
Abstract
Both consumer and manufacturer are faced with the presence of undesired bad microorganisms and the negative impacts they cause, in addition to the harmful effects of ultraviolet radiation that penetrates human skin and materials. Antimicrobial finishing was assured to be common among both consumers and manufacturers. The present study focused on the development of multifunctional polyester-containing fabrics such as cotton/polyester 50/50, cotton/polyester 33/67, wool/polyester 40/60 using Sanitized® T99-19 as an antimicrobial agent, and transfer printing technique, and then UV-SUN®, a reactive anionic UV absorber based on oxalanilides. Finishing formulation contains DMDHEU as tetra-functional resin catalyst, acetic acid, and softener. AATCC 100 and AATCC 147 analysis were carried out to assess the antibacterial activity against two types of bacteria. The results revealed that finished and printed fabrics acquired the ability to inhibit the growth of both Escherichia coli and Staphylococcus aureus compared with unfinished ones (without an antimicrobial agent), and to enhance of color strength and crease recovery angles. In addition, imparting UV blocking ability that achieved very good and excellent protection categories. Moreover, the efficiency of activity against the bacteria was sustained up to 20 machine washes.
Keywords
Introduction
Microorganisms and their negative effects cause challenge to consumer and commercial operators. Antimicrobial treatments, as well as ultraviolet radiation (UVR) protection finishing, are proving to be popular among consumers, manufacturers, and building operators due to increased awareness of their negative hazards. These treatments not only provide protection from microorganisms and UVR but also add aesthetic and emotive values to a full range of products. 1 Outdoor performance materials as fabrics, laminated or coated fabrics, are assaulted in many different end-use environments from the staining and deteriorating effects of bacteria. 2
The demands of the consumer for the protection against microbe and UVR are very high, which is considered as a challenge for the textile industry. Antimicrobial finishes continue to be very important in some situations, especially for natural fabrics because these fabrics have poor resistance to microorganisms. An antibacterial finish is a method used to reduce the spread of microorganisms by either killing or inhibiting their growth through contact with the fabric surface. A sustainable antibacterial finishing for textiles must be able to
Control microbe on the textile.
Remain effective over a long time of the finished textile.
Durable for washing.
Have no risk of adverse dermal or systematic effect.
Provide no detrimental impacts on textile properties such as tensile strength, yellowing, and handling.
Coexist with other additives in the finishing bath, such as softeners and resins.
Have an eco-friendly character.
Proteins in keratinous fibers and carbohydrates in cotton can act as nutrients and energy sources for bacteria under certain conditions.1,3 Several finishing techniques are used to apply antibacterial finishes to textiles. The pad-dry-cure process is the primary process used to apply antibacterial agents to textiles. For the pad-dry-cure process, water and chemicals are applied to the fabric in a bath, and the fabric is then passed through rollers under pressure so that the chemicals can be pressed into the fabrics. After squeezing, the fabric is dried in an oven and finally cured in the oven at a higher temperature to ensure bonding. 4
The unique bound antimicrobial technology, an organofunctional silane, has a mode of action that relies on the technology remaining affixed to the substrate-killing microorganisms as they contact the surface to which it is applied. It is very reactive; it can react with protonic hydrogen atoms. Moreover, it can bound by an electrostatic attraction between the negative charges on the fabric surface and the positive charge of the quaternary amino groups. This has a valuable impact on the durability of the washing process of the antimicrobial finishing as well as fundamental effects on the microbe spectrum, in comparison with the free quaternary ammonium materials. 5 This type of antimicrobial technology is applied on textiles that are used especially in human contact or where durability is of value. In either case, durability to wear and laundering with broad-spectrum antimicrobial activity have been demonstrated. 2 It is well known that the quaternary ammonium compounds have been used for various antimicrobial applications. The interactions between these compounds and the microbe could be summarized as follow: the first step is adsorption followed by penetration into the microbial cell; second, reaction with the cytoplasm membrane of the microbial cell; third, loss of the intracellular low molecular weight; fourth, the disintegration of the cell content includes protein and nucleic acids; and finally, the microbial cell damage. 6 The textile manufacturer has developed antibacterial fabric to address the public’s desire for improved sanitation and personal protection against disease transmission. The approach has been to attach biocidal or some bacteriostatic groups to the fabric surface. The mechanism used to attach these agents to the fabric includes placement of quaternary ammonium salts onto cotton fabrics using a covalently bound adduct. 3 The antimicrobial properties of finished cotton fabrics have been evaluated against Escherichia coli and Staphylococcus aureus. 7 Bacteria are unicellular organisms, which grow very rapidly in the presence of warmth and moisture environment. 4 S. aureus is one of the most affirming microbes in its impedance to antibiotics and biocides. E. coli lead to many pathological diseases such as hemorrhage, septic shock, non-healing wound, and skin infection. 2
The most enduring technologies of textile processing are designed to enhance the textile performance, function, and coloration. 3 Transfer printing relies on the fact that disperses dyes sublime when heated. Thermofixation of some colorants, commonly pigments, and chemical finishes are done with dry heat, where they will be permanently fixed. Our group has recently published a work on the antimicrobial finishing of fabrics using Sanitized® T99-19 along with cross-linking agent. 5 The most common fabrics after cotton, polyester, and wool are their blends. There are many interrelated factors that may contribute to the justification for replacing a homogeneous textile material by a blend:
Economy; blending both the expensive fiber with a cheaper one decreases the cost of the fiber.
Durability.
Physical properties; take the advantage of required performance characteristics contributed by two or more fiber types.
Color; the development of novel garment or fabric designs incorporating multicolor effects.
Appearance; the attainment of attractive appearance and tactile qualities using combinations of yarns of different luster, crimp, or denier, which still differ in appearance even when dyed uniformly to the same color.
Fiber blending can be regarded as a contribution to fabric engineering. By using fibers that differ in absorbency, fabrics with specific moisture regain values can be created. With fibers that differ in denier, desired stiffness and drape qualities can be designed into the fabric. Blends of synthetic fibers with natural fibers offer the most valuable possibilities for combining useful physical properties because the two components are so different. By blending polyester or acrylic fibers with cotton or viscose, the synthetic component contributes to dimensional stability, abrasion resistance, tensile strength, crease recovery, as well as easy-care properties, while the cellulosic fiber provides low pilling, high moisture content, as well as anti-static characteristics.
There is a crucial need for the protection of the human skin against the harmful effect of UV radiation. Prolonged exposure to the harmful part of UV radiation can cause dangerous skin diseases. UV radiation is divided into three regions: UV-A in the range 315–400 nm, UV-B in the range 290–315 nm, and UV-C in the range 100–290 nm. The main UV radiation regions that should be blocked by textiles are UV-A and UV-B. Several factors affect the ability of fabrics to provide adequate protection from UVR such as fabric construction, chemical composition, textile auxiliaries, color, and the finishing process. 8 It is well known that UV radiation is one of the essential reasons for fabric materials’ degradation due to excitations in some portions of the polymer molecule and consequently a gradual loss of its integrity. Ultraviolet absorbers are classified into two categories: organic and inorganic ones. Organic classes are colorless compounds with strong absorption in the ultraviolet wavelength ranging from 290 to 360 nm that absorb and/or block the UVR reaching the human skin when incorporated in the fabrics finishing process. UV absorbers based on oxalanilides are the most important groups of UV absorbing compounds used for UV protection.9,10
The present study aims to develop multifunctional finishing, that is, antibacterial and UV blocking treatment and investigating the impact of these treatments on the properties of the finished fabrics, as well as durability of the desired properties.
Experimental work
Materials
Fabrics
Different fabrics were used in this study, such as mill scoured wool/polyester 40/60 purchased from Misr Spinning and Weaving Company, El-Mahalla El-Kubra. Mill scoured cotton/polyester 50/50; cotton/polyester 33/67 fabrics were provided by Hosam Textile Company, Bourge El-Arab, Alexandria, Egypt. Details about these fabrics are shown in Table 1.
Fabrics specification.

