
Abstract
Materials used for composite reinforcements usually have high mechanical performances which are linked to a very sensitive and brittle behaviour to friction. The weaving process applied to delicate yarns, like glass, carbon and some other technical yarns, generate damages which tend to reduce the performances of the final composite. Shedding may be a major weaving stage for the generation of yarn damages. Based on a specific weaving pattern, it was observed that different shedding configurations could influence yarn damages at the shedding step. The specificity of the motorized Jacquard device is used to generate different movements and geometry configurations. A particular methodology needed to be set in order to confirm these observations and bring out a clear effect of shedding parameters on yarn damages. After damages have been identified and classified, some experiments will count the damage occurrences and evolutions in time according to shedding parameters. The aim of this research is first to show a clear effect of shedding on warp damaging thanks to the quantification of damages and then to set out an optimized configuration of shedding parameters which may reduce deterioration involved in high-density multilayer woven fabrics.
Keywords
Introduction
The shedding stage is, with weft insertion, the most important step in the weaving cycle: the shedding mechanism rises or lowers yarns thanks to different techniques (cam, dobby or Jacquard shedding mechanisms) 1 which leave an empty space available for weft insertion. It is crucial for two points: first, the rising order of yarns generates the weave pattern. It corresponds to the image appearing on the fabric in conventional two-dimensional (2D) weaving. 2 In three-dimensional (3D) weaving, the weaving pattern corresponds to the way yarns are arranged inside the fabric. According to Shen et al., 3 it is an essential part of design of woven composite reinforcements as yarns’ organization will influence load propagation and mechanical performances. Second, the two particular moments of opened shed and close shed during shedding give rise to very difficult situations where a very large amount of yarns is situated on two (shed opened) or even only one layer (shed closed). Such a problematic situation in 2D weaving becomes critical in high-density weaving, especially for 3D or multilayer weaving.
3D woven fabrics have been increasingly used in the past years by the composites industry. They have several interesting properties such as their ability to bear a greater load than 2D reinforcement4,5 and they solve delamination issues that are faced by composite laminate.6,7 They also offer a great variety of shapes with high density.6,7 Original looms and weaving processes have been developed to elaborate massive structure8–10 which come closer to 3D than interlock weaving. However, these techniques need very specific looms, whereas standard interlock weaving needs fewer loom adaptations to produce 3D structure. Interlock weaving needs a proper warp tension management and a sufficient warp ends density.
High density in composite reinforcements weaving usually causes troubles due to materials which are sensitive like carbon, glass, ceramic or high-performance synthetic materials. 11 The repetition of yarn-to-yarn or yarn-to-loom frictions due to shedding progressively causes damages to yarns during weaving by removing fibres or filaments. 12 They might even finally break them, which reduces the final mechanical properties of the composite as mentioned by Lee et al. 13 It has been observed in a general and visual way: for glass material, Rudov-Clark et al. 14 have remarked broken fibres and debris accumulating over and around the loom. Debris have a small length (under 0.5 mm), and fibre breakage does not occur to a large extent. Nevertheless, a modest stiffness reduction is observed; fibres are protruding from the material. Lee et al. 13 also observed broken fibres, which account, according to them, for a small proportion of the total amount of the fibres within the yarn. They also related that carbon yarns appeared to produce a significant amount of damages to fibres and yarns become ‘hairy’. 15 This is confirmed by McHugh 16 who talks about filamentation generating broken filaments during weaving, caused by fibres passing through the harness. Finally, for synthetic materials, Lefebvre et al. 17 noticed formation of short fibres. According to the observations made by Decrette 18 (Figure 1(a)), glass damages appear to produce:
Broken fibrils (length inferior to 1 mm) and fibres (up to 10–20 cm) which can be found on the fabric, the loom, the ground and even in the air for a short time;
Free filaments or filament ends broken from their multifilament yarn; they usually tend to tangle together with neighbour yarns with the repeated shed movements, small free fibre clusters.

