
Abstract
With the increasingly serious air pollution, it is urgent to build a good indoor environment. How to improve performance of filter fiber materials has become the mainstream approach. In this article, the structure and filtration performances of nonwoven filter fibers before and after impregnation with carbon black were tested and analyzed. The results showed that a carbon black coating layer was wrapped on the surfaces of the changed nonwoven fabric filter fibers. The porosity of fibers decreased from 97.81% to 95.35%. The filtration efficiency of PM1.0, PM2.5, and PM10 increased by 16.8%, 28.0%, and 11.7%, respectively, at the best filtration velocity of 0.8 m/s. The filtration efficiency of PM2.5 had the most significant improvement. But the resistance increased by 1.18 times at the same time. The matching between filtration efficiency and resistance should be considered in using. This study provides reference value for the synthesis and application of new filter materials.
Introduction
Air pollution has a serious impact on people’s daily life. It also poses many dangers to people’s lives and health. Therefore, people are paying more attention to a series of problems which were caused by air pollution.1–3 Some literature works showed that indoor particulate matter concentration was much higher than that of outdoor environment.4,5 They would cause different degrees of harm to human bodies living in the environment, even death.6,7 However, people may spend as much as 80%–90% of their time indoors.8,9 So, a good indoor environment is an important condition for living.
Air filters had been more popular and used as one of the effective ways to solve indoor pollution. 10 However, the existing air filters were made up with combination of different filters for different types of pollutants. For example, activated carbons were used to remove gassy pollutants, while filter fibers were used to remove particulates. Combining filters would lead to air filters with a large volume and a complicated structure. 11 It would increase resistance of filters because of the differences in the combination form and layout, and eventually lead to a waste of cost. Therefore, there was a lack of research works and development of composite air filters. It was satisfied to remove the gas pollutants and solid particles, and it could be done effectively using space of the filter combination.
Many researchers from different countries had mainly focused on improving filtration efficiency,12–14 in decreasing the costs of filter materials, 15 application sites,16,17 and in developing new materials.18–23 Results of some researches had been obtained. But still the removal of particulate matters and gassy pollutants is ineffectual. Recently, some results had made some progress on developing new materials. Manufacturing technique of filter products was more improvement than ever. Electrospinning was used to make air filters.24,25 But, it was difficult to apply widely because of their high prices and difficulty in preparation. In addition, the existing materials only consider the removal of particulate matters or the removal of gassy pollutants. The existing composite fiber filter materials still need optimization. Carbon black is widely available in nature and easy to obtain. It has a large specific surface area and good stability. It does not easily react with other substances. As a result, the new materials used with carbons were also widely used. 21 There were few studies on using carbon black to improve nonwoven fiber filter materials. The researches on the differences in filtration performance of particulate matters before and after impregnation with carbon black were even fewer.
Therefore, to solve this problem, the structure and filtration performance of nonwoven filter fibers before and after impregnation with carbon black were tested and analyzed in this article. It provides a preliminary data reference for developing new composite fiber filter materials.
Method
Preparation of materials
Direct impregnation is one of the most common methods for preparing textile materials. 26 It has the advantages of convenience, simplicity, and easiness. 26 In direct impregnation, first, animal glue (2 g) was dissolved into glue with water and then carbon black (3 g) was added to grind and mix. Black carbons were obtained from Changzhou Yongguang Material Co., Ltd, China. The brand was Shen Ling, and the model was C311. The executive standard was GB 3778-2003. Average particle size was 18–25 nm, and the specific surface area ranged 200–400 m2/g. Other parts (glycerin 2 g, urea 0.25 g, compound amino acid copper 0.05 g, taikoo oil 0.1 g, methyl silicon oil 0.1 g) were added in order and mixed well. Deionized water (50 mL) was added into it and stirred well. It would form a stable dispersion after ultrasonic treatment. Then, two pieces of 25 × 25 nonwoven filter fibers were taken. The materials of nonwoven were obtained from GuangDong Fresh Filter Co., Ltd, China. The filter grade of nonwovens was F6, and the certifications were EN 779 and ISO 9001. One of them was in the solution for 3 h and then taken to the drying box for 3 h, and the temperature of drying box was 60°C. Another piece of nonwoven filter fiber was the blank control group.
