
Abstract
Three-dimensional printing has already been shown to be beneficial to the fabrication of custom-fit and functional products in different industry sectors such as orthopaedics, implantology and dental technology. Especially in personal protective equipment and sportswear, three-dimensional printing offers opportunities to produce functional garments fitted to body contours by directly printing protective and (posture) supporting elements on textiles. In this article, different flexible thermoplastic elastomers, namely, thermoplastic polyurethanes and thermoplastic styrene block copolymers with a Shore hardness range of 67A–86A are tested as suitable printing materials by means of extrusion-based fused deposition modelling. For this, adhesion force, abrasion and wash resistance tests are conducted using various knitted and woven workwear and sportswear fabrics primarily made of cotton, polyester or aramid as textile substrates. Due to polar interactions between thermoplastic polyurethane and textile substrates, excellent adhesion and high fastness to washing is observed. While fused-deposition-modelling-printed polyether-based thermoplastic polyurethane polymers keep their abrasion–resistant properties, polyester-based thermoplastic polyurethanes are more prone to hydrolysis and can be partially degraded if presence of moisture cannot be excluded during polymer processing and printing. Thermoplastic styrene compounds generally exhibit lower adhesion and abrasion resistance, but these properties can be sufficient depending on the requirements of a particular application. Soft thermoplastic styrene filaments can be processed down to a Shore hardness of 70A resulting in three-dimensional printed parts with good quality and comfortable soft-touch surface. Finally, three demonstrator case studies are presented covering the entire process to realize the customized and three-dimensional printed textile. This encompasses product development and fabrication of a textile integrated custom-fit back protector and knee protector as well as customized functionalization of a technical interior textile for improved acoustic comfort. In the future, printing material modifications by compounding processes have to be taken into account for optimized functional performance.
Keywords
Introduction
Additive manufacturing, also known as three-dimensional printing (3DP), opens up new possibilities for improvement and innovation of products profiting from a digitized process chain. After a digital slicing step, a virtual 3D model derived from computer-aided design (CAD) or 3D scan data is printed layer by layer, so that subsequent layers are joined and any geometry may be formed without the need for moulds or machining. Up to now, advantages of 3DP have been successfully exploited in different industrial sectors like lightweight engineering (automotive, aviation, aerospace), optics, architecture, food processing and personalized medical devices by providing efficient and highly functional 3D printed parts saving resources, costs and time. 1 Artists and fashion designers have included 3DP in their work to realize individual and creative ideas using various 3DP technologies like stereolithography (SLA), selective laser sintering (SLS) and fused deposition modelling (FDM) in combination with appropriate print materials in liquid, powder or filament form, respectively.2,3 Examples range from accessories and jewellery by Diana Law 4 to dress collections by Danit Peleg. 5
Since 3DP enables decentralized fabrication of customized and made-to-measure articles on demand, the textile and clothing industry looks for practicable and profitable application scenarios aside from fashion and footwear. However, textile products, especially garments, have to fulfil a well-balanced requirement profile of design, comfort and function. Some investigations are done in 3DP wearable textile structures using chain mail design approaches 6 as well as FDM printed multi-material polygon parts 7 or subsequently connected geometric design patterns. 8 While generating a high grade of flexibility, other important textile features like softness, elasticity and moisture/heat control cannot be well obtained. In addition, production speed of large textile objects is very slow compared with a conventional textile production process and economically unprofitable. However, 3DP can generate an added value when used as an add-on technology to combine small 3D printed elements with traditionally produced textile fabrics9,10 aiming at individual or short run production. One favourable method is the direct deposition of polymers onto fabrics using the cost-effective extrusion technology FDM where a thermoplastic polymer in filament form is molten in a nozzle and directly applied to the textile surface in layers to form the desired 3D element. Additional joining processes like sewing, gluing, riveting or welding can be omitted.
In recent years, this has been subject of many investigations using different typical printing materials, such as acrylonitrile butadiene styrene (ABS), polyamide (PA), common or soft polylactide (PLA) and textile substrates to evaluate specific application potentials. 3DP studies have been carried out to apply snap fasteners or zip fasteners directly on garments, 11 to influence garment drape by imprinted 3D patterns, 12 to print stiffening elements for novel customized orthopaedic devices 13 or to create areas of conductive properties on fabrics using a commercial 3DP filament with conductive fillers. 14 The mechanical and adhesion properties of these composites from textiles and 3D printed materials are tested following newly adapted tensile, bending and peel test standards. 15 A strong and durable connection between the printed polymer and the textile is essential for a successful product implementation in the future.