Effect of ‘yarn interactions’ on (a) glass: broken and free filaments and fibres and (b) polyester: broken and free filaments and filament clusters.
Polyester looks different 19 as it may not be as sensitive as glass and can stand a higher bending radius. 11 It may be noticed in Figure 1(b):
Free filaments ends;
Free filaments entangled with yarns;
Bigger clusters composed of filaments and kept linked to warp yarns.
According to the same publications, damages mainly originate from friction between yarns and loom parts: Archer et al. 20 pay a particular attention to modifications needed for the loom in order to reduce rubbing of yarns against machinery which is, in their point of view, the biggest cause of damages. According to Lee et al., 15 damages are aggravated during shedding because of yarns clinging on each other. Nevertheless, they seem to notice that the most significant amount of fibre damages appear not only in the tensioning and back shed regions but also in the reed region because of the accumulation of damages and the action of reed dents. On the contrary, McHugh 16 does not notice an evident ‘filamentation’ between the warp creel and the rear of harness. The main degradation process is a product of shedding, in particular the nature of the weave structure and heddle action. For that matter, one of his purposes is to use shedding parameter configurations so that movement may be more continuous and that drag and abrasion may be reduced. Even if our glass weaving observations pointed out damages since warp creel way out and increasing until the harness, we agree with McHugh 16 conclusions which consider shedding as a major issue. Actually, from a quiet evolution, damages greatly increased since the beginning of harness for different reasons:
The accumulation of damages;
The angle formed by filaments because of heddles while the shed was opened;
The large number of picks while a section of the yarn has to go through the harness;
The high density making the yarn rubbing against each other, inducing yarn damages.
Moreover, with less sensitive materials like polyester, damages seem to appear mainly in the shed region. 19 Concerning damages due to shedding interactions, a lack of studies might be noticed, perhaps because of difficulties to change parameters of shedding movements as it needs very specific equipment. Other sources of damages such as tension or friction between yarns and loom parts have been widely studied. This is why we chose to focus on the particular stage of yarn interactions and shed movement parameters. Such a study will need to set up a design of experiments (DOE) which will help to emphasize the effect of shedding and its parameters on the weaving quality and specifically on the deterioration of yarns.
Materials and methods
Warp and weft yarns, warp arrangement
The material used is a 170 tex multifilament of polyester, containing 247 individual filaments. The warp is composed of 512 yarns which come directly from a creel to a condensing punched plate. It maintains the shed dimensions stability as depicted in Figure 2. After the plate, warp yarns are arranged into the Jacquard harness according to a drawing-in of 16-yarn columns. Each yarn is contained in its own bobbin which is laterally broken thanks to an adjustable compression spring. The surplus of yarn (between opened and closed shed) is absorbed by a weight hanged on the yarn.

Illustration of weaving devices and warp geometry.
Even if the reeding allows 16 weave layers, the fabric will have 8 layers with a specific weave pattern in order to produce 8 interactions (four yarns crossing two other) in each reed dent and for each pick. The weave pattern is not familiar with other well-known and more commonly employed warp structures. This article focuses on warp yarn damages and considers the number of interactions as essential to evaluate shed movement parameters. The weave pattern in Figure 3, designed in a weft structure way, may be an ideal solution to focus on warp yarn interactions. The total warp density is 14.5 ktex/cm with 85 ends/cm. The weaving pattern in Figure 3 was chosen to generate a constant number of yarn interactions into each reed dent and for each pick. There are height interactions as, for any moment, two yarns are crossing four neighbours while shedding.

