
Antimicrobial resistance
The antimicrobial activity assessment of untreated, treated, and treated fabric after γ irradiation (2.5 and 5 kGy dose) for gram-negative E. coli bacteria and gram-positive Staphylococcus aureus is shown in Figures 6 and 7, respectively. This qualitative test method was done as per standard method (AATCC 147-2004). In case of untreated jute fabric, bacteria colonies grew markedly beneath the fabric specimen without any interruption, whereas the treated jute fabric was partially affected by bacteria, and the treated fabric after radiation was protected heavy growth of bacteria in the fabric specimen. Thus, it is observed that raw jute fabric showed no antibacterial property, treated fabric experienced slightly antibacterial property, and treated fabric with γ radiation protected heavy growth of bacteria in the specimen. Here, there was no zone of inhibition created which reveal that the resin treated jute fabric only inhibit bacteria which come in contact with the fabric. Bhat et al. also reported the similar result. 56

Antimicrobial activity tested by gram-negative E. coli bacteria. (a) Untreated jute. (b) Chemical treated jute. (c) Chemical treated jute with 2.5 kGy γ dose. (d) Chemical treated jute with 5 kGy γ dose.

Antimicrobial activity tested by gram-positive Staphylococcus aureus. (a) Untreated jute. (b) Chemical treated jute. (c) Chemical treated jute with 2.5 kGy γ dose. (d) Chemical treated jute with 5 kGy γ dose.
FTIR
Generally, jute fiber consists of cellulose, hemicellulose, and lignin. The following wave numbers and their respective functional groups were found in untreated jute and treated jute. The FTIR analysis of the untreated jute sample is shown in Figure 8(a). The wave number 3350 cm−1 which is assigned the O–H stretching vibration. The peaks at 2905 and 1319 cm−1 are indicated the C–H stretching and –CH2 bending, respectively. The peak at 1645 cm−1 is attributed to the H–O–H stretching vibration of absorbed water in carbohydrate. The peak at 1738 cm−1 represents the ester group of hemicelluloses. 57 The peak at 1251 cm−1 points out the stretching of phenolic hydroxyl groups in lignin. 58 The other intense peak at 1039 cm−1 confirms the C-O stretching vibration. 59 On the other hand, the wave number of UPE resin treated jute fabric at 1174 cm−1 is assigned as C–O–C stretching attributed to the β-(1→4)-glycosidic linkage in cellulose in the Figure 8(b). 60 After treatment with UPE resin, ester group of hemicellulose appeared at wave number of 1726 cm−1. The wave number also decreases from 1726 to 1722 cm−1 after irradiated the jute fabric by γ radiation in the Figure 8(c) and (d). The significant change occurs at wave number 1645 cm−1 in the Figure 8(a) that converted the peak intensity at 1600 cm−1 in the Figure 8(b) after applying the UPE resin. The wave number 1600 cm−1 is totally disappeared after 5 kGy dose of γ-radiation in the Figure 8(d).
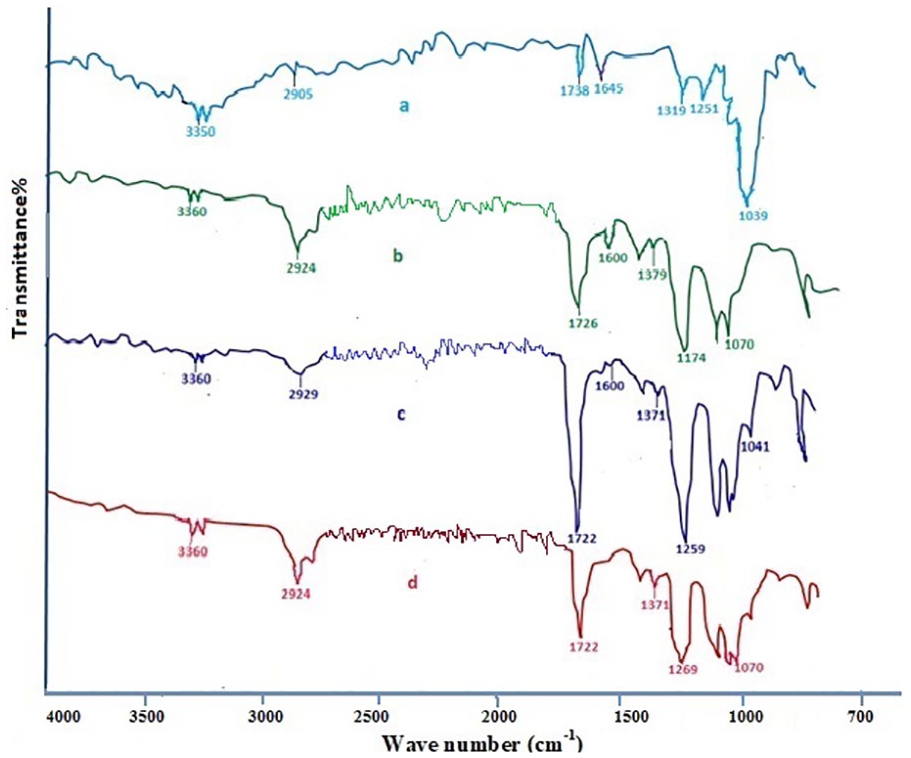
FTIR analysis of (a) untreated jute. (b) Chemical treated jute. (c) Chemical treated jute with 2.5 kGy γ dose. (d) Chemical treated jute with 5 kGy γ dose.
