
Abstract
Every day, millions of plastic and polyethylene terephthalate bottles are being thrown away by people. This leads not only to the reduction of landfills and increase in environmental problems but also to pollution of marine and oceans that affect the lives of many living things. Therefore, recycling of waste polyethylene terephthalate bottles with recycling technologies has great environmental importance. In this study, recycled polyester yarns obtained by recycling waste polyethylene terephthalate bottles and standard polyester yarns were used in staple forms, as well as binder and pile yarns of the chenille yarn structure. In this context, 16 different chenille yarns were produced and the production parameters such as rotor speed, spindle speed, and pile density are kept constant by selecting the appropriate values. Then, these chenille yarns were used as weft to produce upholstery fabrics. Tensile strength and elongation tests were applied to the upholstery fabrics, and the results were evaluated statistically. As a result of the tensile strength tests and statistical analyses, it is concluded that the weft breaking strength of all types of woven fabrics, which have 100% recycled polyester in the structures of chenille yarns as weft, is slightly decreased compared to other types, but this decrease is not statistically significant. The use of recycled polyester yarns in the structures of chenille yarns, which are widely used in the upholstery sector, will be beneficial in producing more sustainable and eco-friendly fabrics.
Introduction
In recent years, it is seen that environmental problems have increased and some balances have changed. Scientists attribute this to the fact that unsustainable situations are happening. As environmental problems started to threat both the environment and human health, some concepts such as sustainability and recycling have been expressed more frequently. Nowadays, both consumers and companies have become more aware of these issues.
The main purpose of sustainability is to provide maximum benefit by extending the life span of the products. In terms of sustainability, technical and economic requirements as well as the need for waste prevention and recycling are important. In general, recycling technologies can be divided into four groups, such as primary, secondary, tertiary, and quaternary approaches. Primary recycling is the recycling of a product to its original state. Secondary recycling is the recycling of waste into a new product with lower physical, mechanical, and chemical properties which may have a different application from the original state. Tertiary recycling is the conversion of waste to simple chemicals or fuels by pyrolysis, gasification, and hydrolysis. Quaternary recycling is the utilization of the heat generated by the burning of solid wastes. 1
Primary recycling, also known as closed-loop recycling, is the most beneficial recycling method. Closed-loop recycling of textiles involves the collection of post-consumer wastes and the production of yarns from these wastes for use in new products. The main benefit of a closed-loop supply chain is the re-creation of value from used products. The beginning of a closed-loop supply chain is textile wastes and ends with yarn. 2 Today, the most common recycling method is open-loop recycling. Secondary recycling, also known as open-loop recycling, involves recycling the product for a second time in another production system with a different application area. The life cycle of the products is extended and disposal processes are delayed with open-loop recycling. Materials which can be used in open-loop recycling method for textile and garment industry are pre-consumer textile waste (yarn wastes, fabric wastes), post-consumer textile waste (used and disposed by the consumer, secondhand garments, and home textile products) and post-consumer waste polyethylene terephthalate (PET) bottles. 3
It is possible to obtain fiber and yarn (recycled PET/r-PET) from PET bottle wastes released after consumer use by open-loop recycling method. In this mechanical recycling method, waste bottles are collected, cleaned, and sorted according to their color; labels are removed; bottles are converted to PET flakes; and finally, PET flakes are melted, extruded, and spun into polyester filament or staple fiber, called recycled polyester or r-PET. Life cycle of a product used in a different field (food or beverage industry) from the textile industry has prolonged and contributed to the textile and garment industry, thanks to open-loop recycling. 4
Several studies have been carried out on the use of recycling yarns in garments. There are also garment companies in the market that use recycling yarn in their products. The studies related to the use of recycling yarn in textile structures in the literature are summarized in the following.
