
Abstract
Dyeability of the fiber plays a very important role in the textile industry. The presence of cuticle scales on the surface of Rex rabbit fibers brings difficulties to dyeing process. In this study, O2 low temperature plasma was used to improve the dyeability of Rex rabbit fibers and the two key parameters including the treating time and discharge power were optimized during O2 low temperature plasma treatment. The impact of plasma treatment on the surface morphology, physical-chemical properties, and dyeing behavior of Rex rabbit fibers using anionic dyes were investigated by a series of characterization methods such as scanning electron microscopy, atomic force microscopy, Fourier transform infrared–attenuated total reflection, and X-ray photoelectron spectroscopy. The surface dyeability and color fastness were studied by K/S measurement and washing fastness, respectively. The influence of O2 low temperature plasma treatment on the mechanical properties of Rex rabbit fibers was inspected by the tensile strength measurement. The wettability of the samples was evaluated in terms of wetting time and contact angle. The O2 low temperature plasma treatment resulted in a dramatic improvement in wettability of Rex rabbit fibers. X-ray photoelectron spectroscopy and Fourier transform infrared–attenuated total reflection analysis show that oxygen plasma treatment led to a significant increase in the content of sulfur oxides and polar groups such as (–C=O, –OH, and –NH2) on the fiber surface and resulted in reinforced wettability, dyeing rate and dyeing fixation of Rex rabbit fibers.
Introduction
The Rex rabbit is known for its plush fur that has characteristics of shortness, fineness, density, smoothness, fastness, and beauty and its fur has great demand in some luxury clothing industry. The Rex rabbit fibers have a similar chemical structure of wool fiber. The thickness of the cuticle scales on the fiber surface is about 400–500 nm and consists of three layers which are endocuticle, exocuticle (150–200 nm), and the outermost epicuticle layer. The epicuticle layer contains fatty acids that bond covalently by a thioester bond to the surface of Rex rabbit fibers and forms a naturally hydrophobic barrier. The middle layer contains a lot of disulfide and isopeptide bonds. The endocuticle has a permeable structure due to relatively low crosslink density. 1 The complex surface structure causes some technical problems such as wettability and dyeing difficulties, 2 which limited its application in garments industry. Some similar modification methods on wool fiber can be used to treat Rex rabbit fibers. Nowadays, the method for removing scales mainly includes chlorination3,4 and enzyme treatment,5,6 both of which could pollute environment severely due to a large amount of waste water and chemicals. With the increasing consciousness of environmental protection and economical restrictions imposed on textile industry, the wet procedure has to be replaced by environmentally favorable alternatives in wool treatment process.
Plasma is the fourth state of matter and a step toward creating solid surfaces with improved properties that cannot be achieved by conventional processes. 7 Low temperature plasma (LTP) treatment can impart many desired functionalities to the fiber surface without altering their bulk properties. 8 Furthermore, this method is effective to achieve surface changes on the textile material by creating the functional groups on the textile surface and by changing the morphology of the fiber.9–11 In addition, the electrons can reach temperatures of 104–105K in LTP atmosphere, while gas temperature remains near to room temperature. 12 It is especially suitable for surface modification of natural fiber such as wool and rabbit fiber without damaging fiber structure. İşmal et al. 13 showed that plasma process generated significant color value differences and color yield increases, giving more homogeneous dyeing visually, and also ensured a greater impact of mordanting. Haji et al. 14 found that oxygen plasma treatment on wool fibers can improve the dyeing of wool with grape leaves. Sajed et al. 15 studied that plasma treatment and a poly(propylene imine) dendrimer were employed to improve the dyeability of wool fibers with cochineal natural dye. Haji et al. 16 showed that oxygen plasma was used as a pre-treatment to improve the dyeability of wool fibers with dried cotton pods.
Many investigations demonstrated O2 plasma treatment can effectively improve the surface wettability 17 and dyeing properties 18 of the fiber. Although some publications have reported about the applications of LTP in improving the dyeing properties of wool and textile materials, few articles systematically study the effect of O2 LTP treatment on the dyeing behavior of Rex rabbit fibers.
The article describes plasma surface modification of Rex rabbit fibers to improve dyeing properties. Plasma processing conditions were further optimized and dyeing experiments were performed under the best plasma conditions. A series of characterization methods such as scanning electron microscopy (SEM), atomic force microscopy (AFM), Fourier transform infrared–attenuated total reflection (FTIR-ATR), X-ray photoelectron spectroscopy (XPS), and K/S were applied in untreated and plasma treated samples in order to investigate the changes in surface morphology, chemical properties, and the dyeing behavior for Rex rabbit fibers.
Experimental methods
Materials
Raw Rex rabbit skins were degreased (the degreasing temperature is 40°C) with 2 mL/L WEISI Degreasing Agent JA-50 and 0.5 g/L Na2CO3 for 45 min and then were dried in an oven at 50°C for 24 h. Finally, the samples were cut to dimension of 10 cm × 10 cm for plasma treatment in this study. The fibers were conditioned subsequently at 21 ± 1°C and 65 ± 5% relative humidity for 24 h prior to the LTP treatment.
The structure of FUR RED-NT dye is shown in Figure 1, which is an anionic dyestuffs and the CI number is 16185. WEISI JA-50, RED-NT and LEVEL-A were supplied by Fanbo Science&Technology Co., Ltd (Beijing, China). Formic acid (85%) was purchased from Chengdu Kelong Chemical Reagent Factory (Chengdu, China). Sodium sulfate anhydrous (A.R. grade) was provided by Tianjin Bodi Chemical Co., Ltd (Tianjin, China). Raw Rex rabbit skins were purchased from Sichuan Nilong Fur Factory.

