
Abstract
The feasibility of reuse waste alkali solution from rayon manufacturing process to replace solid sodium hydroxide for cotton fabric one-bath-one-step pretreatment had been investigated. Under alkaline condition, hydrogen peroxide decomposition rate could be accelerated by a little amount of cobalt chloride. To obtain a similar decomposition value of hydrogen peroxide, the required temperature for waste alkali solution was lower than that of solid sodium hydroxide, and the lower value is about 10°C. The pretreatment temperature could be reduced by 15°C when waste alkali solution was used as alkali agent to replace solid sodium hydroxide, while the treatment conditions should be strictly controlled to diminish fiber damage. According to the demands of dyeing and printing products, a desired pretreated cotton fabric could be successfully prepared when the alkali waste from rayon manufacturing process was used as substitute for solid sodium hydroxide in one-bath-one-step pretreatment of cotton fabric.
Keywords
Introduction
In order to obtain bright cotton fabric for dyeing or printing and to make fabric uniformly water absorbent, a pretreatment is necessary for removal of natural and human-induced impurities such as oil, stain, waxes, and colored mater.1,2 Desizing, scouring with strong alkali (viz. sodium hydroxide), and bleaching are typical pretreatment steps, which are often combined to reduce energy consumption and costs. 3 Hydrogen peroxide delivers a high degree of whiteness which is stable and does not tend to become yellowish during storage. Moreover, hydrogen peroxide has the advantages of being low cost, flexibility of application, and the possibility of one-step-one-bath (scouring/bleaching) process. Therefore, hydrogen peroxide becomes the most frequently used oxidative bleaching agent for cotton and cotton blends.1,4
Regenerated cellulosic fiber is derived from natural cellulosic materials, which is becoming more and more popular due to its internal advantages like biodegradable, comfortable, and renewable. Rayon is one of the most important regenerated cellulosic fibers, the manufacturing process of which consumes a lot of sodium hydroxide; after that, a large amount of high concentration waste alkali (18–23 w/w%) are discharged. In order to diminish environmental pollution, dialysis and nano-filtration recovery are the two frequently used methods for waste alkali recovery. However, the efficiency of the currently applied recovery methods is low.5,6
The main compositions of the high concentration waste alkali solution, that is, sodium hydroxide, low concentration cobalt chloride, hemi-cellulose, and degraded low molecular fragments of cellulose, could be directly reused for cotton fabric pretreatment just need to be diluted. Furthermore, Gilbert stated that Fe2+, Co2+, and Mn2+ are very effective catalysts for hydrogen peroxide decomposition in low concentration although they can retard oxidation at high concentration. 7 Therefore, our team assumes that directly reuse those high concentration alkali solutions for cotton fabric pretreatment not only can diminish environmental pollution but also can reduce the cost of regenerated cellulosic fiber and cotton fabric pretreatments.
The present work aims at reducing the discharge and improving the reuse efficiency of waste alkali solution produced by regenerated cellulose fiber industry through directly reuse waste alkali solution for cotton fabric one-bath-one-step pretreatment. Thus, the effect of waste alkali solution on the hydrogen peroxide decomposition and cotton fabric properties like mechanical strength, wettability, and whiteness were investigated. And the main parameters namely alkaline concentration, hydrogen peroxide concentration, temperature, and time were optimized.
Experimental
Materials
Analytical grade solid sodium hydroxide, hydrogen peroxide (H2O2, 35 w/w%), potassium permanganate, and sulfuric acid were purchased from Sinopharm Chemical Reagent Co., Ltd. Commercial penetrant JFC and hydrogen peroxide bleaching stabilizer were kindly provided by Zhejiang Transfar Co., Ltd. Waster alkali solution (contains 215-g/L sodium hydroxide and 10-g/L cobalt chloride) was kindly provided by Fulida Group Holding Co., Ltd. Honeycomb knitted cotton fabric was used in this study; construction and mechanical properties of the fabric are given in Table 1.
Construction and mechanical properties of the fabric.

