
Abstract
In this paper laminated composites with woven fabric on the front side, polyurethane foam (PU) in the middle and knitted fabric on the back side were analyzed. These materials are widely used in the automotive industry, medicine, protection activities and other groups of technical textiles Based on analyses and problems encountered in practice, the hypothesis was made that the speed of joining the components into a laminated composite influences the needle penetration force and finally the seam quality when sewing. Investigations were performed using three GB needle systems, two PU thicknesses (2 and 4 mm) and three joining speeds (30, 35 and 40 m/min). According to the results obtained, it can be concluded that higher joining speeds determine lower penetration forces. By systematic analysis of the sewing seam the deformation of laminated composites occur at stitch points, which is caused by hardened PU residues after the lamination of components to a composite. Heating the needle during sewing resulted in partial melting of PU and adhesion of needle to the material is penetrating through which means damage to the needle and seam. This negative occurrence is more pronounced at lower bonding speeds, for higher PU thickness and thicker needle. Based on the results obtained it can be claimed that bonding speed, polyurethane thickness (PU) as well as needle type affected the penetration forces of sewing and seam quality.
Keywords
Introduction
Laminates are 3 D flat products consisting of several different materials that together form a composite with specific properties important for their use. In this paper, laminated composites containing two textile fabrics (woven fabric and knitted fabric) and PU, which is inserted into a sandwich of textile materials, are investigated. The complexity of these composites begins with the production of individual components, their successful thermal bonding into a laminated composite, and joining of cutting parts with a strong and high-quality sewn stitch. Thermal lamination is used to join these flat products into one unit. The properties of the individual components are transferred to the final composite, which now acts as a single unit with targeted properties and has the advantage over any single-layered flat product. The materials used in the final laminated composite can have a number of adversely effects on the laminating process and sewing arising from their different individual properties. The first problem arises when optimizing the speed of gradual thermal bonding of components, i.e., when firstly bonding the semi-composite knitted fabric + PU and then the composite woven fabric + PU + knitted fabric (Figure 1). The quality and strength of bonding the components is affected not only by the temperature and thickness of the PU, but also by the speed at which the joining or bonding process of the components occurs. Due to the lack of attention paid to bonding of components, it often happens that the intensity of bonding is insufficient or excessive. This is due to deviations in process speeds or temperatures.

Composite material for carseat covers (woven fabric+polyurethane foam+knitted fabric).
Higher speeds affect poorly joined components, which is noticeable in the separation of textile components from polyurethane during use, reducing their durability and impairing the aesthetic appearance. Such a composite cannot be subsequently corrected and represents one of the main reasons for the poor quality of the final product.
Likewise, lower bonding speeds result in a longer bonding process, i.e. longer dwelling of the material at high temperatures results in an excessive bonding intensity and thus a damage to the components. Inadequately or excessively bonded components cannot always be observed visually on the material, so that continuous monitoring of all process parameters and sample analysis is required [1–4].
Joining and optimizing the components to form a composite material is one of the most important prerequisites for the production of a high-quality laminated composite. One of the most demanding tasks in the production of laminated composites is to join the cutting parts qualitatively without damaging the material at the sewn seam [5–9].
The aim of sewing cutting parts is not only to join the cutting parts, but also to achieve the most approximate properties of the material in stitched places with seamless materials. At the stitch points of the seam the needle must not damage the material and cause a greater displacement of threads and fibers in the material. The optimization of the thread tension and the appropriate needle type and gauge help to minimize damage to the material at the stitch point.The strength of the composite material in the seam is usually lower than the average strength of the seamless material, so that sewn points are critical points, especially if they are also bending points [10–16].
The seam place is due to its multiple thickness in comparison to the rest of the material exposed to greater abrasion which further contributes to the faster weakening of the seam [13,17–19].
