
Abstract
The combination of textiles and three-dimensional printing offers a wide range of research and application areas, but only publications in combination with fused deposition modeling processes can be found so far. In this article the possibility of printing resin directly on textiles in the stereolithography process is presented. A broad spectrum of textiles and surfaces is examined to clearly present the feasibility. It was found that printing directly on most textiles can be performed without major difficulties, while problems were only observed on smooth surfaces and coatings on textiles.
Keywords
Introduction
Additive manufacturing, better known as three-dimensional (3D) printing, is a manufacturing process that offers the possibility of producing 3D objects from different materials. 1 3D printing is mainly used in the field of rapid prototyping, which offers the possibility to produce a cost-efficient prototype in a broad range of fields. 2 The concept of 3D printing was first introduced before the 1980s, but there were no patents laying the foundation for the 3D printing until the early 1980s. 3 Since then, many different processes have been developed to print a wide range of different materials. The most widespread processes in the consumer sector are fused deposition modeling (FDM) printers 4 and stereolithography (SLA) printers, 5 which use polymers such as acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA) or photosensitive resin as printing materials. There are also other printing processes such as selective laser sintering (SLS) or polyjet modeling (PJM), which can be used to print metals and ceramics or photosensitive polymers. However, these processes are not common in the consumer sector because of the high cost and more dangerous processes that involve high-energy lasers.6,7
All these processes have in common that the printed parts are created by means of computer-aided design (CAD) software and then usually exported to the slicer software via the historically determined so-called stereolithography file format (STL), regardless of whether the SLA process is to be used for printing or not. 8 Based on the STL file, this software generates automatically an executable G-code, a numerically controlled programming language, with which the object can then be printed. 9 However, this code can be manually modified by the user.
Utilizing the FDM process for 3D printing on textile substrates was previously investigated.10–12 3D printing on textiles using the SLA process is advantageous compared with the FDM process, because it is possible to print much finer structures down to about 0.01 mm due to the different processes. 13 These finer structures also allow more complex parts to be printed without support. Furthermore, unlike FDM printers, most SLA printers are plug and play, so no understanding of the printer setup is required. This has the disadvantage that the SLA printers can hardly be modified, especially for home use, which is by contrast easily possible with most FDM printers. In addition, only photosensitive resin can be used, which in comparison to the widespread FDM process greatly limits the choice of materials. 14 There are already different types of resin available, such as flexible resin, but these are much more expensive than the classic ABS, PLA, or flexible filament, which are used with FDM. Nevertheless, the combination of SLA with textiles is as interesting as the combination with FDM, as it allows finer structures to be printed on textiles to reinforce them as the FDM process.15–17 The combination of FDM and textiles enables, for example, electroluminescence applications or the printing of complete clothing.18,19 In addition, the combination of SLA and textiles could be used for applications in the field of microelectromechanical systems (MEMS) in combination with the complete integration into the textile. 20 However, to the best of our knowledge only publications on printing with the FDM process can be found in the literature, but not about the SLA process. 21
This proof-of-concept article presents the possibility to print resin on different textiles and other surfaces with a 3D printer using the SLA process. The focus is on a wide range of textiles with different manufacturing processes such as warp knitting, knitting, weaving, and nonwoven. In addition, it is primarily shown which combination of textiles and SLA processes work.
Materials and methods
Low-profile cylinders as test prints were printed with a Photon S 3D printer from the company Anycubic, China, which is shown in Figure 1. As resin, the “clear 3D printing 405 nm UV resin” from Anycubic, China was used. Test prints were cured under a 50-W ultraviolet (UV) LED lamp from Eleganted, China. Autodesk Fusion 360 version 2.0.7046 from Autodesk was used for CAD and Chitubox Free version 1.6.2 from Chitubox was used to create the G-code for printing. Investigation of the contact angle and thickness of the nanofiber mat were performed with the contact angle system OCA from Dataphysics, Germany and Fischerscope MMS PC2 from Helmut Fischer, Germany. The thickness of the other samples was measured with the gauge J-40-T from Wolf, Germany.
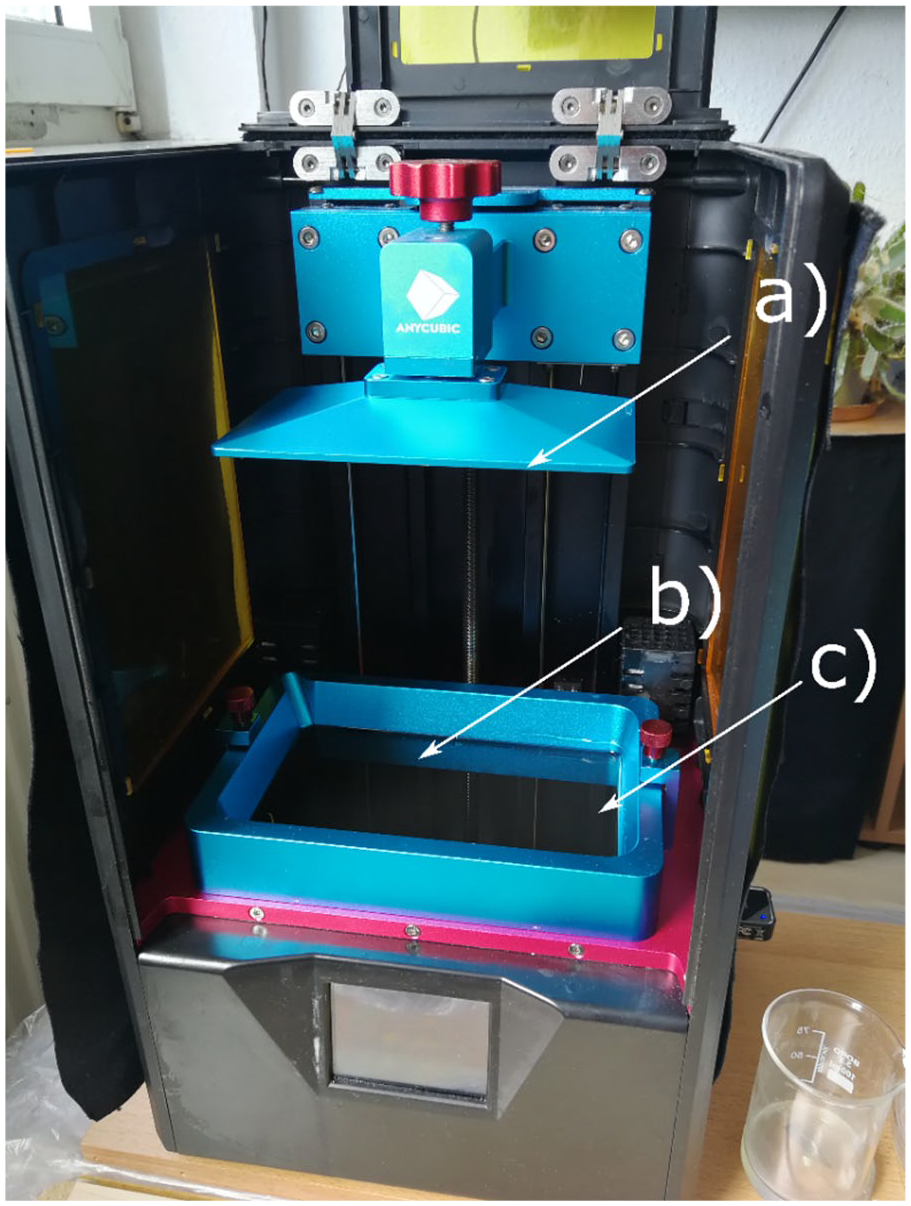
3D printer Photon S before printing. (a) Printing bed on which the samples to be imprinted were attached and which is lowered into the (b) resin tank, during printing. (c) UV-LCD display under the resin tank.
The test print used for this proof of concept is shown in Figure 2. Initially, only 20 simple low-profile cylinders with a diameter of 10 mm and height of 1 mm were created to investigate the general possible adhesion on different surfaces. Table 1 shows the print parameters used for printing on the investigated substrates. The following procedure was applied for the test series: first the sample substrates listed in Table 2 were cut into the size of the printing bed, approximately 13 cm × 8 cm. Then a 50-mm wide strip of double-sided adhesive tape (from Tesa, Germany) was applied to the center of the samples so that the samples could be glued to the printing bed. After attaching a sample to the printing bed, a new zero level was determined, as the textiles have different thicknesses.

