
Abstract
In the present research, the PP/EPDM/TiO2 nanocomposite was fabricated using the fused filament fabrication process to improve the mechanical properties of the obtained samples. For this purpose, first the response surface methodology was used to investigate the effect of TiO2 content, nozzle temperature and printing speed on the responses of tensile strength and elongation. Then, the desirability function method was applied to find the optimal condition of the process parameters. The fracture surface of the tensile samples was also studied by scanning electron microscopy, differential scanning calorimetry and thermogravimetric analysis to find a relationship between the microstructure and mechanical properties of the fabricated samples. The results indicated that the highest elongation of samples (144.9%) was attained at a TiO2 content of 4 wt%, while the tensile strength of samples was maximized (24.6 MPa) at a TiO2 content of 2 wt% due to fine dispersion of the nanoparticles. An increase in the nozzle temperature from 200 to 225°C led to an enhancement in the tensile strength (11.2%) and elongation (15.7%) of samples because of the good viscosity of the filament, whereas the tensile strength (6.6%) and elongation (11.1%) of samples were decreased with the increase of nozzle temperature from 225 to 250°C because of the thermal degradation of filament. Moreover, when the printing speed raised from 20 to 40 mm/s, the tensile strength initially improved by 2.7% and then decreased by 1.2%, but the elongation continuously decreased by 6.3%. Nevertheless, the concurrent enhancement of the tensile strength and elongation has been obtained at a TiO2 content of 2.5 wt%, nozzle temperature of 227°C and printing speed of 28 mm/s.
Introduction
Nowadays, polymer-based composites are widely used in various industries such as aerospace, automotive, furniture, construction, etc.1–4 One of the most commonly used polymers in the fabrication of composite materials is polypropylene (PP), because it has high thermal stability, good mechanical strength, good processibility and low price.5–8 However, the use of PP as an engineering polymer has been limited by its low impact toughness, due to its relatively high degree of crystallinity and high glass transition temperature.9,10 The impact strength of PP can be strongly enhanced by its blending with an elastomer such as ethylene-propylene-diene monomer (EPDM).11–15 However, it has been indicated that the addition of EPDM into PP sacrifices the mechanical strength and stiffness of the PP/EPDM.9,13,16 Therefore, to maintain its stiffness-to-toughness balance, simultaneous reinforcing and toughening of PP is crucial. One of the most important solutions to improve the impact strength and stiffness of the PP/EPDM composite is the addition of nanoparticles, such as titanium dioxide (TiO2), carbon nanotube (CNT), silicon dioxide (SiO2), carbon black (CB), and zinc oxide (ZnO).6,9,10,13,14,16–29 Among the mentioned nanoparticles, TiO2 is a good choice due to its self-cleaning mechanism, antibacterial activity, photocatalytic activity, photoelectric conversion and odor inhibition.6,9,17,27 It was also reported that the addition of TiO2 nanoparticles into a polymer matrix enhanced the mechanical properties, thermal properties, electrical conductivity, membrane performance, antifouling properties, and chlorine resistance.17,18,26,27 Due to good combined properties of the PP/EPDM/TiO2 nanocomposite, it can be used in different industries such as aerospace, automotive, electronics, furniture, packaging, etc. Panda et al. 9 reported that the addition of TiO2 nanoparticles into the PP/EPDM composite improved its impact strength and toughness. Hamzeh et al. 27 found that the increase of TiO2 nanoparticles improved the modulus of PP/EPDM/TiO2 nanocomposite. In the case of other nanoparticles, Khodabandelou et al. 13 stated that the incorporation of CNT into the PP/EPDM composite changed the crystallization behavior of the PP matrix and enhanced the impact strength of the composite. Yang et al. 10 stated that the addition of 1 wt% CNT into the PP/EPDM composite showed a negligible effect on the crystallization and melting behaviors of the PP matrix, while it significantly enhanced the impact strength, elongation, tensile strength, and modulus of the composite. However, they observed that the increase of CNTs up to 2 wt% led to a reduction in the tensile strength and modulus owing to the agglomeration of CNTs. Xu et al. 16 found that when the ZnO nanoparticles reached 2 wt%, the impact strength and modulus of the PP/EPDM composite were increased. Jahromi et al. 20 reported that an increase of CB nanoparticles in the PP/EPDM composite up to 10 wt% resulted in an improvement in the modulus and impact strength of the composite and a reduction in its tensile strength and elongation. Hamzah and Mariatti 28 stated that with the incorporation of zinc hydroxy stannate (ZHS) into PP/EPDM composite, tensile strength, Young’s modulus, and elongation at break improved. Wu et al. 29 reported that the addition of organoclay into PP/EPDM composite improved the mechanical properties.
The PP/EPDM/TiO2 nanocomposite can be fabricated by various methods. Recently, 3D printing process has gained substantial attention in the field of polymeric composites.20,30 One of the most widely used 3D printing processes is fused filament fabrication (FFF), because of its affordability, simplicity and ability to print multiple materials concurrently.20,27,30–32 Jahromi et al. 20 have successfully produced PP/EPDM/CB nanocomposite using the FFF process. Innes et al. 32 have also used the FFF process to produce PP/EPDM/CNT nanocomposite. They observed that the tensile strength and elongation of the printed PP/EPDM/CNT nanocomposite were improved compared to neat PP. Wang et al. 33 performed the 3D printing of recycled PP/EPDM/talc nanocomposite and reported that the mechanical properties of the printed samples improved by adjusting the printing temperature. Cai et al. 34 produced PP/EPDM/talc nanocomposite using the FFF process and predicted the dynamic strength of the printed nanocomposites. In recent years, many efforts have also been made to investigate the effect of FFF process parameters on the thermal and mechanical properties of polymer-based composites reinforced with nanoparticles. Vidakis et al. 35 investigated the effect of Al2O3 content on the mechanical properties of printed PP/Al2O3 nanocomposite and stated that the best combination of tensile, flexural and thermomechanical properties was obtained at 1 wt% Al2O3. Leng et al. 36 investigated the effect of printing speed on the impact strength of PP/HDPE (high-density polyethylene) composite and observed that a rise in the printing speed up to 600 mm/min improved the impact strength of printed parts due to the formation of higher β-crystals. Wang et al. 37 investigated the effect of extrusion temperature and layer thickness on the tensile strength, modulus, and impact strength of 3D-printed PP/EPDM/talc nanocomposites. They reported that the mechanical properties of printed samples improved at low levels of layer thickness and middle levels of printing temperature due to a reduction of pore size and porosity. The influence of FFF parameters on the tensile strength of PP/EPDM/talc nanocomposite was examined by Cai et al. 38 They found that the tensile strength of printed parts enhanced with the simultaneous increase of printing speed and printing temperature. Xu et al. 39 studied the importance of local process conditions on the properties of printed PP components and stated that the influence of geometric contact conditions and machine parameters is significant on the morphology and mechanical properties of printed parts. Benfriha et al. 40 examined the effect of FFF process parameters on the thermal and mechanical properties of polyamide 6 (PA6) reinforced with chopped carbon fibers. They observed that an increase in the nozzle temperature and printing speed slightly improved the crystallinity percentage, melting temperature and crystallization temperature of samples. Moreover, the increase of nozzle temperature and printing speed improved the tensile strength of printed samples but deteriorated their elongation. The influence of FFF parameters on the thermal and mechanical properties of polymer-based nanocomposites was also studied by Vanaei et al., 41 Schirmeister et al., 42 Belei et al., 43 Ginoux et al. 44 and Brauer et al. 45
A literature review exhibited that the fabrication of PP/EPDM/TiO2 nanocomposite using the FFF process has not been implemented previously. Since PP and EPDM have many applications in various industries, in this research, an attempt has been made to incorporate TiO2 nanoparticles into these polymers and produce a nanocomposite with improved mechanical properties. The PP/EPDM composite has been widely used in electrical industry (cable and wire insulating), medicine (Petri dishes, pill containers and specimen bottles), packaging industry (cleaning products and bleaches), automotive industry (bumpers, interior details and instrumental panels), piping, etc.46–48 The first aim of the present research is to evaluate the feasibility of the fused filament fabrication of PP/EPDM/TiO2 nanocomposite. However, there are serious challenges related to the fabrication of the nanocomposite, which requires a careful selection of the range of process parameters. Therefore, the desirability function procedure (DFP) and response surface methodology (RSM) are employed to ascertain the optimum condition of the FFF process for improving the mechanical properties of the printed samples. Eventually, the microstructure of printed samples is assessed to find a relationship between the microstructural characteristics and mechanical properties of the samples.
Materials and methods
Materials
Polypropylene (PP) powder was supplied from Arak Petrochemical Company (Iran). The melt flow index (MFI) and density of PP were 18 g/10min and 0.920 g/cm3, respectively. Ethylene-propylene-diene monomer (EPDM) with a density of 0.86 g/cm3 (trade name of KEP270) was supplied from Korea Kumhopolychem Company. Amounts of ethylene and ENB in EPDM were 64 and 8.6 wt%, respectively. The PP/EPDM composite contains 80 wt% PP and 20 wt% EPDM. Titanium dioxide (TiO2) nanoparticles with an average size of 20 nm and a density of about 4.5 g/cm3 were purchased from INP Corporation.