Telli et al. 5 explained the use of PET flakes in the textile sector in their research. They also gave information about the status of the company producing the fibers using PET flakes. Necef et al. 6 investigated the usability of garments produced from textile wastes. The performance characteristics of the recycled cotton/recycled polyester yarn obtained from the fabric wastes and the same count of cotton/polyester yarns and garments produced using them were compared. As a result of the study, it was determined that there is not a distinctive difference between recycled and virgin garment qualities. Telli and Özdil 7 examined the properties of yarns obtained from r-PET fibers and blends obtained by recycling PET bottle wastes and comparatively investigated their usability in the textile industry. In this study, tensile strength, elongation, evenness, hairiness properties, and imperfection index fault values of yarns spun using nine different blend ratios were measured and their results were evaluated.
Lu and Hamouda 8 examined the latest technologies in the recycling methods. Particular emphasis is given to the dissolution and depolymerization techniques of recycling methods used in the production of PET and nylon fibers. He et al. 9 compared the properties of recycled PET fibers and virgin PET fibers. The results show that the surface morphology of both PET fibers is similar, while recycled PET fibers have a higher tensile strength and greater elongation at break. Eser et al. 10 investigated the assessments of the sustainability of the textile and apparel sector in their studies. They mentioned environmental effects of some fibers, textile wastes, waste management strategies, and recycling methods in textiles. Yüksekkaya et al. 11 investigated the properties of open-end rotor yarns and single-jersey fabrics from virgin cotton, recycled cotton, virgin PES, recycled PES fibers, and blends of these fibers. Atakan et al. 12 focused on improving abrasion resistance of otomotive carpets made from r-PET fibers. The results show that use of 85% r-PET/15% bicomponent PET had almost equal performance in terms of both fiber loss and carpet appearances with carpets consisting of 80% PET/20% bicomponent PET. McCullough and Sun 13 investigated some physical and mechanical properties of fabrics made of recycled PET yarn derived from post-consumer plastic bottles and and make comparisons to an equivalent fabric made of virgin PET. It was concluded that fabrics made from r-PET yarn showed positive results in the tensile strength and abrasion resistance.
Nohut et al. 14 examined some mechanical and physical properties of cotton/r-PET and viscose/r-PET yarns (70%/30% and 50%/50%), which were produced with ring spinning system. Tenacity, elongation, unevenness, imperfection index, and hairiness analyses were performed. Sarıoğlu 15 compared the bursting strength, bursting distension, air permeability, and wale wicking rate properties of single jersey knitted fabrics from r-PET and v-PET, and optimization method was used to determine the optimum blend ratio and manufacturing technology. Uyanık 16 investigated the usage of recycled polyester fiber (r-PET) in different yarn count and blend ratio and determined which count and blend ratio is more suitable for r-PET usage. It is shown that r-PET fiber is suitable for thick yarns, which are especially Ne 10 and Ne 20 as pure and in all blend ratios, and r-PET fiber is suitable if it is used in lower ratios than 65% for Ne 30 yarns, whereas it is suitable if it is used in lower ratios than 35% for Ne 40 yarns.
Another group of home textiles in the textile sector has significant export figures in our country. As a result of the literature study, it has been seen that academic studies on the evaluation and recycling of solid wastes in textile sector are mostly for use in apparel and garment industry and recycling activities for upholstery fabric groups in home textiles are limited. Any academic studies on the use of recycled yarns on chenille yarn structure have not been found, which is a widely used yarn type in the production of upholstery fabrics. Therefore, in this study, recycled polyester (r-PET) yarns obtained by recycling waste PET bottles and standard polyester (PES) yarns were used in staple forms, as well as binder and pile yarns of the chenille yarn structure. Then, these chenille yarns were used as weft to produce upholstery fabrics. The effects of r-PET yarns on the tensile strength and elongation properties of upholstery fabrics were investigated.
Materials and methods
In this study, recycled PET (r-PET) yarns obtained from waste PET bottles and virgin PES yarns were used as binder and pile yarns and chenille yarns were produced from them. Nm 68/2, Nm 47/1, and Nm 68/1 yarns are used in binder and pile yarns; 100% PES yarns and 100% r-PET yarns were produced with the same count and similar production parameters with all these yarns. The yarn counts of these yarns used in the chenille yarn structure were determined depending on the product range of the company where the chenille yarns were produced. Therefore, since Nm 34/1 PES and r-PET yarns with similar production parameters could not be supplied to be used in binder yarn, Nm 68/1 yarn was folded and used as Nm 68/2.
The properties of staple fiber r-PET yarns and virgin PES yarns used in chenille yarn production are given in Table 1.
Properties of r-PET and PES yarns used in chenille yarn production.