Ensuring sufficient adhesion of printed thermoplastics to the textile is based on various factors such as optimized printing parameters (e.g. nozzle-textile z-distance, 16 printing speed and direction,17,18 nozzle and printing bed temperature)17–19 as well as beneficial physico-chemical and mechanical interactions taking place at the interface, of which form-locking connections are most important. 20 While this can be achieved for selected polymer–textile combinations, 21 for smooth woven fabrics, where adhesion generally is an issue, adhesion strength can be increased by polymer coating22,23 or textile surface treatment20,24,25 (e.g. washing, finishing, roughening and plasma) to adjust the textile surface properties like hairiness or wettability.
Particularly in the clothing industry, it is important to retain typical textile characteristics like flexibility and elasticity after applying functional 3D printed parts. Furthermore, 3DP creates opportunities to offer functional and custom-fit apparel which enjoys growing demand for workwear and sportswear improving the wearer’s comfort. For this purpose, suitable printing materials with good flexibility are needed which in combination with textiles meet both product and customer requirements.
Thermoplastic elastomers (TPEs) are the focus of this article, as they combine performance characteristics of elastomers with processing properties of thermoplastics and are widely used in industrial injection moulding and extrusion processes. However, flexible filaments are hard to print by use of FDM and only few efforts are made to print TPE structures on textiles, for example, for flexible integration of electronics,26,27 using thermoplastic polyurethane (TPUs) elastomers like commercial NinjaFlex® or FilaFlex® filaments with Shore hardness range of 82A–85A (i.e. hardness range of a shoe heel). TPU as one type of TPE consists of linear segregated hard segments, which are chemically formed by addition of a chain extender (short diol) to a linear diisocyanate, and soft segments, which consist of a long flexible OH-terminated polyether or polyester chain to interconnect two hard segments within a polymer molecule. 28 Therefore, polyether- and polyester-based TPUs can be distinguished. Thermoplastic styrene (TPS) as another kind of TPE is based on styrene block copolymers (SBCs) that are compounded with other polymers (polypropylene and polyolefins) and plasticizers to adjust hardness and material properties. 29 Hard domains of SBC consist of polystyrene blocks in styrene–butadiene–styrene (SBS) or styrene–ethylene–butylene–styrene (SEBS) block copolymers, the latter of which can be obtained by hydrogenation of the former to saturate double bonds and to become more resistant to degradation. The hydrocarbon chains represent the soft and flexible domains of SBC. Recently, TPS has also roused interest as adaptable 3DP material, for example, by adding carbon black as functional filler. 30
In this study, selected TPE materials are tested as printing polymers for extrusion-based 3DP technologies on application-oriented textile fabrics. Main performance characteristics of 3D printed structures like adhesion properties, washing and abrasion resistance required for garment use are evaluated. As a result, some application examples of custom-fit protectors on functional clothing as well as functional structures on interior textiles improving room acoustics are presented.
Experimental
Knitted and woven fabrics from the protective workwear or sportswear sector made of different materials are used as textile substrates. A polyester woven fabric (PES-weave) with stiffening finish is selected as technical textile (Tecno FR for interior sun protection, obtained from Junkers & Müllers GmbH, Mönchengladbach, Germany). Typical textile characteristics are given in Table 1. Textile thickness is measured using a micrometre screw simulating nozzle pressure. Corresponding textile surface structures are depicted in Figure 1.
Textile material specifications.

PES: polyester, CO: cotton, AR: aramid, EL: elastane.

Light microscope images of textile substrates (printed side, magnification 50×).
TPE materials in the form of different TPU and TPS types are selected as printing materials. Source, degree of hardness and basic printing parameters (adjusted for optimal printing performance in the given range) are listed in Table 2. Ninja-85A and TPS-79A are provided in filament form, the remaining TPE filaments are made of granulates via extrusion process at a semi-industrial extrusion line with diameter control (single-screw extruder, produced by FET (Fibre Extrusion Technology Ltd., Leeds, England), spinneret diameter = 5 mm, capillary length = 1.2 mm) using specific temperature profiles (with the exception of filament TPU3-70A, which was produced on a Brabender lab-station extruder). Before printing, filaments are dried (drying oven, 80°C, >4 h).
TPU and TPS printing material data under investigation.