Fused filament fabrication (FFF)
For fabricating the PP/EPDM/TiO2 nanocomposite, the fused filament fabrication (FFF) process was applied. To blend PP (80 wt%) and EPDM (20 wt%) with TiO2 nanoparticles at different loadings (0, 2, and 4 wt %), a mechanical mixer was applied. Before conducting the extrusion process, the blend was dried. To produce filament with a diameter of 1.5 mm, a filament extruder (Filabot EX2, USA) was used. Before the extrusion of filament, powder compounds of the PP/EPDM/TiO2 nanocomposite were placed in oven at 80°C in order to dry them. The extrusion of filament was done at a rotational speed of 3.5 rpm and a temperature of 205°C. The optimal values of filament extrusion parameters and melt mixing process were chosen by conducting trial experiments and studying previous works.20,35 Before conducting each test, the morphology of filaments was checked visually and using SEM analysis. Figure 1 shows the SEM images for some filaments. SEM images for some filaments; (a) run 1, (b) run 2, (c) run 3, (d) run 4, (e) run 5, (f) run 6.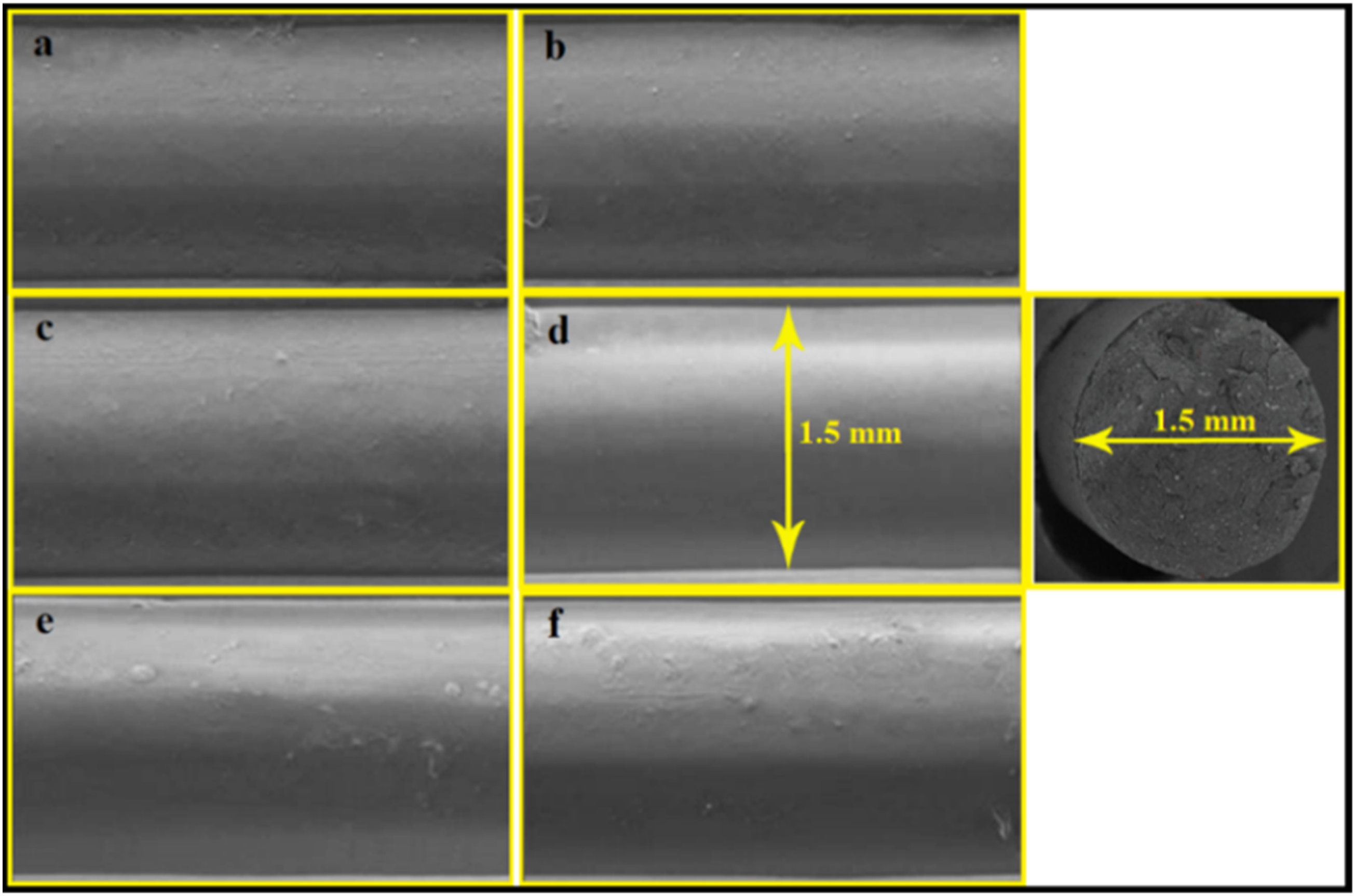
Constant parameters of 3D printer process.

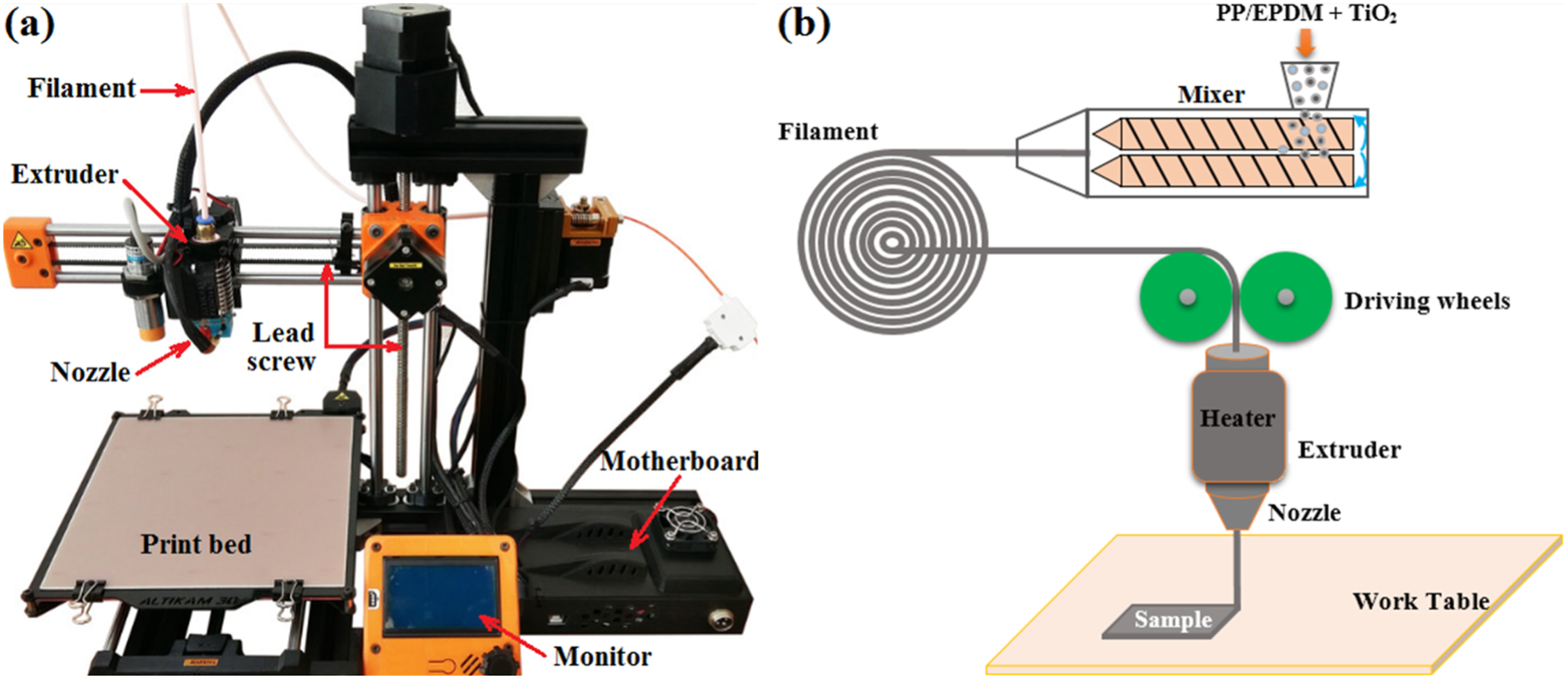
FFF 3D printer in (a) actual view and (b) schematic view.
Design of experiments
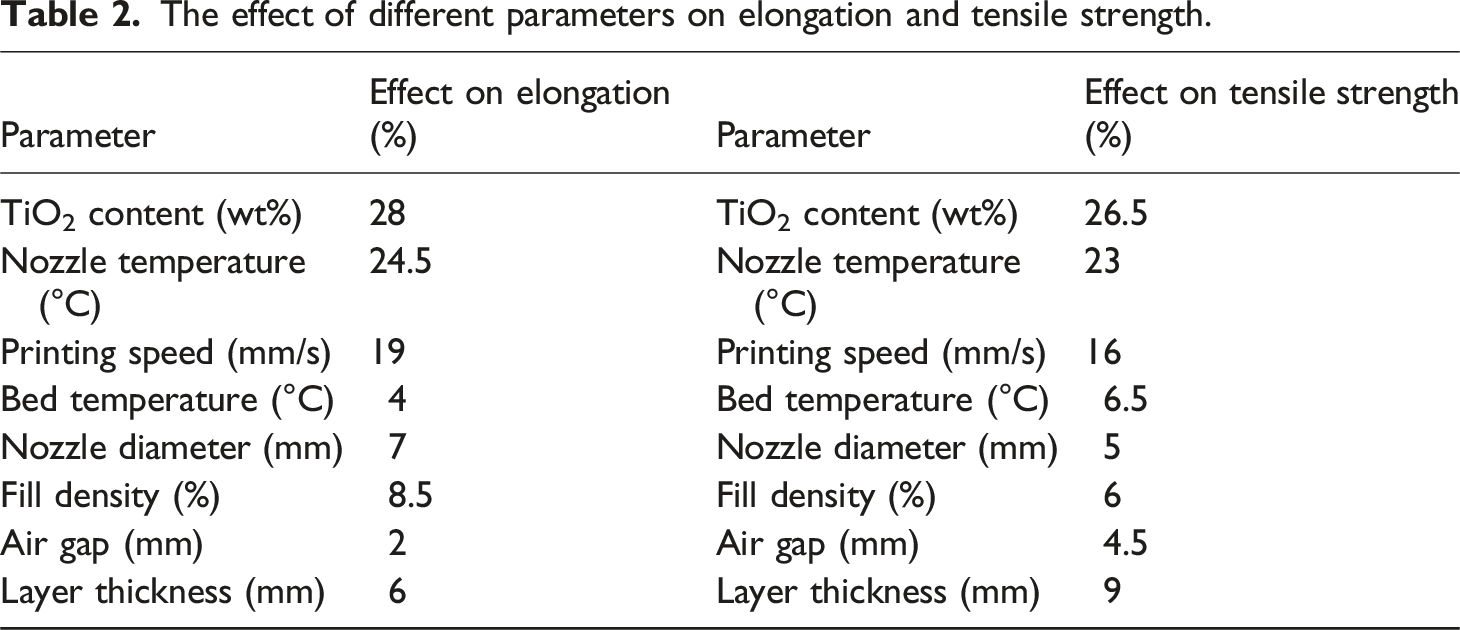
The effect of different parameters on elongation and tensile strength.