r-PET: recycling polyester; PES: standard polyester.
MISPA RB104 model chenille yarn machine with 128 spindles was used in chenille yarn production. Two binder yarns and three pile yarns were fed to the chenille yarn machine for the production of all chenille yarn types. The pile yarns were combined to give some twist and then cut into equal pieces of the desired length, and these yarn pieces were placed between the binder yarns, perpendicular to the yarn center. The resulting structure was twisted and the resulting chenille yarn was wound on the bobbins. In the production of yarns, yarn count, twist value, raw materials of binder and pile yarns, and machine parameters were kept constant; 16 types of chenille yarn were produced with two different pile lengths (0.8–1.2 mm). The properties and production parameters of chenille yarns are given in Table 2.
Chenille yarn properties and machine parameters.
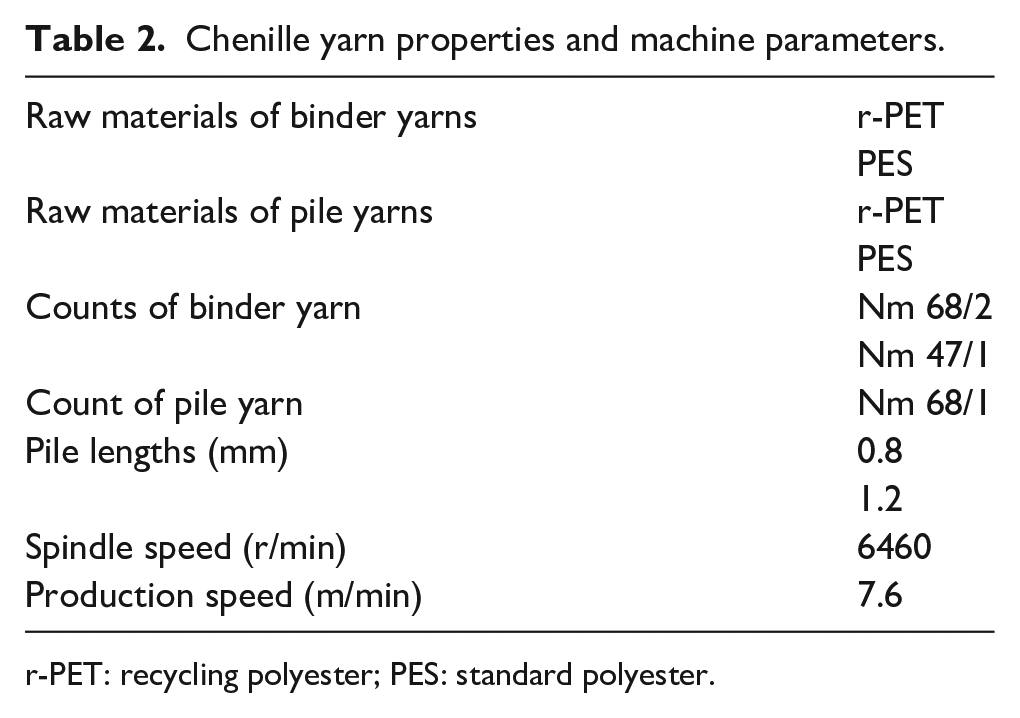
r-PET: recycling polyester; PES: standard polyester.
The production plan including coded chenille yarns is shown in Table 3.
Production plan including chenille yarns.
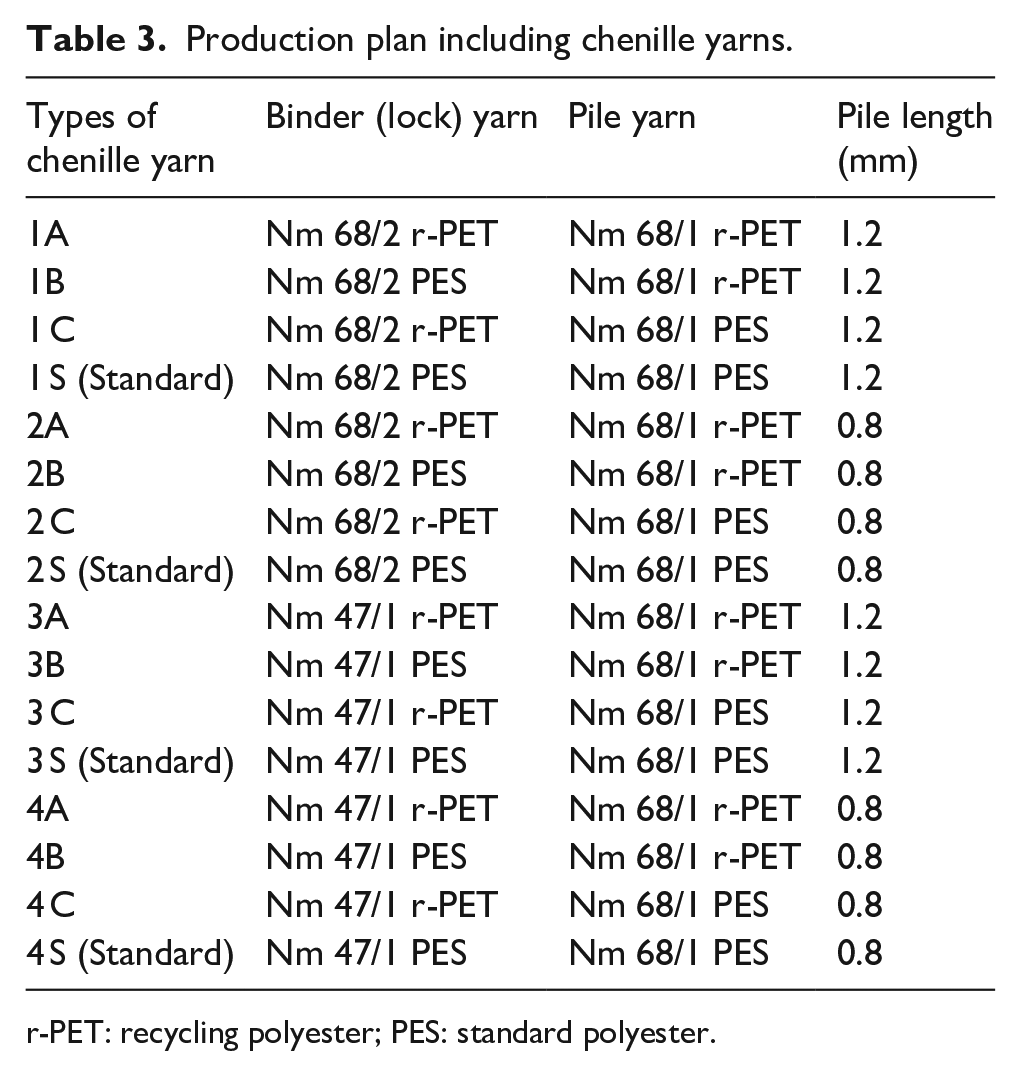
r-PET: recycling polyester; PES: standard polyester.
The yarn counts, twist levels, and tensile strength of chenille yarns were determined according to TS 244 EN ISO 2060, TS EN ISO 2061, and TS EN ISO 2062 standard procedure, respectively.17–19
Chenille yarns were used as the weft yarns of the woven upholstery fabrics. The production parameters of the weaving machine are shown in Table 4.
Weaving machine production parameters of upholstery fabrics.

