
Abstract
Three-dimensional printing belongs to the emerging technologies of our time. Still being relatively time-consuming and suffering from low mechanical properties, three-dimensional printing can be combined with other production technologies to overcome these problems. Three-dimensional printing on textile fabrics, for example, allows for creating large areas with sufficient lateral mechanical properties in a reasonable time on which three-dimensional printed parts give additional functionalities or laterally selective mechanical rigidity and so on. To create three-dimensional printed personalized knee joint support bandages, however, the adhesion between textile fabric and polymeric parts needs to be further increased. Here, we report on the influence of a polymer coating on different textile fabrics on the adhesion of three-dimensional printed elements from hard and soft poly(lactic acid). Surprisingly, the coating increases the adhesion significantly for the hard poly(lactic acid), while the soft poly(lactic acid) sticks better on some materials without additional coating. Maximum separation forces are measured for linen which can be attributed to the relatively long linen fibers with uneven surface, increasing the fiber–fiber friction inside the fabric and the adhesion to the polymer.
Introduction
Three-dimensional printing offers new possibilities for creating individualized objects 1 or objects that would be impossible to produce in other ways. 2 The wording “3D printing” includes several different technologies used for additive production, for example, selective laser sintering, stereolithography, or fused deposition modeling (FDM). 3 The latter is based on the principle to melt a polymer in a nozzle, position the molten material in layers on the printing bed or on the previous layers, respectively, and in this way to form a 3D object. 4
While FDM printers are nowadays relatively inexpensive and thus widely used, the typical printing materials, such as poly(lactic acid) (PLA), acrylonitrile butadiene styrene (ABS), polyamide, and polycarbonate, 5 lack sufficient mechanical properties for several applications. 6 Creating, for example, flexible textile-like structures by 3D printing necessitates sophisticated solutions and ideally combinations of flexible and rigid materials. 7 Besides, printing large objects takes a long time, making this technique also economically unsuitable for rapid manufacturing, as long as other technologies can be applied alternatively.
A good solution to solve both challenges at the same time is based on combining relatively small 3D printed objects with larger objects produced by conventional technologies, such as textile fabrics.8,9 Usually, textile fabrics are flexible and partly elastic, and they may have a high tensile strength which strongly depends on the yarn and the fabric construction. Thus, they could offer good in-plane mechanical properties which can be combined with possible modifications of the flexibility, that is, the bending behavior, by 3D printed objects. 10 Similarly, it is possible to create areas with different functionalities, such as magnetic or conductive properties, by 3D printing on a textile fabric.11–13
However, the main challenge in combining 3D printed parts with textile fabrics is the adhesion between both materials.14–16 Several research groups have thus investigated possibilities to increase this value. For net-like fabrics, the adhesion is uncritical since the molten 3D printing polymer encloses the yarns or threads. 17 Similarly, embedding fibers or yarns with sufficient fiber–fiber friction in a 3D printed polymer results in sufficient adhesion between both materials. 18 To further improve this adhesion, Mori et al. 19 have used a heating process to increase the friction and showed that tensile force and bending moment were increased for the heat-treated samples.
On the other hand, printing on “closed” textile fabrics, such as common woven fabrics, often results in a lack of adhesion. This is why Grimmelsmann et al. 20 investigated the impact of the distance between nozzle and textile surface in detail, pointing out the strong impact of this parameter to press the molten filament between the yarns or even fibers of the fabric on which was printed. Sanatgar et al., 21 Malengier et al., 22 and Mpofu et al. 23 found diverse other impact factors of the printing process on the adhesion between 3D printed polymers and textile fabrics.
Besides these mechanical and thermal parameters, Pei et al. 24 pointed out the importance of chemical factors in the adhesion, showing that PLA is the ideal printing material, while polywool, cotton, and soy fabrics were the best substrates. Korger et al. 25 started modifying the fiber surface by washing and plasma treatment of different substrates, resulting in the Korger law that more hydrophilic fabrics showed better adhesion. In an extended study, Kozior et al. 26 verified this law for most pre-treatments used in their study.