Chemicals and dyes
The Sanitized® T99-19 antibacterial agent was used and provided by Sanitized AG, Switzerland. It is a silicon-functional tetraalkylammonium compound in a high-boiling glycol ether. Easy-care finishing agent used was Arkofix® NG-ET (based on dimethylol dihydroxy ethylene urea (DMDHEU)). Softeners used were Solusoft® WA 90ET (nonionic modified polysiloxane) purchased from Clarian and Leomin® NI-ET (nonionic and hydrophilic) purchased from Clariant. Hostapal® 3634 was used as a wetting agent (nonionic based on alkylaryl polyglycol ether), purchased from Clariant. Polyethylene glycol (PEG) of molecular weight 200, 600, 5000, and 6000 was purchased from Fluka. Ammonium chloride, acetic acid, sodium sulfate, and sodium carbonate all were of laboratory grade and are supplied by DyStar Co., Egypt. Huntsman Egypt kindly supplied UV-SUN® (a reactive anionic UV absorber based on oxalanilides). The commercial transfer printing paper was supplied by Disperse® Red E-FB (C.I. Disperse Red 60, Hays).
Methods
All fabrics were washed separately in a bath containing sodium carbonate (2 g/L) and nonionic detergent (5 g/L) at 50°C for 1 hour in order to remove any impurities and obtain clean fabrics. The fabrics were then thoroughly rinsed with tap water and finally air dried at ambient temperature.
Finishing and transfer printing
The fabric samples 20 × 20 cm were padded in solution containing DMDHEU, catalyst, and Sanitized® T99-19 with two dips and nips to a wet pick-up ~100%. Then the samples were dried at 80°C for 5 min. Reactants’ concentrations and other details of the treatment conditions were given in the text. The dried samples were simultaneously cured/transfer printed using manual heat transfer press with a 40 × 40 cm, flatbed press at 180°C for 30 s. Before testing, the samples were treated at 40°C for 15 min using (1 g/L) wetting agent followed by rinsing and drying at ambient temperature.
UV absorber treatment
UV-SUN® (3% o.w.f), sodium sulfate (15 g/L), and sodium carbonate (10 g/L) were applied in one bath as a post-treatment by exhaustion method for 30 min at 70°C and Material: Liquor ratio (M:LR) (1:40).
Performance evaluation and testing crease recovery angle
Dry crease recovery angles (CRAs; W + F)° was measured using iron recovery apparatus type FF-07 (Metrimpex). For each sample, eight specimens were tested and the average value was reported. 3
Whiteness index (WI)
WI was measured for unprinted (uncolored) parts of finished fabrics (as the special design was used for the transfer printing papers so not all finished samples were colored) using Ultra Scan PRO Hunter lab. 3
Surface roughness
Surface Roughness Measuring Instrument, SE 1700, measured the surface roughness, according to JIS 94 Standard Test Method.
Evaluation of antibacterial activity
The degree of bactericidal activity was measured by AATCC test method 100. It is defined as the percentage of bacterium reduction on the tested fabric after incubation compared with the original number of incubated bacteria. Both types of gram-positive and gram-negative bacteria were required to determine the effectiveness of an antibacterial finishing agent. The gram-positive bacteria used for all types of fabrics in the study were S. aureus. The gram-negative bacteria used were E. coli for circular (1 cm diameter) woven fabrics. Otherwise, the untreated fabrics were taken as a control one. Antibacterial activities were evaluated by the agar diffusion test AATCC test method 147-1999.
Nitrogen content (N %)
Nitrogen content was determined according to the Kjeldahl method. 11
UV protection
The amount of ultraviolet protection provided by the finished samples was evaluated by measuring UVR transmission using UV-Shimadzu 3101-PC-Spectrophotometer. The ultraviolet protection factor (UPF) values were calculated according to the Australian/New Zealand Standard (AS/NZS-4399-1996). UPF values were calculated and the protection category is classified as follow: (0–10) non-ratable, (15–20) good, (25–35) very good, and (40–50, 50 +) excellent protection categories. 12
Durability properties
To determine the durability of the antibacterial treatment to repeated home laundering, AATCC test method 124 was used. Fabrics were laundered 20 cycles with a nonionic wetting agent in a washing machine at 41°C for 8 min.
Color strength (K/S)
Color strength (K/S) of the printed samples was measured by Mini Scan XE integrated with Hunter lab universal software maximum absorption, as an average of three readings.
Scanning electron microscopy (SEM)
A JEOL-Model JSM T20 scanning electron microscopy (SEM) operating at 19 kV was used to obtain photomicrographs of fibers surfaces.
Statistical analysis
The test results were statistically analyzed using one-way analysis of variance (ANOVA) test by using the ST. MINITAB 14 software, to determine the influence of the variables on the properties of the fabric. The test was performed for all the fabric samples at a level of significance (P < 0.05).
Results and discussion
Effect of DMDHEU concentration on antibacterial activity
The effect of DMDHEU concentration coupled with Sanitized® T99-19 was optimized for different types of fabric blends using pad-dry simultaneous curing/transfer printing technique as shown in Table 2. The Sanitized® T99-19 is a superior effectiveness bacteriostatic and fungistatic functional finishing, which could be applied to textile materials such as women hosiery and tights.5,13
Effect of DMDHEU concentration on antibacterial activity and color strength.