Effect of alkali agent on the decomposition of hydrogen peroxide
The effects of solid sodium hydroxide and waste alkali solution on the decomposition of hydrogen peroxide were compared under different alkali concentration, temperature, and time. All the experiments of hydrogen peroxide decomposition were carried out in a 250-mL sealed Erlenmeyer flask in a vibration laboratory dyeing machine. The aqueous solution was prepared with different sodium hydroxide concentration (viz. 2–6 g/L), 4-g/L hydrogen peroxide, 5-g/L stabilizer, and 2-g/L JFC.
One-bath-one-step pretreatment of cotton fabric
The scouring and bleaching of gray cotton fabric were combined into one-bath-one-step, which was performed using a vibration laboratory dyeing machine at a material-to-liquor ratio of 1:20. After the desired treatment, the samples were neutralized with 2-g/L sulfuric acid and thoroughly washed with distilled water. The treatment solution was prepared with different sodium hydroxide concentration (viz. 2–10 g/L, which was diluted from waste alkali solution), hydrogen peroxide concentration (viz. 2–10 g/L), 5-g/L stabilizer, and 2-g/L JFC.
Testing
Hydrogen peroxide decomposition
The hydrogen peroxide concentration was carried out using potassium permanganate according to AATCC 102-2012 test method, and the decomposition ratio was calculated using equation (1)

where V1 (mL) and V0 (mL) are the consumed potassium permanganate volume for original and decomposed hydrogen peroxide solution.
Breaking strength
The fabrics were prepared as 6 cm×25 cm, then the width was adjusted to 5 cm by removing the broken yarns. The breaking strength of the vertical cotton fabric samples was tested according to ISO13934-1:1999 using H10KL QMat universal testing machine (Tinius Olsen Ltd, United States). The gauge length and the testing speed are 20 cm and 10 cm/min, respectively. After testing, the breaking strength retention was calculated using equation (2)

where (BS)0 (N) and (BS)1 (N) are the breaking strength of untreated cotton and treated cotton.
Whiteness
Whiteness was tested using WSB-3A intelligent digital whiteness meter (Wenzhou Darong Textile Instrument Co., Ltd., P.R. China). Before testing, the fabrics should be folded to an opaque state. For one sample, the average value was calculated by testing three different areas.
Wettability
Wettability testing was carried out according to AATCC 79-2010. Before testing, the fabrics were conditioned in a standard atmosphere having a relative humidity of 65% ± 2% at 21°C ± 1°C for 24 h. Then, five water drop tests were performed to calculate average value; the distance of two water drops should be more than 1 in. Shorter average time shows the fabric has better wettability.
Results and discussion
Effect of alkali agent on the hydrogen peroxide decomposition
Effect of alkali concentration on the hydrogen peroxide decomposition
Theoretically, hydrogen peroxide bleaching should be controlled at alkali medium due to its weak acid property (Kdiss = 1.78 × 10−12 at 20°C). Therefore, hydrogen peroxide bleaching rate and efficiency depends to a much larger extent on alkali concentration. 8 In addition, hydrogen peroxide decomposition would be effectively catalyzed by low concentration of metal ions such as Fe2+, Co2+, and Mn2+. 7 Therefore, sodium hydroxide and Co2+ are two important factors for hydrogen peroxide bleaching process. Table 2 compares the effect of solid sodium hydroxide and waste alkali solution on the hydrogen peroxide decomposition.
Effect of sodium hydroxide concentration on the hydrogen peroxide decomposition.

There was no cobalt ion in the solution of solid NaOH.
It can be seen from Table 2 that hydrogen peroxide decomposition gradually increased with the increase in sodium hydroxide concentration when other conditions were kept at a constant value. This is because that the proton (H+) produced by hydrogen peroxide decomposition could combine with hydroxide (OH−) of alkaline solution, which results in the acceleration of hydrogen peroxide decomposition. Comparing with solid sodium hydroxide, the effect of waste alkali solution on hydrogen peroxide decomposition was much more notable due to the presence of Co2+ (i.e. 0.093–0.279 g/L).
Effect of temperature on the decomposition of hydrogen peroxide
According to perhydroxyl anion bleaching mechanism, hydrogen peroxide decomposition, as shown in equation (3), increases with rising temperature, so the conventional bleaching is typically conducted under condition of high temperature (e.g. 95°C).8,9 However, the temperature could be effectively reduced using oxidative catalysts or strong alkaline condition. Therefore, the effect of temperature on the hydrogen peroxide decomposition under different alkaline medium namely solid sodium hydroxide and waste alkali solution were discussed (Table 3)

Effect of temperature on the decomposition of hydrogen peroxide.