Another approach was suggested by Unger et al. 27 who increased the adhesion of 3D printed objects on a textile fabric significantly by a thin polymer coating on the fabric before 3D printing. Especially, poly(methyl methacrylate) (PMMA) was easy to coat and resulted in a strong adhesion of PLA on it, while for printing with ABS, the mechanical approach of minimizing the distance between nozzle and fabric surface led to better results.
This is why in our study we investigated the influence of coating different textile fabrics with PMMA on the adhesion to common and soft PLA.
Experimental
The textile materials used in this study are linen (woven, 0.66-mm thickness), cotton (knitted, 0.66-mm thickness), coarse silk (knitted, 0.75-mm thickness), and polyester (PES) (woven, 0.17-mm thickness). Half of these fabrics are coated with 5% PMMA, dissolved in acetone by stirring for 2 h on a magnetic stirrer, using a metering wire coating with a wet film thickness of 100 µm, and dried at room temperature for 1 day.
For 3D printing, PLA and PLA soft (both FilamentWorld, Neu-Ulm, Germany) are used as 3D printing filaments.
Printing is performed using an Orcabot XXL (Prodim, Petten, The Netherlands), applying a nozzle diameter of 0.4 mm, a layer thickness of 0.2 mm, a nozzle temperature of 200 °C, and a printing bed temperature of 60 °C. The z-distance between the printing bed and nozzle is optimized for each combination of printing material and textile fabric by decreasing it in steps of 0.1 mm until the nozzle is blocked during printing by the counter-force of the textile fabric, and then printing the test samples with the lowest possible setting. These optimal distances between nozzle and printing bed are given in Table 1. As visible here, the optimal z-distance for printing on different textile fabrics depends not only on the fabric thickness but also on fabric parameters like compressibility (very low for the fine PES fabric) and surface roughness (on coarse silk significantly decreased by the PMMA coating).
z-distances between nozzle and printing bed for different material combinations.

PLA: poly(lactic acid); PMMA: poly(methyl methacrylate).
For the tests, rectangles with dimensions of 250 mm × 25 mm × 0.4 mm are printed. Adhesion tests are carried out according to DIN 53530 and evaluated according to ISO 6133 (method for more than 20 peaks). For this, one of the ends of the printed rectangles is separated from the textile fabric below so that both parts can be fixed in the clamps of a Sauter TVM-N universal testing machine (Kern & Sohn GmbH, Balingen-Frommern, Germany).
For optical evaluation of the surfaces, a confocal laser scanning microscope (CLSM) VK-8710 (Keyence, Neu-Isenburg, Germany) and a digital microscope VHX 600 (Keyence) are used.
Results and discussion
The results of coating the different textile fabrics are visible in Figures 1 and 2.

CLSM images of pure linen, PES, silk, and cotton fabrics.

CLSM images of PMMA-coated linen, PES, silk, and cotton fabrics.
While a clear haptic difference can be recognized due to the coating, showing that the polymer coated fabrics feel stiffer and are less bendable, no differences are visible by eye or under the digital microscope. This changes, however, when a CLSM with a higher resolution is used. While the fibers of the pure textile fabrics (Figure 1) are in most cases relatively smooth and even, with silk showing residues of the incomplete decortication, the PMMA coating is clearly visible in Figure 2. The images reveal that the polymer coating penetrates between the single fibers instead of coating complete yarns, in this way possibly enabling a larger adhesion between the PMMA and textile fabric, as it would be possible between the higher viscous 3D printing polymer and the textile fabric.
Next, Figure 3 shows the results of the adhesion tests (averaged over nine measurements per material combination).

Adhesion forces of PLA and PLA soft, measured on pure and PMMA-coated linen (LI), polyester (PES), silk, and cotton (CO).
Generally, PLA soft results in a higher adhesion than PLA. This can be attributed to the lower viscosity of PLA soft during 3D printing, enabling this material to penetrate deeper into the textile fabrics and thus forming better form-locking connections with the textile material.