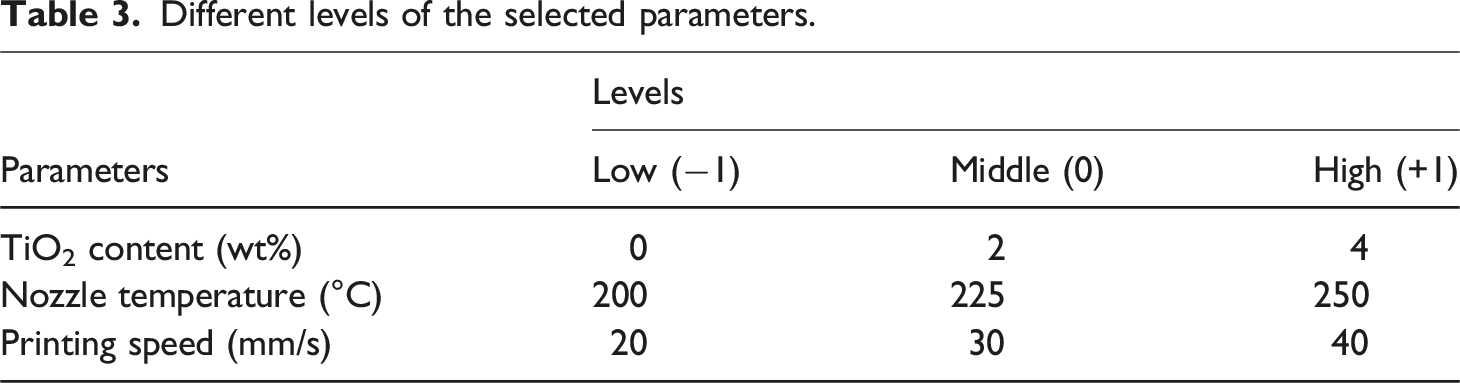
Different levels of the selected parameters.
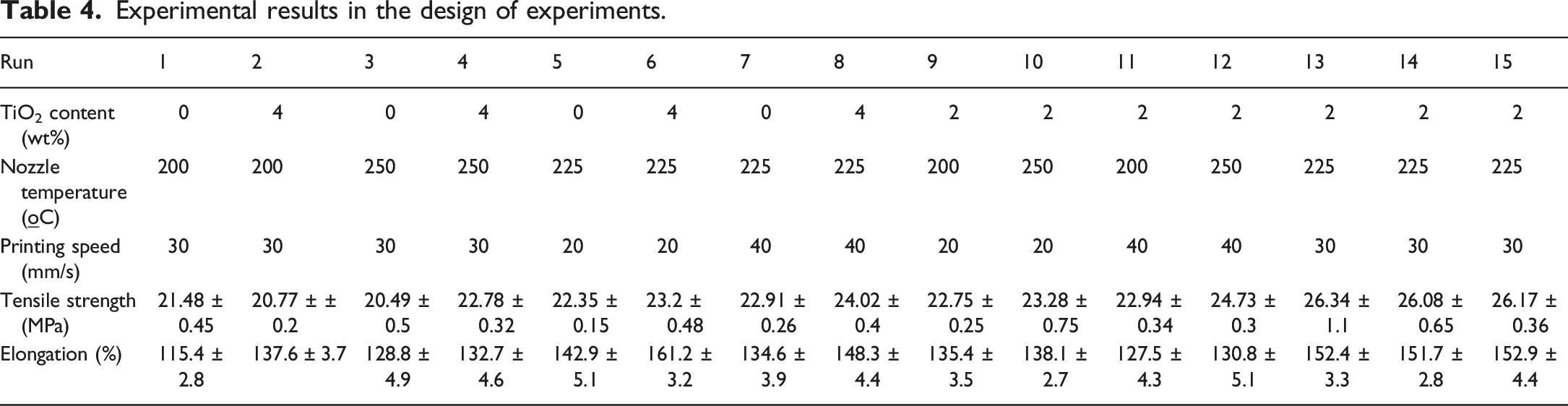
Experimental results in the design of experiments.
Mechanical and thermal tests
ASTM D-638 standard was used to prepare the tensile specimens. The tensile test specimens were fabricated by fused filament fabrication (FFF) process. Some of the tensile specimens were shown in Figure 3. The tensile test was carried out using a Zwick/Roell-Z100 machine with a crosshead speed of 50 mm/min at room temperature. To measure the crystallization temperature (Tc) and melting temperature (Tm) of printed parts, the analysis of differential scanning calorimetry (DSC) was performed (NETZCH 200 F3, Maia). A nitrogen environment was used to perform DSC analysis with a scan rate of 10°C/min at temperatures of 0 to 260°C. It was performed by heating-cooling-heating cycles. The degree of crystallinity (%) of samples was calculated based on the following equation
49
: Some of the printed tensile specimens.

Microstructure analysis
The fracture surface of tensile specimens was examined by scanning electron microscopy (SEM) equipped with an energy dispersive X-ray spectroscopy (EDS) analysis (VEGATESCAN, Czech Republic). The surfaces of specimens were coated with a gold layer to take SEM images in a vacuum atmosphere at a voltage of 20 kV. For detecting the distribution of the TiO2 nanoparticles inside the polymer matrix, SEM and EDS analysis were used. It should be noted that the surfaces of specimens were placed in cyclohexane at room temperature for 24 h to etch EPDM phase.
Results and discussion
Results of thermal analysis
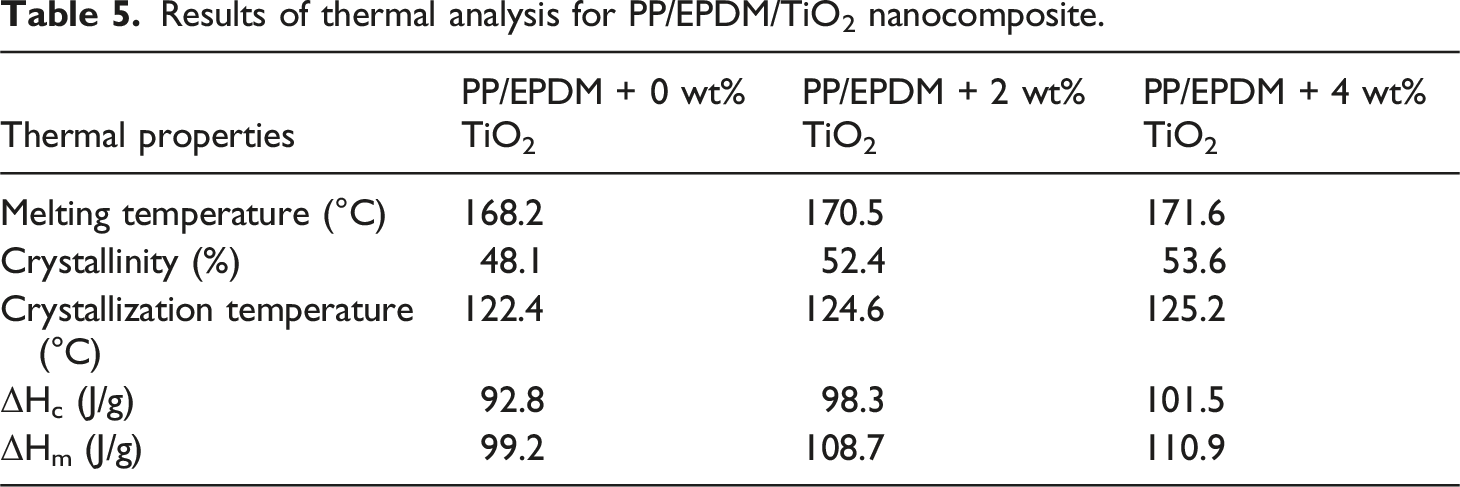
The DSC results for PP/EPDM/TiO2 nanocomposite were indicated in Figure 4. Thermal properties of PP/EPDM/TiO2 nanocomposite were also obtained from the results of DSC analysis, as given in Table 5. It can be observed from Table 5 that a rise of TiO2 content up to 4 wt% increased the melting and crystallization temperatures of the nanocomposites. It was reported that the increase of TiO2 nanoparticles improved the interfacial interaction between polymer matrix and TiO2 nanoparticles and consequently enhanced the thermal stability of the nanocomposite.50–52 Moreover, since the thermal conductivity of TiO2 is more than PP and EPDM, the addition of TiO2 into PP/EPDM increases the thermal conductivity of the nanocomposite, and thus the heat transfer and thermal stability of the PP/EPDM/TiO2 nanocomposite increased.
53
Furthermore, DSC results in Table 5 indicate that the increase of TiO2 to 4 wt% enhanced the crystallinity percentage of the nanocomposite, which was due to the fact that TiO2 nanoparticles act as nucleation sites for PP molecules.