In this paper the influence of the bonding speed, the needle type and the PU thickness on the penetration force is investigated and their most optimal values are determined. Special attention is paid to the seam quality and the effect of the bonding speed on penetration forces and seam quality. The research is based on the PU problem, which by heating becomes a sticky mass and by cooling becomes an impenetrable and strong solid that remains on the needle and material. The effects of this phenomenon in sewing laminated composites are investigated. The process speed when joining the components is optimized on the basis of the separation forces of the components and the lowest penetration forces of the needle. By using different needle types, the needle for the highest seam quality is selected. The results of these investigations contribute to the quality of the sewn seam and the influence of thermal bonding of textile composite components with PU on the seam. Joining laminated textile composites with PU, which is still the only possible way of joining with a sewn seam, has not yet been sufficiently researched in the scientific literature, although this is the biggest problem in their usage, e.g. for car covers in vehicles (cars, aircrafts, trains, etc.). Strict requirements determine their exceptional resistance to multiple loads, especially at seams. The establishment of their longevity as well as the vehicles are the commitment for a continuous and intensive development in the improvement of laminated textile composites with PU [20–22].
Materials and experimental
Materials
This investigation is possible and reproducible under adapted manufacturing conditions used for this research. The properties of the developed high-quality woven fabric on the face of the laminate, the knitted fabric on the back, and PU as the middle component of the laminated composite were examined. The thermal bonding of the components into a laminated composite was carried out at three different process speeds of the material passage through the machine (30, 35, 40 m/min) and with two PU thicknesses (2 and 4 mm). The separation force of the individual components was tested on the samples obtained of the laminated composite: woven fabric from PU + knitted fabric, and knitted fabric from PU + woven fabric. The penetration forces were tested for all the types of samples, i.e. bonding speeds and PU thickness.
Fabrics
Woven fabric. Woven fabric was made using Rapier weaving machine with electronic dobby S220, Dornier. Raw material composition: 100% polyester (PES) multifilament, weave structure: Twill weave, warp/weft density 29/20.5 (threads/1 cm), count of warp/weft: dtex 620 f 144/dtex 167 f 48 × 3.
Knitted fabric. Knitted fabric was made using Terrot knitting machine: S296-1; E28 30″. Raw material composition: 100% polyester (PES) multifilament,knitted fabric structure: Single Jersey 1:1 floated, course and wale density: 13/11 (per one cm), yarn count: dtex 83f36.
The analyzed physical-mechanical properties of woven and knitted fabrics are shown in Table 1.
Fabric properties.

L: lengthwise; W: widthwise.
Polyurethane foam (PU)
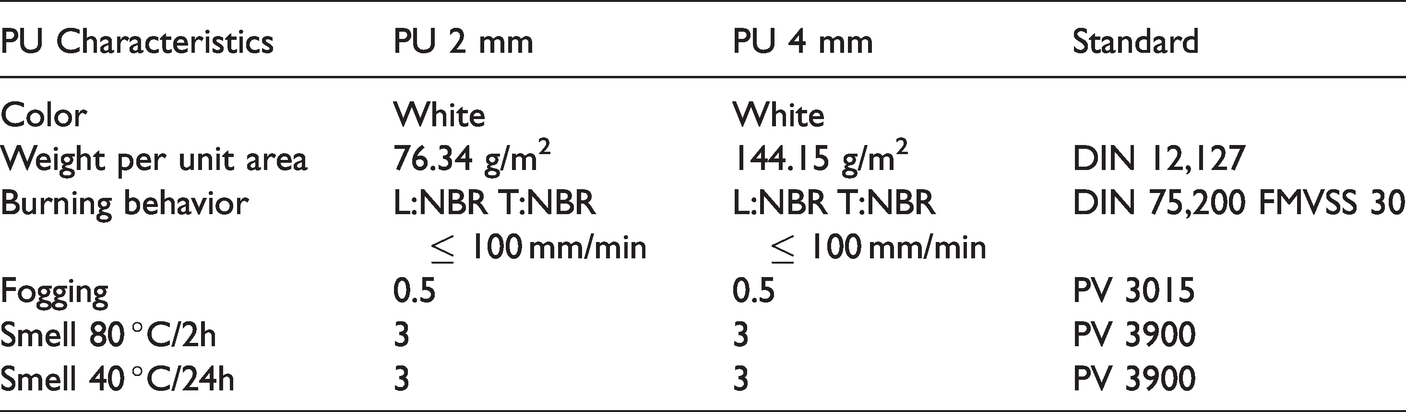
The laminating machinery used for the production of PU laminates in two different thicknesses (2 mm and 4 mm) was a Schmid machine, model 1281/2200. PU properties were determined according to standards shown in Table 2.
PU properties.