Weave pattern: warp cross-section view of the fabric. Used in Decrette et al. 19
The use of polyester is particular because the damages generation phenomenon is not identical to glass or carbon. Indeed, contrary to the previously mentioned materials,13–15,20 damages were lightly studied for synthetic filaments. Our first observations in Figure 1(b) mainly revealed free long filaments, and filament clusters which stay linked to yarns, instead of the free fibres, fibrils and free fibre clusters which we had noticed with glass or carbon. It was also observed that synthetic yarns had a lower tendency to brake than glass yarns, which make them easier to study. Moreover, damages are more easily observable as they are kept in the shed instead of spreading around the loom. The advantages of polyester considering practical manipulation, weaving and observations were great arguments for its use in this study. In the present weaving conditions (ends density, pattern, etc.), previous observations of our own with the use of glass multifilaments have shown a tremendous amount of yarn breakages in a short time which resulted in non-exploitable data. We will be able to proceed to future investigations with glass after shed parameters optimization.
Jacquard UNIVAL 100 technology
The weaving device used is a rapier loom specifically built for multilayer weaving. The loom is equipped with a single rapier but is able to move on the Z-axis in order to stay in face of the shed. It is associated with a Jacquard shedding system with the Stäubli’s UNIVAL 100 technology. A Jacquard mechanism opens the shed thanks to its harness: it is composed of vertical Jacquard strings and their heddles with an eyelet which permit to raise or lower individually any warp yarn at any pick. The very specific UNIVAL system replaces Jacquard mechanical hooks by individual ‘Jactuators’ called actuators, which enable any shed geometry shape or any individual shedding movement to yarns. Four shedding parameters are available. 21
Shed profile
The shed profile (sp) parameter corresponds to the vertical evolution of eyelets (i.e. yarns) in the shed amplitude according to time. Figure 4 shows the trajectory of a yarn going from up to down position according to two different profiles: profile no. 1 corresponds to a quite-sinusoidal shedding movement whereas no. 6 leaves yarns static for a while in order to leave more time for pick insertion; yarns are then strongly accelerated to make up the delay and have a high crossing speed.

Shed profile diagram with two extreme profiles no. 1 and 6.
Close shed profile
It allows yarns staying in up or down position for several picks, to move, however, near shed centre and come back to their initial position before weft insertion. The amplitude of displacement may be chosen, as depicted in Figure 5, as a percentage of half of the shed amplitude. Available levels can be chosen between 0% (no movement) and 100% (yarns are reaching the centre (yarns crossing position) of the shed), with any intermediate levels (like 10% or 60% in Figure 5).

Close shed profile diagram with two different levels 10% and 60%.
The previous descriptions concern the basic and historical use of shedding movement which are in accordance with the insertion technique. For this study and thanks to the specificity of our rapier loom, the UNIVAL parameters will be interpreted in a totally new and original way as they will be translated not because of their historical origin, but for what they basically are and what they can bring. Therefore, shed profile may give different crossing speeds for yarns; this is why a high value shed profile should ease yarn crossing (as interaction will be shorter) but should be on the contrary and at the same time more intense and cause yarn damages. Close shed profile (csp) may be considered as a new parameter giving the possibility for static yarns to move however. These yarns can go with those making shedding, instead of staying static and blocking them: movement may begin more easily.
Shed phase difference
Having for origin the cams shapes in cams shedding devices, the shed phase difference parameter enables to set a time gap between the shedding cycle reference time and yarns cycle time, that is, to set a time phase difference from one yarn to another.
Shed geometry and geometry offset
Thanks to the use of one actuator for each yarn, any open shed geometry is realizable within the amplitude of Jacquard strings and actuators’ pulleys. The two last parameters were only briefly described as they will not be studied further in this article. Focus will only be made on two UNIVAL parameters at a time, that is to say shed profile and close shed profile.
UNIVAL 100 errors detection system
The UNIVAL 100 may also detect undesirable events like a yarn out of the position tolerance threshold or low/overloads exerted on the actuator. UNIVAL detections obviously need to be considered as DOE outputs, because they are clear indications.
UNIVAL parameters and yarn damages study
Studying and using such parameters to reduce damages seem to be an original way to proceed. Indeed, very few papers13,16 focus particularly on shedding damages to sensible materials used for composite reinforcements, whereas it has a clear effect as it can be noticed in Figure 1(b). This is why we have chosen to set up a DOE having the four Stäubli UNIVAL parameters as inputs.
Methodology development
As it has been said before, the weaving process damages yarns because of friction on loom and tensioning parts or because of yarn-to-yarn friction.15,20 These results may be directly and concretely observed on the warp, following the example of Figure 1(b) where damages consist of free fibrils, broken filaments or fibre clusters. The amount and quality of the phenomena which may be observed represents a great amount of information. It may traduce the good or poor condition of the warp, which may be linked to the final mechanical properties of the composite. Moreover, according to several configurations of the loom, the amount of damages and its evolution is different. As a consequence, an interesting approach would be to evaluate the influence of configurations on the amount of damages and its evolution in time, as it is represented in Figure 6(a) to (c). The major obstacle of this novel approach lies in the difficulty to get from a qualitative and subjective appreciation, to a quantitative events counting. Such a methodology involves for each pick a precise counting of any event considered as relevant, which needs to be clearly defined. In order to bring out an evolution of the long-term weaving, the pick number needs to be numbered for each counted warp damage.