The upholstery fabrics, which had complete production, were subjected to a tensile strength and elongation test using the Instron 4411 tensile strength tester according to TS EN ISO 13934-1 standard procedure. 20
In this study, in order to determine the effects of recycling (r-PET) yarn in the structure of chenille yarns on the breaking strength and elongation of the upholstery fabrics where these yarns are used in the weft, the measurement results obtained from the tests were analyzed and evaluated with the help of SPSS 24 Statistical Analysis Package Program. In this context, after determining normal distribution of the data, variance analysis (analysis of variance (ANOVA)) was performed to determine the relationship between the groups, and correlation analysis was performed to determine the strength and direction of the relationship.
Results and discussion
The yarn count, twist and tensile strength, and elongation test results of chenille yarns are given in Table 5.
Test results for chenille yarns. 21

According to the test results in Table 5, chenille yarns in the pile lengths of 0.8 mm (Type 2 and Type 4) have lower breaking strengths and elongations than chenille yarns with 1.2 mm pile lengths (Type 1 and Type 3). However, since the pile lengths of Type 1 and Type 3; Type 2 and Type 4 yarns were the same, the strength and elongation values were close to each other. When comparing A-types containing r-PET yarns in both binder and pile to another types containing r-PET yarns in only binder and/or only pile, it is seen that generally A-types have lower tensile strengths than types B and/or C.
Tensile strength tests were applied to all fabric samples in the weft and warp directions and the obtained tensile strength and elongation values are given in Table 6. According to TS 11818 EN 14465, minimum tensile strength value of upholstery fabrics is required to be 250 N. 22 It is seen that the fabrics have sufficient strength values (Table 6).
Fabric test results of tensile strength and elongation.