Lamination and sewing process/experimental
Lamination process
Flame lamination is a process used for flexible materials such as PU with textile materials (woven and knitted) and in this case double-sided. In the first process, the PU is heated on one side to create an adhesive surface to which the knitted fabric is bonded by passing between the rollers. The scrim fabric (knitted polyester) controls stretchability and serves as adhesive bonding during sewing. In the second process, the PU is heated on the other side and the fabric is bonded. Three separate fabrics were merged to build a laminate. This component bonding process is cost-effective, environmentally friendly and enables material recycling [20,23]. When heated, the PU becomes a binder and does not require additional costs due to the use of additional chemicals. This process requires precise control of the heating intensity of the PU to achieve a tight connection between the components without heating the PU too much or too little. The bonding intensity is regulated by the speed of the PU passing through the burner, while the bonding temperature and pressure do not change for the same PU thickness. The temperature of the burner is constant, amounting to about 1000 ° C, and the temperature of the bonding rollers is about 600 °C. Fabric and PU are bonded by pressing the rollers, i.e. by the gap between the rollers. For 2 mm thick PU the roller gap was 1.4 mm, and for 4 mm thick PU the roller gap was 3.3 mm. The gap between the bonding rollers depends on the thickness of the PU and is always 0.6–0.7 mm smaller than the thickness of the PU, which ensures a firm bond between the fabric and the PU at optimum speed. The analyzed physical-mechanical properties of semi-composites and final composites are shown in Table 3. Properties of semi- and final composites was not significantly different among bonding speed, thus, the paper presents the properties for 30 m/min bonding speed.
Physical-mechanical properties of semi- and final composites for 30 m/min bonding speed.

Sewing process and testing
At the Institute of Textile Technology and Process Engineering in Denkendorf, Germany, G Buhler and L. Hennrich developed a measuring system (ITV measuring system) to examine certain factors affecting the formation of sewing stitches and seams, with the aim of monitoring the correct functions of the sewing machine that manifests itself in the high quality of the sewing stitch (Figure 2). The measuring system makes it possible to measure the penetration force of the sewing needle, thread tension force and the horizontal and vertical force of the presser foot of the sewing machine. Such measuring device for measuring needle penetration forces is located at the University of Zagreb Faculty of Textile Technology at the Department of Clothing Technology in the Laboratory for Anthropometric Measurements and Design of Clothes (Figure 2) and was used in the investigation.

Measuring instrument of sewing needle penetration force on the sewing machine.
This measuring system consists of a universal double lockstitch sewing machine, Pfaff 1053, with a stitch speed of up to 6000 stitches/min.
Data processing is done in the program Nemess 5.0, which statistically processes the measurement signals and graphically displays penetration forces [24].
Testing
Based on the defined test conditions, the results are divided into two groups: Results of the separation force testing of the laminated composite components Results of testing the sewing needle penetration force.
Measuring instruments and test conditions when sewing composites
Pellizzato/Tinius Olsen tensile tester H5KS according to standard ISO 13934-1. Dino-lite, digital microscope, magnification: 10x, 50x, 200x, https://dino-lite.eu/index.php/en/.
Results of the separation force testing of the laminated composite components
Figure 3 shows the separation images of the woven fabric from PU + knitted fabric where Figure 3(a) represents the image with bonding speed 30 m/min, Figure 3(b) bonding speed with 35 m/min and Figure 3(c) bonding speed with 40 m/min.

Separation of woven fabric from PU and knitted fabric with bonding speed: (a) 30 m/min (b) 35 m/min, (c) 40 m/min.
Figure 4 shows the separation images of the knitted fabric from PU + woven fabric where Figure 4(a) represents the image with bonding speed 30 m/min, Figure 4(b) bonding speed with 35 m/min and Figure 4(c) bonding speed with 40 m/min.

Separation of knitted fabric from PU and woven fabric with bonding speed: (a) 30 m/min (b) 35 m/min, (c) 40 m/min.
The separation forces for each sample and correlation coefficients R2 are shown in Table 4.
Separation forces of laminated composite components for each PU thickness and bonding.