Evolution of damages in time for a given configuration: (a) for 1000 picks, (b) for 2000 picks and (c) for 3000 picks.
DOE organization
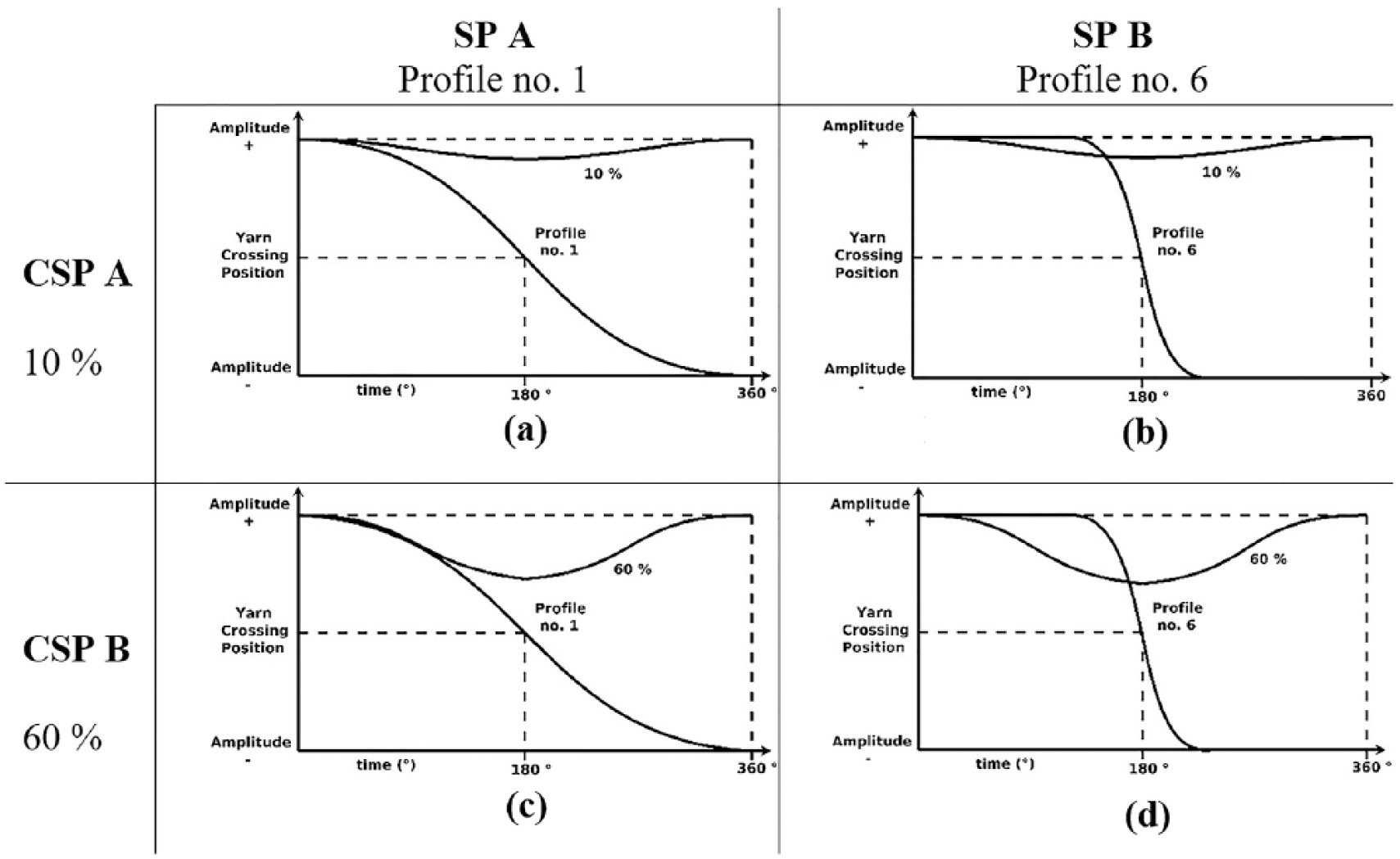
Our DOE is a full DOE with two UNIVAL parameters as inputs: shed profile and close shed profile. The output values are any relevant event visually observed at the shedding stage. Events will be counted according to time. This meticulous counting implies a constant and careful observation of the shed. A precise classification will also be raised: events will be described and counted according to categories (damages and density events observed and UNIVAL detections), in the ‘Results and discussion’ section. Four experiments will be carried out thanks to the two levels per parameter. As shown in Figures 4 and 5, the two chosen levels are profile no. 1 (spA) and 6 (spB) for shed profile. Movement profiles 1 and 6 are sufficiently different as they are corresponding to limits of profiles available. Close shed profile has different levels 10% (cspA) and 60% (cspB). The previous configuration of parameters is synthesized in Table 1 and Figure 7(a) to (d).
Chosen levels for shedding parameters.