Structure of FUR RED-NT.
LTP treatment
The O2 LTP was generated by a plasma generator (DT-O2S; OPS Plasma Inc, China) shown in Figure 2. The Plasma Processing Apparatus performs glow discharge at a low pressure with a 40-kHz radio frequency generator. The dried sample was placed on the tray of the LTP equipment. Before the process started, air and old gases had to be pumped out by the vacuum pump, thus almost a vacuum level was created in the reaction chamber. Then O2 plasma was introduced into the vacuum chamber (260 mm (W) × 260 mm (D) × 260 mm (H)) at certain flow rate and power level. 19 During the LTP treatment, the system pressure was 25 Pa and the flow rate of gas was adjusted to 30 sccm. The optimized LTP treatment time and discharge power were 5 min and 150 W, respectively. Finally, the LTP-treated Rex rabbit skins were conditioned before conducting further experiments.

Schematic view of plasma reactor.
Dyeing processes
The dyeing process of Rex rabbit fibers was carried out in an oscillator. The bath ratio was 1:20 (1 g of fiber in 20 mL of dye solution, the dye concentration solution was 1.0 g/L). First, sodium sulfate anhydrous (Na2SO4) (5.0 g/L) and Level-A (0.5 g/L) were added to dye bath and vibrated for 10 min. Then FUR RED-NT dye (1.0 g/L) was added and vibrated for 60 min, and formic acid (85%) was used to adjust the pH of dye bath to 3.6.
The dyebath was kept at temperatures 50°C, 60°C, and 70°C, respectively. The treated and untreated samples were dyed under the same conditions. The dye concentrations in the dye bath were measured at the start and after 20, 30, 40, 50, 60, 70, 80, 90, 100, 110, 120, 130, 140, 150, 160, 170, and 180 min. The dye concentrations in each exhaust dye bath were measured at λmax (506 nm) in a 10-mm quartz absorption cell using a UV1900 spectrophotometer. The percentage exhaustion was calculated according to equation (1)

where E (%) is the dye exhaustion at time t, A0 is the initial absorbance of dye solution (at 0 min), and At is the absorbance of dye solution measured at time t. 20
After dyeing, the dyed samples were repeatedly washed off with a soap solution until no floating color, and all the solutions were collected and then determined the unfixed dye concentration and thus the fixation was calculated