DMDHEU: dimethylol dihydroxy ethylene urea; CRA: crease recovery angles; E. c.: Escherichia coli; S. a.: Staphylococcus aureus.
Treatment conditions: Sanitized® T99-19 (10 g/L), DMDHEU (0–75 g/L), acetic acid (1 g/L), drying temperature 100°C, drying time 5 min, simultaneous curing/transfer printing at 180°C for 30 s.
Cotton/polyester 50/50, cotton/polyester 33/67, and wool/polyester 40/60 blended fabrics differ in their morphology, chemical, and physical properties. It was expected that their interactions with Sanitized® T99-19 and its mixture with DMDHEU would be different. The normal time of technical textile finishing application is maximum 1 min; it is suggested that this time is too short to devastate the product on fabrics surface. It was reported that the compounds decompose (at temperatures > 135°C) via the elimination of alkenes, which is the Hofmann degradation.2,14
In the presence of DMDHEU, the activity of Sanitized® T99-19 was affected. For cotton/polyester 50/50 and wool/ polyester 40/60, it was found that the presence of DMDHEU affected the antibacterial activity against E. coli and S. aureus after simultaneous curing/printing compared with Sanitized® T99-19 alone as shown in Table 2. This could be explained on the basis that Sanitized® T99-19 reacted with DMDHEU molecules through its methoxy groups giving rise to a product with three-dimensional network structures, which could be immobilized on the fabric surface and penetrate inside. Because of increasing its size and stability after finishing, the maximum antibacterial activity is obtained at 25 g/L DMDHEU. 15 With increasing the concentration of DMDHEU in the finishing bath formulation, the antibacterial efficiency of the finished fabrics decreased. This may be due to the interaction between DMDHEU and antimicrobial agent in the finishing bath, that is, homogeneous interaction easier than that heterogeneous interaction (the textile substrates (solid) and in the finishing bath (liquid)) led to the reduction of the antibacterial efficiency of the finished textile fabric at a high concentration of DMDHEU under the study conditions 16 Whereas in the case of cotton/polyester 33/67, the maximum activity against E. coli is obtained at zero DMDHEU concentration and against S. aureus obtained at 50 g/L, as the data presented in Table 2 indicate. This finding is not quite understandable may be because the attachment of microbe to any surface is governed by the physicochemical properties of the absorbent surface and that of the microbial cell. 3
Figure 1 shows the relationship between DMDHEU concentrations and bacterial reduction % of E. coli for different fabric types. In fact, the bacterial reduction % of E. coli value decreased with an increase in DMDHEU concentration.

Effect of DMDHEU concentration on bacterial reduction % of E. coli for different fabric types.
Statistical calculations were made to investigate the effect of DMDHEU concentrations on bacterial reduction % of E. coli for different fabric types. Table 3 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that from the P values of DMDHEU concentration parameter, those less than 0.05 were significant for E. coli bacterial reduction % value. The results showed that no significant influence was noticed except cotton/polyester 33/67. The ANOVA was performed to justify the goodness of the mathematical models fit (F-test 6.2). It was seen that from the P values of parameters, those less than 0.05 were significant for the effect of DMDHEU concentration on bacterial reduction % against E. coli for different fabric types.
Statistical analysis for effect of DMDHEU concentration on bacterial reduction % E. coli and S. aureus for different fabric type.
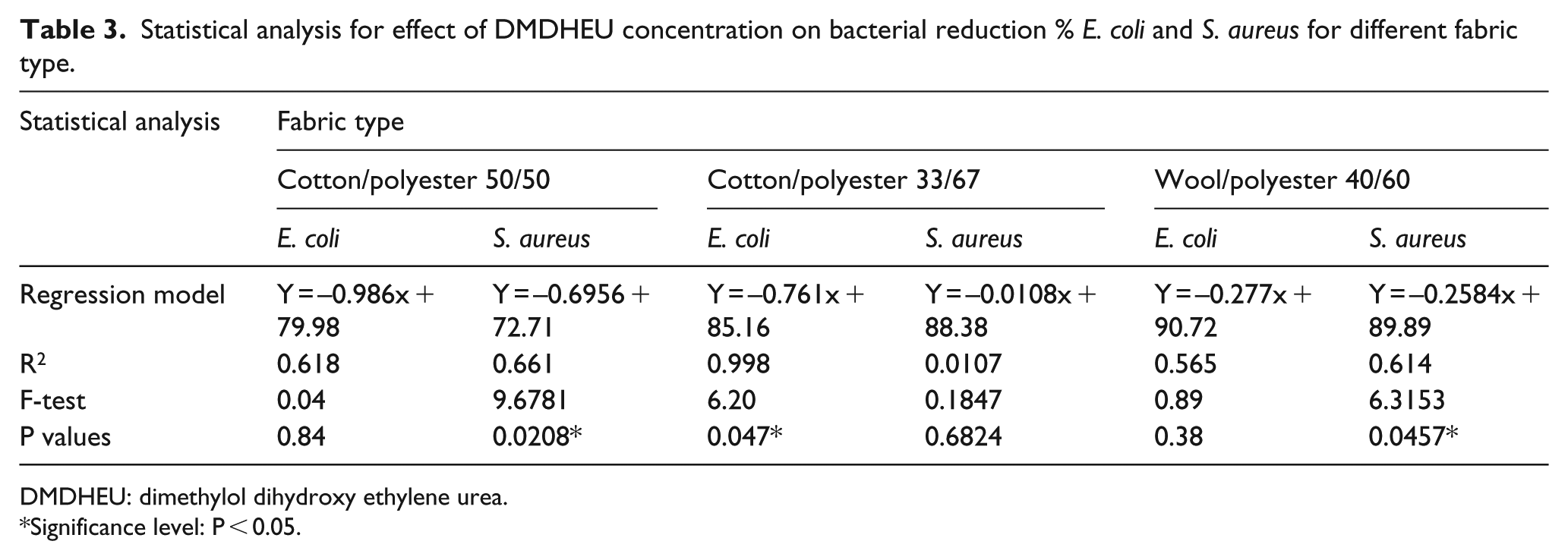
DMDHEU: dimethylol dihydroxy ethylene urea.
Significance level: P < 0.05.
Figure 2 shows the relationship between DMDHEU concentration and bacterial reduction % of S. aureus for different fabric types. It was found that the antibacterial activity decreased with increasing DMDHEU concentration. Statistical calculations were made to investigate the effect of DMDHEU concentration on antibacterial activity of S. aureus for different fabric types. Table 3 shows the regression model, R-square values and the mathematical models fit (F-test). It was seen that from the P values of DMDHEU concentration parameter, those less than 0.05 were significant for bacterial reduction %. The results showed that significant influence was noticed except cotton/polyester 33/67. For cotton/polyester 50/50 and wool/polyester 40/60, the ANOVA was performed to justify the goodness of the mathematical models fit (F-test 9.678 and 6.315, respectively). It was seen that from the P values of the parameter, those less than 0.05 were significant for the effect of DMDHEU concentration on bacterial reduction %.