6
DSC analysis for cooling and heating cycles. Results of thermal analysis for PP/EPDM/TiO2 nanocomposite.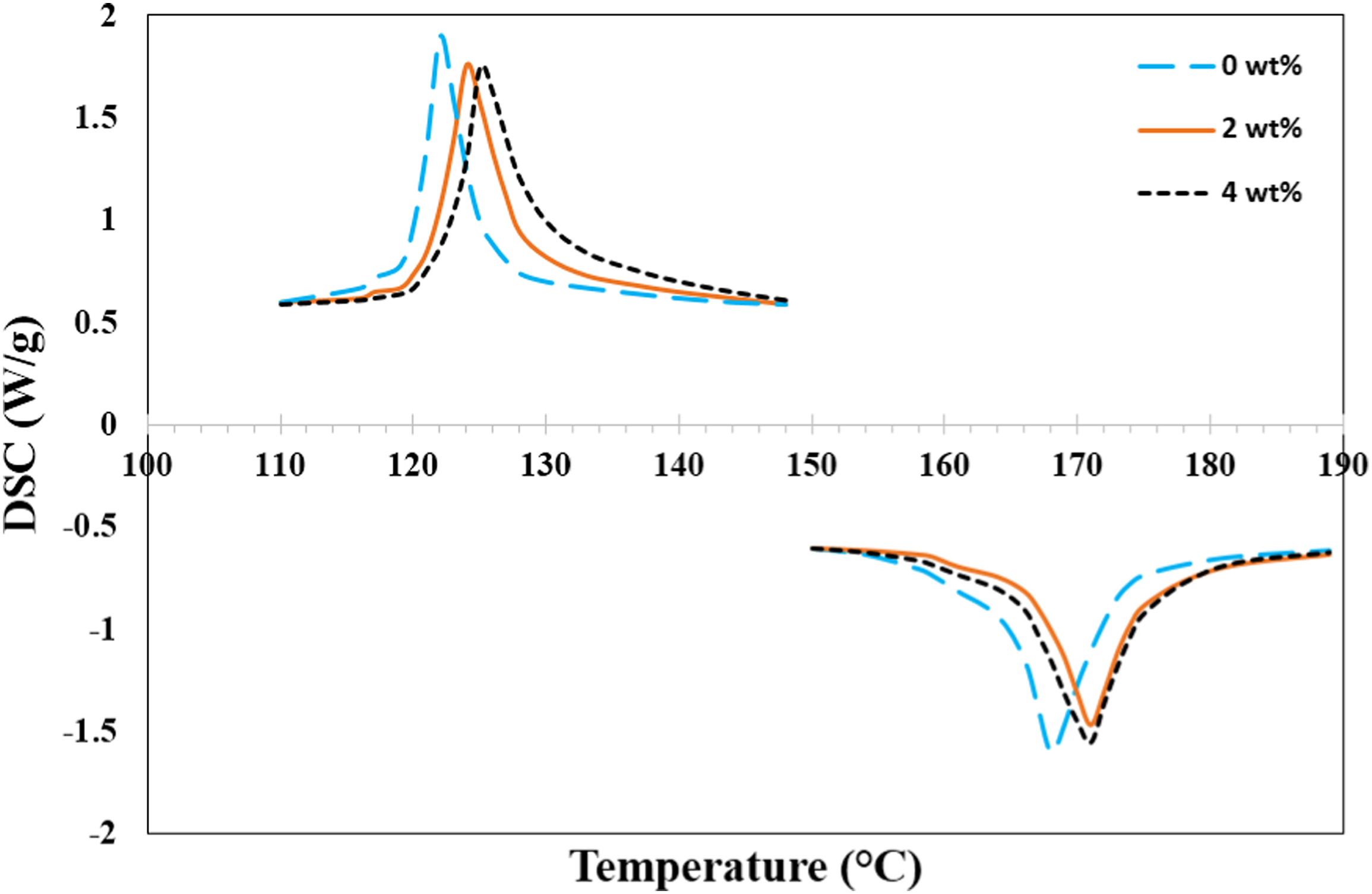
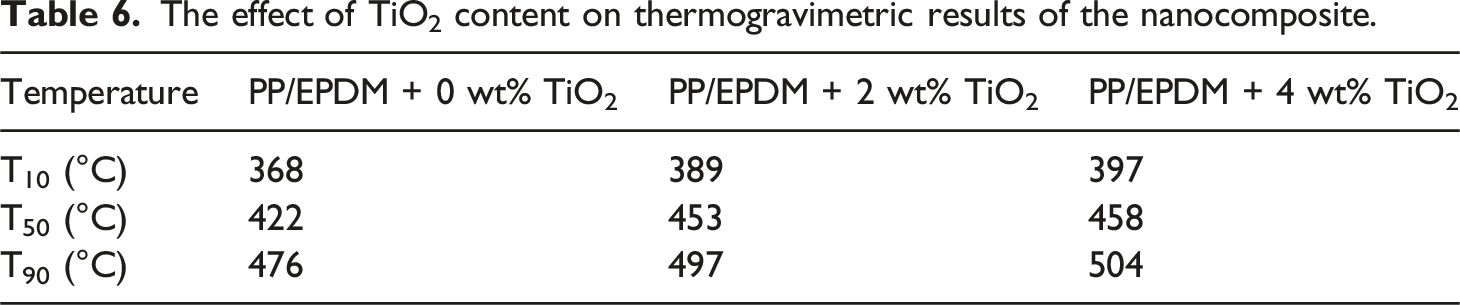
The thermal behavior of PP/EPDM/TiO2 nanocomposite was also studied by thermogravimetric analysis in temperature range of 0 to 700°C, and the results were displayed in Figure 5. According to Figure 5, the incorporation of TiO2 in the polymer matrix enhanced the thermal stability of the nanocomposite. PP/EPDM composite undergoes thermal degradation, which begins at 316°C with a continuous mass loss up to 563°C. The weight of the PP/EPDM composite was not changed significantly at temperatures higher than 563°C. However, the decomposition temperature of the nanocomposite shifted up to 346 and 361°C after addition of 2 and 4 wt% TiO2 in the polymer. The increase of the decomposition temperature of PP/EPDM/TiO2 nanocomposite is because of the limitation of the mobility of polymer chains by TiO2 nanoparticles.
50
Previous results by other researchers
54
have also confirmed that the increase of TiO2 content improved the decomposition temperature of PP/TiO2 nanocomposite. Influence of TiO2 content on thermogravimetric results.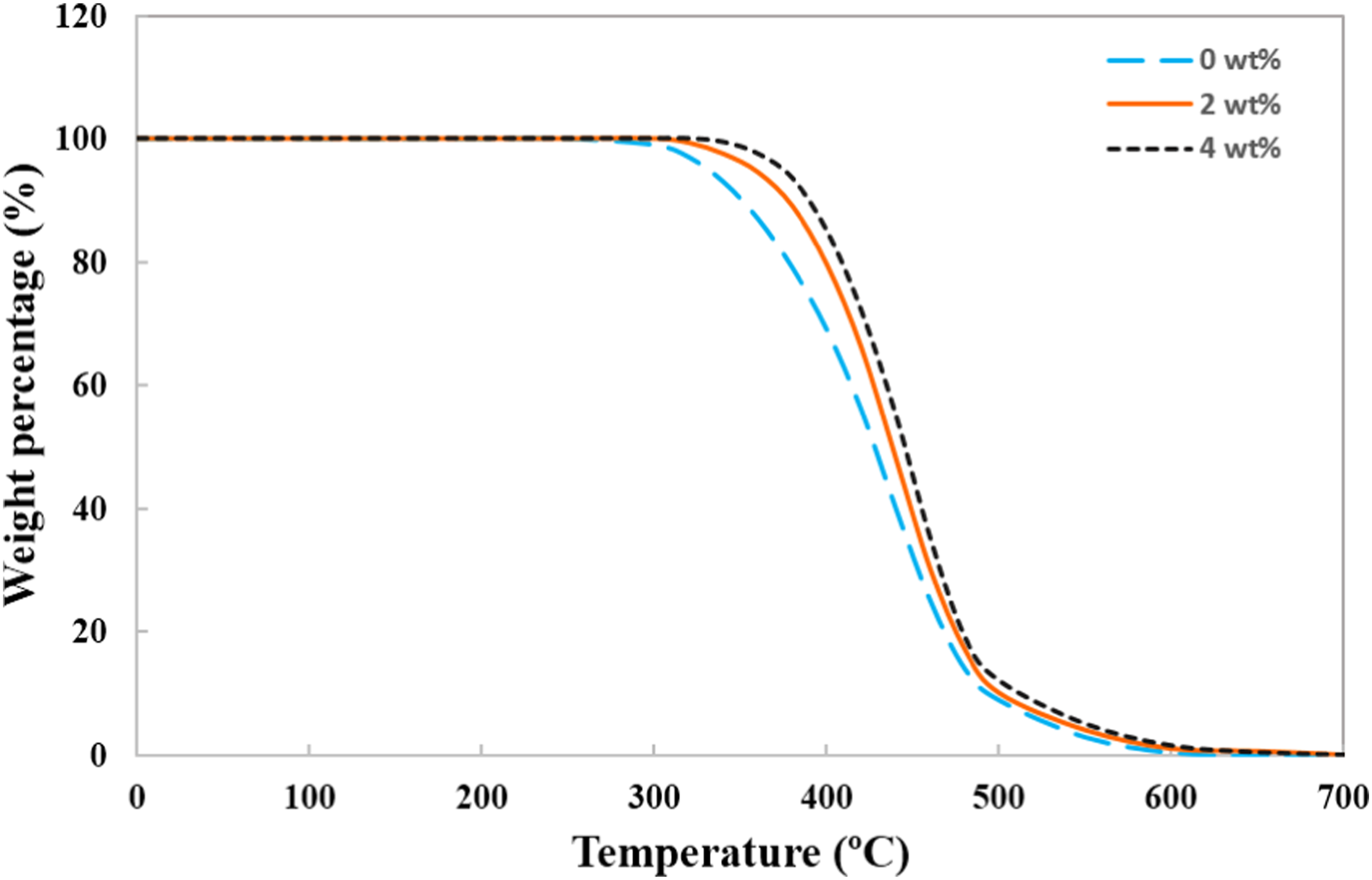
The effect of TiO2 content on thermogravimetric results of the nanocomposite.
