
Abstract
Warp-knitted brush fabrics are composed of an outer surface formed by weaving the front and rear needle beds with spacer yarns interposed between them. Warp-knitted brush fabrics can be used as a non-slip cover for car seat cushions; the adhesion between non-slip fabric and car seat is related to the shear strength of warp-knitted brush fabrics. In this article, to study the factors affecting the shear force of warp-knitted brush fabrics, three different processing methods and four different stretching speed intervals were used to find the effects of stiffeners and action of different speed intervals on shear properties of fabrics. The experimental results show that the stiffener treatment can improve the shear resistance of the warp-knitted brush fabrics, and the effect of different speed intervals can affect the shear resistance of fabrics. These findings will have a guiding significance in the design and production of warp-knitted brush fabrics applied to fabrics such as car seat cushions, and the results can also help to study the shear properties of warp-knitted brush fabrics for wider applications.
Introduction
The warp-knitted brush fabric is a three-layered three-dimensional structure fabric, produced on a double-needle bed warp-knitting machine, composed of an outer surface formed by weaving the front and rear needle beds and spacer yarns interposed between them. The gray fabric was cut off using a slitting machine once the machine was lowered, and the spacing yarn forms short plush yarns on the two pieces of fabric. The warp-knitted brush fabric is similar to the hook-and-loop fastener in woven fabrics. The hook-and-loop fastener is also known as Velcro. It is a bonding material that is widely used in clothing, shoes, hats, bags, sports equipment, and medical equipment. Some scholars have conducted some research on the structure and performance of Velcro or similar Velcro materials. Tsolis et al. 1 focuses on the structure, formation principle, and mechanical properties of the adhesive tape. Based on this, the mechanical model of peel strength and shear strength of an ordinary adhesive tape is established, and the calculation formula of peel strength and shear strength is obtained. Finally, the factors affecting the peel strength and shear strength of the adhesive tape are analyzed. Similarly, Xiong et al. 2 developed a kind of warp-knitted brush fabric obtained after a special fluffing finishing process, introduced the design idea, knitting process, and post finishing process of this kind of warp-knitted brush fabric, and tested its shear force, fatigue resistance, and other properties. The results show that the fabric improves the surface rigidity of the traditional adhesive tape using the adhesive principle of the adhesive tape and weaving using all polyester fiber. It meets the special requirements of the adhesive strength and fatigue strength. It can be used in sofa, abrasives, medical supplies, and other products, improves the applicability of the products, and has a broad development prospect.
The traditional adhesive tape is woven from nylon. The cross section of nylon yarn is round, the surface is smooth, and the friction coefficient is low. When the two sides of the adhesive tape clutch, the peeling force and shear force become relatively small. In this article, the warp-knitted brush fabric is woven by polyester. Compared with nylon, the polyester material has the advantages of low price and good moisture resistance. Moreover, the warp-knitted brush fabric is obtained from the warp-knitted fabric, which has some similar characteristics of warp-knitted fabric in its structure. Spacer fabrics have many excellent properties, including good moisture conductivity, breathability, compressibility, humidity and heat adjustments, and so on. 3 Therefore, they are especially suitable for automotive seat cushions, luggage linings, and other fields. 4 The skins of the spacer fabric are strongly connected to each other by the pile fibers in the core, which are interwoven with the skins. Therefore, a very high skin–core deboning resistance is obtained. 5 Wu articulates that when considering the physical and mechanical properties, the warp-knitted spacer fabrics show good tensile, tear, and peeling properties. 6 Palani Rajan and Ramakrishnan investigated low-stress mechanical properties of spacer fabrics. The influences on fabric properties with three different face layer structures were studied. And the results indicate that fabric with secured locknit structure and higher fabric thickness shows the high values in the compression, bending, and shear properties.7,8
However, when the spacer layer of the double-needle brush fabric is cut by the slitting machine, little surface area is available for bonding at the face–core interface, the bonding strength becomes very weak. 9 Therefore, when it is subjected to foreign object impact or shear load, especially accompanied by impact, the interface delamination after the spacer wires overlap becomes the primary concern, which will be limited in applications such as slippage in car cushions. 10 The anti-skid cover material of the car seat is prone to slip, displacement, and other phenomena during application. The warp-knitted brush fabric in this article combines the characteristics of warp-knitted spacer fabric and woven hook-and-loop fastener. Using polyester weave can reduce production costs. Placing the fabric with spacers (i.e. short plush) facing down can increase the friction between the non-slip sleeve and the seat, making them adhere to each other, so that it becomes difficult to cause translocation when subjected to external forces in the horizontal direction, which improves consumer experience comfort. Based on this assumption, the purpose of our research is to provide comprehensive understanding and guidance for the development of new products for double-needle bed warp-knitted brush fabrics, and provide theoretical and experimental bases for the design and applications of automobile anti-skid seat cover of such fabrics.