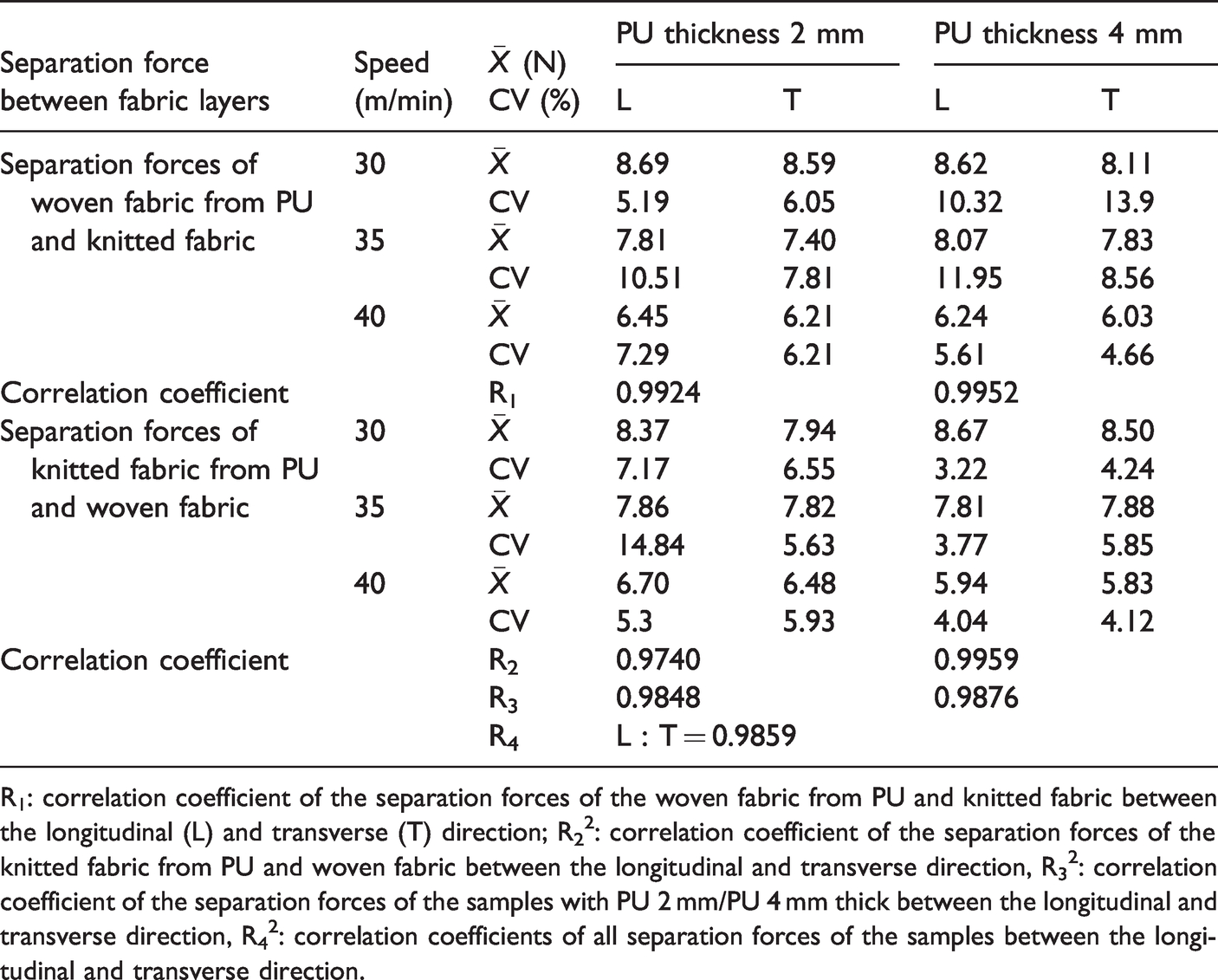
R1: correlation coefficient of the separation forces of the woven fabric from PU and knitted fabric between the longitudinal (L) and transverse (T) direction; R22: correlation coefficient of the separation forces of the knitted fabric from PU and woven fabric between the longitudinal and transverse direction, R32: correlation coefficient of the separation forces of the samples with PU 2 mm/PU 4 mm thick between the longitudinal and transverse direction, R42: correlation coefficients of all separation forces of the samples between the longitudinal and transverse direction.
Results of testing the sewing needle penetration force
The manufacture of extremely hard materials has placed very high demands on sewing machine needles. Needle deflection, glued-up needle holes are typical application issues. Figure 5 shows needle parts with PU residues and impurities glued to the needle tip and in the needle eye.