The results in Table 3 show that hydrogen peroxide decomposition value remarkably increased with rising temperature, especially in high temperature region (>80°C). Comparing with solid sodium hydroxide solution, the increase in decomposition value in waste alkali solution was much more prominent. It can also be seen from Table 3 that the decomposition of hydrogen peroxide in waste alkali solution was obviously higher than those in solid sodium hydroxide solution. To obtain a similar decomposition value, the required temperature of waste alkali solution was lower than that of solid sodium hydroxide, and the lower value is about 10°C. However, the lower temperature required for waste alkali solution cannot illustrate that an ideal bleaching fabric could be obtained at lower bleaching temperature. According to free radical bleaching mechanism, cobalt ion could react with bleaching ingredient (HO2·) to form oxygen (i.e. equations (4)–(6)). 8 And free radical mechanism indicates that the liberated molecular oxygen has no bleaching action. Therefore, optimum bleaching temperature should be further established by whiteness and mechanical properties of bleached fabrics



Effect of treatment time on the decomposition of hydrogen peroxide
Generally, the required time for cotton fabric to remove impurities is longer than 120 min. Bleaching efficiency depends to a much larger extent on the decomposition rate of hydrogen peroxide. From the above discussion, the effects of solid sodium hydroxide and waste alkali solution on hydrogen peroxide decomposition rate in the range of 0–120 min were assessed, and the results are shown in Table 4.
Effect of treatment time on the decomposition of hydrogen peroxide.

Table 4 shows that hydrogen peroxide decomposition value gradually increased with increasing in treatment time, and the decomposition rate in waste alkali medium was obviously faster than that of solid sodium hydroxide medium. It may be explained that both hydroxide ion (OH-) (i.e. equations (7)–(9)) 10 and cobalt ion (Co2+) (i.e. equations (4)–(6)) play as catalyst in hydrogen peroxide decomposition process, and there is no interference between hydroxide and cobalt



Utilization of waste alkali in the one-bathe-one-step pretreatment of cotton fabric
Effect of sodium hydroxide concentration on the properties of fabric
The role of pretreatment such as scouring and bleaching is to improve the wettability and whiteness of cotton by removing natural impurities while causing limited fiber damage. The extent of fiber damage is usually characterized using tensile strength. 4 Therefore, breaking strength, whiteness, and wettability are usually applied to investigate pretreatment effect. The most important four parameters namely sodium hydroxide, hydrogen peroxide, temperature, and time were investigated to optimize one-bath-on-step pretreatment conditions of cotton fabric. Table 5 shows the effect of waste alkali solution dosage (expressed by NaOH concentration and CoCl2 concentration) on the fabric properties.
Effect of waste alkali solution dosage on the fabric properties.
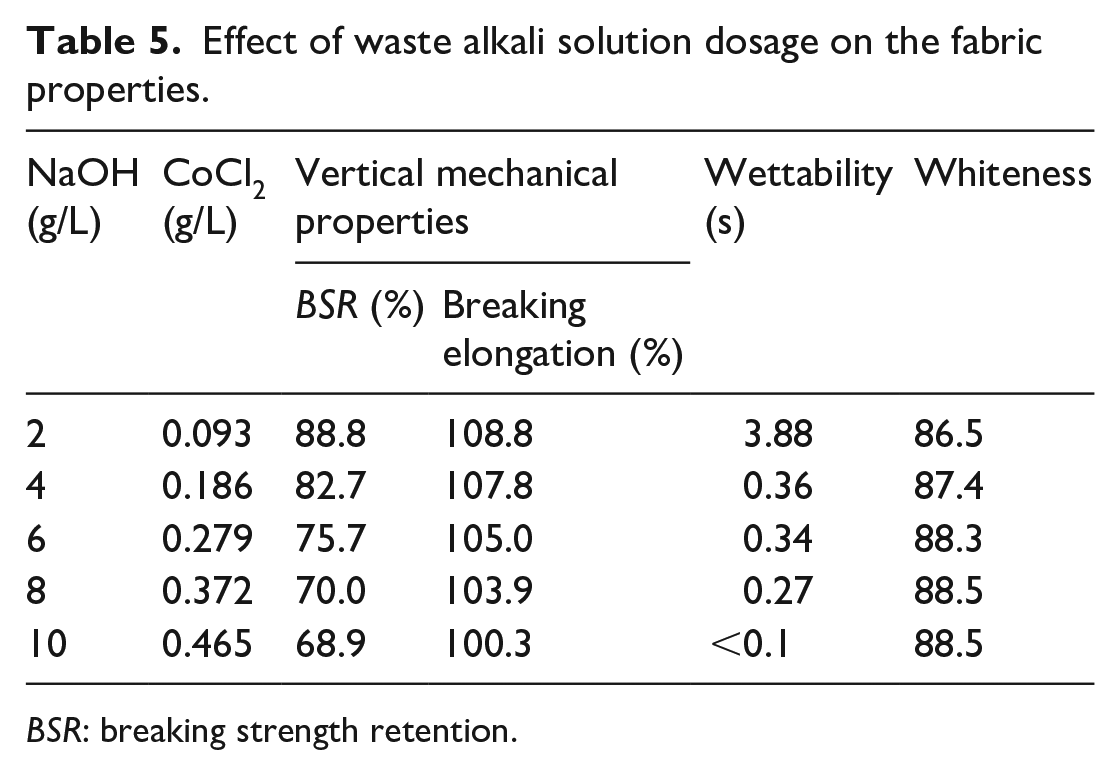
BSR: breaking strength retention.
Table 5 indicates that breaking strength retention value gradually decreased with increase in waste alkali solution dosage. Table 5 also shows that the whiteness increased with the sodium hydroxide concentration increased from 2 to 6 g/L, and there will be no obvious changes in whiteness value when the concentration of sodium hydroxide further increased. It may be explained that the decomposition rate of hydrogen peroxide gradually increased with the increase in sodium hydroxide concentration (Table 2), which lead to an increase in the concentration of bleaching components namely hydroxyl radical (HO·), hydroperoxide anion (HOO-), superoxide radical (O2−), and hydroperoxide radical (HO2·). The quickly generated bleaching components can not only react with each other to produce oxygen (i.e. equation (10)) but also may react with undecomposed hydrogen peroxide and cobalt ions to produce oxygen (i.e. equations (6) and (9)), which has been proved to be a non-active bleaching component and harmful to the cellulose in the alkaline medium.10–12 Comparing with untreated fabric, the breaking elongation of all treated samples increased, because cotton fabric relaxed due to the removal of internal stress under relaxation treatment. It can also be seen from Table 5 that wettability value obviously decreased when sodium hydroxide concentration increased from 2 to 4 g/L, and there would be almost no change in wettability value when sodium hydroxide concentration further increased. And treated fabrics’ whiteness value was greater than 80, which can meet the demands of dyeing and printing products. Generally, the fabrics can meet all the demands of subsequent treatments such as dyeing, printing, and finishing when its wettability value is lower than 1 s. From the above discussions, it can be concluded that the optimal sodium hydroxide concentration for cotton pretreatment is about 4 g/L