where F (%) is the dye fixation, m is the quality of the dye used, c is the unfixed dye concentration of all the solutions, and v is the volume of the unfixed dye concentration of all the solutions. 21
Measurement
Surface morphology analysis
The surface morphology of Rex rabbit fibers was examined using an SEM (JSM-7500F; JEOL, Japan) and AFM (Innova, Bruker, USA). Before conducting SEM observation, the fibers were coated with gold. The images were taken at a magnification of ×2000, ×4000, ×8000, ×20,000. During AFM measurement, a triangular pyramid silicon tip was used as a probe, and tapping mode was used with the amplitude set point of 0.35 V. AFM data were analyzed with Nanoscope Analysis 1.5 software.
Wettability analysis
The wettability of Rex rabbit fibers was characterized in terms of wetting time (s) and contact angle. The wetting time of samples was determined according to the drop test (BS 4554:1970). A drop of 0.1 mL of deionized water was allowed to fall on the sample surface and the time required for the droplet to penetrate completely into the fiber was measured by a stop watch. The contact angle test was carried out on an OCA40 Micro system (Dataphysics, Germany), which could record the whole absorption process. A droplet of distilled water was placed on a single fiber fixed on the holder. Initial contact angle of the Rex rabbit fibers was determined. Five measurements were taken on the Rex rabbit fibers.
Tensile strength test
The breaking strength and elongation at break of Rex rabbit fibers were measured using YG001A Single Fiber Electronic Strength Tester (Darong Textile Instrument, China) according to GB/T 13835.5-2009. The average of 100 measurements for each group was taken as the final result. The breaking strength and elongation at break of single fiber were determined according to the following formula

where ρ1 represents the average strength after the treatment and ρ0 represents average strength of untreated fiber.
FTIR-ATR analysis
The FTIR-ATR technology can analyze the depth range of 500 nm, so it can be used in qualitative and quantitative detection of samples of LTP treatment. FTIR spectrometer (Nexus-670; Nicolet, USA) was used to analyze surface chemical functional groups of all samples. The data in the wavelength range of 400–4000 cm−1 was recorded.
XPS analysis
The chemical compositions of the surface of the fiber were performed using X-ray photoelectron spectrometer test (XSAM800; Kratos, England). Monochromatized Al Ka (1485.6 eV) radiation was used as the X-ray source with a constant analyzer pass energy of 14.0 keV. The operating pressure was about 7 × 10−8 Pa and all spectra were obtained at a power of 250 W. The binding energy of C1s (284.6 eV) was selected for energy calibration and the relative intensities of C1S, O1S, N1S, and S2P are, respectively, 285, 533, 400, and 164 eV.
Color measurements
To establish the influence of LTP treatment on the surface dyeability of Rex rabbit fibers, color measurements were performed. A Color-eye 7000A spectrophotometer (X-rite, USA) was used, the light source being the D65/10 illuminant. To assess the color strength of O2 LTP–treated samples, the K/S parameter was calculated at dominant wavelength based on the formula derived from the Kubelka–Munk theory22,23

where K is the absorption coefficient, S is the scatter coefficient, and R is the sample reflectance value at the dominant wavelength.
Washing fastness
The washing fastness of Rex rabbit fibers was carried to evaluate the color staining according to GB/T3921.1-2008 standard methods, with a soap solution 2 g/L (liquor ratio 50:1) for 30 min at 40°C. The samples were assessed against the standard gray scale for color change according to GB/T250-2008 standard methods. The colorfastness ratings of all experimental samples are shown in Table 7.
Statistical analysis
All related experiments were performed in replicates. One-way analysis of variance (ANOVA) was carried out and average values were determined by Tukey test (p value <0.05) using the Origin program (Originlab Corporation, USA).
Results and discussion
Optimization of O2 LTP treatment time and discharge power
LTP treatment parameters 12 determine the extent of surface modification and consequently affect the dyeing properties. Therefore, two key factors including treatment time and discharge power were optimized during O2 LTP treatment.
To select optimum treatment time, eight groups of treatment times were considered, and these groups were 0, 1, 3, 5, 8, 10, 20, and 30 min, respectively. The system pressure and discharge power were 25 Pa and150 W, respectively. The flow rate of gas was adjusted to 30 sccm during the LTP treatment. According to the above dyeing processes, the specimens were dyed with the anionic dyestuffs at the temperature of 60°C. After dyeing, final bath exhaustion was determined. The results obtained are shown in Figure 3(a). It clearly shows that exhaustion rate increases considerably with increasing treatment time (before 5 min), but as time continues (after 5 min), the bath exhaustion changes slightly. Therefore, the most appropriate treatment time for oxygen plasma treatment is about 5 min or so.

Dyebath exhaustion relationship with (a) LTP treatment time and (b) LTP discharge power.
As for the influence of the discharge power, the treatment power was varied in 100, 150, 200, 250, and 300 W. According to the above optimization results, the treatment time was set for 5 min. After dyeing, final bath exhaustion was determined. As can be seen from Figure 3(b), a similar pattern is found. It illustrates that exhaustion rate increases considerably with increasing discharge power before 150 W. But after the power is higher than 150 W, it changes slightly. Therefore, the most appropriate discharge power is 150 W.
Dyeing properties analysis
The dyeing rates at 50°C, 60°C, and 70°C are shown in Figure 4 and the percentage exhaustion curves show the variation of dye bath concentrations against time, from which the dyeing rate can be determined.