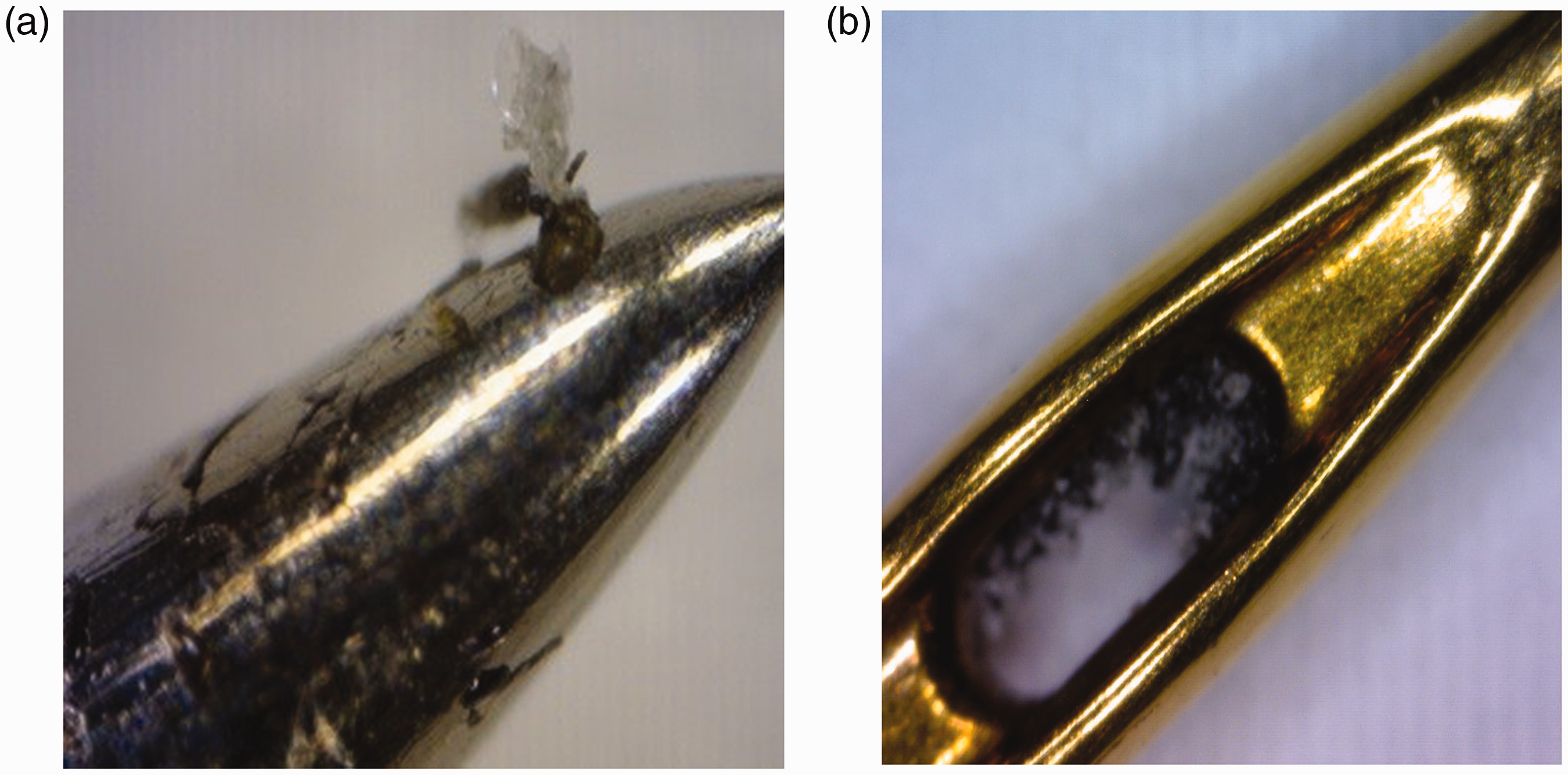
Sewing needle NM110R with PU residues and impurities: (a) firmly glued PU residue close to the needle tip, (b) firmly glued mixture of PU residue and waste fibers in the needle eye.
During stitch formation laminated composites being stitched is exposed to mechanical damage. The damage is apparent immediately after the needle penetrates the composite. Figure 4 shows the needle penetration through the single-layered laminated composite with PU pulling through the knitted fabric (Figure 6(a)) and PU residues inside the seam between the fabrics (Figure 6(b)).