Experimental system
GRIMM1.109 Portable Aerosol Spectrometer was used to measure particle concentration before and after. Upper limit of counting concentration is 2,000,000 P/L. The particles ranging from 0.25 to 32 μm in diameter can be separated into 31 channels. The repeatability was 5%. HD2114P.0 Portable Micromanometer was used to measure filter resistance. The measuring accuracy is ±(2% reading + 0.1 m/s). The difference pressure range is ±0.4% FS. HD37AB1347 Indoor Air Quality Monitor was used to measure the velocity. The measuring accuracy range is ±3%. The micrometer was used for thickness measurement, and the accuracy of the micrometer is 0.01 mm. XCS-101-0BS electrical blast drying oven was used for drying. The temperature of the drying box can be between room temperature and 300°C. JSM-6510LV scanning electron microscope was used. The magnification was 5–30 million times, and the resolution was up to 3.0 nm. The average concentration was recorded 10 min before and after the test filter, and the data are analyzed by mean value to reduce the experimental error. The experimental system of filtration performance was established as shown in Figure 1. The experimental setup was built according to China’s national standard GB/T 14295-2008. Distributing measuring points were complied according to China’s national standard GB 50019-2015.

Experimental system.
The performance features of filters

where η is the filtration efficiency of filters; C1 is the mass concentration of PM2.5 before filtration, μg/m3; and C2 is the mass concentration of PM2.5 after filtration, μg/m3.
The filtration velocity before and after the filters were the same, and the cross-sectional area was equal; the filtration resistance could be expressed by the static pressure difference

where P1 is static pressure before filtration, Pa; and P2 is static pressure after filtration, Pa. The filling rate could be calculated by calculating the ratio of the density to the density of the material used for the filter materials

where
Discussion and analysis
Microstructure of filter materials
The features of filter materials before and after impregnation with carbon black are given in Table 1 according to the formula calculation.
Main features of nonwoven fabric fiber filters.

Figure 2 shows the electron microscope scan of the filtration performances of nonwoven filter fibers before and after impregnation with carbon black.

Electron microscope scan of filter materials. (a) and (e) are 50 times, (b) and (f) are 200 times, (c) and (g) are 400 times, and (d) and (h) are1000 times.
Figure 2(a) and (e) shows the image under a magnification of 50 times. Figure 2(b) and (f) shows the image under a magnification of 200 times. Both showed the surfaces of each fiber before impregnation with carbon black were smooth, and spreading of the fibers showed a natural twisted state. While the surfaces of each fiber after impregnation with carbon black became rough, and the distribution showed artificial processing state. Figure 2(c) and (g) shows the image under a magnification of 400 times. They showed that the fiber porosity before impregnation with carbon black was large, the fiber was loose, and the structure was loose. While the fiber porosity after impregnation with carbon black was small, the fiber was compact, and the structure was dense. Figure 2(d) and (h) shows the image under a magnification of 1000 times. They showed that the surfaces of each fiber before impregnation with carbon black were smooth and orderly. While the surfaces of each fiber after impregnation with carbon black were wrapped to form a coating layer of carbon black. Parts of the carbon black were deposited on the surfaces of some fibers. Some cross-linking has occurred between the surfaces of the carbon black. There were also wrinkles in the wrapping layer, and the surfaces were rough.
Effect of filtration velocity on the filtration efficiency
The outdoor atmospheric dusts were used as the dust sources,27,28 which was more in accordance with using conditions. The filtration velocity range of 0.2–1.2 m/s was selected according to China’s national standards GB/T 14295-93 and GB 12218-1989. The trend of filtration efficiency of two filter materials versus filtration velocity was shown in Figure 3.
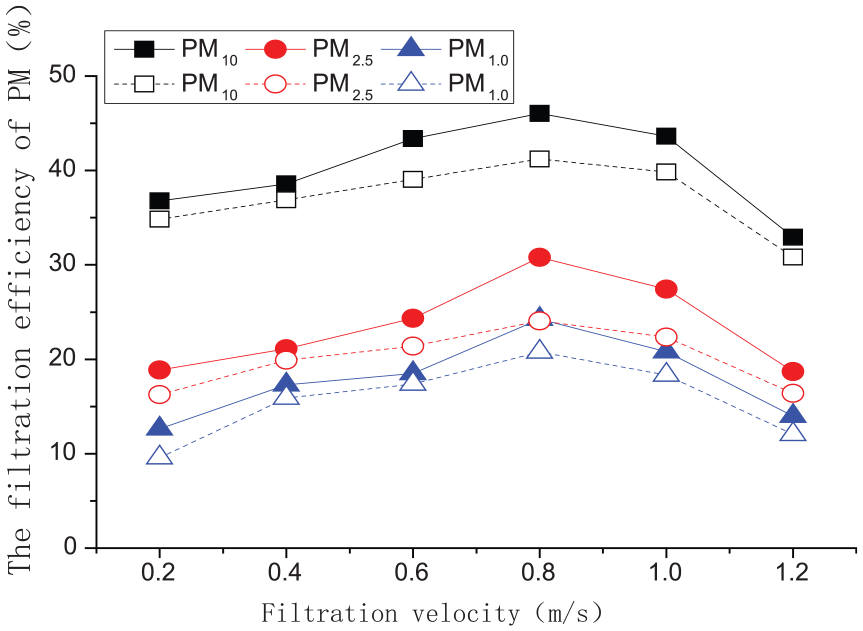
Filtration efficiency at different filtration velocities.