Effect of DMDHEU concentration on bacterial reduction % for different fabric types against S. aureus.
Effect of DMDHEU concentration on color strength
The effect of DMDHEU concentration on the color strength (K/S) of the printed fabrics is shown in Table 2. The results revealed that the presence of Sanitized® T99-19 alone in the finishing bath improved the color strength comparing with blank samples irrespective of the fabric type. Coupling DMDHEU with Sanitized® T99-19 in the finishing bath led to enhancement of the color strength. The percentage of increase reached 70.6% at 50 g/L DMDHEU for cotton/polyester 50/50, whereas the percentage of increase in color strength of cotton/polyester 33/67 and wool/polyester 40/60 was 17 % and 26%, respectively.
Figure 3 shows the relationship between DMDHEU concentration on K/S for different fabric types. In fact, K/S values increased with an increase in DMDHEU concentration. Statistical calculations were made to investigate the effect of DMDHEU concentration on K/S for different fabric types. Table 4 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that from the P values of DMDHEU concentration parameter, those less than 0.05 were significant for K/S value. The results showed that no significant influence where noticed.
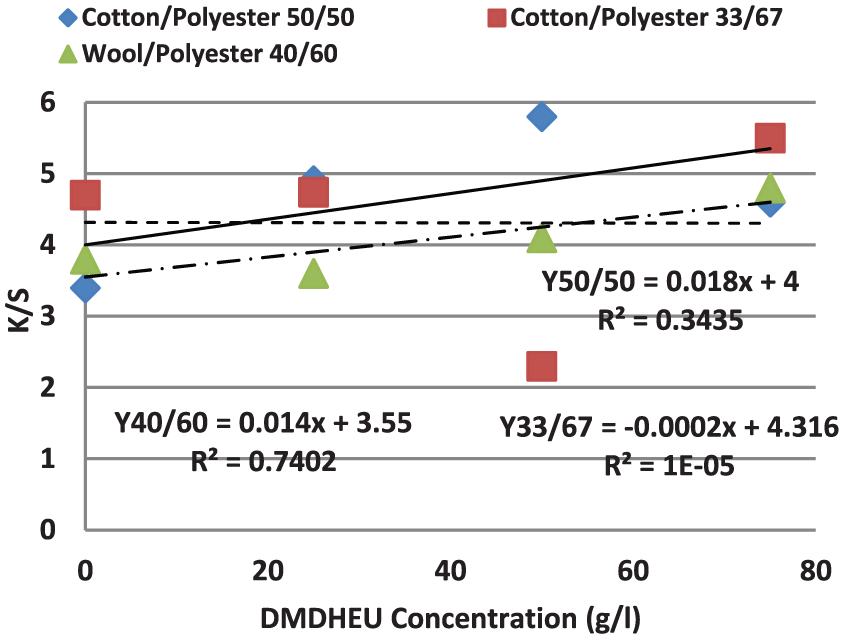
Effect of DMDHEU concentration on K/S for different fabric type.
Statistical analysis for effect of DMDHEU concentration on K/S for different fabric types.

DMDHEU: dimethylol dihydroxy ethylene urea.
Significance level: P < 0.05.
Effect of DMDHEU concentration on performance properties
Table 2 shows that CRA was slightly improved because of finishing with the antimicrobial agent alone, which may be rendering to the reaction of trimethoxysilane groups with CONH groups in wool fabric and the carboxyl groups of polyester through nucleophilic addition reaction mechanism. This led to the formation of physical and chemical bonds with the fabrics used. 14 Coupling Sanitized® T99-19 with DMDHEU improved the CRA of the finished fabrics; this is true for all fabric types used. The maximum value obtained at 50 g/L and the percentage of enhancement of CRA were 13.6%, 6.0%, and 1.5% for cotton/polyester 50/50 cotton/polyester 33/67, and wool/polyester 40/60, respectively. The cotton portion is involved in the cross-linking formation, so the maximum value obtained for cotton/polyester 50/50 fabric. Further increase in DMDHEU concentration slightly decreased CRA that may be because of the hindrance of the extending structure to cross-link with fabrics. 16 Figure 4 shows the relationship between DMDHEU concentration and CRA for different fabric types. In fact, the CRA values increased with an increase in DMDHEU concentration. Statistical calculations were made to investigate the effect of DMDHEU concentration on CRA for different fabric types. Table 5 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that from the P values of DMDHEU concentration parameter, those less than 0.05 were significant for CRA value. The one-way ANOVA was performed to justify the goodness of the mathematical models fit from F-test results. It was seen that from the P values of the parameter, those less than 0.05 were significant for the effect of DMDHEU concentration on CRA.

Effect of DMDHEU concentration on CRA for different fabric types.
Statistical analysis for effect of DMDHEU concentration on CRA for different fabric types.

DMDHEU: dimethylol dihydroxy ethylene urea; CRA: crease recovery angles.
The data of Table 2 reveal that there was a slight increase in WI values of the finished fabrics. Coupling antimicrobial agent with 25 g/L DMDHEU led to a slight decrease of WI values and increasing the concentration of DMDHEU decreased the WI of the finished fabrics. Increasing the concentration up to 75 g/L decreased the WI. This may be attributed to the interaction between Sanitized® T99-19 and DMDHEU with cellulose structure, in addition to partial oxidation of cellulose containing fabrics. 15 For wool/polyester 40/60 fabric, it was found that the Sanitized® T99-19 decreased the WI value of the finished fabric compared with untreated one. In addition, mixing the cross-linking agent with Sanitized® T99-19 led to a negative impact on WI value of finished wool/polyester 40/60 fabric. Figure 5 shows the relationship between DMDHEU concentration and WI for different fabric types. It is clear that WI value decreased with an increase in DMDHEU concentration. Statistical calculations were made to investigate the effect of DMDHEU concentration on WI for different fabric types. Table 6 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that from the P values of DMDHEU concentration parameter, those less than 0.05 were significant for WI. The results showed that no significant influence where noticed.
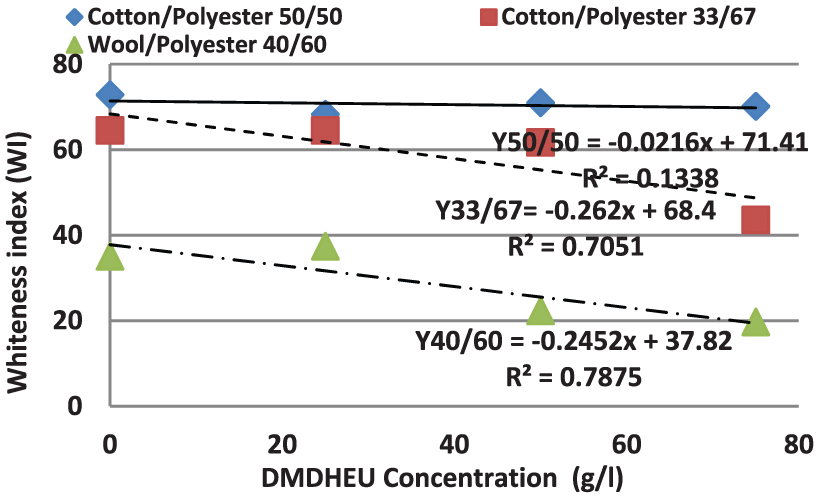
Effect of DMDHEU concentration on whiteness index for different fabric types.
Statistical analysis for effect of DMDHEU concentration on whiteness index for different fabric types.

DMDHEU: dimethylol dihydroxy ethylene urea.
Significance level: P < 0.05.
Effect of temperature on antibacterial efficiency
Data represented in Table 7 reveal that increasing the curing temperature over a temperature range from 120°C to 200°C, increased the antibacterial activity, and the optimum antibacterial activity was obtained at 180°C against both pathogens for all three fabric blends.
Effect of temperature on antibacterial efficiency and color strength (K/S).

CRA: crease recovery angles; E. c.: Escherichia coli; S. a.: Staphylococcus aureus.
Treatment conditions: Sanitized® T99-19 (10 g/L), DMDHEU (25 g/L), acetic acid (1 g/L), drying temperature 100°C, drying time 5 min, simultaneous curing/transfer printing at 120°C–180°C for 30 s.
Figure 6 shows the relationship between temperatures and bacterial reduction % of E. coli for different fabric types. In fact, the bacterial reduction % of E. coli value increased with an increase in temperature. This may be attributed to increasing the degree of polymerization of Sanitized® T99-19 and the cross-linking agent that in turn, increased the interactions with the fabric surfaces. Statistical calculations were made to investigate the effect of temperature on bacterial reduction % of E. coli for different fabric types. Table 8 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that from the P values of a temperature parameter, those less than 0.05 were significant for bacterial reduction % of E. coli value. The one-way ANOVA was performed to justify the goodness of the mathematical models fit from F-test results as shown in Table 8. It was seen that from the P values of the parameter, those less than 0.05 were significant for the effect of temperature on bacterial reduction % of E. coli.