Print preview of the 20 low-profile cylinders in Chitubox.
Printing parameters configured in Chitubox.

Assignment of the samples, names, production methods, and surface materials of substrates used for printing. Sample numbers refer to the numbers in Figure 3.

PET: polyethylene terephthalate; PVC: polyvinyl chloride; PES: polyester; PU: polyurethane.
After printing, which takes about 10 min, the printed low-profile cylinders were rinsed with 99.9% isopropanol (WoldoClean, Germany) to roughly rinse off excess resin. The imprinted sample was afterwards removed from the printing bed and washed in an isopropanol bath for 10 min and dried with paper towels. Subsequently, the printed resin was cured completely by a 10-min UV light treatment. The washing process is typical for pure SLA prints and after preliminary tests on the compatibility of isopropanol and the used textiles, this process was also adopted for this experiment. Despite the isopropanol bath treatment, the textiles apparently do not change; only the color is washed out, for example, in jeans. The UV light treatment time was set at 10 min, as after this time a complete curing can be assumed in any case.
In Figure 3 the investigated substrates, consisting of textiles and other structured surfaces, are depicted. Table 2 shows the assignment for Figure 3 with the respective fabric production and compositions, basis weights, and thicknesses of the samples. It has been taken care to use a wide a range of differently produced textiles and surfaces to investigate the general feasibility.