In this article, polyester fiber was used as the raw material to make double-needle bed warp-knitted brush fabrics. Through tensile experiments, the shear properties are explored by establishing the force–displacement curves, which summarize the effects of different speed intervals and different treatment methods on the shear performance of the overlapping interface of the fabric.
Materials and experiment
Sample preparation
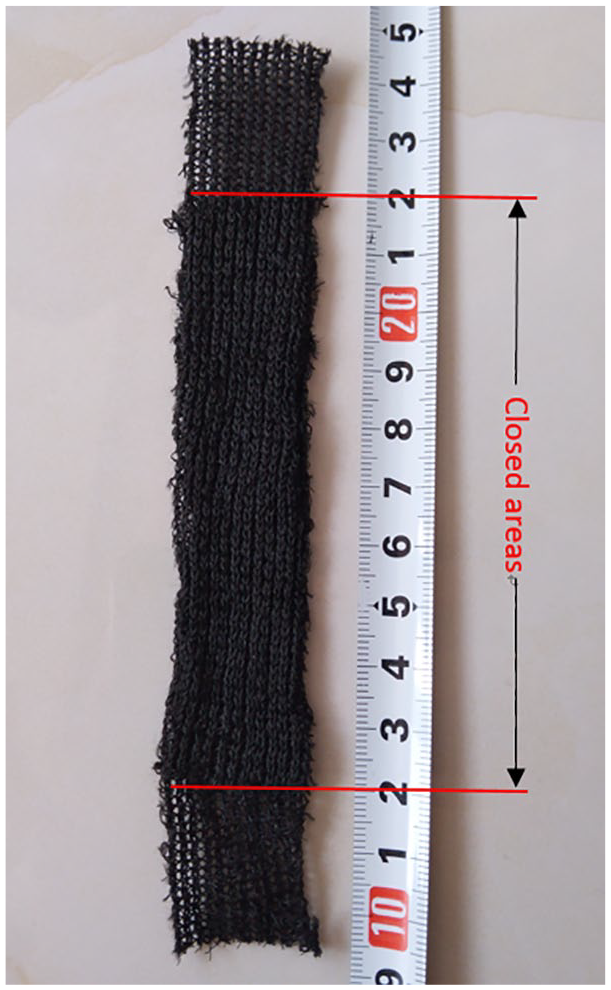
Warp-knitting brush fabric was produced on the RD6 type of double-needle bed warp-knitting machine, which uses six guide bars. The polyester was used as material to knit the fabric, and the specific parameters are shown in Table 1. The spacer layer was subjected to cross-section processing after being cut off the machine to obtain a sample containing single-sided short plush yarns. Figure 1 shows a detailed view of sample surface after splitting.
Sample parameters of warp-knitted brush fabrics.


Surface of brush fabric after splitting.
According to the Chinese national standard GB/T1445, the test samples were divided into three groups. For the sample group A, the fabric was cut into a number of 150 mm × 25 mm strips, and the side containing the short plush yarns was overlapped one by one to make the size of the closed area 100 mm × 25 mm.