The results of the two filter materials had a consistent trend. With the increase in filtration velocity, the filtration efficiency of the filter materials first increased and then decreased. For the filter after impregnation with carbon black, the filtration efficiency range of PM10 was 32.9%–46.0%; the filtration efficiency range of PM2.5 was 18.7%–30.8%; and the filtration efficiency range of PM1.0 was 12.6%–24.2%. For the filter before impregnation with carbon black, the filtration efficiency range of PM10 was 30.8%–41.2%; the filtration efficiency range of PM2.5 was 16.3%–24.1%; and the filtration efficiency range of PM1.0 was 12.0%–20.8%. The filtration efficiency of filters before and after impregnation with carbon black reached the maximum when the velocity was 0.8 m/s. The filtration efficiency of filter after impregnation with carbon black for PM10, PM2.5, and PM1.0 was 46.0%, 30.8%, and 24.2%, respectively. The filtration efficiency of filter before impregnation with carbon black for PM10, PM2.5, and PM1.0 was 41.2%, 24.1%, and 20.8%, respectively. So, the filtration efficiency of PM improved after impregnation with carbon black.
Differences in filtration efficiency
Figure 4 shows differences in filtration efficiency of PM before and after impregnation with carbon black under different filtration velocities. When the filtration velocity was 0.2 m/s, the difference between the filtration efficiency of PM1.0 before and after impregnation with carbon black was the largest, which was 3.04%. The main reason was that for small particles, Brownian motion played a leading role. When the dust-laden airflow passed through the fiber gap, the particles continued diffusion motions. 29 Another reason was that the carbon black had a large specific surface area and a porous medium with excellent adsorption. 30 Related literature showed that carbon black was used to adsorb gassy pollutants, as well as in virus removal and inactivation. 31 PM1.0 has the biggest difference among them. With the increase in filtration velocity, the differences in filtration efficiency of PM10 and PM2.5 were big. At a filtration velocity of 0.8 m/s, the filtration efficiency difference of PM10, PM2.5, and PM1.0 was 4.81%, 6.74%, and 3.48%, and the filtration efficiency of PM1.0, PM2.5, and PM10 was increased by 16.8%, 28.0%, and 11.7%, respectively. The main reason was the fiber porosity after impregnation with carbon black was small, and the fiber was compact. The filtration efficiency of the fibers after impregnation with carbon black of PM10, PM2.5, and PM1.0 was obvious, increases under the combined action of interception effect and the inertial effect when the filtration velocity of 0.8 m/s. Filtration efficiency was determined by the filter materials’ own performances. 15 Compared to the fibers before impregnation with carbon black, it was difficult for the particles to pass through the filter fibers due to smaller porosity. 32 It would increase the filter fibers which were after impregnation with carbon black of filtration efficiency for particulate matters. Therefore, the filtration efficiency of the fibers after impregnation with carbon black on particulate matters has been significantly improved, especially for PM2.5.