Figures 1 and 2 show the fabric breaking strength and breaking elongation graphs of weft and warp direction, respectively.
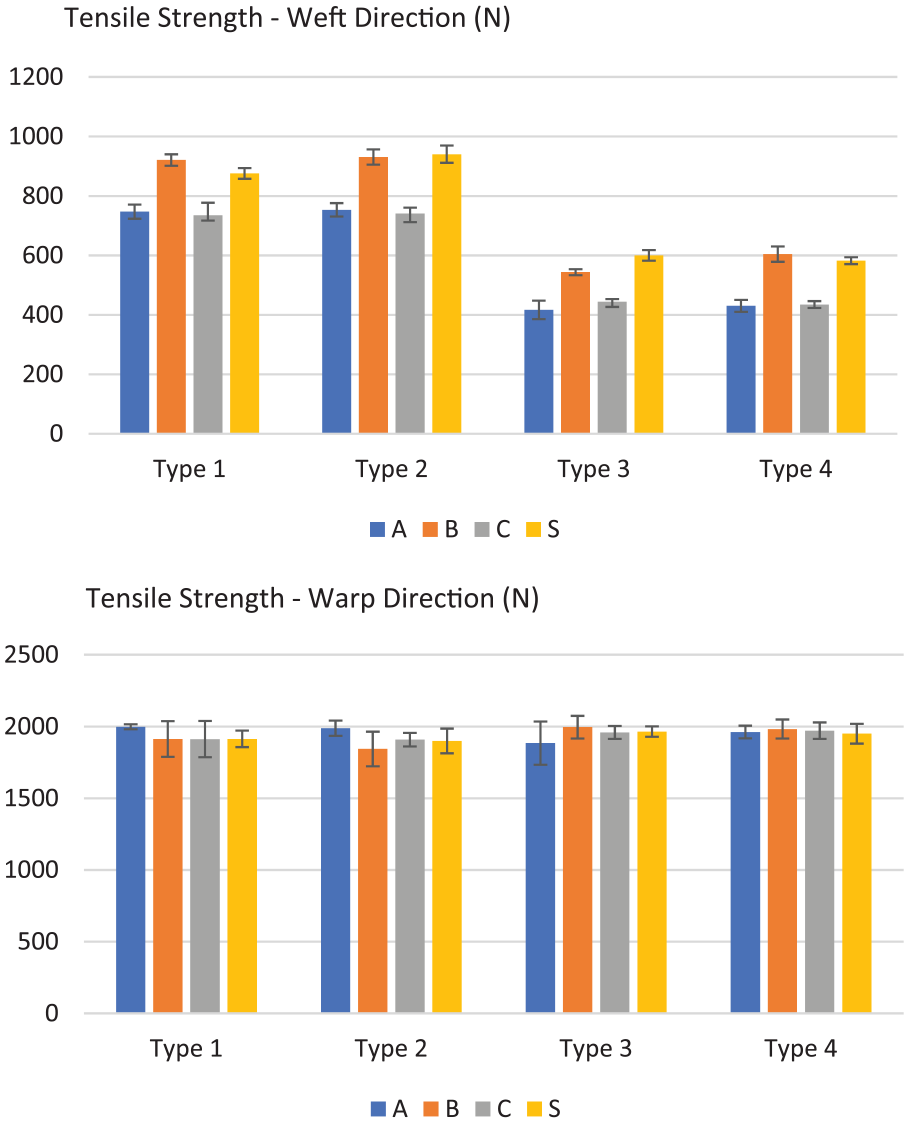
Breaking strength of weft and warp directions.