Dye exhaustion of LTP-treated and untreated fibers under different time: (a) the dyeing rates at 50°C, (b) the dyeing rates at 60°C, and (c) the dyeing rates at 70°C.
It can be seen that the dyeing rate of O2 LTP–treated samples is faster than that of untreated samples from Figure 4. And in Table 1, it clearly shows that the final yields of dye bath exhaustion and dye fixation on Rex rabbit fibers are increased significantly at different dyeing temperatures. Besides, the time to reach the dyeing equilibrium also become significantly shorter for the O2 LTP–treated samples; in this study, the dyeing equilibrium of oxygen plasma–treated samples is 130 min, and the dyeing equilibrium of untreated samples is 150 min. And the reduction in the time of the dyeing equilibrium indicated that the O2 LTP treatment can lead to a considerable shortening of dyeing time, thereby reducing the energy consumption and improving the dyeing properties. 24
Exhaustion and fixation of different samples with anionic dyestuffs.

These results above can be explained by the fact that samples treated with oxygen plasma were etched (shown in Figure 5) and damaged the epicuticle layer of the cuticle, which removed some barriers for dye diffusion. And the larger specific surface area is conducive to increase the combination between dyes and fibers. On the other hand, the changes in surface composition probably affect the dyeing behavior of a dyeing system (shown in Tables 5 and 6). Based on the results of surface composition analysis, the oxidation of disulfide bonds during LTP treatment leads to cleavage of cystine amino acid to cysteic acid groups in the exocuticle layer of the cuticle. The endocuticle layer has a permeable structure due to relatively low crosslink density. 1 Therefore, it is beneficial for improving the diffusion rate of dye molecules as a result of surface modification. 25 In addition, the introduction of more amino (–NH2) and carboxyl (–COOH) groups to the surface of the Rex rabbit fibers increases the hydrophilic character of the Rex rabbit fibers and therefore increases its dyeability.

SEM image of untreated and O2 treated samples: (a) untreated sample (×2000), (b) O2 LTP–treated sample (×2000), (c) untreated sample (×4000), (d) O2 LTP–treated sample (×4000), (e) untreated sample (×8000), (f) O2 LTP–treated sample (×8000), (g) untreated sample (×20,000), and (h) O2 LTP–treated sample (×20,000).
In addition, it can be seen from Figure 4 and Table 1, the dyeing rates and the final exhaustion at 60°C increased significantly compared with that at 50°C. At 70°C, the dyeing rates and the final exhaustion of the LTP treatment continue to improve, but the difference between the untreated and LTP-treated samples is small. And the exhaustion rate and fixation rate increased with increasing temperature. This can be due to the fact that higher dyeing temperature can make the structure of the fiber open, so it was conducive to the penetration of dye molecules. The above results show that by applying oxygen plasma to treat Rex rabbit fibers, the dyeing process can be carried out at a lower temperature compared with the conventional dyeing temperature (70°C–80°C) and still keep a high dyeing rate. In order to ensure high dyeing rate and low energy consumption, the most appropriate dyeing temperature is about 60°C.
Surface morphology analysis
The change of surface morphology contributes to wettability improvement of the fiber treated by plasma. 17 Figures 5 and 6 show SEM images and AFM images of the fiber surface before and after LTP treatment, respectively. Figure 5 shows that the surface of raw Rex rabbit fibers is covered with compact and intact scales, in which the presence of a micro porous hydrophobic layer called epicuticle makes the surface of Rex rabbit fibers difficult to get wet. After LTP treatment, it is clear that the scales are damaged, and some cracks appear on the surface of the treated fiber. In addition, the scale edges of the treated fiber become sharper and some scales are peeled off. 25 This is attributed to plasma etching effect caused by the bombardment of active species from plasma gas with fiber surface. It is beneficial to eliminate the hydrophobic surface barrier of the fiber, and hence, more chances would be provided for the chemicals such as dyestuff to enter into the Rex rabbit fibers. Meanwhile, the fiber surface also became rougher. As shown in Figure 6, the root-mean-squared (RMS) roughness of treated sample (16.3 nm) is higher than that of the untreated one (5.61 nm). A rougher surface created by the plasma etching effect also provides a better chance that the effective surface area of the fibers becomes larger and it is more facilitated for the dye molecules to diffuse and interact, thus improving dyeing properties.