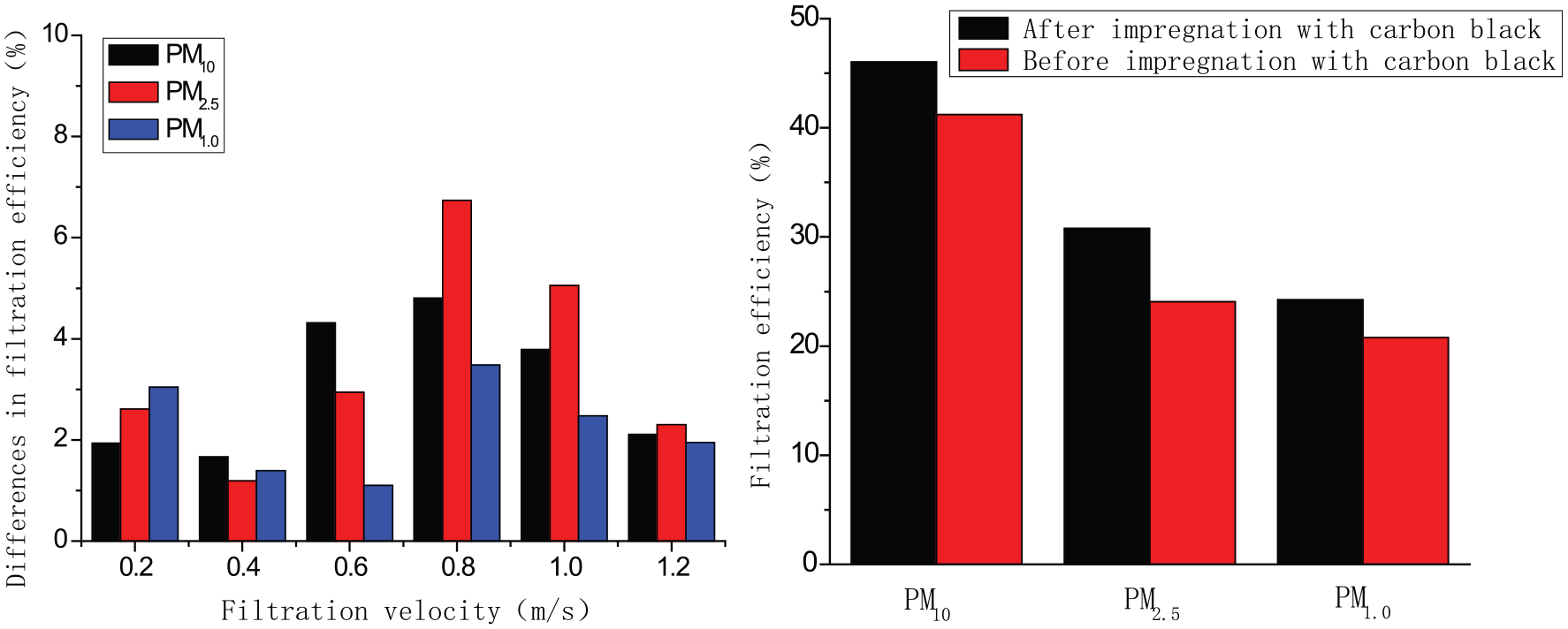
Difference in PM before and after impregnation with carbon black.
The effect of different particle sizes on the filtration efficiency
Figure 5 shows that the counting filtration efficiency of fibers before and after impregnation with carbon black was gradually higher with increase in particle sizes at a filtration velocity of 0.8 m/s. The counting filtration efficiency of the fibers after impregnation with carbon black was higher than that of before impregnation with carbon black. For the particle sizes below 0.5 μm, the counting filtration efficiency of the fibers before and after impregnation with carbon black was low, and both of them were not greater than 30%. Because the Brownian motion played a leading role, small particles continually moved and smoothly bypassed the fiber without being captured. 27 Therefore, the filtration efficiency of them was not obvious, and the difference of filtration efficiency did not exceed 5%. For particles with a particle size of 0.6–2.5 μm, the differences of the counting filtration efficiency between them were from 10% to 20%. It was proved the reason the filtration efficiency of the fibers before and after impregnation with carbon black had a difference for PM2.5. This explains the difference shown in Figure 4 for PM2.5. The counting filtration efficiency of particulate matters was obvious, increases under the combined action of interception effect and the inertial effect. 32 For particle sizes larger than 2.5 μm, there was not much difference of the counting filtration efficiency between them. Particles with different particle sizes were trapped on the fiber filters by acting inertial effect. 32 Therefore, the counting filtration efficiency of the fibers after impregnation with carbon black was improved the capture of particulate matters of 0.6–2.5 μm. The porosity of the fibers after impregnation with carbon black decreased. It would increase the chance of trapping particulate matters. To improve the existing nonwoven fabric fiber material is to contribute to the improvement of the filtration performance of particulate matters. For example, electrospinning was more popularly used to make polymer nanofibrous air filters.24,25 Integrating metal-organic frameworks (MOFs) into an organic polymer was another effective method to control air pollution. 33 Therefore, further researches on developing filter manufacturing technology are needed to improve indoor air quality

Filtration efficiency at different particle sizes of two filter materials.