For the sample group B: the fabric was cut into a number of 150 mm × 25 mm strips. Then, in half of the samples, using a laboratory reagent brush the stiffening agent was evenly applied on the side containing the short plush yarns. A thin white film could be observed on the coated side. These samples were dried at room temperature for 12 h before laminating. Also the coating area and the closed area were kept as 100 mm × 25 mm.
For sample group C: the fabric was cut into several 150 mm × 25 mm strips. Using the reagent brush, the stiffener was dipped and applied to the side containing the short plush yarns for all samples, and then the samples were dried at room temperature for 12 h before laminating. After the samples were superposed, the overlapping part was pressed back and forth 3 times without additional external force using a 2 kg roller to ensure sufficient superposition.
Fabric stiffening agent is an organic polymer material that improves the appearance of fabrics, increases the elasticity and sense of weight of fabrics, and is widely used in textile and leather industries. The fabric stiffener used in this study was prepared in the laboratory and consists of an environment-friendly stiffener DM-3568, an adhesive DM-5128, a thickener, and water.
DM-3568 (Guangdong Demei Fine Chemical Co., Ltd.) is a non-ionic white emulsion composed of polyvinyl acetate with a solid content of 38%–40%, 1% aqueous solution, soluble starch, gelatin, and so on. The main components of DM-5128 (Guangdong Demei Fine Chemical Co., Ltd.) are butyl acrylate, methyl methacrylate, ethanol, vinyl acetate, cyclohexanone, and so on. The DM-3568, DM-5128, thickener, and aqueous solution were mixed in a beaker according to a certain mass ratio to obtain a mixed reagent of stiffener for use. Table 2 gives the mass in grams of each component. The schematic diagram of the closed region of the sample is shown in Figure 2, and Figure 3 shows the real image of the prepared group A sample. Figure 4 shows the real image before the stiffener is applied on one side of the sample without air-drying, and Figure 5 shows the real image before the stiffener is applied on both sides of the sample without air-drying.
The composition of stiffener.


Schematic diagram of closed areas.
Schematic diagram of group A sample.

Group B sample (single-sided stiffener treatment) before air-drying.

Group C sample (double-sided stiffener treatment) before air-drying.
Experimental procedure
An MTS universal tester, operated under standard test conditions such as temperature at 25°C and a relative humidity of 65%, was used for experimental procedure. The overlapping area formed by the three groups of samples was stretched apart from both ends; and the required shear force per unit length is called the shear strength. To explore the effect of different tensile speed intervals on the shear strength of the fabric, a speed gradient of 15 mm/min was used, and four tensile speed intervals of 35, 50, 65, and 80 mm/min were set for each group of samples.
The experiment was conducted using an MTS universal tester, the tensile test was selected using a computer software, and the shear performance of warp-knitted brush fabrics was explored according to the tensile test process, and then, the instrument was operated. First, the distance between the upper and lower clamps of the test instrument was set to 15 mm, and the two ends of the prepared sample were clamped without overlapping the upper and lower clamps, respectively, making an effective closed area of the upper and lower clamps, at the center.
Once the sample was clamped, different experimental speed intervals are set in sequence according to the aforementioned stretching speed gradients for testing. And the experiment was terminated when the effective closed area of the tensile specimen was completely separated. At least three samples were tested for each group of composites with identical dimensions and the average values of the experimental results are obtained. The experimental procedure is shown schematically in Figures 6 and 7.

Experimental setup using universal tester.

Sample peeling in progress.