Penetrated place; (a) When penetrating the needle pulls also PU, (b) PU residue at the penetrated place.
The interaction between needle and the laminated composite cause different types of damages such as: friction between fabric yarns and needle, rupturing of fabric yarns due to the collision with the needle point, thermal aggression of needle to the fabric, etc. High speed machines produce high needle temperature, leading cause of fabric damage. This problem can be reduced by using coatings and other options to minimize problems related to needle penetration [25]. In this paper, three Lockstitch sewing machine needles from Groz Beckert were used: GB system 134-35, point style R with Chromium coating, needle size 110 GB system 134, point style R with titanium nitride (Gebedur®) surface coating, needle size 110 GB system 134 SAN 6, point style RG (round point with slightly rounded tip) with titanium nitride (Gebedur®) surface coating, needle size 110
Using the ITV measuring device (Figure 2) for tests during sewing: sewing needle penetration forces for different needle types and different PU thicknesses, results were obtained which define the qualitative properties of the sewn seam on complex laminated composites.
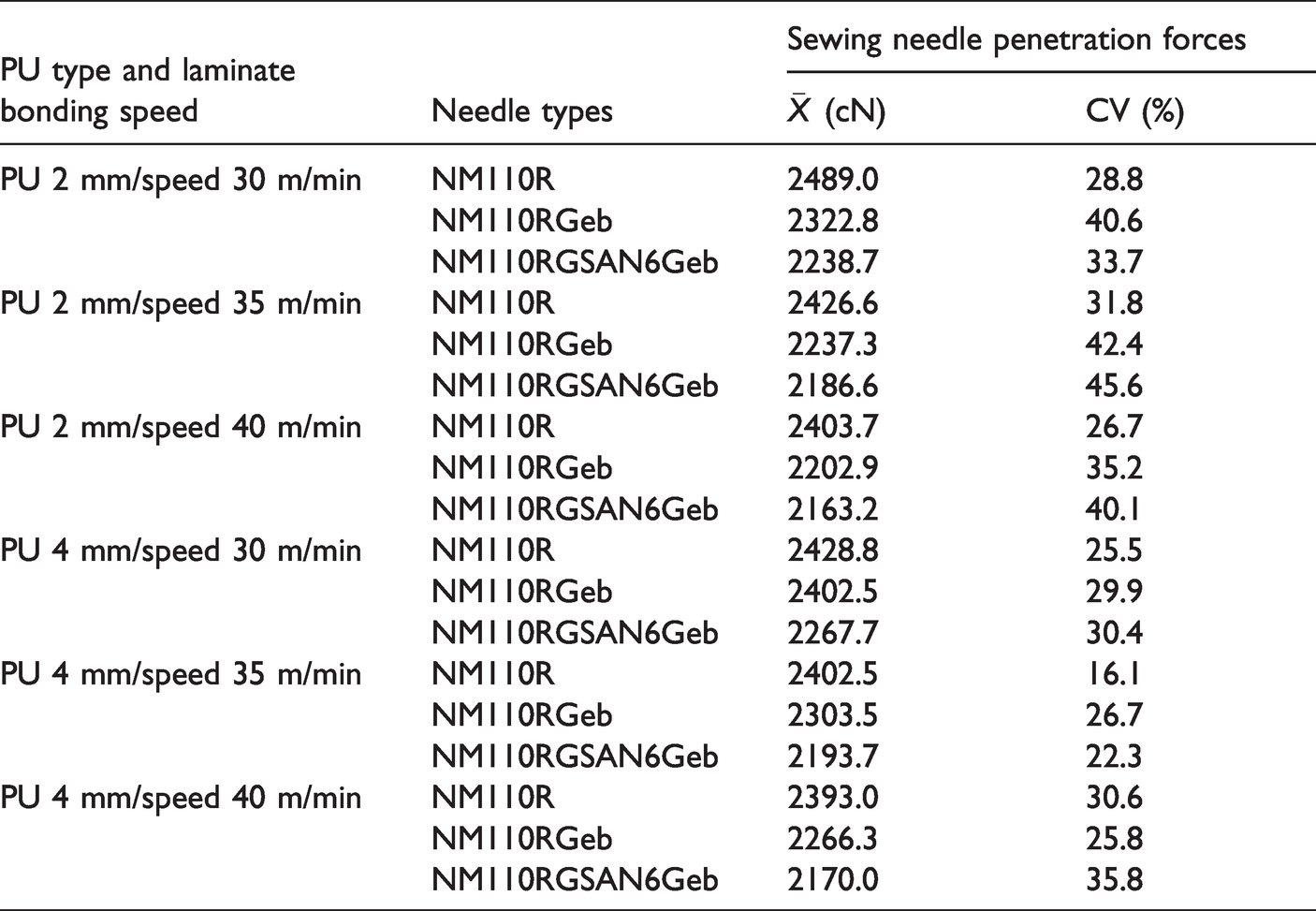
Table 5 shows average values (
An example of drawing a diagram of the penetration forces (F) during sewing for one revolution of the main shaft is shown in Figure 7.