The smallest adhesion is visible for PLA on pure PES which could be expected, since the PES fabric is the thinnest one and thus allows for the smallest penetration of the printing polymer into the fabric. Nevertheless, similarly, small adhesion forces are measured for pure silk and cotton on which PLA was printed. Only for linen, the adhesion between PLA and the pure textile material is higher, while still being in a range where both materials can simply be mechanically detached.
Comparing the adhesion of PLA on pure and PMMA-coated fabrics shows a significant increase due to the coating in all cases. This effect is especially well visible in case of coarse silk as the textile material. For cotton, linen, and coarse silk fabrics, the printing quality was increased by the increased stiffness of the fabrics which resulted in a more flat positioning of the samples and less crinkles during printing. Especially for the relatively rough silk surface, the coating helped flattening the surface (cf. Table 1) and thus reduced collisions between the nozzle and the pills protruding out of the surface. This can be assumed to result in a larger contact area between printing polymer and textile fabric since the nozzle is less often repelled. In this way, on the coarse silk surface, the polymer coating seems to have two effects supporting the adhesion.
This finding underlines that the original idea of this study works, that is, the adhesion of 3D printed material on a textile fabric can be increased by a polymer pre-coating.
Nevertheless, it must be mentioned that in case of the fine PES fabric, the adhesion forces are significantly lower than those for the other fabrics. This can again be attributed to the thin fabric with only few pores into which both polymers can penetrate. In addition, Figure 2 shows that on the PES yarn, there is only little coating polymer visible, probably since it did not adhere on the smooth PES fibers. Thus, there are also less PMMA “anchors” available for the 3D printed PLA.
PLA soft behaves differently. First, it is clearly visible that it adheres stronger to the pure textile fabric than the rigid PLA, as could be expected due to its lower viscosity. Second, the PMMA coating does not offer a significant advantage in case of 3D printing with PLA soft on the fabrics under examination. Apparently, the PLA soft can itself penetrate between the fibers and build form-locking connections around them, in this way rendering the PMMA coating unnecessary.
These statements are underlined by the microscopic images depicted in Figure 4, showing examples of cross-sections of the composites under examination in this study. In all cross-sections of PLA printed on pure textile fabrics, similar air layers between textile and polymer are visible. It must be mentioned that this effect is not significantly reduced by a PMMA coating before 3D printing; the PMMA is, thus, not attached to the PLA over the whole surface but just at some binding points where the air layer does not exist.
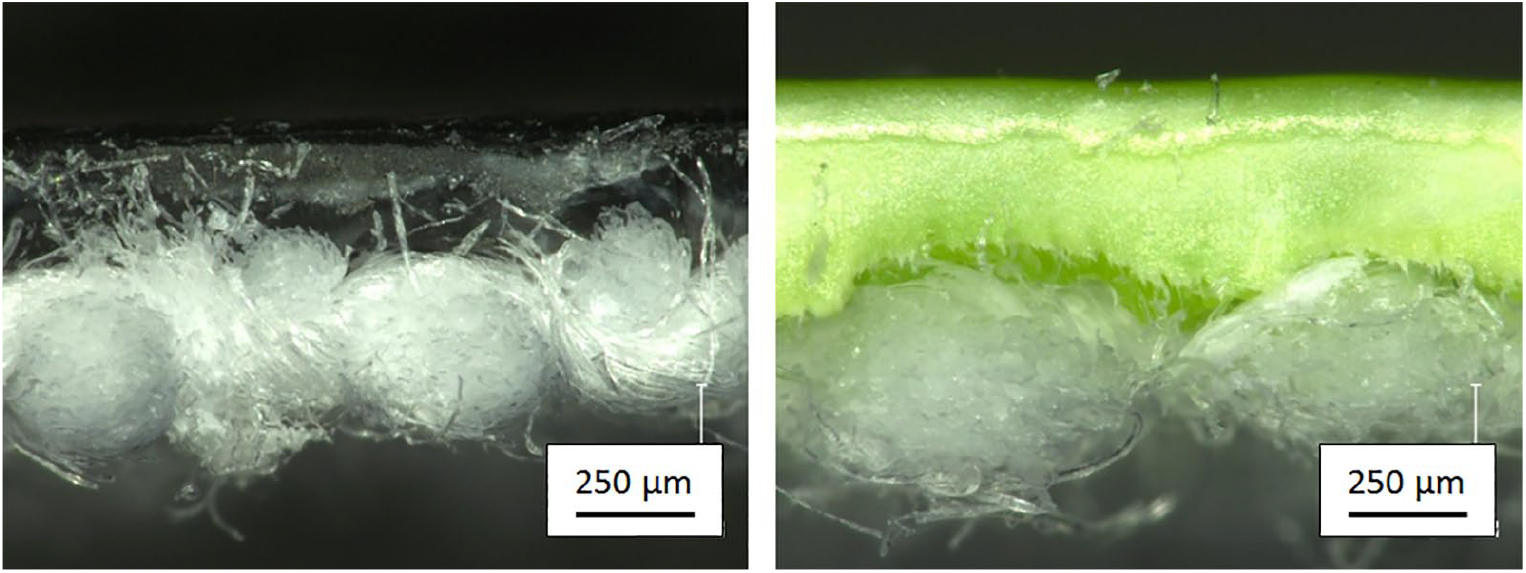
Microscopic images of cross-sections of PLA (left) and PLA soft (right) printed on linen.
Oppositely, the PLA soft layer constantly touches the textile surface and often even surrounds single fibers, resulting naturally in a significantly larger adhesion. For this material, building form-locking connections with the textile fabric on its own, an advantage of the PMMA coating, cannot be expected.