The effect of filtration efficiency on the initial resistance
Figure 6 shows the increasing trend of the initial resistance and velocity of the filter materials, which was consistent with the theoretical situation. 32
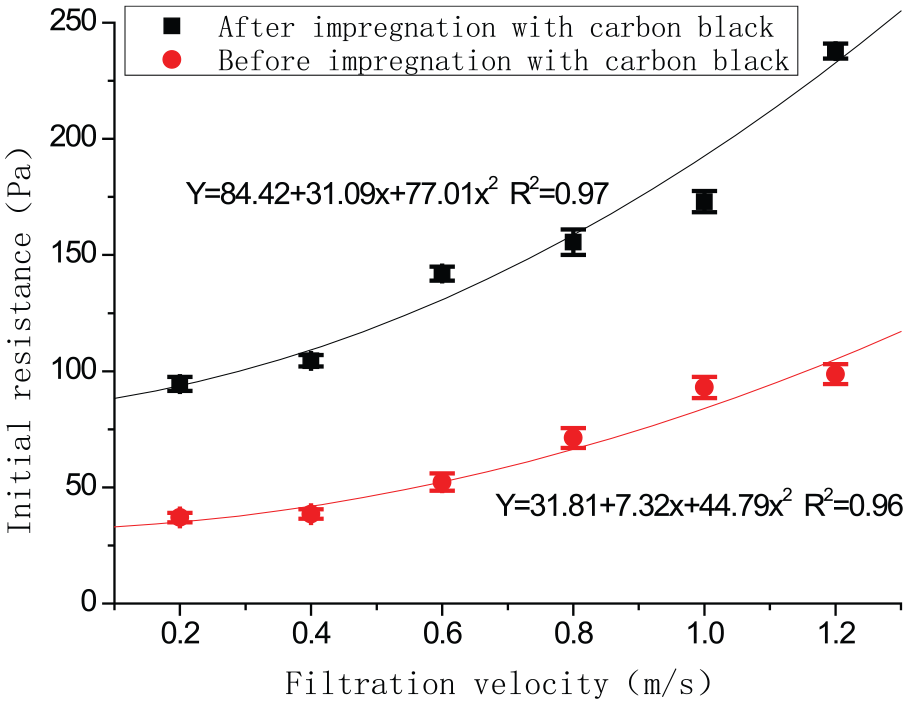
Initial resistance of filter materials at different filtration velocities.
In the range of filtration velocity, the resistance range of the fibers after impregnation with carbon black was 94.5–237.75 Pa. The resistance range of the fibers before impregnation with carbon black was 37–98.75 Pa. The resistance range of the fibers after impregnation with carbon black had a large resistance range. When the filtration velocity reached 0.8 m/s, the resistance of the fibers after impregnation with carbon black was 155.5 Pa. The resistance of the fibers before impregnation with carbon black was 71.25 Pa. The resistance of the fibers after impregnation with carbon black was increased by 1.18 times than that of the fibers before impregnation with carbon black. This is because the smaller the filling rate of the fibers before impregnation with carbon black was, the larger the porosity was. The more uniform the airflow velocity field was, the smaller the resistance was. On the contrary, the larger the filling rate of the fiber after impregnation with carbon black was, the smaller the porosity was. It impacted on the uniformity of the airflow velocity field, and it would result in a matching increased in resistance. The fitting results showed that the resistance range of the fibers before and after impregnation with carbon black had a good resistance characteristic. However, this method still had limits, such as the effect of parent–child time and the density of the solution. To account for this effect, the experiment should be further developed following the approaches summarized by Bian et al. 25 The matching between filtration efficiency and resistance should be considered comprehensively in using, and the selection should be based on the actual situation.
Conclusion
The structure and filtration performances of nonwoven filters before and after impregnation with carbon black were tested and analyzed in this article. The conclusions are given as follows:
A carbon black coating layer was formed on the surfaces of nonwoven filters after impregnation with carbon black. Some cross-linking had occurred between the surfaces of the carbon black, and the porosity of the fibers decreased from 97.81% to 95.35%.
The filtration efficiency of filters after impregnation with carbon black improved the capture of particulate matters of 0.6–2.5 μm. The filtration efficiency of PM2.5 had the most significant improvement, which could greatly improve the removal rate of indoor particles.
The filtration efficiency of PM1.0, PM2.5, and PM10 increased by 16.8%, 28.0%, and 11.7%, respectively, at the best filtration velocity of 0.8 m/s. The resistance of the fibers after impregnating carbon black increased by 1.18 times than that of the fibers before impregnating carbon black. The matching between filtration efficiency and resistance should be taken into consideration comprehensively to selecting filters in using.
The filtration efficiency of particulate matters was tested and analyzed only in this article, and the filtration efficiency had been improved, but the corresponding resistance had also increased. So, further research will continue to analyze the influencing factors of new composite materials and the filtration efficiency of gas pollutants, and compare with the total resistances of existing products. It helps provide basic data references for the synthesis and application of new composite fiber filters.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was supported by the National Key R&D Program of China (No. 2016YFC0700503), the National Natural Science Foundation of China (No. 51808430), and the Special Research Project of Educational Commission of Shaanxi Province of China (No. 17JK0467).