Microstructure analysis
In the FFF process, a 3D part is produced through the deposition of successive layers of extruded filament. Due to the layer-by-layer deposition mechanism of the FFF process, failure is disposed to occur at the layers’ interfaces. Therefore, the interlayer adhesion during the process is very important. To improve the adhesive between the deposited layers, the optimum values of FFF parameters should be found. In fact, adjusting the cooling rate and, subsequently, the temperature of the deposited layers during printing by changing the nozzle temperature and printing speed would improve the adhesion of the material. To study the adhesive between the deposited layers, the microstructure and mechanical properties of the produced parts are investigated. The influence of FFF parameters on the microstructure of PP/EPDM/TiO2 nanocomposite was investigated to detect a relationship between the mechanical properties and microstructure of the nanocomposite. Figure 6 shows the fracture surface of tensile specimens at different percentages of TiO2 content. The presence of voids (black holes) in Figure 6 indicates the separation of EPDM particles from the PP matrix. The EPDM particles were separated from PP matrix by cyclohexane solvent during the etching process. According to Figure 6, the EDS analysis indicates that the white particles are TiO2. As can be easily seen from Figure 6(b), a fine dispersion of the nanoparticles was obtained when TiO2 content increased up to 2 wt%. Under this condition, a strong interfacial interaction can be obtained between the matrix and nanoparticles, which results in an increase in the mechanical properties of the nanocomposite. However, the addition of TiO2 nanoparticles up to 4 wt% was associated with their agglomeration, as shown in Figure 6(c). The agglomeration of TiO2 nanoparticles leads to the poor distribution of these nanoparticles in the PP matrix, thereby giving rise to a reduction in the mechanical properties of the nanocomposite. The influence of TiO2 content on the fracture surface of nanocomposites at: (a) 0, (b) 2, (c) 4 wt%, (Magnification: 20,000×).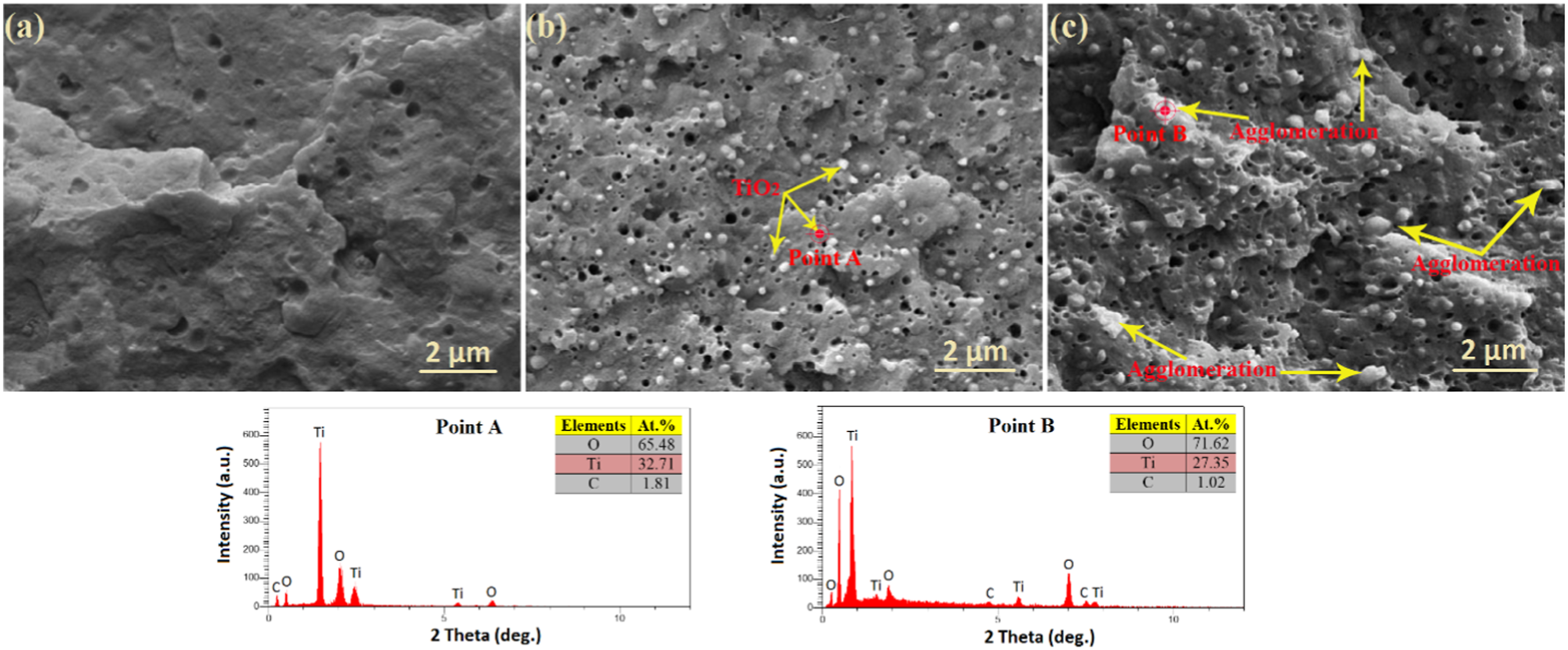
Figure 7 displays the influence of nozzle temperature on the microstructure of tensile samples. The presence of cracks and cavities can be observed at the nozzle temperature of 200°C due to the high viscosity of the printed filament (Figure 7(a)). A high viscosity of the filament resulted in the poor adhesion of the interface of the layers, which could be the local crack propagation location. It was reported that when the viscosity of printed filament is high, materials are not fluid enough to be effectively deposited and thus can reduce the adhesion by inhibiting polymer chain interpenetration between adjacent filaments due to the hindering filler.40,44 In addition, when the temperature between deposited layers is insufficient, it can hinder molecular chain fusion, resulting in weak interlayer bonding.
55
The fracture surface of the nanocomposites at nozzle temperatures of (a) 200, (b) 225 and (c) 250°C, (magnification: 50× and 100×).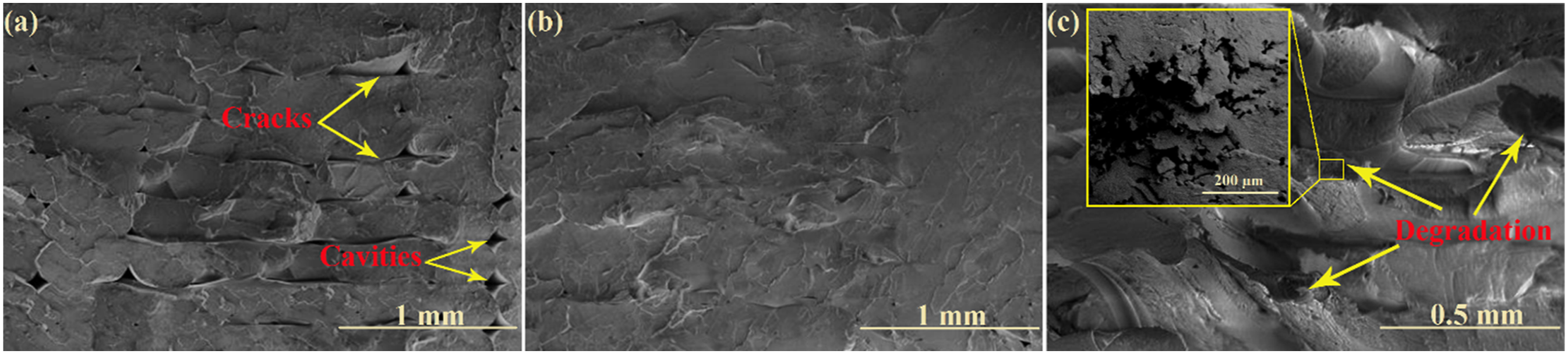
Figure 7(b) shows that a rise in the nozzle temperature from 200 to 225°C improved the adhesion between the layers because of the good viscosity of the printed filament. Therefore, the crack and cavity were not detected on the surface of the sample printed at 225°C. Sun et al.
56
introduced the adhesion and bonding quality in the FFF process as the succession of the following steps: intimate contact, coalescence, and healing with a random distribution of polymer chains. The study performed by Jatti et al.
57
illustrated that the increase in the nozzle temperature yields stronger adhesion between the filaments. Similarly, in the work of Ning et al.,
58
it has been indicated that a high nozzle temperature has a positive effect on the adhesion and mechanical performance of the parts. Based on Figure 7(c), the increase of nozzle temperature from 225 to 250°C was associated with the thermal degradation of the nanocomposite, because of the excessive heat input. Thermal degradation of the nanocomposites can have a detrimental effect on the mechanical properties. The fracture surface of the nanocomposites printed at different printing speeds was presented in Figure 8. It was detected from Figure 8(a) that thermal degradation of the polymer nanocomposite occurred at the low level of printing speed (20 mm/s) due to high heat input. Moreover, the presence of cracks and cavities was detected in the microstructure of nanocomposite due to the high viscosity of the printed filament caused by a lower shear rate. When filament is printed at lower speeds, it remains in contact with the heated nozzle for a longer period of time, which resulted in an increase in the filament temperature. High-temperature exposure affects the crystallization of polymer and induces thermal degradation, resulting in a loss in mechanical characteristics.
59
With the increase of printing speed from 20 to 30 mm/s the viscosity of the printed filament decreased (Figure 8(b)), which resulted in more fluidity of filament during the deposition process and consequently improved the bond formation between the deposited layers. Hence, the presence of defects was not observed in the sample printed at a speed of 30 mm/s. When the printing speed further increased up to 40 mm/s, cracks and cavities were formed in the microstructure of nanocomposite due to the reduction of the cooling time and thus the decrease of the adhesion between filament layers. Similar results were observed by Benfriha et al.
40
and Vanaei et al.