Breaking elongation of weft and warp directions.
Figure 1 shows that the use of r-PET yarn (A and C) in the binder of chenille yarn structure used in the weft of fabrics decreases the fabric tensile strength in the weft direction compared to the use of virgin PES yarn. This is expected since binder yarns affect chenille yarn strength and therefore fabric tensile strength. In addition, when using thinner yarns in the binder (Types 3 and 4), fabric tensile strength and elongation in the weft direction and breaking elongation in the warp direction decrease. However, various analyses were performed to determine whether these effects were statistically significant.
In the selection of test methods to be applied to the obtained tensile strength and elongation data, first, whether the data conform to the normal distribution or not, then the homogeneity of the variances should be examined. It is necessary to pay attention to five parameters in order to determine whether the data correspond to the normal distribution. These are histogram graphs, coefficients of variation, skewness and kurtosis values, detrended normal Q-Q graph, and normality of tests. If at least three of these five parameters conform to normal distribution values, it is understood that the data show normal distribution. 23
It is seen that the breaking strength and elongation data of weft and warp direction conform to normal distribution, when the coefficients of variation, skewness–kurtosis values, detrended normal Q-Q graphs, and normality of tests are examined. Table 7 shows the normality test results of the data. Since the significant value is above 0.05, all data sets are suitable for normal distribution.
Results of normality tests.

The effect of binder yarn count on fabric breaking strength and elongation
In the study, binder yarns in the structures of the chenille yarns used in the weft were used in Nm 47/1 and Nm 68/2 yarns in two different fineness. In order to evaluate the effect of binder yarn count used on weft and warp strength and elongation, t-test was applied and the results are given in Table 8.
t-test results for binder yarn count.

According to t-test results in Table 8, while there is a statistically significant relationship between the binder yarn count used in chenille yarns and weft breaking strength and weft and warp breaking elongations (Sig. (2-tailed) value is less than 0.05), it can be said that there is no statistically significant relationship between the binder yarn count and warp breaking strength (Sig. (2-tailed) value is greater than 0.05). This is expected since warp yarns are the same in all fabric samples.
Effect of pile length on fabric breaking strength and elongation
In this study, two different pile lengths (0.8 and 1.2 mm) were used in chenille yarns. In order to determine the relationship between pile length and fabric breaking strength and elongation, t-test was applied and the results are given in Table 9.
t-test results for pile length.

According to Table 9, sig. (2-tailed) values are greater than 0.05, so it can be said that there is no statistically significant difference between the tensile strength and elongation in weft and warp direction of fabrics with different pile lenghts. In Figures 1 and 2, when the graph of breaking strength and elongation in the weft direction of the fabrics is examined, it is seen that there is not much difference between the breaking strength and elongation of 1 and 3 code fabrics with 1.2 mm pile length and 2 and 4 code fabrics with 0.8 mm pile length.
The effect of r-PET yarn in chenille yarn structure on fabric breaking strength and elongation
The recycled (r-PET) and virgin PES yarns shown in Table 3 were used as raw materials in the structure of chenille yarns used in weft of fabrics. ANOVA was performed to determine the statistical significance of the breaking strength differences between the groups for different raw materials.
The homogeneity of the variance table is given in Table 10, and it is seen that significant values are greater than 0.05 for breaking strength data in weft and warp directions. Therefore, variances are homogeneous. In order to determine whether there is a difference between the groups, when ANOVA table is examined, significant values are greater than 0.05 (Table 11). In other words, there is no statistically significant difference between the groups. As a result, although the use of recycle (r-PET) yarn in the binder and/or pile yarn structure decreased the weft breaking strength in some types (1 and 3; Figure 2), it can be said that it does not generally affect the fabric breaking strengths in the weft and warp directions.
Homogeneity of variances test results for breaking strength.