Sewing needle penetration force influenced by material thickness, bonding speed and needle point styles.
Figure 8 shows penetration forces (F1) and separation forces (F2) with approximated curves of the second-degree polynomial.

Penetration forces (F1) and separation forces (F2). L: longitudinal direction; T: transverse direction; 2mm, 4 mm – PU thickness; R, RGeb, RGSAN6Geb: needles designation; WF: woven fabric (fabric separation from PU + knitted fabric); KF: knitted fabric (knitted fabric separation from PU+woven fabric).
Figure 9 shows the relationship between the penetration forces and the bonding speed with prominent surfaces that limit the values obtained.

Penetration forces (F1) and bonding speed (v) with prominent surfaces per needle types.
Discussion/analysis
Depending on the results obtained in the experimental part (Tables 1 to 5 and Figures 3 to 9), the following can be concluded:
Sewing needle penetration forces.
Tables 1 and 3 present the results of testing breaking forces, elongation at break, mass per unit area and material thickness during the bonding process of components to a composite, while Table 2 shows PU properties. The greater thickness of the PU and the longitudinal direction of the samples affected the increase in breaking force and elongation at break. The process of bonding the components affected the thickness of the composite material by reducing the PU thickness by 0.6-0.7 mm through melting.
Figures 3 and 4 shows images of the separation process of the samples in 50x magnification, taken with the Dino-lite electron microscope during the component separation. The difference among bonding speeds can be observed by comparing the images. At lower speeds, the thermal bonding process took longer per unit length, so that the PU on the surface melted more strongly with the adhesive mass, which penetrated faster and in a greater quantity through the pores of the woven and knitted fabric into the adhesive mass and thus bonded more intensively. The melted PU was then bonded to the woven or knitted fabric and created additional resistance by cooling as the sewing needle penetrated the material.
Table 4 presents the results of separation forces at the bonding speeds of the components into a composite in the longitudinal (L) and transverse (T) direction. According to the results obtained, it was found that the separation forces were higher at lower bonding speeds and lower PU thickness. By increasing speed, the separation forces decreased in all samples. The separation force was almost always higher in the longitudinal direction of the samples, indicating that the bonding direction affected the separation force. The correlation coefficient between the longitudinal and transverse separation forces was high, ranging from R = 0.9740 (separation forces of the knitted fabric from 2 mm thick PU and woven fabric) to R = 0.9995 (separation forces of the knitted fabric from 4 mm thick PU and woven fabric).
When sewing, friction is created between the material and the needle, especially between the PU and the needle. The needle creates more resistance by passing through the PU than by passing through the woven or knitted fabric. This is because it remains in longer contact with the needle, which damages both the surface and the material due to the larger diameter of the needle. Likewise, longer contact of the PU with the heated needle results in surface damage of the needle and material, especially of the PU inside the laminated composite. Increasing the temperature of the PU in contact with the needle causes its transition into a tacky state so that it sticks to the needle and damages it on the surface (sewing needle designation NM 110, Figure 5(a)). An additional problem is the anchoring of impurities from PU residues and fibres in the needle eye (Figure 5(b)), which interfere with the passage of the thread and further impair the appearance of the seam with its residues in the material.
Since the penetration of the sewing needle through the PU is more difficult in comparison to the woven and knitted fabrics, the PU is pulled through the following layers of these fabrics (Figure 6(a)). The needle becomes thicker, causing more damage not only to the PU but also to the other components in the composite. All this results in more friction between the needle and the material. The needle is no longer smooth and clean, so PU residues and short fibers with other impurities remain permanently in the composite layers at the stitch points (Figure 6(b)).