Finally, Figure 5 depicts the back of PLA layers, printed on the different textile fabrics, after detaching the material in an adhesion test. While PES as the only filament yarn in this study (i.e. using infinitely long filaments instead of shorter fibers to spin a yarn) does understandably not leave fibers on the back of the PLA layer, linen shows the highest coverage of the PLA after the adhesion test. Silk and cotton display also several fibers attached to the polymer, but with clearly less coverage than linen.

Microscopic images of the back of PLA, printed on and afterwards detached from linen, PES, silk, and cotton fabrics.
This can, on the one hand, mean that more linen fibers are pulled out of the fabric than in case of silk or cotton; on the other hand, there is also the possibility that linen fibers are longer than both others.
Investigating the staple fiber lengths, indeed, reveals that the latter assumption is true. With approx. 50 mm, the average linen fiber length is significantly larger than the typical cotton fiber length (20 mm) and especially than the coarse silk fiber length (10 mm). This finding explains that without PMMA coating, PLA sticks best on linen—for this textile fabric, the fiber–fiber friction is larger than that for the cotton and the silk fabric due to the larger fiber length. This means that the adhesion inside the yarns also plays a role in the adhesion of 3D printed materials on textile fabrics since the fibers partly embedded in the polymer can only increase the adhesion between fabric and polymer if the fibers are rigidly fixed inside the yarns building the fabric. On the other hand, fibers protruding from the fabric are advantageous since they are easier embedded in the 3D printed polymer. This is why the PES fabric prepared from filament yarn does not show a higher adhesion than the staple fiber yarn fabrics, although this sample is the only one without the possible problem of a low fiber–fiber friction resulting in reduced adhesion between fabric and 3D printed polymer due to pulling the fibers out of the yarn.
Conclusion
In a recent study, the adhesion of 3D printed objects from PLA on different textile substrates was investigated. While for rigid PLA, the adhesion could be increased by a PMMA coating prior to printing; this did not work for printing with PLA soft. This can be attributed to air layers occurring for printing with PLA on all substrates, as opposed to PLA soft which was in full contact with the textile fabrics.
Since the form-locking connections formed between the textile fabrics and PLA soft or the PMMA coating, respectively, relied also on the inter-fiber friction inside the yarns, a necessary prerequisite for high adhesion is high inter-fiber friction, for example, given by filament yarns or highly twisted twines. Future examinations will, thus, concentrate on these yarns to further increase the polymer–textile adhesion.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This article was funded by the Open Access Publication Fund of Bielefeld University of Applied Sciences and the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) - 414001623.