Effect of temperature on E. coli bacterial reduction % for different fabric types.
Statistical analysis for effect of temperature on bacterial reduction % of E. coli and S. aureus for different fabric types.
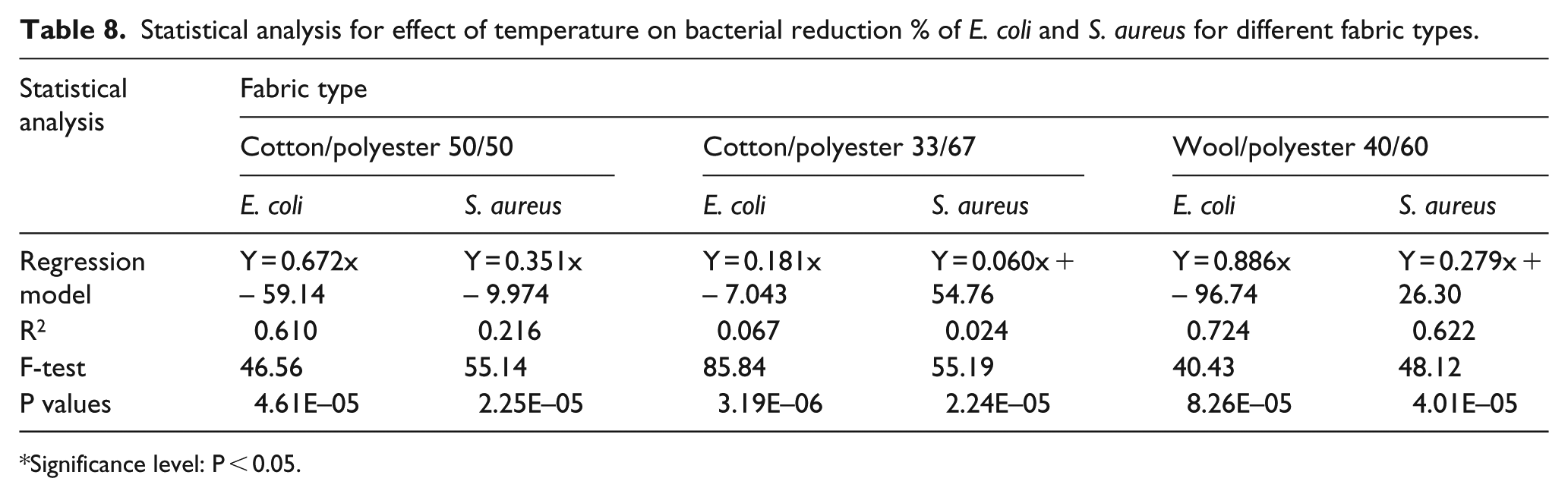
Significance level: P < 0.05.
Figure 7 shows the relationship between temperatures and bacterial reduction % of S. aureus for different fabric types. S. aureus bacterial reduction % value increased with an increase in temperature. Statistical calculations were made to investigate the effect of temperature on bacterial reduction % of S. aureus for different fabric types. Table 8 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that from the P values of the temperature parameter, those less than 0.05 were significant for bacterial reduction % of S. aureus value. The one-way ANOVA was performed to justify the goodness of the mathematical models fit from F-test results as shown in Table 8. It was seen that from the P values of the parameter, those less than 0.05 were significant for the effect of temperature on S. aureus bacterial reduction % for different fabric types.
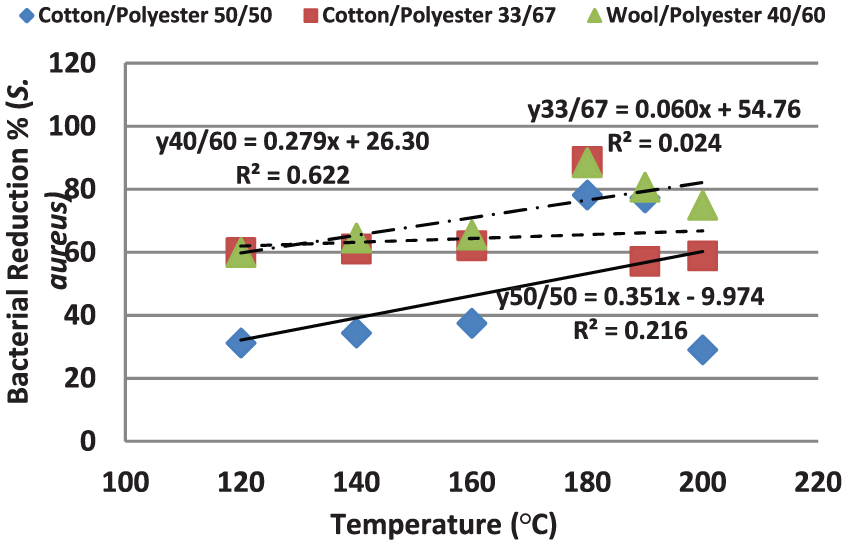
Effect of temperature on S. aureus bacterial reduction % for different fabric types.
Effect of temperature on color strength (K/S)
The effect of simultaneous curing/transfer printing temperature on K/S values of the finished fabrics is represented in Table 7.
In case of blended fabrics, it is well known that the vaporized disperse dye absorbed strongly on the hydrophobic component such as polyester and not strongly absorbed by natural fibers. Cotton/polyester fabrics with 50% cotton were transfer printed alongside finishing with DMDHEU. Increasing the temperature led to increasing K/S values of the printed fabrics. This may be attributed to increasing the degree of polymerization of the reactants alongside increasing the openness of the fabric surfaces so increased the penetration of disperse dye molecules into the fiber. Thirty seconds for simultaneous curing and transfer printing at a temperature < 180°C was not enough for the process of polymerization of free hydroxyl groups. Thus, the K/S of the printed fabrics was lower than that of blank ones. Temperatures from 180°C–200°C led to the formation of Si–O–Si network, as well as extreme cyclization could occur and lead to the formation of cage-like clusters polymer, as well as increasing the penetration of the disperse dye molecules. 17 Figure 8 shows the relationship between temperature and K/S for different fabric types. It was observed that the K/S increased with increasing in temperature. Statistical calculations were made to investigate the effect of temperature on K/S. Table 9 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that from the P values of a temperature parameter, those less than 0.05 were significant for K/S value. The one-way ANOVA was performed to justify the goodness of the mathematical models fit from F-test results as shown in Table 9.

Effect of temperatures on K/S for different fabric types.
Statistical analysis for effect of temperature on K/S for different fabric types.