TPU: thermoplastic polyurethane; TPS: thermoplastic styrene; SEBS: styrene–ethylene–butylene–styrene.
3DP experiments are carried out using the FDM printers Bolt Pro manufactured by Leapfrog (designed for 1.75 mm filament diameter) and X400 (designed for 2.85 mm filament diameter) manufactured by German RepRap GmbH selecting a nozzle diameter of 0.4 mm. Simplify3D software is used for slicing CAD models. The distance between nozzle and printing bed (z-distance) is set to 0.15 mm. For each textile to be printed, z-distance is increased by the textile thickness (see Table 1). Rectilinear infill pattern with a fill angle of 45° is selected.
Adhesion tests are performed and evaluated based on DIN 53530 31 using a Zwick Roell testing device or based on EN ISO 2411 32 using an Instrom testing device (in case of testing adhesion after washing). Test methods are selected from established testing procedures for coated textiles, but two different standards are used due to testing at different locations. Standard sample sizes for tests are reduced to allow for faster sample preparation. Rectangle dimensions for the prints are 100 mm × 17 mm × 1.2 mm (following DIN 53530) or 150 mm × 20 mm × 1.2 mm (following EN ISO 2411), respectively. Layer thickness is set to 0.2 mm. In each case, measured adhesion forces are recalculated to 10 mm print width for better comparison.
Fastness to washing is tested following industrial standard EN ISO 15797 33 (n = 3) up to 50 cycles (60°C, line drying) and adhesion tests are performed subsequently. Abrasion resistance is examined using Martindale test following EN ISO 12947-2 34 (standard wool fabric, 12 kPa pressure) up to 40,000 cycles. A cylinder (20 mm diameter, 1 mm height with 0.2 mm layer thickness) is printed on each textile sample and loss of sample thickness is observed over the course of the test using a thickness gauge (J-40-V, Hans Schmidt & Co. GmbH, Waldkraiburg, Germany).
3D CAD data are prepared using Autodesk Fusion 360. Customized body data are recorded by a hand-held 3D scanner (Artec Eva, Luxembourg, Luxembourg) using Artec Studio 14 software and further processed by design software Geomagic Freeform Plus. Regarding final product development of customized clothing, 3D simulation software CLO (CLO Virtual Fashion LLC, Seoul, South Korea) for flattening and two-dimensional (2D) software GRAFIS (Dr. K. Friedrich GbR, Viersen, Germany) for pattern making are used. Images of textile samples are made using a digital light microscope VHX-600K (Keyence).
Results and discussion
TPE printing materials are selected to meet requirements for use as protective applications on garments showing enough flexibility and comfortable haptic properties. While TPU material with a Shore hardness below 70A shows unfavourable surface tackiness and is difficult to process in filament form using an FDM 3D printer, TPS filaments with comparable hardness can be processed more reliably. Only slight warping can be observed after printing TPS material. Compound TPS1-67A is chosen due to its soft-touch properties familiar from consumer electronics and providing pleasant velvet surface characteristics.
Adhesion
As can be clearly seen in Figure 2, TPU prints show at least twice the adhesion forces compared with TPS prints on almost all tested fabric samples. All knitwear samples have an open textile structure made of multifilament yarn, staple fibre single yarn or twine which constitutes an important prerequisite for the polymer melt to penetrate deeply into the fabric. Resultant form-locking connections contribute to high adhesion forces16,20 and are increased if fibres or yarn loops stick out of the textile surface. This is the case when looking at the woven samples which show a less porous structure but also demonstrate quite good adhesion results for TPU prints. Chemical composition of the textiles – polyester (PES), cotton (CO) or aramid (AR) – do not seem to constitute decisive factors for good adhesion properties. While TPU polymers indicate effective polar interactions with selected textile polymers resulting in good wettability and adhesion, TPS compounds are made up of SEBS block copolymers which represent a high non-polar hydrocarbon component. Difference in chemical composition of TPS compared with TPU lead to lower adhesion forces which, however, can be still sufficient when printed on knitwear. Resulting adhesion forces between 10 and 20 N per cm print width can be enough if maximum elastic stretch of knitwear itself lies in the same range. TPS1 with a Shore hardness of 67A generally shows better adhesion forces than TPS2 with a Shore hardness of 79A, which can be presumably attributed to lower melt viscosity of the compound with lower Shore hardness, so that the molten polymer can flow deeper into the textile. In addition, TPS2-79A with a filament diameter of 2.85 mm instead of 1.75 mm is printed using a different FDM printer which can also have an uncertain influence.