AFM images of untreated and O2-treated Rex rabbit fibers: (a) untreated sample and (b) O2 LTP–treated sample.
Wettability analysis
The wetting time and contact angles of all samples are listed in Table 2. As shown in Table 2, it is clear that water-drop penetration time decreased from about 3600 s for the untreated fiber to less than 1 s for treated fiber and the initial contact angle for the untreated fiber was significantly larger than the treated fiber.23,24,26 From SEM and AFM analysis, it can be seen that the smooth and intact scale layers are converted to rough and incomplete scale layers after O2 LTP treatment. The results show that the contact angle and wetting time increase significantly at first. But after 5 min, as the plasma treatment time increases, the contact angle and wetting time change slightly. 17 It means that LTP treatment is limited and reaches the best result at about 5 min. The changes of wettability are mainly caused by physical etching effect and chemical oxidation effect. First, etching effect makes the fiber surface rougher which can form larger surface area. In addition, plasma chemical effect introduces more functional groups such as (–C=O, –OH, and –NH2) on the fiber surface. Therefore, O2 LTP treatment can improve the wettability of Rex rabbit fibers.
The wetting time and contact angle of Rex rabbit fibers.

Tensile strength test
Table 3 shows the tensile strength of the untreated and treated Rex rabbit fibers. After O2 LTP treatment, the tensile strength and elongation of the fiber decrease weakly and the strength retention of the treated fiber is 93.54% as compared to the untreated fiber, which is acceptable in fiber processing.27,28 These can be explained by plasma etching effect, removing some elements of the surface. But plasma treatment is limited to the surface and adjacent areas of the materials without affecting the bulk properties of Rex rabbit fibers.
The tensile strength of Rex rabbit fibers.

FTIR-ATR analysis
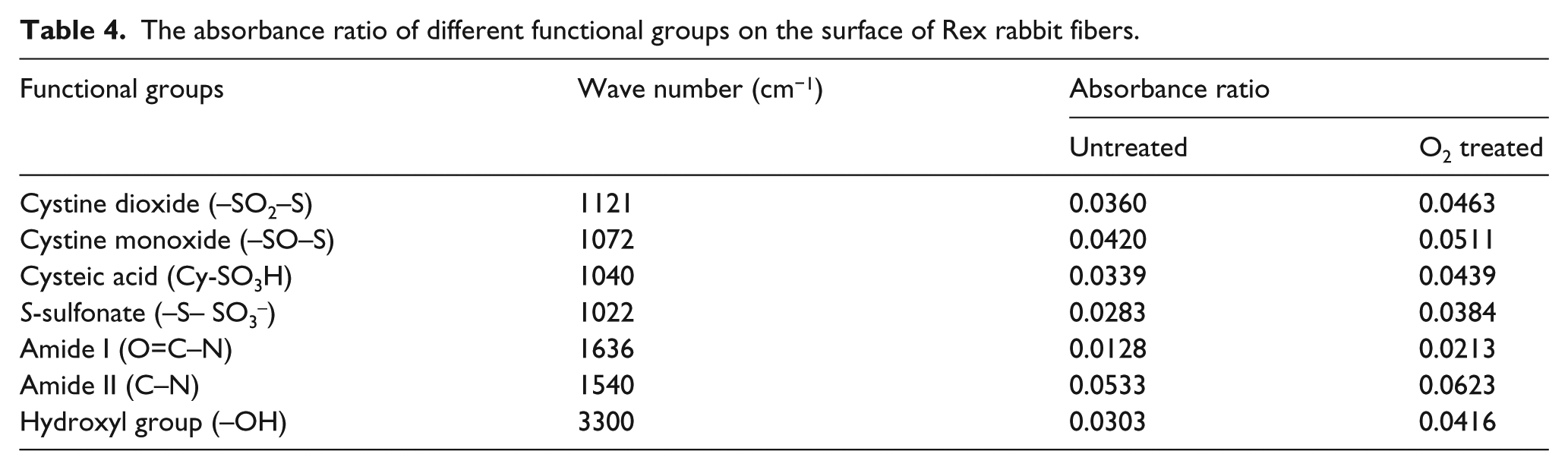
The FTIR-ATR technology was used to find out the effect of oxygen plasma treatment on the cysteic acid residues content of the Rex rabbit fibers and the baseline was corrected and normalized on the amide I vibration at 1636 cm−1. Functional groups of the corresponding specimens were investigated. The FTIR-ATR spectra of untreated and oxygen plasma–treated samples are presented in Figure 7 and the corresponding absorbance ratio of functional groups is shown in Table 4.