Significance level: P < 0.05.
Effect of temperature on performance properties
The performance properties of finished polyester-containing fabrics are represented in Table 7. It was found that the crease recovery angles of the cross-linked blended fabrics samples were improved compared with the unfinished ones. Increasing simultaneous curing and transfer printing temperatures from 120°C to 180°C improved the crease recovery angles, which may be due to the enhancement of the cross-linking density of the cross-linking agent with cotton-containing fabrics, thus improving the crease recovery angle of the modified finished fabrics. Figure 9 shows the effect of temperatures on CRA for different fabric types. In fact, the CRA values increased with increasing temperature. Statistical calculations were made to investigate the effect of temperature on CRA for different fabric types. Table 10 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that from the P values of a temperature parameter, those less than 0.05 were significant for CRA value. The one-way ANOVA was performed to justify the goodness of the mathematical models fit from F-test results. It was seen that from the P values of the parameter, those less than 0.05 were significant for CRA.

Effect of temperature on CRA for different fabric types.
Statistical analysis for the effect of temperature on CRA for different fabric types.

CRA: crease recovery angles.
Significance level: P < 0.05.
For unprinted parts, the effect of temperature on WI values of finished fabrics (unprinted part) is inspected and represented in Table 8. The results revealed that with increasing temperature from 120°C to 200°C, WI values were decreased for finished cotton/polyester 33/67 and wool/polyester 40/60 fabrics, which may be attributed to the partial oxidation of cellulose content. For cotton/polyester 50/50 fabric, an insignificant increase in the WI was observed with rising temperatures up to 180°C, and at 200°C the WI decreased.
Figure 10 shows the relationship between temperature and the WI for different fabric types. In fact, the WI value decreased with an increase in temperature. Statistical calculations were made to investigate the effect of temperature on WI for different fabric types. Table 11 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that from the P values of a temperature parameter, those less than 0.05 were significant for WI value. The one-way ANOVA was performed to justify the goodness of the mathematical models fit from F-test results as shown in Table 11. It was seen that from the P values of the parameter, those less than 0.05 were significant for WI.

Effect of temperature on whiteness index for different fabric types.
Statistical analysis for effect of temperature on whiteness index for different fabric types.

Significance level: P < 0.05.
Effect of additives on the properties of finished blended fabrics
The effect of different additives such as PEGs (M. Wt. 200, 600, 5000, and 6000), Leomin® NI-ET, and Solusoft® WA 90ET on the activity against bacteria and color strength, as well as performance properties of different printed and (unprinted) blended fabrics, was investigated. PEG could be designed to a variety of fabrics by cross-linking them, herewith rendering them insoluble in water. DMDHEU has been used to insolubilize the PEG on the fabrics finishing using flash cure method, an economic technique where a short time (few seconds) is needed for the polymer to be insoluble in water. 18 Softeners composed of silicon that are most widely used in the finishing formulation in industrial scale are based on the Si–O basis. Polydimethylsiloxane (PDMS) is the simplest silicon softener. It acts as a lubricant and non-reactive softener, which consequently decreases the fiber breakage and provides thermal protection for synthetic fibers.19,20
Effect of additives on the activity against bacteria
The data obtained in Table 12 clarify the activity of finished cotton/polyester 50/50 and cotton/polyester 33/67 fabric against E. coli and S. aureus. It was found that the activity decreased with the combination of the additives (PEG 200, 600, Leomin® NI-ET) with the antimicrobial agent and DMDHEU. The antibacterial activity against S. aureus was significantly increased. The maximum antibacterial activity was obtained with high molecular weight PEG used in this study. The percent of antibacterial activity was 92.3% for E. coli and 92.7% for S. aureus in case of cotton/polyester 50/50, and 95.5% for E. coli and 97.8% for S. aureus in case of cotton/polyester 33/67, compared with the absence of antibacterial activity for the control samples. It was postulated that the activity of PEG finished fabric against the bacteria is due to following reasons:
Effect of additives.

CRA: crease recovery angles; E. c.: Escherichia coli; S. a.: Staphylococcus aureus; S = Sanitized® T99-19; DMDHEU: dimethylol dihydroxy ethylene urea; PEG: polyethylene glycol.
Treatment conditions: Sanitized® T99-19 (10 g/L), DMDHEU (25 g/L), (1 g/L), PEG 200, 600, 5000, 6000 (20 g/L), Leomin® NI-ET (20 g/L), Solusoft® WA 90ET (20 g/L), NH4CL (2.5 g/L), acetic acid, drying temperature 100°C, drying time 5 min, simultaneous curing/transfer printing at 180°C for 30 s.
(a) A wonderful combination of physicochemical effects, that is, the hydrophilic nature of the cross-linked PEG that dehydrated the microbes and prohibited them from needed moisture.
(b) The surfactant-like properties of the bounded PEG (the dual hydrophilic-hydrophobic) disturbed the microbial growth, which destructed cell membranes.18,21 For wool/polyester 40/60 fabric, the additives increased the antibacterial activity against both E. coli and S. aureus. It was noticed that the PEG enhanced the activity against S. aureus more than that against E. coli.
Effect of additives on the K/S
It is clear from Table 12 that the additives used in this study did not improve the color strength comparing with that finished fabric without additives.
Effect of additives on the fabric performance
It was found that the additives have no effect on the CRA values of the finished fabrics comparing with that without additives. Surface roughness, WI of the unprinted portions along with the activity against the bacteria under optimum conditions, are shown in Table 13. Mixing Sanitized® T99-19 and DMDHEU improved the WI of the unprinted part of finished cotton/polyester 50/50 as well as surface roughness more than that finished with Sanitized® T99-19 alone.
Effect of finishing bath formulation.

CRA: crease recovery angles; E. c.: Escherichia coli; S. a.: Staphylococcus aureus; S = Sanitized® T99-19; PEG: polyethylene glycol; DMDHEU: dimethylol dihydroxy ethylene urea
Treatment conditions: Sanitized® T99-19 (10 g/L), DMDHEU (25 g/L), PEG 6000 (20 g/L), Solusoft® WA 90ET (20 g/L), NH4CL (2.5 g/L), acetic acid (1 g/L), drying temperature 100°C, drying time 5 min, simultaneous transfer printing/curing at 180°C for 30 s.
Nitrogen content of the finished fabrics
The increase in nitrogen content (N %) is evident in the fixing of Sanitized® T99-19 onto the fabrics as shown in Table 14. Nitrogen content increased because of coupling cross-linking agent with Sanitized® T99-19, which indicated the immobilization of antimicrobial agent through the formation of a network structure on the fabric surfaces. 16
The nitrogen content of finished fabrics.