ANOVA test results for breaking strength.

ANOVA: analysis of variance.
According to Table 12, in the homogeneity of variance table, significant values are greater than 0.05 for the breaking elongation in weft and warp directions, so the variances are homogeneous. In order to determine whether there is a difference between the groups, when ANOVA table is examined, significant values are greater than 0.05 (Table 13). In other words, there is no statistically significant difference between the groups. It can be said that the usage of recycle (r-PET) yarn in the binder or pile yarn structure does not statistically affect the fabric breaking elongation in the weft and warp directions.
Homogeneity of variances test results for breaking elongation.

ANOVA test results for breaking elongation.

ANOVA: analysis of variance.
Correlation analysis was performed to determine the direction, strength, and significance of the relationship between raw materials used in chenille yarn structure, chenille yarn pile length, binder yarn count, and weft and warp breaking strength-elongation variables. Table 14 shows the results of the correlation analysis of the variables.
Correlation analysis results.

Correlation is significant at the 0.01 level (2-tailed).
The relationship between the weft breaking strength, weft breaking elongation, warp breaking elongation, and binder yarn count is statistically significant (Sig. (2-tailed) < 0.05; Table 14). According to the Pearson correlation line, it can be interpreted about the strength and direction of the relationship. Pearson correlation values between weft breaking strength, weft breaking elongation, and warp breaking elongation and binder yarn count are seen to be 0.889, 0.863, and 0.887, respectively. This indicates that there is a very strong positive relationship between these three variables and the fineness of binder yarn.
Conclusion
Textile and garment industry is one of the most polluting industries in the world. The use of sustainable materials and recycling methods is of great importance for the solution of this increasing problem. While the textile products are in the design stage, the product life cycle designs should be made considering the effects on the environment. The product has more than one product lifecycle, and the use of cyclic material flow systems is environmentally valuable. 24
In this study, chenille yarns, which include r-PET yarn, were used only as weft in the upholstery fabric structure. Within this scope, r-PET and virgin PES yarns were used as binder and pile yarns in chenille yarn. Binder yarns make strength to chenille yarn and make up 25%–30% of the chenille yarn mass, while pile yarns give aesthetic value and volume to chenille yarns and constitute 70%–75% of yarn mass. 25 The warp yarn and density were kept constant in all fabric samples.
Results, obtained from the tensile strength tests and statistical analyses, are summarized in the following:
It is seen that all fabrics produced from chenille yarns containing both r-PET and virgin PES yarns have sufficient strength values for upholsteries.
The weft breaking strength of all types of woven fabrics, which have 100% r-PET in the structures of chenille yarns as weft, is slightly decreased compared to other types but this decrease is not statistically significant.
There is no correlation between raw materials of chenille yarns and strength and elongation of fabrics produced from these chenille yarns.
Binder yarn count is more important than raw materials for strength and elongation of fabrics produced from chenille yarns containing both r-PET and virgin PES yarns.
The use of recycled PET yarns in the structures of chenille yarns, which are widely used in the upholstery sector, will be beneficial in producing more sustainable and eco-friendly fabrics. It will pave the way for the use of sustainable and recyclable fibers not only in ready-to-wear but also in home textiles and upholstery fabric sector. Thus, more environmentally friendly production with lower raw material costs will be made.
Footnotes
Acknowledgements
We wish to express our appreciation to the employees of Kadifeteks Mensucat Sanayi A.Ş. for producing the yarn and fabric samples and all other supports. We also thank Çukurova University Scientific Research Projects Department (BAP) for funding (Project Number: FDK-2018-10067).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.