Thermo gravimetric analysis
The Figure 9 shows that the mass loss of samples a, b, c, and d was shown 9.4%, 2.28%, 2.29%, and 2.6% at 100°C temperature, respectively. Assume that, the mass lost at 100°C temperature occurred due to vaporization of moisture, low molecular weight solvent and gas. The mass loss at 200°C temperature was 11%, 4.4%, 4.28%, and 4.26% against the samples a, b, c, d, respectively and 50% weight loss occurred at 341°C, 348°C, 346°C, and 349°C temperature against the samples a, b, c, d, respectively. Maximum weight loss occurred between 300°C to 400°C. At 400°C temperature, the amount of weight loss was shown 81%, 71%, 72%, and 70% for the samples a, b, c, d, respectively. 100% mass loss of raw jute fabric was reached at 476°C temperature. At 500°C temperature, the amount of weight loss was shown 92.4%, 92.7%, and 91.77% for b, c, and d samples, respectively. Furthermore, a little amount of weight loss occurred between 500°C and 600°C temperatures. The significant mass loss was not shown between 600°C to 800°C temperatures. Eventually, 2.63%, 5.62%, and 4.21% ash were found for jute fabric treated with 20% BE and 10% UPE resin (b), chemical treated jute fabric after 2.5 kGy γ irradiation (c) and chemical treated jute fabric after 5 kGy γ irradiation (d).

TG and DSC analysis. (a) Untreated jute. (b) Chemical treated jute. (c) Chemical treated jute with 2.5 kGy γ dose. (d) Chemical treated jute with 5 kGy γ dose.
It can be observed from the Figure 9 and Table 2 that the sharp exothermic peak was shown for raw jute sample (a). The maximum broad exothermic peak illustrated at chemical treated sample. Medium broad and sharp exothermic peak were found in case of 2.5 and 5 kGy irradiated samples.
Data calculated from TG and DTA thermograph of the test samples.

SEM
The surface morphology of UPE resin and BE treated jute fabrics with γ radiation can be analyzed by SEM. Figure 10(a), (c), and (e) represents the SEM images of 2.5 kGy γ irradiated fabric surface of 30, 50, and 100 times magnification, and Figure 10(b), (d), and (f) displays the SEM photographs of 5 kGy γ irradiated fabric surface of 30, 50, and 100 times magnification. Rough surface is observed for the treated samples after γ radiation. In each case, the sample is clearly more compact and denser. Moreover, the jute fiber surfaces appear to hold many polymer droplets. Thus, BE and UPE resin treatment on jute fibers displayed considerable change of morphology and topology of the fiber surface due to the excellent interfacial adhesion between the fiber and the polymers.