DMDHEU: dimethylol dihydroxy ethylene urea; PEG: Polyethylene glycol.
Treatment conditions: Sanitized® T99-19 (10 g/L), DMDHEU (25 g/L), PEG 6000 (20 g/L), NH4CL (2.5 g/L), acetic acid (1 g/L), drying temperature 100°C for 5 min, simultaneous curing/transfer printing at 180°C for 30 s.
UV protection properties
There are different types of interactions that occur when UVR hits the textile materials depending upon many parameters. The ultraviolet protection provided by apparel depends on the fabric construction, thickness, porosity, chemical characteristics, physicochemical nature of fiber, dyeing and finishing given to the fabric, the moisture content of the fabrics, and presence of ultraviolet absorbers. 8
The data presented in Table 15 show the UPF results of cotton/polyester 50/50, cotton/polyester 33/67, and wool/polyester 40/60 blended fabrics after application of different treatment conditions. It can be seen from the obtained results that the untreated cotton/polyester 50/50 and wool/polyester 40/60 fabrics had a ratable UPF value, which may be due to the construction of the fabric and keeping in mind that cotton fiber had a relatively high UV transmission in the range of 280–400 nm. Conversely, the wool fiber had a higher UVR absorption (lower transmission). In addition, polyester fiber absorbed UVR mostly in UV-A and UV-B regions because it contains aromatic structure. This is reinforced by the absorptivity of the delustering agent; for example, titanium dioxide that heavily reduces the fiber’s permeability over the spectrum of the UV region. 8 It is noticeable from the results that all the treatment conditions significantly enhanced the UPF values as well as protection category (excellent) for cotton/polyester 50/50 and wool/polyester 40/60 fabrics. This may be because of incorporating UV absorber into the fabrics, that is, UV radiation converted the electronic excitation energy into thermal energy through a fast reversible intra-molecular proton transfer reaction, functioning as radical scavengers and singlet oxygen quenchers. 10 Moreover, the printing process alone and/or as post-step enhanced the UPF values of cotton/polyester 50/50 and wool/polyester 40/60 fabrics. The dye coloration had a great effect on UV protection depending on the specific chemical structure of the dye, as well as its absorptive groups and molecular geometry. Since the absorption band of many dyes extends into the ultraviolet spectral region. As a result, such dyes act as ultraviolet absorbers and increase the UPF value of the fabric. Meanwhile, dyes include “conjugated” molecules in their structure that disrupt UVR, hence enhancing UPF of textiles. Otherwise, dyes themselves are susceptible to fading, deterioration, and loss of their fastness properties because of the degradation action of UV. Hence, such UV-blocking treatments are necessary to protect the dyed textile fabrics. 22
Effect of treatment the finished fabrics with ultraviolet absorber agent on the UPF.

Treatment conditions: Optimum antibacterial finishing (A): Sanitized® T99-19 (10 g/L), DMDHEU (25 g/L), PEG 6000 (20 g/L 0), NH4CL (2.5 g/L), acetic acid (1 g/L), drying temperature 100°C for 5 min, simultaneous curing/transfer printing at 180°C for 30 s). UV absorber finishing: UV-SUN® (3% o.w.f), sodium sulfate (15 g/L), sodium carbonate (10 g/L); applied in one bath as post-treatment by exhaustion method for 30 min at 70°C and M: LR (1:40).
The optimum UPF value (76) for wool/polyester 40/60 fabric was achieved in the case of the following treatment sequence: optimum antibacterial finishing, then UV absorber treatment, followed by transfer printing. Otherwise, in the case of cotton/polyester 50/50, the aforementioned treatment sequence increased UPF value but the optimum one (94) was achieved with UV absorber treatment followed by transfer printing. This may be due to the consumption of the available hydroxyl groups of cotton content in optimum antibacterial finishing step. Conversely, a different situation was observed in case of cotton/polyester 33/67 fabric. The treatment conditions and transfer printing had no effect on the UPF value, which may be rendered to its open weave structure and fabric porosity that allow UV radiation to transmit through the fabric pore structure.
Durability evaluation
Table 16 reveals the effect of washing cycles on the activity against the bacteria. The antibacterial activity decreased with increasing in number of washing cycles but still attained the activity against both types of bacteria irrespective of the fabric type. About 40% and 20% of the antibacterial activity was conserved even after 20 washes against gram-negative and gram-positive bacteria of finished cotton/polyester 50/50. For cotton/polyester 33/67, the antibacterial activity against E. coli and S. aureus after 20 washes was 38.7% and 33.3%, respectively. Whereas, for wool/polyester 40/60 the percentage of antibacterial activity against gram-negative and gram-positive bacteria were 37.5% and 25%, respectively. Nevertheless, the durability was good for polyester-containing fabrics because the interactions possibly occurred between the antimicrobial agent and hydrophobic polyester polymer surfaces.19,21
Antibacterial activity after successive washings (AATCC laundry).
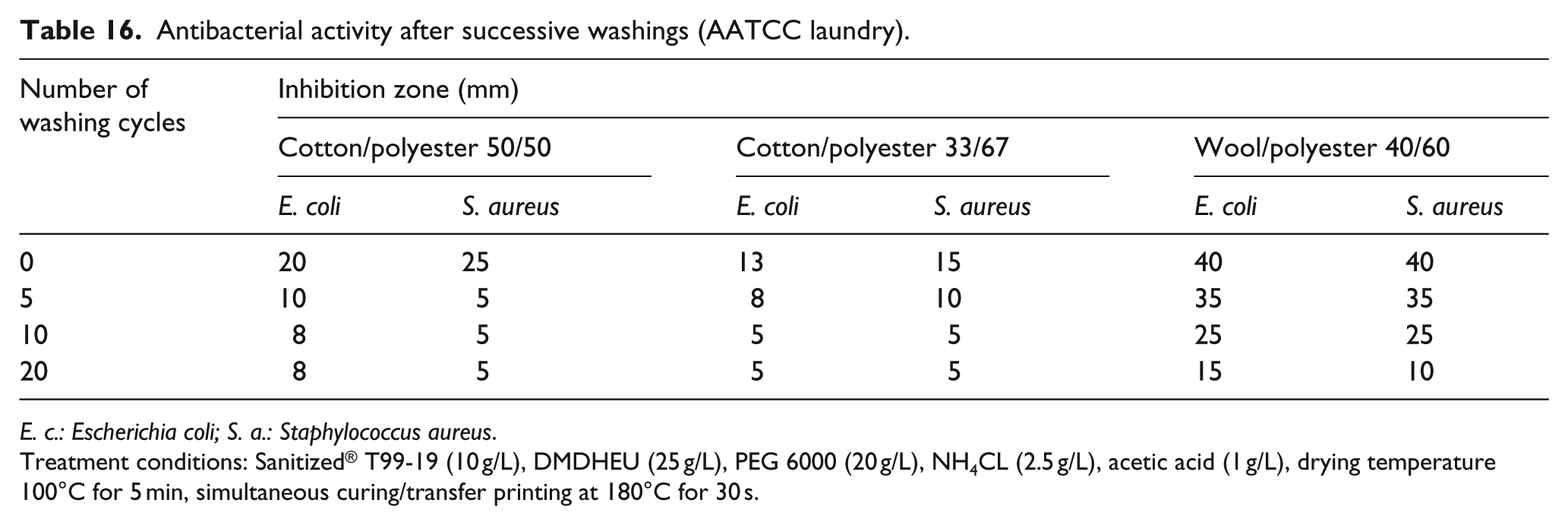
E. c.: Escherichia coli; S. a.: Staphylococcus aureus.
Treatment conditions: Sanitized® T99-19 (10 g/L), DMDHEU (25 g/L), PEG 6000 (20 g/L), NH4CL (2.5 g/L), acetic acid (1 g/L), drying temperature 100°C for 5 min, simultaneous curing/transfer printing at 180°C for 30 s.
Figure 11 shows the relationship between a number of washing cycles on E. coli for different fabric types. It was found that activity against E. coli value decreased with an increase in a number of washing cycles. Statistical calculations were made to investigate the effect of the number of washing cycles on E. coli and S. aureus for different fabric types. Table 17 shows the regression model, R-square values, and the mathematical models fit (F-test). It was seen that the P values greater than 0.05 give an indication of the insignificant effect of washing on the activity against E. coli except wool/polyester 40/60. The ANOVA was performed to justify the goodness of the mathematical models fit (F-test 8.17). It was seen that from the P values of parameters, those less than 0.05 reflect the significant effect of the number of washing cycles on the activity against E. coli.