Adhesion forces of TPE prints on different knitted and woven workwear and sportswear fabric (n = 3).
Washing
Especially in the workwear sector, one big obstacle to introduce new functional developments in garment manufacturing is the premise to meet the demanding requirements for fastness to washing. Therefore, wash performance of TPU and TPS prints on a warp knitted and a densely woven fabric sample is investigated following an industrial standard. After 10, 25 and 50 washing cycles, the adhesion strength between print and textile is measured (see Figure 3). It can be seen that the only sample which shows significant influence of washing is the TPU2-86A print on PES-EL-warpknit. While adhesion forces fall by about 40%, adhesion is still sufficient for most applications. After the first 10 washing cycles, no further deterioration can be observed until 50 washing cycles. Even better, the same TPU print material on AR-weave2 textile shows no significant damage owing to washing which may be related to the differences in elasticity between the woven and warp knitted textile. Although TPS2-79A which has shown worst adhesion properties before is selected, TPS prints are attached to the textiles at least for 25 washing cycles and are only partly detached after 50 cycles if printed on the woven textile (50 cycles are not tested with TPS prints on warp knitted samples). Furthermore, neither TPU nor TPS prints show any damage to the polymer material after 50 washing cycles. Excellent wash resistance seems to be a characteristic feature of TPE prints on textiles, especially when adhesion properties are sufficient before washing.
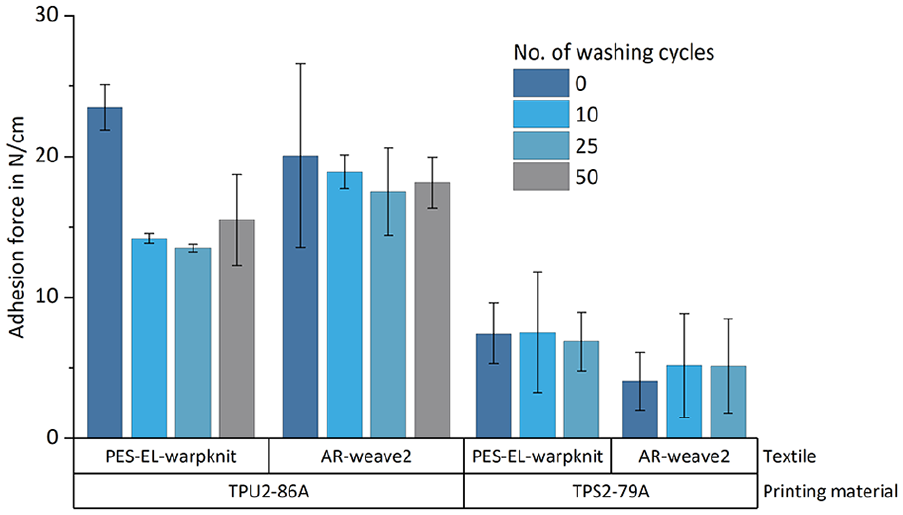
Adhesion forces of TPU and TPS prints on selected woven and knitted fabric after 0/10/25/50 washing cycles (industrial standard, 60°C, n = 3).
However, fastness to washing tests only consider 3D printed rectangular stripes with 1.2 mm height. To investigate the effect of the printing height and geometry on adhesion after washing of 3D printed parts on a textile fabric, some objects with different outlines (round, square with sharp and rounded corners) are 3D printed in different heights from 5 to 25 mm on AR-knit textile using coloured TPS-79A printing material. Adhesion force of TPS-79A on AR-knit is about 20 N/cm. Figure 4 exemplarily depicts one of three results after 15 washing cycles at 70°C proving no detachment of any printed part. This behaviour is remarkable as in a previous study printed PLA objects with 4-mm height on cotton fabric have started to detach after five washing cycles at 30°C. 35 As can be seen from this study, TPE material connected to textiles can withstand mechanical loads during washing for a long time even if objects with heights in the same order of magnitude as the diameter (and the corresponding increased weight) are printed.

Photographs of coloured TPS2-79A printed on AR-knit in different geometric shapes and heights before (left) and after (right) 15 washing cycles (industrial standard, 70°C).
Abrasion
Generally, TPU materials offer excellent mechanical properties, namely, high tensile strength and resistance against abrasion. Latter is confirmed for prints of commercial TPU filament Ninja-85A and two polyether-based TPUs (TPU1-85A and TPU3-70A) on PES-weave applying Martindale rubbing test up to 40,000 cycles with use of standard wool fabric (see Figure 5). Two of these TPU materials are tested starting with minimum 20,000 cycles due to low changes expected at less abrasion impact. While loss of thickness is minimal for these prints, polyester-based TPU2-86A material is continuously rubbed off the textile with increase of Martindale cycles. This finding is unexpected, since abrasion–resistant properties of polyester-based TPU are usually superior to those of polyether-based TPU. One explanation can be the lower hydrolytic stability of polyester-based TPU. During the FDM printing process, polymers are exposed to temperatures above 230°C which in combination with moisture can lead to a possible degradation of the material, making the TPU more susceptible to abrasion. Although TPU filaments are dried before printing, a moisture content of <0.05% for optimum processing conditions 28 can hardly be maintained with simple means, as air humidity is quickly adsorbed on the hygroscopic filament surface during printing.

Loss of different TPE materials printed (five layers of 0.2 mm each) on PES-weave textile throughout Martindale abrasion test cycles.
How moisture content also negatively influences printing quality is shown in Figure 6. The TPU samples are printed one right after the other which takes about 12 min for each print. The first print is started with oven-dried filament demonstrating good printing quality. Without additional drying, a reduction in print quality can be observed for each subsequent print since water vaporization of surface moisture during printing leads to irregularities in the polymer melt flow.

Sequence of print samples of TPU3-70A (diameter: 20 mm; 20 layers of 0.1 mm each; nozzle temperature: 235°C) directly after drying.
In comparison, TPS compounds can be processed more easily due to different chemical composition and lower hygroscopicity. However, Figure 5 depicts disadvantageous abrasion characteristics of printed TPS materials demonstrating a strong increase in loss of thickness during Martindale cycles. As expected, the softest TPS1 material with Shore hardness 67A shows the worst result indicating fastest material loss and being fully rubbed off the textile after 20,000 cycles. The high initial loss of thickness of TPS2-79A is observed because of small irregularities of the print on top of the print surface which are rubbed off after the first 500 cycles. After this, the loss of thickness for this printing material is almost linear reaching 30,000 cycles when TPS material is almost completely rubbed off. Factors for choosing a suitable TPE printing material depend on the functional application: durability against abrasion according to specific requirements as well as processing characteristics and printing performance of polymers need to be balanced.
Applications
In order to present technical feasibility of TPE polymer printing in personalized garment production, two demonstrators with custom-fit protective function are developed, namely, a textile integrated back protector and knee protector. The back protector is placed between the shoulder blades and aims at dissipating pressure over a large area when wearing a backpack with heavy loads providing better comfort and posture. After scanning the back, the protector is CAD modelled in the right place between shoulders. For this, a previously designed 2D sketch is placed in a plane that skims the highest points of the shoulder blades and digitally extruded to the body contours, so that the 3D protector part can be exported as digital model. By use of CLO and GRAFIS software, the final shirt is simulated and a customized 2D sewing pattern is generated. In addition, an upper back lining is added to prevent direct skin contact of the print for improved comfort. Then, the shirt is cut from textile material AR-knit and the protector is printed on the inside of the correctly positioned pattern piece using TPS2-79A filament. In a last step, the shirt is sewn using industrial sewing machines. The customized product is shown in Figure 7.

Picture of simulated shirt with integrated back protector in CLO (left) and photograph of finished shirt turned inside out with visible print and lining (right).
For manufacture of the customized knee protector, protective elements are intended to be printed on the outside of a textile knee bandage or tight garment. After scanning of the slightly bent knee and importing knee contour data into CLO 3D simulation software, seam lines are constructed allowing for unwinding the 3D shell of the scan into flat 2D pattern pieces by use of the flattening tool. These resulting pattern pieces represent the basis on which different designs for fragmented protector elements can be developed, where multiple small form elements have to be printed on flat textiles to achieve a high level of comfort and protection. A first functional design is created using both 3D simulation and 3D CAD software (see Figure 8(b) and (c)). When placing the printable objects on the pattern pieces, enough space between the sewing lines and the prints needs to be considered to allow for sewing and finishing of the protector.

(a) Picture of added seam lines for flattening on scanned knee in CLO, (b) picture of 2D sewing pattern with modelled 3D objects in Fusion 360, (c) simulation in CLO and (d) photograph of finished knee protector.
Final hardness of the printed elements can be influenced by changing the amount of material used in the interior of each part (‘infill percentage’). Thereby, each area of the knee protector can be manipulated to exhibit optimal comfort and protective properties. The demonstrator is produced using PES knitwear with imprinted TPU2-86A protective parts (see Figure 8(d)).
A decorative (panel) curtain that aims to improve room acoustics using functional 3D prints is an example for an application of 3DP in the field of technical textile applications. Combination of TPU3-70A with PES-weave can suit requirements regarding both material properties like flexibility and feel as well as performance characteristics of adhesion and abrasion. For the adhesion strength, measured values are 23.00 ± 0.25 N/cm which is sufficient, because printed structures do not exceed a height of approximately 10 mm, so that the forces occurring under load remain quite small. In order to assess acoustic efficiency, samples are tested following EN IS0 11654-2 standard 36 to determine weighted sound absorption coefficient (αw), which has a value between 1.00 (total absorption) and 0 (no absorption) taking into account standard test frequencies. According to αw value ranges, sound absorption classes A–E are denoted with A-rated products having the highest rated sound absorption performance. Figure 9 represents a design which leads to αw of 0.60 compared with the unprinted textile of 0.45, thereby elevating its sound absorption class from D to C. Since improvement of sound absorption class can hardly be achieved by use of conventional functionalisation methods like foam coating, digital production processes like 3DP can introduce new possibilities for expanding the functional spectrum of technical textiles. Investigations to meet further requirements like ultraviolet (UV) stability and flame retardancy by specific compounding of TPU printing materials will be published elsewhere. 37

Picture of CAD model of sound absorption design in Fusion 360 (left) and photograph of print sample (diameter: 10 mm) for sound absorption measurements (right).
Conclusion
In this study, different flexible TPU and TPS materials with a Shore hardness range of 67A–86A are investigated for use in 3DP processes for customized textile applications using extrusion-based FDM technology. TPU polymers exhibit better adhesion properties than TPS compounds on knitted or woven textiles made of PES, CO or AR. This is due to different chemical composition of TPS and TPU material, the latter possessing a more polar character as appropriate for most textile substrates. Porous textile surfaces as more often found in knitwear than in woven fabrics are also favourable for high adhesion strength. If a sufficient adhesion of the print is achieved in the unwashed state, excellent fastness to washing can be attributed to both TPS and TPU prints on textiles. TPU compared with TPS materials are characterized by high durability against abrasion, but particular abrasion profiles have to be evaluated according to the requirements specification of any targeted application. In addition, polyester-based TPUs are more sensitive to hydrolysis than polyether-based TPUs and can be partially degraded during polymer processing and printing if the presence of moisture during these steps cannot be eliminated. Except for minor shortcomings through warping, benefits of TPS compounds are the wide range of Shore hardness which can be offered providing comfortable haptics and reliable processability in filament form for FDM, even when soft material with Shore hardness just below 70A is used.
Possible application fields are custom-fit structures that are printed directly on the textile for functional garment production with improved comfort. The entire process chain for realization of a textile integrated back protector and knee protector can be shown. In the sector of technical textiles, flexible TPE elements can be beneficial to improve visual effects and functional performance as demonstrated by printed 3D structures on interior textiles for acoustic comfort. Driven by these findings and already existing (e.g. ARBURG Plastic Freeforming) and emerging new extrusion technologies (e.g. Pellet AM by Pollen PAM Series P) capable of printing raw materials as pellets, investigations of practical use of TPE materials in 3DP for textile applications will be continued. Specific modifications of TPE printing polymers and compounds to become optimally adapted for textile application requirements will play a major role in the future.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by two publicly funded projects as follows: The IGF project 211 EN “F3DPrint” of the research association Forschungskuratorium Textil e. V., Reinhardtstraße 14-16, 10117 Berlin is funded by the AiF within the framework of the within the framework of the promotion of Industrielle Gemeinschaftsforschung (IGF) by the Federal Ministry of Economic Affairs and Energy based on a resolution of the German Bundestag. The project “AddiTex” is funded by the state of North Rhine-Westphalia using resources from the European Regional Development Fund 2014-2020 (ERDF). Project management: LeitmarktAgentur. NRW – Projektträger Jülich.Specials thanks go to companies Covestro AG, BASF SE, Kraiburg TPE GmbH & Co. KG and Pedex GmbH for donation of printing polymers and filaments.