Effect of hydrogen peroxide concentration on the properties of fabric
Hydrogen peroxide not only can react with natural pigments and other impurities but also can react with cellulose, and eventually there is a drop in tensile strength. Thus, the dosage of hydrogen peroxide is another important factor for one-bath-one-step method. The effects of hydrogen peroxide concentration on the fabric properties are shown in Table 6.
Effect of hydrogen peroxide concentration on the fabric properties.
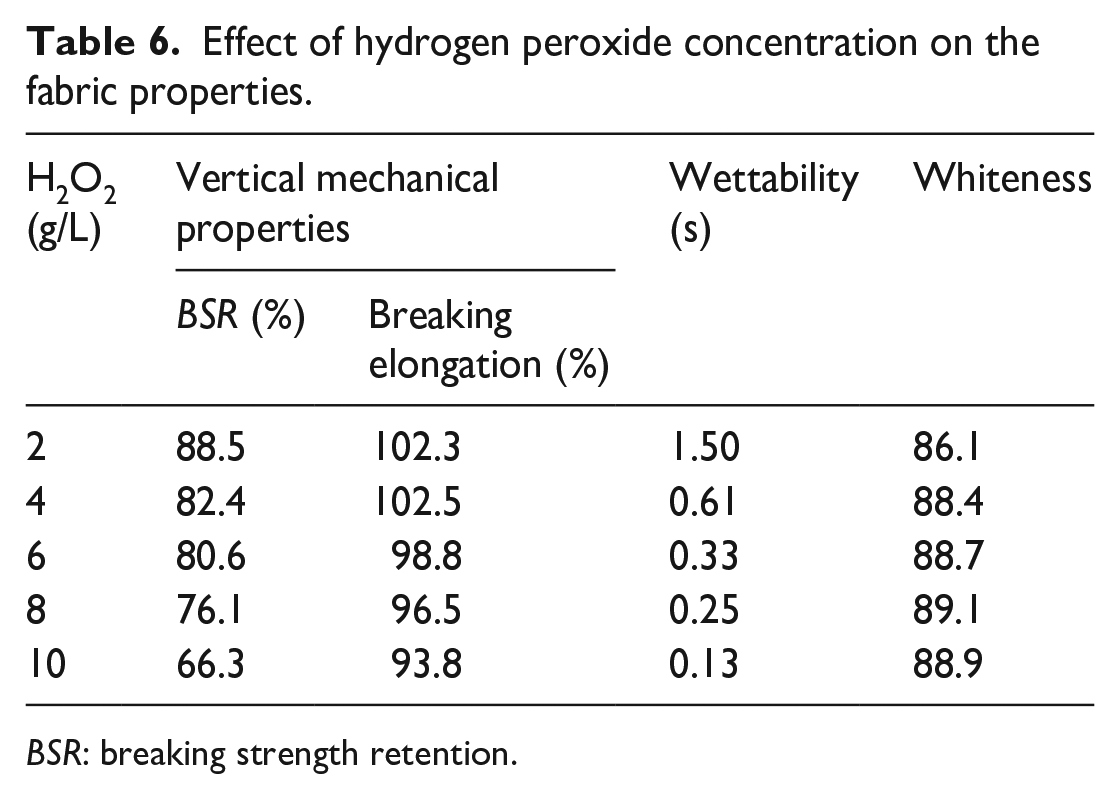
BSR: breaking strength retention.
The results in Table 6 indicate that there was a little increase in whiteness value (i.e. 2.3) with rising hydrogen peroxide concentration from 2 to 4 g/L, and little beneficial could be gained by further increasing hydrogen peroxide concentration while breaking strength retention significantly decreased. It may be explained that the dosage of 4-g/L hydrogen peroxide is sufficient to remove natural pigments in cotton, and the excess hydrogen peroxide can react with cellulose to break down molecular chain and eventually to a decrease in breaking strength and breaking elongation. Table 6 also shows that the wettability of 4-g/L hydrogen peroxide–treated fabric can meet the demands of subsequent dyeing and finishing. So, it can be concluded that the concentration of hydrogen peroxide should be controlled below 4 g/L.
Effect of treatment temperature on the properties of fabric
The changes in cotton properties were investigated to optimize pretreatment temperature (Table 7). Table 7 shows that whiteness arrived at an optimal value of 85.2 when temperature increased up to 80°C, and there would be a slight decrease with further increase in temperature. It may be explained that the decomposition of hydrogen peroxide can be accelerated by increasing temperature and more molecular oxygen liberated; however, the liberated molecular oxygen has no bleaching action.10,12 Furthermore, alkaline medium can speed up the oxidization reaction between cellulose chain and liberated molecular oxygen, which leads to a decrease in breaking strength. The results in Table 7 also indicate that ideal wettability could be obtained at 80°C. Comparing with conventional bleaching (i.e. 95°C), the temperature could be lowered down 15°C when waste alkali solution was applied as alkaline medium due to the presence of little amount cobalt chloride.
Effect of treatment temperature on the fabric properties.