Effect of the number of washing cycles on E. coli for different fabric types.
Statistical analysis for effect of the number of washing cycles on E. coli and S. aureus for different fabric types.

Significance level: P < 0.05.
Figure 12 shows the relationship between numbers of washing cycles and the activity against S. aureus for different fabric types. It was clear that the activity against S. aureus decreased with an increase in the number of washing cycles. A statistical calculation showed the regression model, R-square values, and the mathematical models fit (F-test). It was investigated that no significant influence was noticed as shown in Table 17.

Effect of the number of washing cycles on S. aureus for different fabric types.
Scanning electron microscopy (SEM)
Figure 13(a), (c) and (e) shows the scanning electron microscopy photographs of blank polyester-containing fabrics and Figure 13(b), (d) and (f) the photographs of finished polyester-containing fabrics. The blank samples appeared to be smooth, whereas the finished fabrics were coated with a film and this film appeared as a network within the fabric construction because of mixing DMDHEU and Sanitized® T99-19, and in some cases linking the fibers with each other. These finding agreed with the results obtained before for individual fabrics. 5
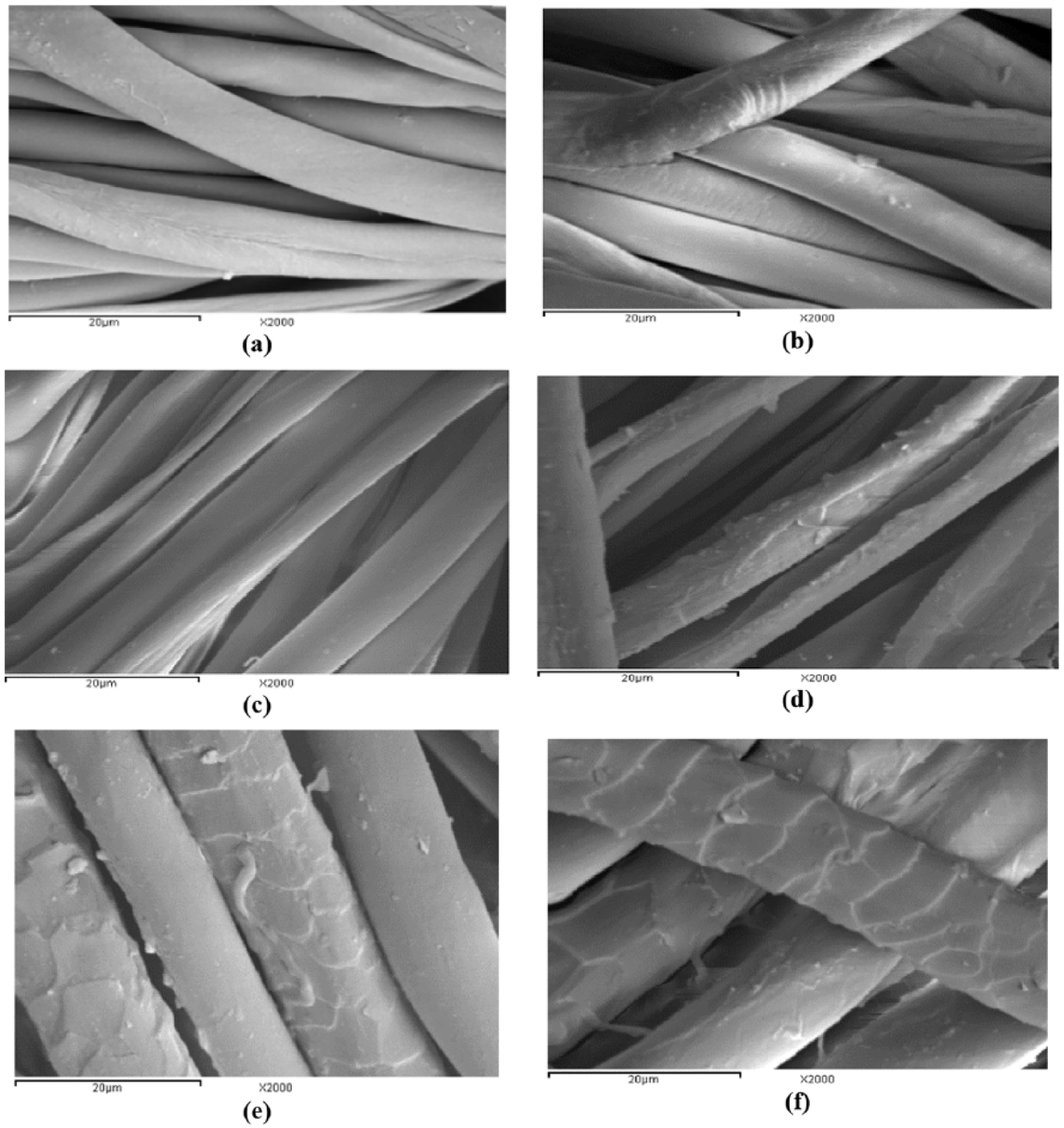
Scanning electron microscopy of polyester-containing fabrics: (a) blank cotton /polyester blank 50/50, (b) finished cotton/polyester 50/50, (c) blank cotton /polyester blank 33/76, (d) finished cotton/polyester 33/67, (e) blank wool/polyester blank 40/60 and (f) finished wool/polyester 40/60.
Conclusion
Protective apparel against bacteria and UV radiation is one the most important requirements for the consumer. A mixture of DMDHEU and Sanitized® T99-19 is optimized as functional finishing for different types of fabrics using a simultaneous pad–dry–curing/transfer printing. It was concluded that the maximum antibacterial activity was obtained at 25 g/L DMDHEU, and further increases in its concentration decreased the activity of finished fabrics against bacteria as well as the color strength of the printed area. On the other side, the crease recovery angle improved with increasing DMDHEU concentration. Increasing temperature up to 180○C improved both the antibacterial activity as well as the color strength of the printed fabrics. Crease recovery angle of finished wool/polyester fabric was not affected by increasing DMDHEU concentration in the finishing mixture. It was found that after 20 washing cycles, about 40% of the antibacterial efficiency was retained against gram-negative bacteria of finished cotton/polyester 50/50. For cotton/polyester 33/67 fabric, the antibacterial activity against gram-negative and gram-positive bacteria was retained at 38.7% and 33.3%, respectively. For wool/polyester 40/60, the percentage of antibacterial efficiency was retained at 37.5% and 25% for gram-negative and gram-positive bacteria, respectively. UPF values of finished (cotton/polyester 50/50 and wool/polyester 40/60 blended fabrics) were increased and showing enhancement in UV protection rating achieving excellent protection category compared with the absence of UV absorber.
Footnotes
Authors’ note
Samiha M. Abo El-Ola, National Research Centre (NRC), Scopus Affiliation ID: 60014618, and Rehab M. Kotb, Scopus Affiliation ID: 35810620500.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.