Results and discussion
The influence of stretching speed intervals
Figure 8 gives the tensile force–displacement curves for samples A at four types of speed. It can be found that the stretching speed has a significant effect on the shear force–displacement. The trends of the curves at the four speed intervals are roughly the same, and all of them decrease rapidly to the lowest point after slowly rising to a maximum value. It reflects that under the action of tensile force, the superimposed region is gradually peeled off along the direction of the tensile force to overcome the longitudinal frictional force between the space fibers until the overlapped part is completely separated, at that time the required tensile force is rapidly reduced. The trajectories of the four curves overlap during the initial stretching, but when the displacement reaches 3 mm, the trajectories no longer overlap, and the peaks reached by the four curves are significantly different. The average tensile force peak at 50 mm/min tensile speed is 20.8% higher than the average tensile force peak at 30 mm/min tensile speed, and when the speed is increased to 65 mm/min, the peak average tensile force decreases. At the tensile speed of 80 mm/min, the average maximum tensile force is only 12.11 N.

Tensile force–displacement curves for sample group A (untreated).
Figure 9 gives the tensile force–displacement curves for samples B at four types of speed. It can also be found that the stretching speed has a significant effect on the shear force–displacement. The trend of the curves at four speed intervals is similar to that of sample A, all of which rise first and then decrease rapidly. In the initial stage, it is necessary to gradually increase the shear force to make the fabrics peel from each other. When the contact points between the short plush yarns are greatly reduced, the adhesion between the fabrics is rapidly reduced, and the tensile force is also rapidly reduced. The difference between the four curves is that the speed has an effect on the average peak value. The average tensile force peak value at 50 mm/min is higher than the average tensile force peak value at 30 mm/min. When the speed is increased to 65 mm/min, the average tensile force peak began to decrease, and the average tensile force peak at 80 mm/min tensile speed decreased by 12.3% compared to the average tensile force peak at 65 mm/min tensile speed.

Tensile force–displacement curves for sample group B (single-sided stiffener treatment).
Figure 10 gives the tensile force–displacement curves for sample C at four types of speed. It can also be found that the stretching speed has an effect on the shear force–displacement. The trend of the curves at the four speed intervals is similar to that of samples A and B, both of which rise slowly and then decrease rapidly, but the peak tension of the four curves still differs. This law is similar to the explanation in Figures 8 and 9: in the speed range of 35–50 mm/min, the average peak value of tensile force shows an upward trend, and in the speed range of 65–80 mm/min, the average peak value of extension force showed a downward trend.

Tensile force–displacement curves for sample group C (double-sided stiffener treatment).
The influence of stiffener
Figure 11 shows the tensile force–displacement curves of three groups of samples at a tensile speed of 35 mm/min. It can be found that the stiffener has an effect on the shear resistance of the fabric at the tensile speed of 35 mm/min. In the initial stage, the three curve trajectories approximately coincide. Until the displacement is 4 mm, the curve trajectory began to differentiate: the peak value of sample group B treated with one side of the stiffener is the highest, the sample group A treated with double side of the stiffener is the second, and the peak value of sample group C without stiffener is the lowest.
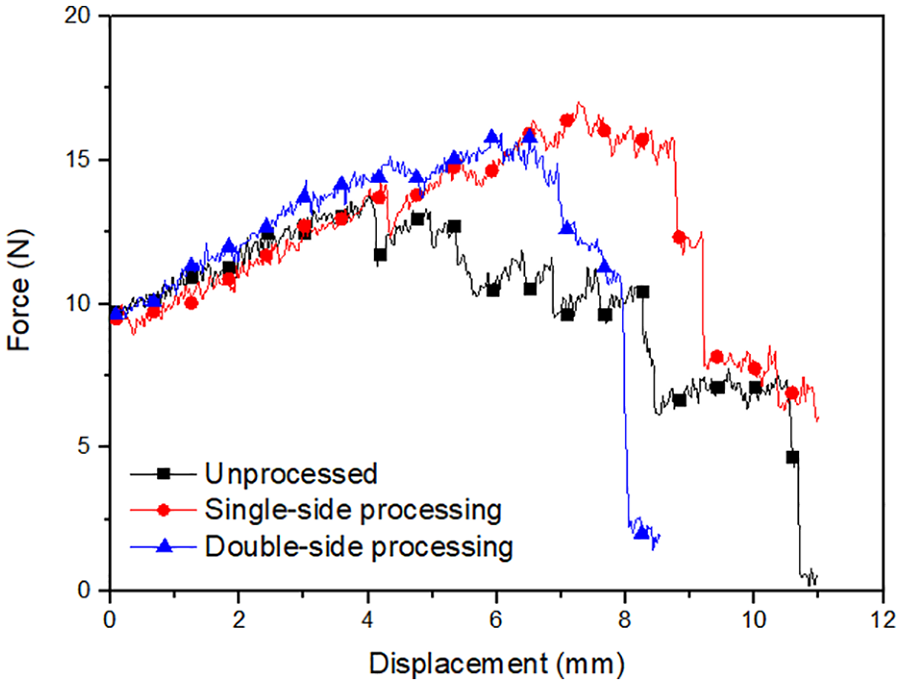
Tensile force–displacement curves of three groups of samples at 35 mm/min.