The FTIR-ATR spectra of untreated and O2 LTP–treated samples.
The absorbance ratio of different functional groups on the surface of Rex rabbit fibers.
Elemental analysis and atomic ratio of Rex rabbit fibers with LTP treatment.

The relative groups content of the Rex rabbit fibers.

Washing fastness of Rex rabbit fibers at different dyeing conditions.

In the FTIR spectroscopy, the main characteristic peaks appeared between 3300 and 1000 cm−1. The Peak at 3300 cm−1 is due to hydroxyl band (–OH). The peaks at 1636 and 1540 cm−1 are assigned to amide I band (–C=O) and amino band (–NH2), respectively. 23 The peak at 1000–1121 cm−1 is assigned for the sulfoxide band. It is clear that the oxygen plasma treatment led to enhance the absorbency intensity of functional groups such as –OH, –C=O, and –NH2, which suggests more functional groups are formed on the plasma-treated samples due to the reaction of oxygen with generated radicals on the plasma-treated samples.
The main products of oxygen plasma treatment were cysteic acid (Cy-SO3H) and Bunte salt (S-sulfonate) residues. The oxygen plasma–treated samples presented higher –SO–S, –SO2–S, S-sulfonate, and Cy-SO3H compared to untreated samples. 29 It suggests the disulfide bonds in the exocuticle layer of cuticle are oxidized and broken by oxygen plasma treatment. The folded polypeptide chain is opened to provide larger surface and facilitate the dyes to diffuse for the Rex rabbit fibers. In conclusion, O2 LTP treatment is effective to improve dyeing properties of the Rex rabbit fibers.
XPS analysis
The differences in the surface chemical compositions are expected to affect the dye adsorption properties. Therefore, XPS analysis was performed to compare the chemical compositions on the surfaces of the samples. It could be seen that there was a significant decrease in carbon and sulfur concentration and a progressive increase in oxygen and nitrogen concentration. The decreased carbon and the increased oxygen could be the oxidation of hydrocarbon chains from fatty acid layer. The decreased sulfur 30 and the increased nitrogen might be explained by the fact that the fatty acid monolayer was removed by plasma etching and the underlying protein layer was exposed on fiber surface, which greatly enhance reaction ability with anionic dyestuffs such as the formation of sulfonic-ammonium salt, thus may result in improving dyeing properties.
For further analysis, the C1s peak is shown in Figure 8, and the detailed data are shown in Table 4. According to the chemical environment, the

High-resolution C1s XPS spectra of untreated and LTP-treated fibers.
The
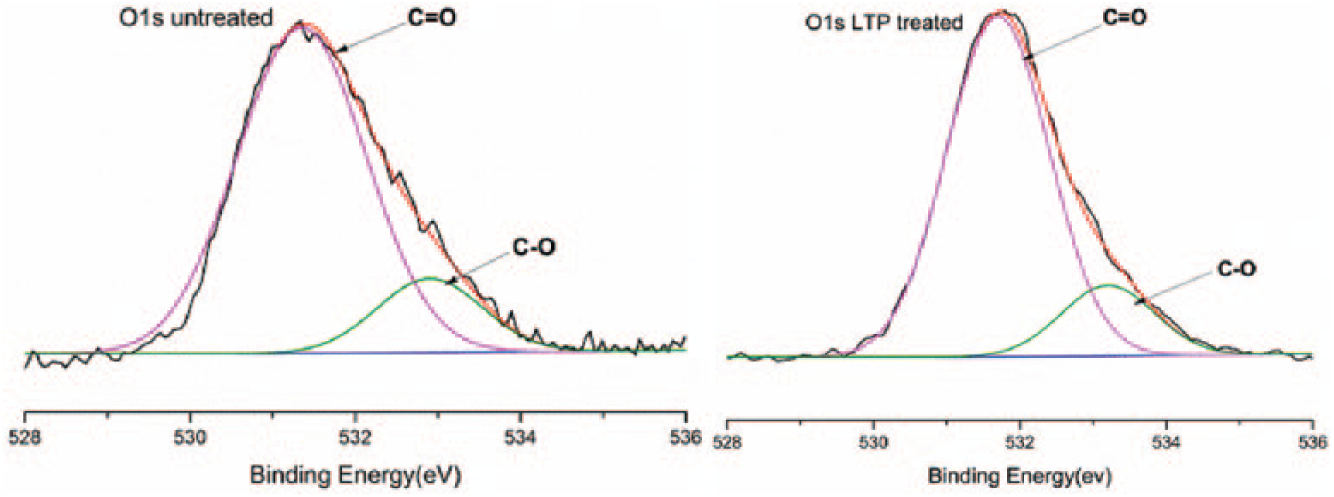
High-resolution O1s XPS spectra of untreated and LTP-treated fibers.
Sulfur is a key element. The fatty acids which bond covalently by a thioester bond to the surface of Rex rabbit fibers and disulfide bond in exocuticle layer contain a lot of sulfur. The S2p peak was fitted into two peaks, including –S–S– (163.3 eV) and –SO3H (168.5 eV), as shown in Figure 10. The content of –S–S– groups is decreased and the content of –SO3H groups is increased. It suggested a conversion of cystine residues to cysteic acid residues. This hypothesis is in accordance with recently issued layout of plasma oxidation of wool fiber according to the following relation: 32 W–S–S–W → W–SO3H, where W refers to Rex rabbit fibers (Figure 10).