41
The fracture surface of the nanocomposites at printing speeds of (a) 20, (b) 30 and (c) 40 mm/min, (magnification: 50×).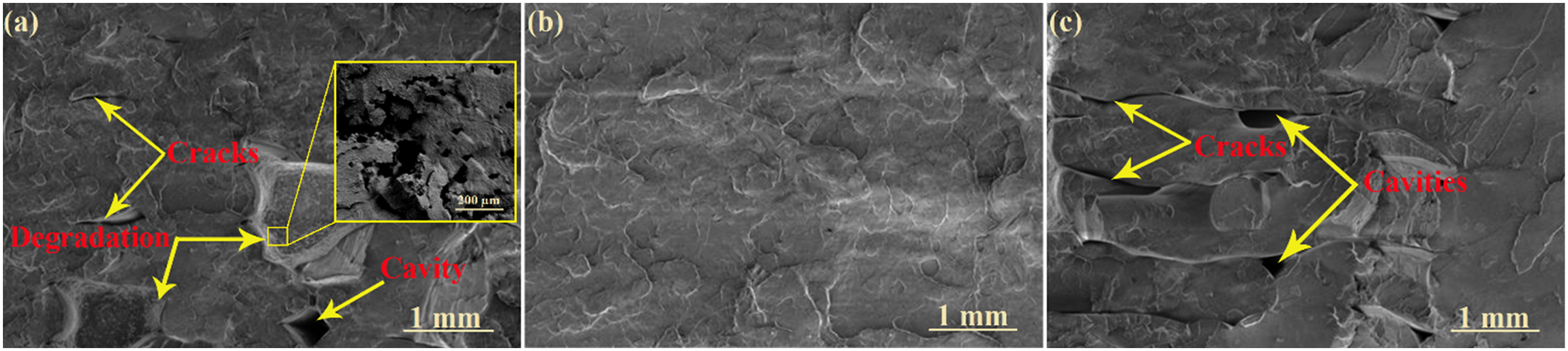
Mechanical properties


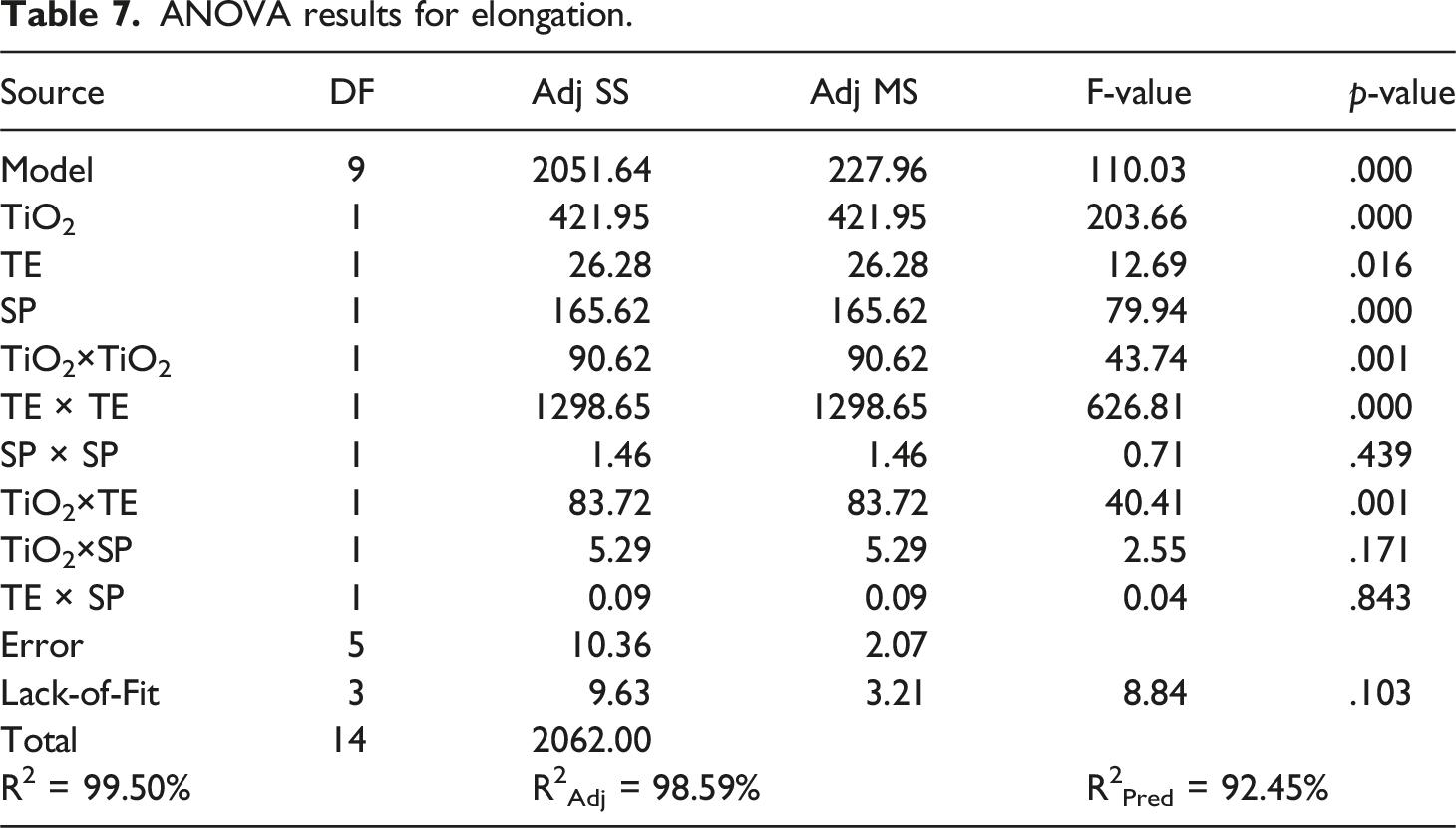
ANOVA results for elongation.
ANOVA results for tensile strength.
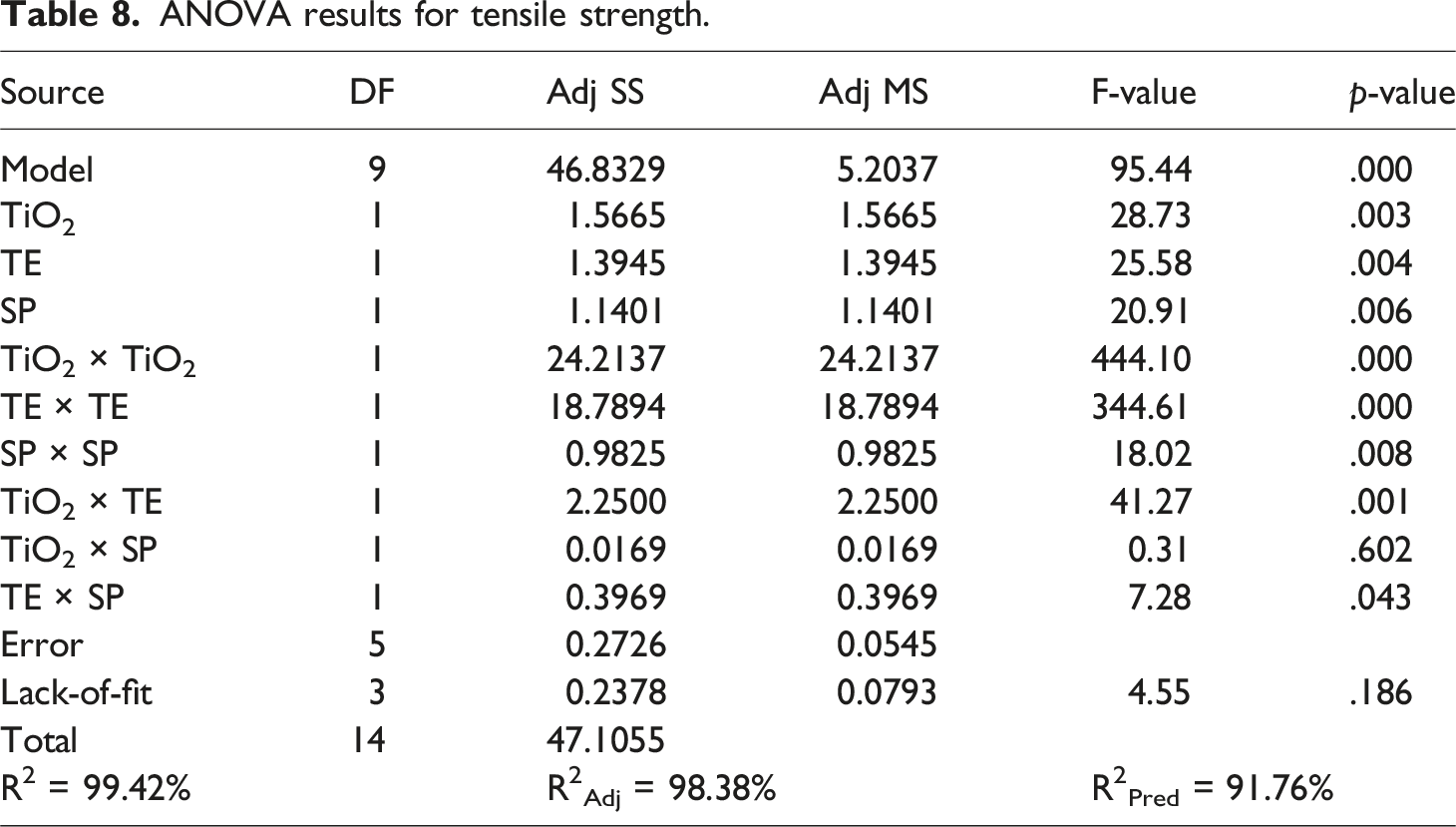
The prediction ability of developed regression models was investigated by R2, R2Adj and R2Pred. A regression model has a high prediction ability when R2, R2Adj and R2Pred are close to 100%. According to Tables 7 and 8, the high values of R2, R2Adj and R2Pred were obtained for El and UTS. Therefore, the estimated models are capable of predicting the El and UTS.
The influence of process parameters on the elongation (El) and tensile strength (UTS) of the PP/EPDM/TiO2 nanocomposite was depicted in Figure 9. It is evident from Figure 9 that the highest elongation of the nanocomposite was obtained at a TiO2 content of 4 wt% (Figure 9(a)), while the highest tensile strength of the nanocomposite was obtained at a TiO2 content of 2 wt% (Figure 9(b)). According to SEM image in Figure 6(b), the improvement of the tensile strength of the nanocomposite at TiO2 content of 2 wt% can be related to the good dispersion of the nanoparticles and consequently the good interfacial interaction between the nanoparticles and PP matrix. However, the reduction of the tensile strength at TiO2 content of 4 wt% is due to the agglomeration of the nanoparticles, as shown by SEM image in Figure 6(c). The obtained results are consistent with those reported by Yang et al.
19
and Jahromi et al.
20
They stated that the improvement of the elongation at higher loading of nanoparticles is due to a brittle-ductile transition of the nanocomposite. It can be also observed from Figure 9 that the elevation of nozzle temperature from 200 to 225°C led to an improvement in the elongation and tensile strength by 15.7 and 11.2%, respectively. However, the elevation of nozzle temperature from 225 to 250°C reduced the elongation and tensile strength by 11.1 and 6.6%, respectively. Lower values of the elongation and tensile strength at nozzle temperature of 200°C are due to the high viscosity of the nanocomposite and thus the formation of cracks and cavities, as shown by SEM image in Figure 7(a). As explained previously, when the temperature between deposited layers is insufficient, it can hinder molecular chain fusion, which leads to formation of a weak interlayer bonding.