Figure 12 shows the tensile force–displacement curves of three groups of samples at a tensile speed of 50 mm/min. It can also be found that at the tensile speed of 50 mm/min, the stiffener will affect the shear resistance of the fabric. The average peak tensile strength of the sample group treated with the single-sided stiffener was the highest, followed by the sample group B treated with the double-sided stiffener, and finally the sample group A without the stiffener.
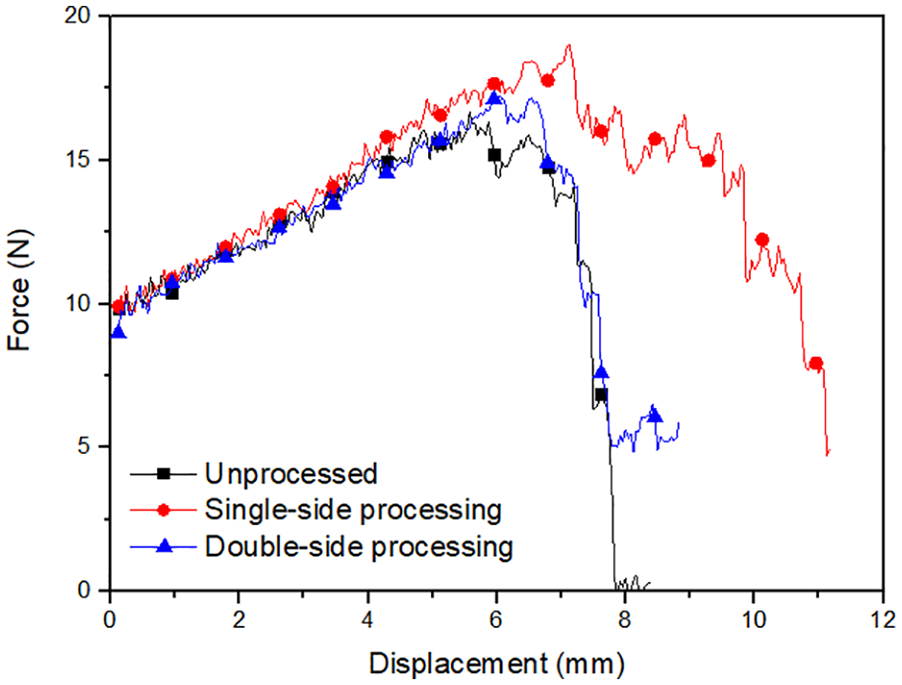
Tensile force–displacement curves of three groups of samples at 50 mm/min.
Figures 13 and 14 show the tensile force–displacement curves of the three groups of samples at a tensile speed of 65 and 80 mm/min, respectively. From the two figures, the shear resistance of the fabric can also be influenced by different treatment methods. All three curves have different average tensile force peaks, but the difference from Figures 11 and 12 is that in Figures 13 and 14, the largest average tensile force peak is in sample group C (after double-sided stiffener treatment), sample group A (without stiffener treatment) is next, and finally, sample group B with single-sided stiffener treatment.