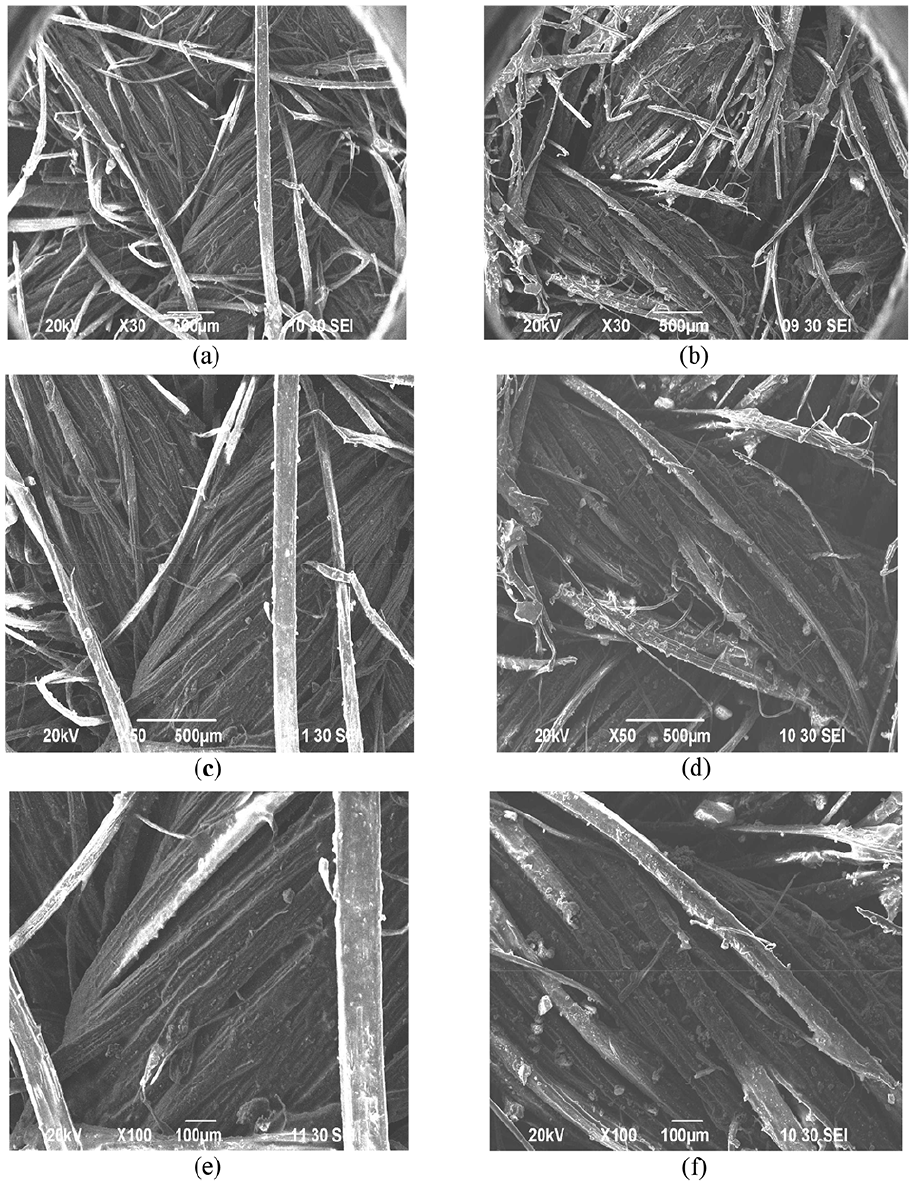
SEM photographs of chemical treated jute fabrics with γ radiation doses. (a) 2.5 kGy (×30). (b) 5 kGy (×30). (c) 2.5 kGy (×50). (d) 5 kGy (×50). (e) 2.5 kGy (×100). (f) 5 kGy (×100).
Conclusion
The present study demonstrates that the unsaturated polyester resin and bitumen emulsion treated jute with gamma radiation is an innovative method to improve the tensile properties of jute fabrics by removing its common limitations such as moisture sensitivity and quick biodegradation. Soil burial degradation test revealed that gamma radiation (2.5 kGy dose) extend the biodegradation period of jute with tensile strength than other treatment formulations. The presence of both polymers on the fiber surfaces were evaluated by FTIR and SEM analysis which reveal the proper adhesion between the polymers and the jute fibers. The antimicrobial and thermal properties assessment was also provided satisfactory outputs. Overall, the full biodegradation into soil medium of jute samples prove that the use of bitumen emulsion, unsaturated polyester resin and gamma radiation is an environmentally friendly approach to improve the quality of jute fabric as a sustainable geotextile material for short time application in cultivations, gardening or other agricultural purposes.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.