The sewing needle penetration forces, when sewing different laminated composites with different types of sewing needles, are listed in Table 5. According to the results obtained, it can be established that the PU thickness, the bonding speed of the components used to produce a laminated composite and the needle type affected penetration forces. Higher PU thickness did not always affect higher penetration forces in all tested samples. Lower bonding speeds affected higher penetration forces. This means that at lower speeds the PU melted more and then stiffened, thereby giving the needle even more resistance as it passes through the material. The needle designated NM110 R had the highest penetration forces compared with the other two needle types in all tested samples. The needle designated NM 10RGeb ranked second. The needle designated NM110RGSAN6Geb had the best results with the lowest penetration forces.
According to the diagram for monitoring the penetration force per shaft revolution, three peaks created by higher penetration forces can be observed (Figure 7). The first and highest peak is created when the needle passes through the material and penetrates it, and the other two peaks are created when the needle passes through the material with its shank and when the upper thread wraps around the lower thread and creates a loop.
The relationship between the sewing needle penetration force and the separation force of the components is shown in Figure 8. According to the approximated curves of the second-degree polynomial, a certain correlation between the penetration forces and the separation force is visible. The above presentation allows the interpretation of other parameters, such as differences between needle type and separating components (WF and KF). There is also a certain overlapping area of penetration forces that stand out between the needles designated with NM110RGSAN6Geb (green) and NM110RGeb (brown), which also had the greatest variations of penetration forces.
The relation between the penetration forces and the bonding speed is shown in Figure 9. Surfaces bounded by the obtained results of the penetration forces and the bonding speed show deviations of penetration forces according to the bonding speeds. Higher bonding speeds show lower penetration forces for all three needle types. The largest deviations were recorded for the needle type designated NM110RGeb, and the smallest deviations were recorded for the needle type designated NM110RGSANG6Geb. Finally, it can be stated that in all analyzes the needle designated NM110RGSAN6Geb obtained the best results, the needle designated NM110RGeb ranked second, and the worst results were recorded for the needle type designated NM110R. The correlation coefficient between penetration forces and bonding speed increases at lower penetration forces, ranging from R2 = 0.602 to R2 = 0.8835.
Conclusion
The final results obtained by thermal joining of the components into a laminated composite at different speeds, PU thicknesses and different needle types are: The separation force of the woven fabric from PU+knitted fabric is higher than the separation force of the knitted fabric from PU+woven fabric for all samples in both directions and both PU thicknesses. The higher cover factor of the fabric compared to that of the knitted fabric allowed a stronger bond with the PU, so that a higher separation force is necessary. A lower thickness of the polyurethane and a lower speed of thermal joining result in higher separation forces. The separation force is higher in the longitudinal direction of the sample, which indicates that the bonding direction influenced the bonding intensity. A higher bonding speed caused a lower separation force. Correlation coefficient between the longitudinal and transverse separation forces, and between the separated components is very high. Needle type considerably affects penetration forces and seam quality. The friction between the material and the needle, especially between the PU and the needle, causes the needle to heat up, resulting in surface damage to the needle and the material at the stitch point. Higher PU thickness did not cause higher penetration forces. Lower bonding speeds affect the higher surface dissolution of PU, which ultimately leads to a higheramount of solids, and therefore results in higher penetration forces Separation forces and penetration forces show some correlation; greater separation forces led to greater penetration forces. These results confirm that a lower bonding speed results in a higher separation force, but also in higher penetration forces. From the results obtained it can be concluded that the needle with the designation NM110RGSAN6Geb achieved the best results, the needle with the designation NM110 R ranked second and the worst results were obtained using the needle with the designation NM110 R. High speed machines produce high needle temperature, leading cause of fabric damage. This problem can be reduced by using coatings and other options to minimize problems related to needle penetration. By selecting the appropriate needle, both the penetration forces and the damage to the material are considerably reduced, thus ensuring high-quality seams. To achieve optimum results in seam quality, specific material properties and sewing needle functions should be integrated together.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work has been fully supported by Croatian Science Foundation under the projects lP-2018-01-3170 Multifunctional woven composites for thermal protective clothing.