55
However, according to the SEM image in Figure 7(b), the increase of nozzle temperature up to 225°C improved the adhesion of layers due to the proper viscosity of the filament, which was followed by an enhancement in the elongation and tensile strength. In addition, according to SEM image in Figure 7(c), the reduction of the elongation and tensile strength of the nanocomposite at the nozzle temperature of 250°C may be due to the thermal degradation of the filament caused by the higher heat input. The effect of process parameters on (a) elongation, (b) tensile strength.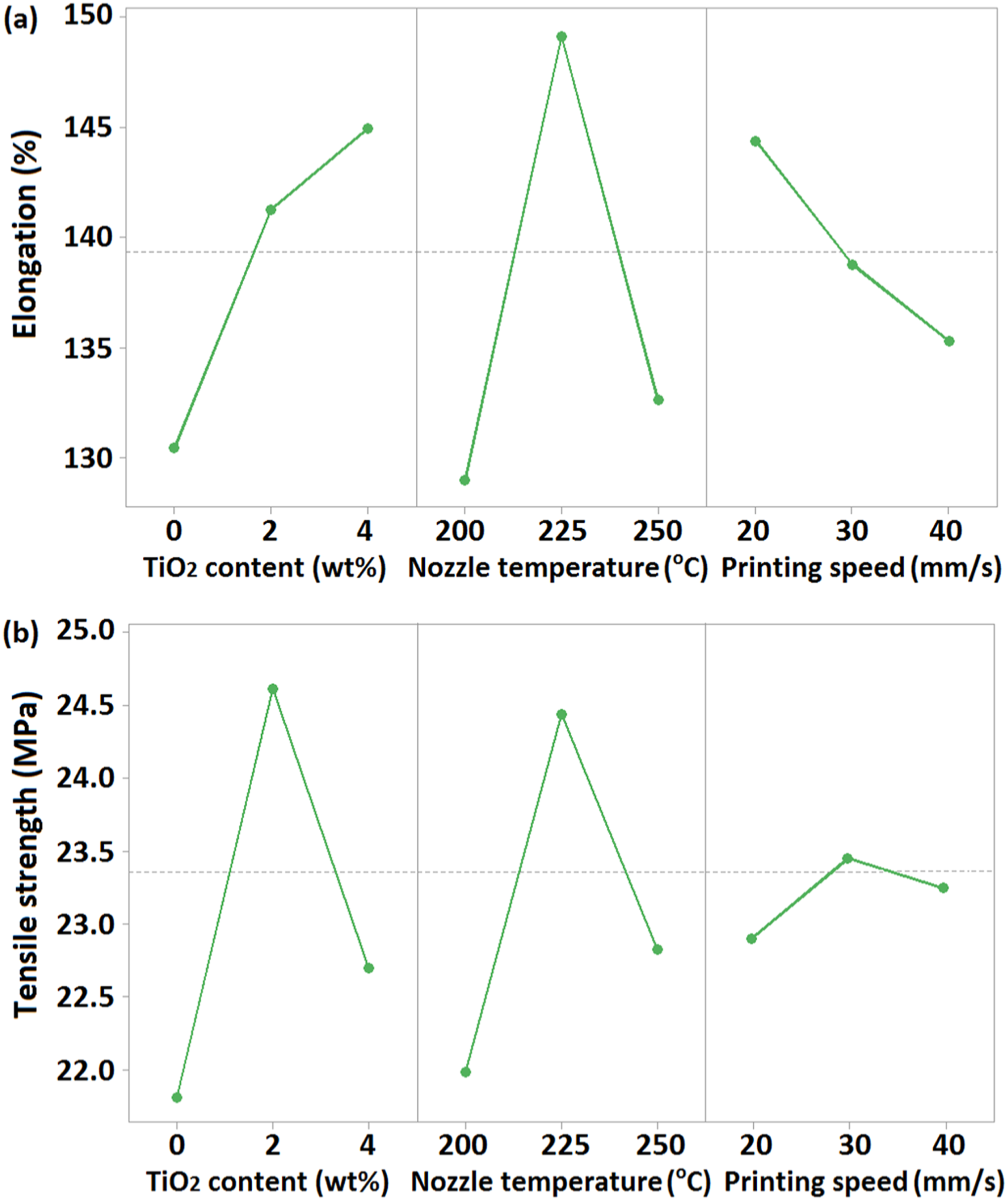
Figure 9 also indicates that a rise of printing speed from 20 to 40 mm/s decreased the elongation of the nanocomposite by 6.3%, while the tensile strength initially improved by 2.7% and then decreased by 1.2%. As shown by SEM image in Figure 8(b), the improvement of the tensile strength at printing speed of 30 mm/s is due to the reduction of defects in the microstructure of nanocomposite, arising from an enhancement in the adhesion of filament layers. It should be noted that when printing speed is low, the time between depositing a layer and touching it again by hot nozzle to deposit another layer on top increases, resulting in a higher temperature gradient between adjacent layers. Since the preceding layer has undergone fast cooling, the overall energy of the polymer at the interface may fall short of facilitating adequate molecular chain fusion and coalescence, ultimately leading to suboptimal interlayer bonding. This results in weaker bonds and lower tensile strength. However, the increase of printing speed up to 30 mm/s reduces the time between layers, minimizing cooling and maintaining a higher temperature, and thus enhancing the tensile strength. Moreover, as indicated in Figure 8(c), a rise of printing speed up to 40 mm/s led to the formation of cracks and cavities in the microstructure of nanocomposite, which resulted in a reduction in the tensile strength. The decrease of the elongation of the nanocomposite at higher printing speed was also reported in.32,44,45
The effect of the significant interaction of parameters on the elongation and tensile strength was displayed in Figure 10. As can be seen from Figure 10(a), the highest elongation of the nanocomposite was attained at TiO2 content of 4 wt% and nozzle temperature of 225°C. According to Figure 10(b), when TiO2 content is 0 wt%, the tensile strength initially improved and then decreased with the increase of nozzle temperature from 200 to 250°C. The reduction of tensile strength at 250°C may be due to thermal degradation of the filament (See the SEM image in Figure 7(c)). However, when TiO2 content is 4 wt%, the tensile strength continuously improved with the increase of nozzle temperature from 200 to 250°C. The higher tensile strength of the nanocomposite at TiO2 content of 4 wt% and nozzle temperature of 250°C can be due to the fact that some of the heat input was absorbed by TiO2 nanoparticles and prevented the thermal degradation of the nanocomposite. The interaction effect of parameters on (a) elongation, (b, c) tensile strength.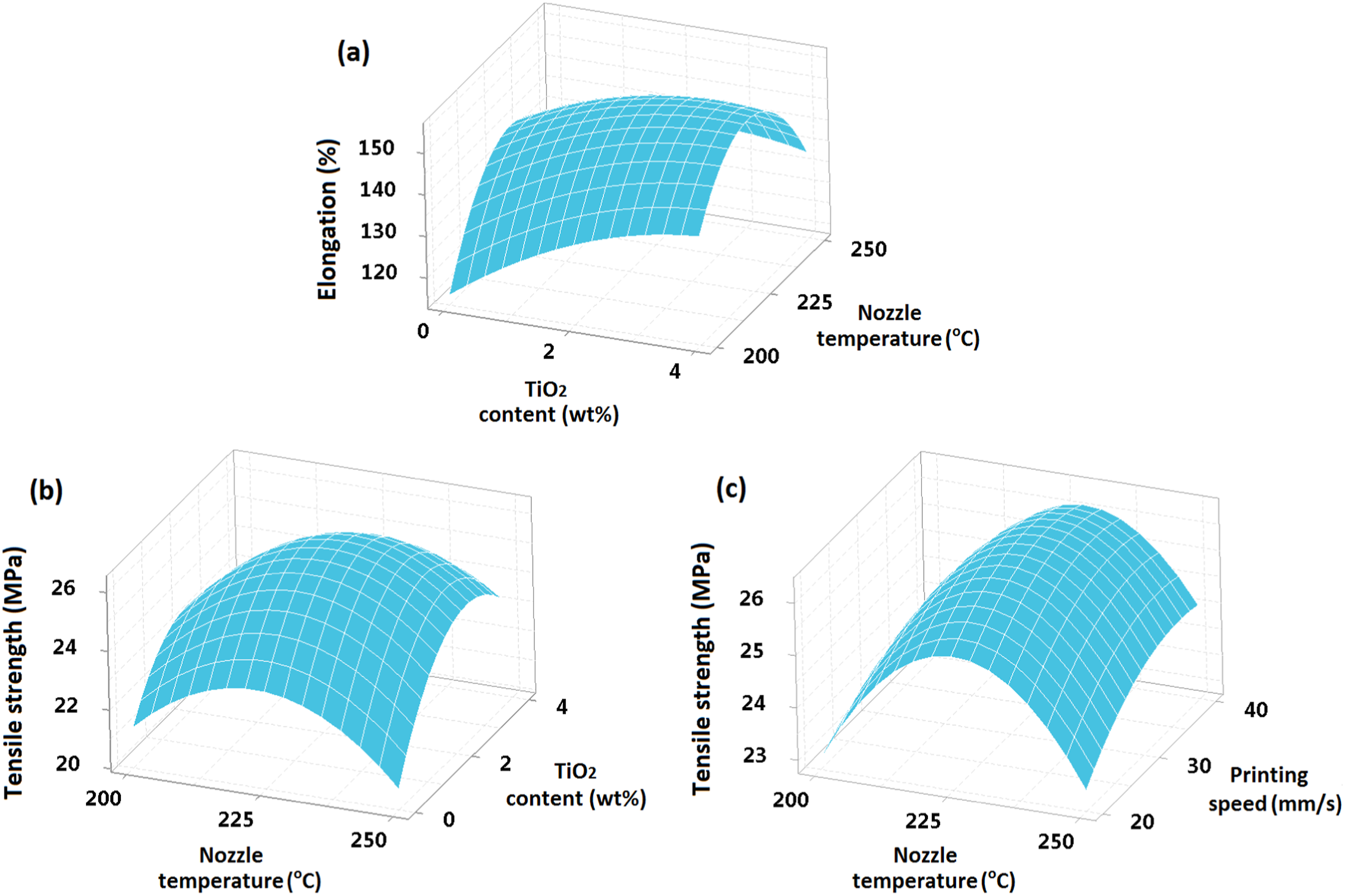
Figure 10(c) shows that when the nozzle temperature is 200°C, a rise of printing speed from 20 to 40 mm/s slightly decreased the tensile strength of the nanocomposite, whereas when the nozzle temperature is 250°C, a rise of printing speed from 20 to 40 mm/s increased the tensile strength of the nanocomposite. When the nozzle temperature is low, a rise of printing speed decreases the heat input, which leads to a reduction in the adhesion between filament layers (See the SEM image in Figure 7(a)). Furthermore, when the nozzle temperature is very high, a rise of printing speed decreases the heat input and prevents the thermal degradation of the filament.