Investigated surfaces with corresponding sample numbers after the printing process.
Results and discussion
In Figure 4, the quantity of successfully adhering low-profile cylinders is given to compare the imprinting results among the different substrates. A low-profile cylinder is considered successfully imprinted if it still adheres to the substrate after the washing and UV treatment. Here, it is clearly visible that printing on the substrates 1, 9, 10, 12, 14, and 20 did not work. Plush and the spacer fabric, numbers 1 and 9, were too thick for the printer; it would be possible to use thinner substrates in future experiments to test the feasibility of printing 3D structures on them. On the smooth side of the other substrates, numbers 10, 12, 14, and 20, printing was impossible, too. This can be attributed to the surface roughness of these substrates which is too low; they are too smooth to give the resin sufficient hold. This finding can be further examined in future experiments by investigating the correlation between the surface roughness of a substrate and the adhesion strength of the printed structure.

Quantity of successfully imprinted low-profile cylinders on the investigated substrates.
Another hint for the insufficient roughness as a cause for adhesion problems on some substrates is given by the results of printing on aluminum foil (sample number 19). In general, this is possible, as depicted in Figure 3, but the printed low-profile cylinders are very easy to remove from the surface, from which a relative low adhesion on the aluminum foil can be concluded. Conventionally, printing is performed on the brushed aluminum of the printing bed. Consequently, this brushed aluminum has a higher surface roughness compared with the aluminum foil, which has a lower surface roughness due to the manufacturing process22,23 and is thus a more appropriate substrate. This circumstance underlines the necessity of a suitable surface roughness of a print substrate in correlation with a successful print.
On the other substrates (samples 2–8, 11, 13, 15–19 and 21, 22), 3D printing was successful. The resin does not only adhere to the surface, but has penetrated deeply into the textile, sometimes even flowing out again on the back of the textile and hardening there, which can be seen in Figure 5. As a result, it is not only a superficial printing on the textiles, but a resin–textile composite, in which the textile is embedded in the resin. This offers a high mechanical adhesion between resin and textile, which will be investigated in future experiments. It can also be investigated whether this printing process also works with dyed resin, since the transparent resin allows UV radiation to also reach the back of the textile.

Backside of textile samples 15, 16, and 17. The complete flow of the resin through the textile fabric is clearly visible by the gloss of the (black circled) low-profile cylinders.
In some cases (samples 5, 7, 11, 18, and 19), not all low-profile cylinders adhered on the substrate surfaces. As possible reasons, general errors in the printing process, impurities in the resin, or insufficient mounting of the substrates to the printing bed can be assumed. The application of these samples on the printing bed proved to be more problematic. Although the double-sided adhesive tape adhered strongly to the printing bed, in most cases it did not adhere as strongly to the textile itself. The already weaker adhesion is further weakened by the dissolution of the adhesive by the additives presented in the resin. Although the adhesive force was sufficient for the short printing process of 10 min, for longer printing processes another possibility must be considered to attach the textiles more strongly on the printing bed so that they do not fall into the resin basin. These considerations are possible reasons why the printing process did not succeed optimally in all cases.
Hydrophobicity and wettability as well as roughness and hairiness can be other reasons for the different adhesion successes. In order to investigate the hydrophobicity and wettability, the contact angle measurement is suitable, because by this measuring method these parameters can be examined for a solid substrate. 24 Figure 6 shows the contact angles of the different samples. In the case of the missing samples, the drop was drawn in too quickly, so that a measurement was not possible and the samples can be regarded as superhydrophilic. It can be observed that hydrophilic samples (contact angle below 90°) 25 are very well printable, whereas the hydrophobic samples are not printable at all or only poorly printable, which is identical to the investigations of Korger et al. 10 They also found that the hairiness and roughness of the sample are important for printability. Although they only investigated this for the FDM process, it can also be transferred to the SLA process because of the use of viscous liquids in both processes. Only sample 16, which is strongly hydrophobic, thin, smooth, and has low hairiness, does not correspond to the results of Korger et al. due to the successful imprinting of all 20 low-profile cylinders. This can probably be attributed to the very different 3D printing processes and must be investigated in future experiments.

Measured contact angles of the samples.
In addition, it must also be considered that the textiles soak up the resin in the printing process. Although the excess resin can be squeezed out and washed out with isopropanol, this requires a more complex washing process than the one used in this article to wash the resin completely out of the textile. This leaves resin residues in the textile, which are also cured under the UV lamp. This resulting change in the mechanical properties must also be considered in future experiments or has to be bypassed using special water-soluble resin, because this simplifies the washing process significantly.
Conclusion
Low-profile cylinders were printed on different substrates to investigate the feasibility of 3D printing with the SLA process on textiles and other surfaces. To the best of our knowledge, this is the first study of SLA printing on textile substrates in the scientific literature. It was found that it was possible to print on more than two-thirds of the investigated textiles and other structured surfaces. Only the substrates that were too thick and had little to no structure on their surface were problematic to print on, because the resin did not adhere to the surface. In this regard it is suspected that the surface is too smooth, which will be investigated in future studies. Also, the application of the substrates on the printing bed was problematic. The double-sided adhesive tape does not adhere as strongly to the substrates as to the printing bed. In addition, the resin slowly dissolves the adhesive in the tape, which results in a continuous decrease of the adhesive during the printing process. Here, future investigations will also look at more effective ways in which to attach the substrates to the printing bed.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received the following financial support for the research, authorship, and/or publication of this article: The APC is funded by the Open Access Publication Fund of Bielefeld University of Applied Sciences.