BSR: breaking strength retention.
Effect of treatment time on the properties of fabric
The raw cotton fabrics were treated at 80°C with different time (viz. 30–120 min) to study the effect of treatment time on the fabric properties, and the results are presented in Table 8.
Effect of treatment time on the fabric properties.

BSR: breaking strength retention.
It is can be seen from Table 8 that whiteness gradually increased with treatment time increased up to 60 min, while the value of increase became non-obvious when treatment time further prolonged. Table 8 also shows that a good wettability (i.e. 0.81 s < 1 s) was obtained at 90 min, and there was no significant effect on breaking strength. From the above discussions, it can be concluded that 90 min is sufficient to produce a satisfactory fabric for dyeing and finishing.
Conclusion
In order to reduce the discharge and improve the reuse efficiency of waste alkali solution produced by manufacturing process of rayon, the feasibility of reusing waste alkali solution for cotton fabric one-bath-one-step pretreatment had been discussed. Comparing with solid sodium hydroxide medium, the decomposition rate of hydrogen peroxide in waste alkali solution medium is notably fast due to the presence of little amount cobalt chloride (CoCl2). Based on the changes in one-bath-one-step pretreatment cotton fabric properties, little amount cobalt chloride in the bleaching bath can reduce the treatment temperature by comparison with the conventional bleaching (i.e. 95°C), and the lower value is about by 15°C. When waste alkali solution is applied as alkaline medium for one-bath-one-step pretreatment of cotton fabric, the treated fabric can meet the demands of dyeing and finishing products under the conditions of 4-g/L sodium hydroxide, 4-g/L hydrogen peroxide, 80°C temperature, and 90-min time.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was financially supported by Zhejiang Provincial Basic Public Welfare Research Project of China (LGG18E030005), Public Welfare Technical Application Research Project of Shaoxing (2017B70046), and Open Project Program of Zhejiang Key Laboratory of Clean Dyeing and Finishing Technology, Shaoxing University (1509).