To improve the elongation and tensile strength of the PP/EPDM/TiO2 nanocomposite concurrently, the desirability function method was employed. Based on this method, each response (elongation and tensile strength) is converted to a single desirability function (d). Then, the geometric average of the single desirability functions is estimated to calculate the compound desirability function (D). Finally, the compound desirability is maximized to identify the optimal input variable settings. The desirability function is changed from zero to one. The ideal value of the desirability function is equal to one. For calculating the single desirability function, the following targets can be considered for each response: 1-Higher value is better, 2-Lower value is better, 3-A certain value is better.5,6 In the case of the PP/EPDM/TiO2 nanocomposite, higher values of the elongation and tensile strength are required. So, for calculating the single desirability function, the first target is chosen. The single desirability function (d
i
) of a response (x) for the target of “Higher value is better” can be obtained as follows:

In equation (5), D denotes the compound desirability function, d
1
(Elongation) denotes the single desirability function for elongation, and d
2
(Tensile strength) denotes the single desirability function for tensile strength.17,31 In this research, Minitab®17 software was applied to calculate the single and compound desirability functions. Minitab employs a reduced gradient algorithm with multiple starting points that maximizes the compound desirability to determine the optimal condition of parameters. A combination of parameter values that produces the maximum compound desirability is the optimal condition. The results of optimization by desirability function method were demonstrated in Figure 11. The results of optimization of parameters by desirability function method.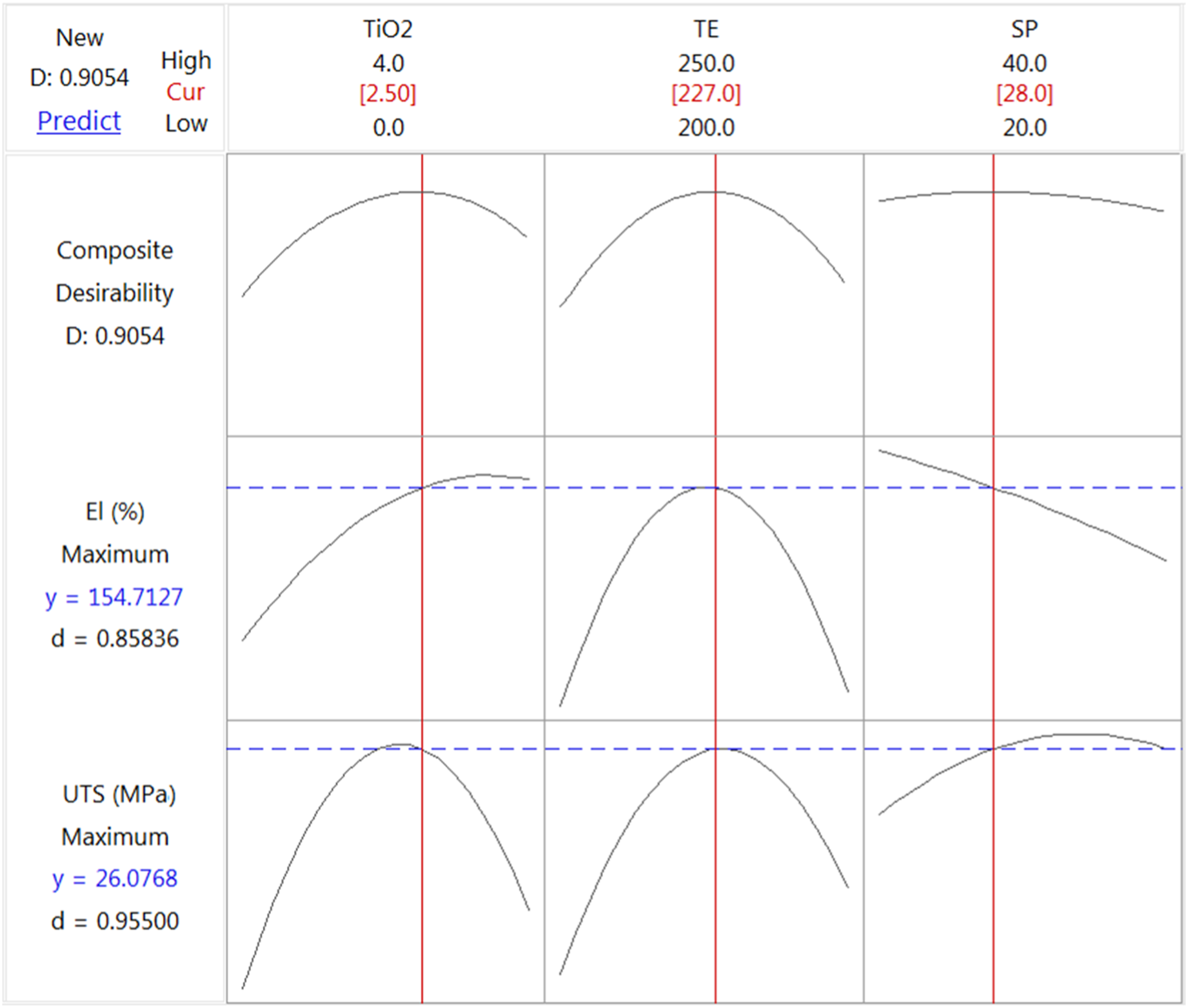
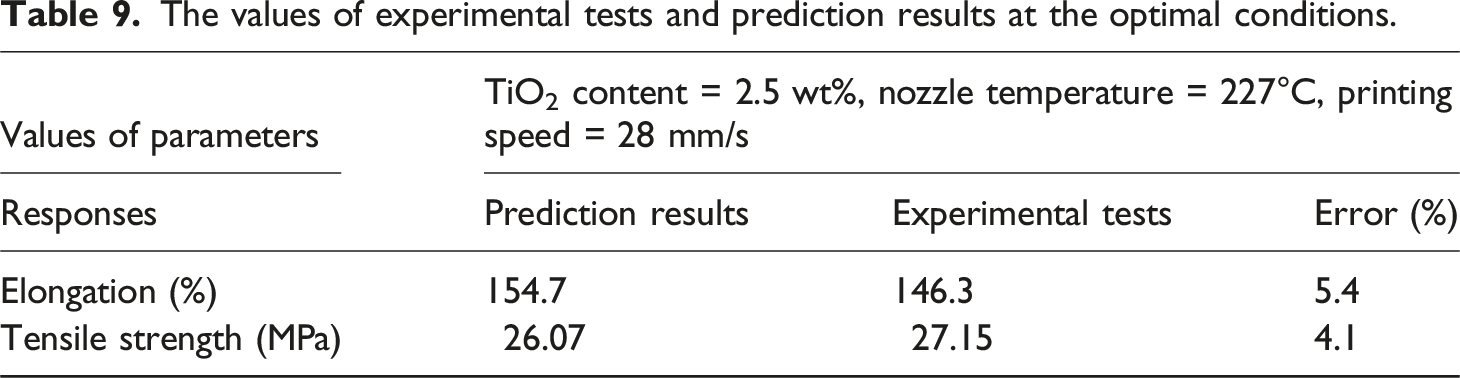
The values of experimental tests and prediction results at the optimal conditions.
It should be stated that the limitations of this study include the low surface quality of the printed samples as well as the limited range of parameters to increase the adhesion of the filament layers and improve the mechanical properties of the nanocomposite. However, post-processing can be used to improve the surface quality of samples. Moreover, the results of this study indicated that the response surface method and the desirability function technique can be used to explore the optimal condition of the parameters and achieve the desired mechanical properties.
Conclusion
In this research, the desirability function technique and response surface methodology were applied to improve the elongation and tensile strength of the PP/EPDM/TiO2 nanocomposite, concurrently. The results of this study are as follows: 1- It was observed that the increase of TiO2 up to 4 wt% improved the melting temperature and crystallinity percentage of the nanocomposite. However, the agglomeration of nanoparticles was observed in the fracture surface of tensile specimens at TiO2 content of 4 wt%. 2- The highest elongation of the nanocomposite was obtained at a TiO2 content of 4 wt%, while the tensile strength of the nanocomposite was maximized at a TiO2 content of 2 wt% due to the good dispersion of the nanoparticles. 3- The elevation of nozzle temperature from 200 to 225°C improved the elongation and tensile strength by 15.7 and 11.2%, due to good adhesion of filament layers. Whereas, the elevation of nozzle temperature from 225 to 250°C reduced the elongation and tensile strength by 11.1 and 6.6%, due to the thermal degradation of the filament. 4- The increase of printing speed from 20 to 40 mm/s decreased the elongation of the nanocomposite by 6.3%, while its tensile strength was initially enhanced by 2.7% and then reduced by 1.2%. 5- The optimization results showed that the elongation and tensile strength of the nanocomposite can be enhanced concurrently at a TiO2 content of 2.5 wt%, nozzle temperature of 227°C and printing speed of 28 mm/s. At the optimal condition of parameters, the elongation and tensile strength were predicted to be 154.7 % and 26.07 MPa, respectively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
The authors confirm that the data supporting the findings of this study are available within the article.