High-resolution S2p XPS spectra of untreated and LTP-treated fibers.
Color measurements
The color depth of the sample was evaluated in terms of K/S values, which are calculated by the Kubelka–Munk equation. The color strength (K/S values) of untreated and treated Rex rabbit fibers is illustrated Figure 11. The K/S values of all samples first increased between 400 and 550 nm and then decreased. After O2 LTP treatment, the K/S value of the Rex rabbit fibers increased significantly.9,24 It can be concluded that the dyeability of rex rabbit fibers by O2 plasma treatment is improved, which means more dye can be absorbed after plasma treatment. The deeper color depth is achieved by the following reasons: (1) the partial removal of scales and lipids in the epicuticle layer, and the larger surface roughness, due to the etching effect; (2) a reduction in the number of disulfide bonds and an increase in the cysteic acid and due to oxidation of the amino acid cystine of the exocuticle cells as a consequence of the oxygen plasma action; and (3) the introduction of more active groups by plasma reaction (see XPS analysis).

K/S values of untreated and O2-treated samples.
Washing fastness
Table 7 shows the washing fastness of different dyeing conditions for the untreated and treated Rex rabbit fibers. The treated fibers show higher washing fastness compared with the untreated one at different temperature. 33 It can be concluded that LTP treatment is effective to improve the ability of washing fastness by plasma etching effect and the introduction of more polar groups. And the samples dyed at higher temperature show better washing fastness. The high temperature can open the structure of the wool fiber and promote the penetration of the dye into the fiber, thus improving color fastness.
Conclusion
The effects of the O2 LTP treatment on the dyeing properties of the Rex rabbit fibers were investigated. In general, plasma etching effect removes partly hydrophobic epicuticle layer and creates larger surface roughness, which eliminated the barrier of the dyes penetration into the fiber surface thus increased the dyeing rate and fixation rate. Besides, the XPS and FT-ATR analysis confirms that the disulfide bond in the exocuticle layer is partially oxidized to form more S-sulfonate (–S–SO3–) and cysteic acid (–SO3–) as a consequence of the oxygen plasma action. The folded polypeptide chain is opened to provide larger surface and facilitate the dyes to diffuse. At the same time, after O2 LTP treatment, more hydrophilic active groups such as –OH, C=O, –NH2 were introduced into the fiber surface to increase the number of the combination sites between reactive dyes and fibers, thus improving the dyeing rate and fixation rate. And measurement confirmed that O2 LTP treatment could improve the wettability of Rex rabbit fibers in a remarkable manner. All these physical and chemical changes caused by O2 LTP treatment contribute to the improvement of wettability and dyeing properties of Rex rabbit fibers, thus achieving more brilliant color shade. The dyeing process can be carried out at a lower temperature by O2 LTP treatment compared with the conventional dyeing temperature and still keep a high dyeing rate, thus reducing energy consumption.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research,authorship, and/or publication of this article: The authors wish to acknowledge the financial support to the project from National Natural Science Foundation of P.R. China. (Item No.21376152).