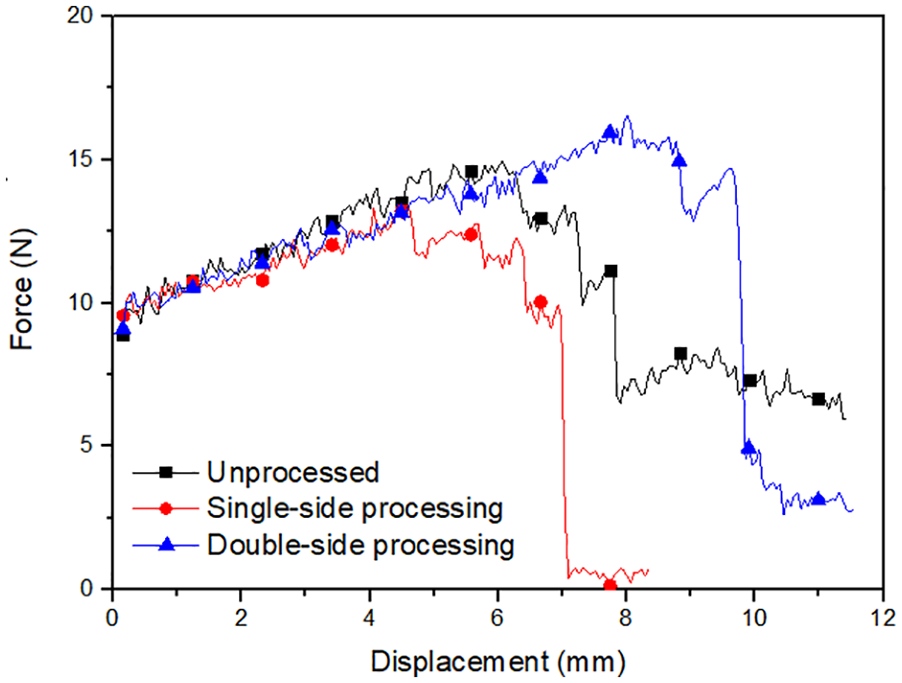
Tensile force–displacement curves of three groups of samples at 65 mm/min.

Tensile force–displacement curves of three groups of samples at 80 mm/min.
According to the above analysis combined with the image, it can be obtained that the shear resistance of the samples after the stiffener treatment is improved. Under the stretching speed of 35 and 50 mm/min, the fabric with the single-sided stiffener treatment has a better shear resistance; while under the stretching speed of 65 and 80 mm/min the fabric with the double-sided stiffener treatment has a better shear resistance.
Conclusion
The shear resistance of double-needle bed warp-knitted brush fabrics was studied. The results show that different tensile speed intervals will affect the tensile force–displacement curves of the sample group. In the speed range of 35–50 mm/min, the average peak value of tensile force increases with increasing tensile speed. That is, the shear resistance of the fabric increases with the increase of the speed; in the speed range of 65–80 mm/min, the average peak value of tensile force decreases with increasing tensile speed, that is, the shear resistance of the fabric increases with the decrease of the speed. The presence or absence of stiffener treatment will also affect the tensile force–displacement curves of the sample group. At 35 and 50 mm/min tensile speed, the average force of the single-sided stiffener sample group is higher than the other two groups; however at 65 and 80 mm/min tensile speed, the average peak force of the double-sided stiffener-treated sample group is higher than the other two groups. Comprehensive analysis using the stiffener treatment to make the sample into a composite material can improve the shear resistance of the warp-knitted brush fabric. Due to the limited experimental conditions, the effects of the structure on the shear resistance of the fabric were not studied from the perspective of the density and length of the short plush yarns. Therefore, further investigation should be conducted.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the National Science Found of China (11972172), the Fundamental Research Funds for the Central Universities (JUSRP22026, JUSRP52013B), the Open Project Program of Key Laboratory of Eco-textiles, Ministry of Education, Jiangnan University (KLET1805), and A Project Funded by the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD).