
Abstract
In this article, we have studied the thermal, chemical, and mechanical properties of the polyurethane artificial leather. Polyurethane artificial leathers were made from polyol, diisocyanate, chain extender, a catalyst, polyester circular knitted fabric, and warp knitted fabric. After manufacturing the artificial leathers, the properties of six different samples were investigated according to the NCO index. The equivalence ratios of the isocyanates to polyols containing a hydroxyl group are referred to as the NCO index. Samples were synthesized with an NCO index of 1.0, 1.4, and 1.8 by changing the weight ratio of diisocyanate. The result showed that as the NCO index increased, the unreacted NCO functional groups and cross-link increased and the mechanical properties of the polyurethane artificial leather were increased. The mechanical properties of circular knitted fabric polyurethane artificial leather were superior than warp knitted fabric polyurethane artificial leather.
Introduction
Since the synthesis of polyurethane by Otto Bayer and co-researchers in 1937, materials with various reactivity and structures of raw materials have been developed and applied to a wide range of fields. 1 Polyurethane is a polymer compound with a urethane bond (–NHCOO–) as a chemical structure, and is formed by reacting an isocyanate group (–N=C=O–) with a polyol possessing an active hydroxyl group (–OH–). This urethane bond is formed by a reaction between an isocyanate functional group, which is basically reactive, and a hydroxyl functional group containing active hydrogen. 2 Most polyurethanes are composed of at least three basic materials: a long chain polyether or polyester polyol, diisocyanate, and chain extender, where the hard segment depends on the isocyanate group and the soft segment depends on the polyol group. 2 The material comprised an alternation of soft segments, which are quite mobile and are normally present in a coiled formation, and stiff oligo-urethane units, so-called hard segments. Under practical conditions, the structure of the soft segment, as well as the urethane reaction follow a statistical Flory distribution. As a result, a higher degree of hard segments is formed than that predicted theoretically. 1 The equivalence ratios of the isocyanates to polyols containing a hydroxyl group are referred to as the NCO index. The cross-linking of the polymer increases with increase in NCO index.
M Modesti and A Lorenzetti 3 reported that increase in the isocyanate index increases the trimer content of the urethane foam, which means that the NCO index has a significant influence on the mechanical properties of the polyurethane. WJ Lin and WT Lee 4 also studied the mechanical and chemical properties of water-dispersed polyurethane resins according to the NCO index and silica content and reported that the mechanical properties improved as the NCO index increased. F Levine et al. 5 studied the effects of NCO groups on the mechanical–chemical properties of polyurethane films. It was concluded that the glass transition temperature and the mechanical properties were improved with increase in NCO groups.
In addition, the study on the change of polyurethane properties according to the content of NCO index in relation to polyurethane,6,7 the studies on the change of properties of polyurethane polymer according to the change of chain extender, 8 and the studies on the properties of polyurethane polymers with temperature changes9,10 have been conducted. The result indicates that an appropriate amount of NCO functional groups and chain extender improved the mechanical properties of the polyurethane. Various studies on polyurethane polymers have been reported with different mechanical–chemical properties depending on the NCO index and base substrates.11–17
Previous studies have been mostly related to water-dispersed polyurethane or solvent-based polyurethane. Water-dispersed polyurethane eco-friendly materials, have significant disadvantages in mass production and inferior mechanical properties. In addition, solvent-based polyurethane is suitable for mass production because of its simple manufacturing process but it is not environmental friendly. Solvent-less polyurethane as eco-friendly materials overcomes the disadvantages of conventional solvent-based polyurethane and water-dispersed polyurethanes. Therefore, study on the solvent-less polyurethane is required.
In this study, we examined the effects of the NCO/OH ratio and base substrates on the mechanical properties of polyurethane artificial leather for the synthesis of environmentally friendly solvent-free polyurethane adhesives. Polyurethane films with different NCO index were prepared, the thermal characteristics were analyzed by thermo-gravimetric analysis (TGA). The chemical characteristics were investigated by X-ray photoelectron spectroscopy (XPS) and Fourier transform infrared (FT-IR) spectroscopy. The mechanical properties of the polyurethane artificial leathers such as tensile and t-peel test were investigated.
Experiment
Materials
The polyurethane artificial leathers were synthesized using the following procedure. Polyester polyol (B-0912A, Duksung Co., Korea), 4,4-diphenylmethane diisocyanate (B-0935B, Duksung Co., Korea), chain extender (DS-134D, Duksung Co., Korea), and catalyst (DS-E1, Duksung Co., Korea) were used as a polyurethane adhesive. A warp knitted fabric and high-density circular knitted fabric were selected as the base substrates for the artificial leather. The warp knitted fabric was fabricated by polyester yarn, which had a course and wale density of 7 ± 1 CPI (course per inch) and 6 ± 1 WPI (wale per inch), respectively. Also, high-density circular knitted fabric was fabricated by polyester yarn, which had a course and wale density of 48 ± 1 CPI and 24 ± 1 Weft per WPI, respectively. Figure 1 shows the surface morphology of the warp knitted fabric and high-density circular knitted fabric. Table 1 summarizes the high-density knitted fabric and warp knitted fabric.

Surface morphology of the (a) face side of the warp knitted fabric, (b) back side of the warp knitted fabric, (c) face side of the high-density circular knitted fabric, and (d) back side of the high-density circular knitted fabric.
Properties of the high-density circular knitted fabric and warp knitted fabric manufactured by polyester yarn.

Sample preparation
To synthesize waxy polyester, polyol and diisocyanate were melted in a vacuum drying oven (C-DVA1, Changshin-science Co.) at 60°C for 3 h. The polyester polyol/chain extender/catalyst was weighed. The mixed polyester polyol, chain extender, and catalyst were stirred at 300 r/min for 30 s at room temperature using an agitator (EURO-ST P CV, IKA EUROSTAR). Diisocyanate was added to the mixed polyester polyol/chain extender/catalyst and stirred again at 300 r/min for 30 s. The synthesized polyurethane polymer was poured onto a glass plate and cast to a thickness of 0.5 mm using an applicator, and reacted for 130 s at 120°C in a dry-oven (FC-DO-1356, Lab Science) for polymerization. Polyurethane was synthesized at various NCO index (1.0, 1.4, and 1.8) to investigate the mechanical properties of the polyurethane artificial leather according to NCO index. After NCO index was determined, the samples were ripened for 3 days at room temperature and the warp knitted fabric and high-density circular knitted fabric were used to prepare the polyurethane artificial leather. The face side of the warp knitted fabric and the high-density circular knitted fabric was attached with ripened polyurethane film. Figure 2 shows the schematic diagrams of the casting process of the warp knitted fabric and high-density circular knitted fabric polyurethane artificial leather. Table 2 summarizes the polyurethane artificial leather manufacturing parameters and sample code (Figure 3).

Schematic diagrams of the casting process of the warp knitted fabric and high-density circular knitted fabric polyurethane artificial leather.
Polyurethane artificial leather manufacturing parameters and sample code.


Photo of polyurethane artificial leather manufactured by warp knitted fabric and high-density circular knitted fabric.
Characterization
The weight loss of the polyurethane film was measured by TGA on a TA instruments model SDT Q600. Approximately 8 mg of sample was heated from 30°C to 800°C at a heating rate of 10°C/min under a nitrogen atmosphere. XPS was performed using a Thermo-scientific Co. Model K-Alpha. The analytical conditions were kept at 298 K under ultra-high vacuum of 5 × 10−6 mbar or less; the energy of the Al Kα X-ray source used was 1486.6 eV. FT-IR spectroscopy (Perkin Elmer Co. model Spectrum 100) was performed to measure the changes in chemistry and functional groups of the samples according to the NCO index and base substrates. The infrared transmittances from 450 to 4000 cm−1 were measured at a resolution of 4 cm−1. The surface morphology of the polyurethane particles was examined by scanning electron microscopy (SEM, HITACHI, LTD S-4100) at a magnification of ×40.
The tensile and peel properties were measured at room temperature using a universal test machine (Oriental Co., OTT-00-series). The tensile strength was measured according to ASTM D-5034 at a crosshead speed of 300 mm/min, and the tensile test direction was warp direction. The dimensions of the sample were 150 mm in length, 70 mm in width, and 1 mm in thickness. The peel resistance of the adhesive and substrates was measured by a T-peel test according to ASTM D-1876. The specimen dimensions were 20 mm in width, 230 mm in length, a pre-crack length of 50 mm, and 1.5 mm in thickness; the crosshead speed was set to 254 mm/min.
Results and discussion
Thermal properties of the polyurethane artificial leather with NCO index and base substrates
TGA was used to examine the thermal properties of the polyurethane film. Figure 4 presents the weight loss curve of the polyurethane film. All thermo-grams show a two-step degradation profile in which the second step is prominent, which starts above 350°C. The first step decomposition temperature corresponds to urethane/urea bonds breaking, while the second step is due to the decomposition of polyol soft segments.6,18,19 The first decomposition temperature is in a range between 300°C and 350°C. At this temperature, the cleavage of urethane and urea linkages to polyol, amine, and isocyanate occurred as well as the decomposition of polyol itself.7,20 The second stage of decomposition was around 350°C to 500°C. With increase in NCO content, this second stage was more obvious. At the beginning of the heating process, the cross-linking reaction occurred and compact structures formed. At a sufficiently high temperature, these structures started to decompose.7,20,21 At this temperature region, the urethane bonds synthesized from polyol and diisocyanate were broken and decomposition of the polyol proceed. Most of the molecules were decomposed at approximately 500°C. As shown in Figure 4, the weight loss of polyurethane had similar curves according to the NCO index, and there was a slight difference in the specific region. NCO 1.8 polyurethane film with high NCO index had higher decomposition temperature and higher residual weight than NCO 1.0 polyurethane film. We assume that as the NCO index increases, the hard segment in total polyurethanes increases, and the crosslinks are relatively large, consuming more energy to decompose. Moreover, surpluses of diisocyanate can form dense cross-linked structures that are thermally more stable. 7
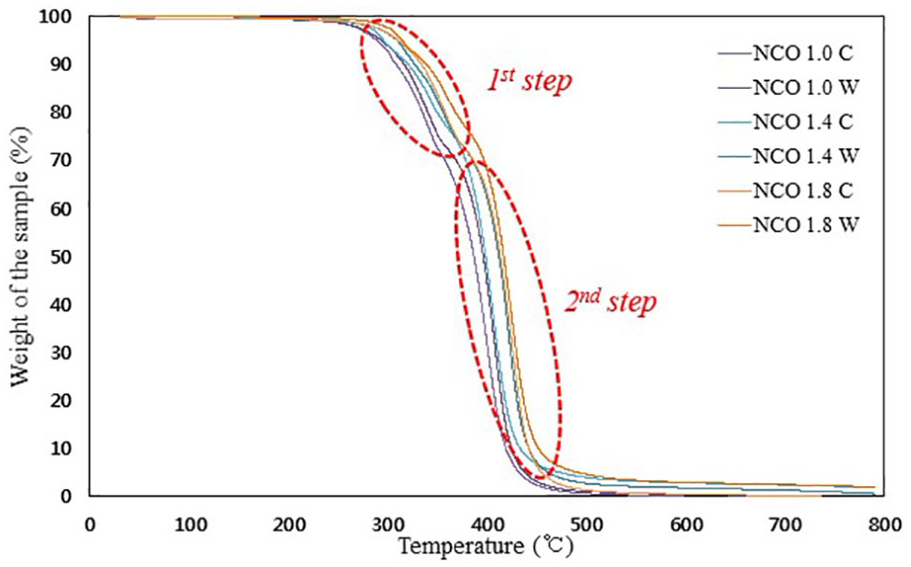
TGA weight loss curves of polyurethane films with different NCO index and base substrates.
Chemical properties of the polyurethane artificial leather with NCO index and base substrates
XPS was performed to analyze the chemical changes to the polyurethane film according to the NCO index and base substrates. As shown in Figure 5, O1s peaks were detected at the 534-eV region, N1s peaks were detected at 400.9 eV, and C1s peaks were detected at 284.6 eV. As a result, the peaks of each region increased with increase in NCO index. This is because the addition of diisocyanate increases the NCO functional group. The presence of a large amount of NCO functional groups suggests that the chemical adhesion properties improved due to the polyurethane was bonded to the substrates.

XPS curves of the polyurethane films with different NCO index and base substrates.
The functional groups of polyurethane films were examined by FT-IR spectroscopy. As shown in Figure 6, the following functional groups of a particular polyurethane film were observed: 3100–3150 cm−1 (N–H); 3100–3200 cm−1 (O–H); 2270 cm−1 (N=C=O); 1700 cm−1 (C=O); 1640 cm−1 (NH–C(=O)–O); and 900 cm−1 (C–H). The C–H peak in the 900-cm−1 region showed a slight decrease with increase in NCO index but no significant difference was observed in the other peaks. However, the NCO index of the polyurethane film increases, it can be seen that the NCO functional groups (2270 cm−1) increases. This means that potentially lot of unreacted functional groups can bind to the base substrates such as warp knitted fabric and high-density circular knitted fabric. We assume that the chemical interaction between the NCO functional group and the base substrates has significant effect on the mechanical properties of the polyurethane artificial leather.

FT-IR spectra of polyurethane films with different NCO index and base substrates.
Morphological properties of the polyurethane artificial leather with NCO index and base substrates
Figure 7 shows the SEM images of the side cross section of the polyurethane artificial leather specimens with different NCO index. As shown in Figure 7(a) and (d), the side cross section of the NCO 1.0 C and NCO 1.0 W polyurethane artificial leather specimens indicates that the polyurethane film and the base substrates were only attached local area. We assume that this is due to the poor chemical interaction between the polyurethane film and the base substrates. On the other hand, as shown in Figure 7(b) and (e), it can be seen that the combined area of the polyurethane film and the base substrates has increased, and that the polyurethane has penetrated into the base substrates. This indicates the enhancement of the chemical interaction between the polyurethane film and base substrates. Figure 7(c) and (f) indicates the SEM images of the NCO 1.8 C and NCO 1.8 W polyurethane artificial leather side cross section. It can be seen that the combined area of the polyurethane film and the base substrates has increased compared to NCO 1.4 C and NCO 1.4 W polyurethane artificial leather. This indicates superior chemical interaction between the polyurethane film and the base substrates.
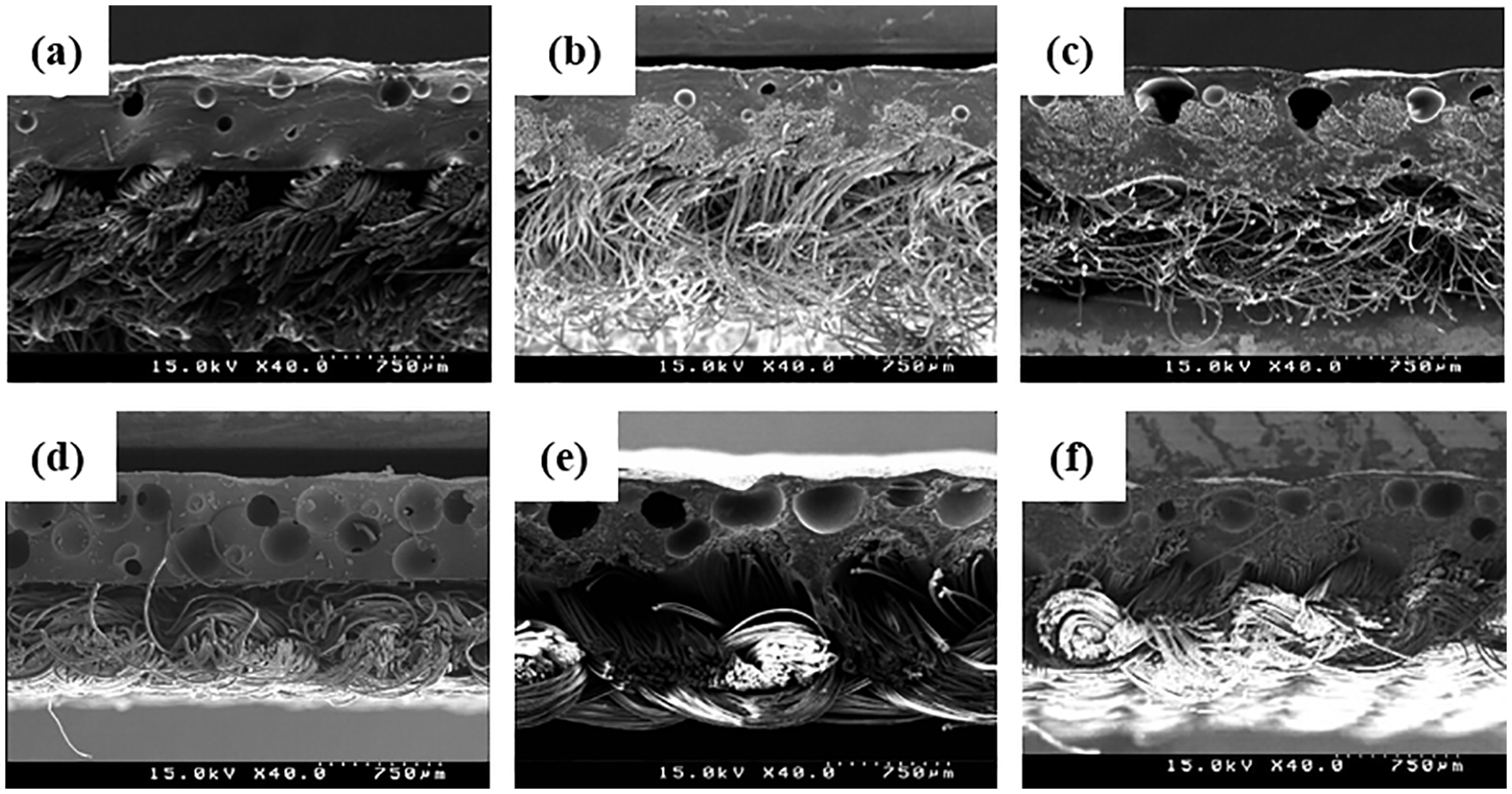
SEM images of the side view of polyurethane artificial leather with different NCO index and base substrates: (a) NCO 1.0 C, (b) NCO 1.4 C, (c) NCO 1.8 C, (d) NCO 1.0 W, (e) NCO 1.4 W, and (e) NCO 1.8 W.
In addition, SEM images were taken to examine the NCO index and polyurethane morphologies in more detail. As shown in Figure 8, it was observed that the surface morphologies become rough as the NCO index increases. In the case of NCO 1.8, open cells were formed on the surface, and the surface roughness of the sample was increased because the polyurethane changed from soft to hard as the polymer chain formed more complex three-dimensional network by intermolecular cross-linking.
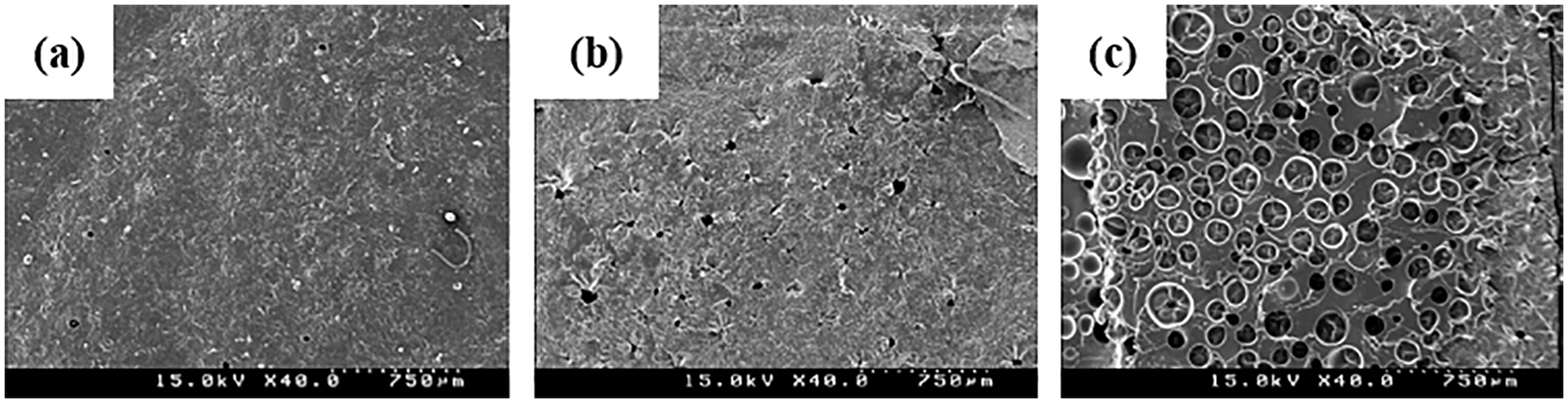
SEM images of the surface view of polyurethane artificial leather with different NCO index: (a) NCO 1.0, (b) NCO 1.4, and (c) NCO 1.8.
Mechanical properties of the polyurethane artificial leather with NCO index and base substrates
Tensile tests were carried out to determine the effects of the NCO index and base substrates on the mechanical properties of polyurethane artificial leather. As shown in Figure 9, the NCO 1.0 C, NCO 1.4 C, and NCO 1.8 C polyurethane artificial leathers showed the higher increase in 20%, 15%, and 26% in tensile strength, respectively, compared with those of the NCO 1.0 W, NCO 1.4 W, and NCO 1.8 W polyurethane artificial leathers. In addition, the tensile modulus of NCO 1.0 C, NCO 1.4 C, and NCO 1.8 C polyurethane artificial leathers were 30%, 57%, and 40% higher than the NCO 1.0 W, NCO 1.4 W, and NCO 1.8 W polyurethane artificial leathers, respectively. This indicated that the mechanical properties of polyurethane artificial leather manufactured by high-density circular knitted fabric were superior than those of the polyurethane artificial leather manufactured by warp knitted fabric.

The tensile strength and tensile modulus of the polyurethane artificial leather according to the NCO index and base substrates.
In addition, in case of high-density circular knitted fabric–based polyurethane artificial leather, the tensile strength of the sample with a NCO index of 1.0, 1.4, and 1.8 was 12.90, 17.55, and 24.53 MPa, respectively. In case of warp knitted fabric–based polyurethane artificial leather, the tensile strength of the sample with a NCO index of 1.0, 1.4, and 1.8 was 10.75, 15.20, and 19.37 MPa, respectively. It was found that higher index increased tensile strength and tensile modulus. We assume that the polyurethane with a high NCO index predominantly comprised the hard segments, and the property changes from soft to hard polyurethane because of its influence on the mechanical properties of artificial leather. Also, unreacted NCO functional groups were chemically reacted with the base substrates to increase cross-linking, this may suggest that tensile strength and elastic modulus are more strongly influenced by the increase in number of stiffer and stronger urea linkages relative to polyurethane linkages at higher NCO index. 5
The T-peel test was carried out to determine the effects of the NCO index and base substrates on the mechanical properties of polyurethane artificial leather. As shown in Figure 10, in case of circular knitted fabric–based polyurethane artificial leather, the peel load of the sample with a NCO index of 1.0, 1.4, and 1.8 was 12.55, 17.37, and 12.77 kgf, respectively. Also in case of warp knitted fabric–based polyurethane artificial leather, the peel load of the sample with a NCO index of 1.0, 1.4, and 1.8 were 9.64, 11.66, and 9.20 kgf. As the NCO index increased, the peel load was increased. This is because since the total surface free energy, that is, the wettability of polyurethane increased with the NCO index 140, the peel strength can be expected to increase with the hard segment content and the large amount of the unreacted NCO functional groups and superior adhesion between polyurethane film and base substrates. However, beyond the maximum value, the peel load de-creased abruptly in the case of NCO 1.8 C and NCO 1.8 W. This may be due to the effect of residual stress produced by a shrinkage of the polyurethane artificial leather. 22

The peel load of the polyurethane artificial leather according to the NCO index and base substrates.
Conclusion
This study examined the thermal, chemical, and mechanical properties of polyurethane adhesives according to NCO index and base substrates. Polyurethane artificial leathers were manufactured by polyester polyol (B-0912A), diisocyanate (B-0935B), chain extender (DS-134D), and catalyst (DS-E1). TGA curves show the thermal properties of the polyurethane films, and indicate the two-step degradation profile. As NCO index increases, the hard segment in total polyurethanes increases, and the crosslinks are relatively large, consuming more energy to decompose and surpluses of diisocyanate can form dense cross-linked structures that are thermally more stable. FT-IR spectroscopy and XPS showed that amount of unreacted NCO functional groups and degree of cross-linking increased with increase in NCO index, and that the material changed from soft to hard. FT-IR spectroscopy revealed an increase in the N=C=O functional group with increase in NCO index, and it is expected that the mechanical properties would be significantly different due to the presence of the N=C=O functional group. SEM images show the combined area and penetration depth of the polyurethane film and the base substrates. As NCO index increases, the combined area and penetration depth of the polyurethane artificial leather increase. The tensile test showed the tensile strength and tensile modulus of the polyurethane artificial leather. It was found that higher NCO index increased tensile strength and tensile modulus. Polyurethane with a high NCO index predominantly comprised the hard segments, and the property changes from soft to hard polyurethane because of its influence on the mechanical properties of artificial leather. The mechanical properties of circular knitted fabric polyurethane artificial leather were superior than warp knitted fabric polyurethane artificial leather. Also, T-peel test showed the peel load of the polyurethane artificial leather. It was found that higher NCO index increased peel load. However, in case of NCO index 1.8, the peel load decreased because of the effect of residual stress produced by a shrinkage of the polyurethane artificial leather.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Technology Innovation Program (10070173) funded by the Ministry of Trade, Industry & Energy (MOTIE, Korea).