Our height-warp-layers weave pattern, generating eight interactions per reed dent and per pick, will be repeated as needed, to reach the number of pick needed. At the beginning of any new experiment, 1 m of warp (corresponding to the total length of the shed or 1000 picks) will be pulled by take-up so that the next experiment may start with a clear warp. Any counted damage is manually removed after having been observed and classified so that it may not disturb the following picks and only damages generation may be taken into account.
Statistical analysis
As explained previously in the ‘Methodology development’ section, the analysis will deal with the evolution of events in time according to UNIVAL parameters’ configurations. Each configuration resulting in a single linear cumulative curve and conventional DOE tools may be used: 22 the effect of UNIVAL parameters on the evolution of damages can be enlightened thanks to the expression of parameter coefficients and interaction coefficients. An analysis of variance (ANOVA) is also used to find out whether the result for parameters is relevant and to understand which of the parameter has the major influence on generation of damages.
Results and discussion
General observations
Figure 8 shows the evolution of the counted damages altogether according to the pick number. It may be seen that the evolution is stabilized from 1000 to 1500 picks and then looks linear which enables to add trend lines along curves. It is interesting to note that in the case of polyester weaving, generation of damages is not a ‘self-growing’ phenomenon in the short- or mid-term (few thousands of picks): curves are linear instead of having a polynomial or exponential profile.

Cumulative events and corresponding trends according to pick number of DOE having shed profile and close shed profile as parameters.
This methodology may be verified and validated thanks to the ANOVA study, the results of which are presented in Table 2 as residuals are very small (0.9%). The close shed profile appears clearly as the major parameter with a weight of 77.64%.
ANOVA for general results.

ANOVA: analysis of variance.
Trends have been used to calculate the coefficients of our DOE in Figures 9 and 10 from which several results may be extracted: the general behaviour of shed profile is to increase the generation of yarn damages with a high parameter level (positive a1 coefficient in Figure 9). On the other hand, the negative a2 coefficient shows that the close shed profile parameter tends to reduce damages and damages apparition with a high level value. The interaction a12 between these two parameters in Figure 10 is a confirmation of the previous results: the best configuration appears to be a quite slow shedding speed (shed profile No. 1) combined with a high close shed profile (60%). This is confirmed thanks to the graph in Figure 10, where the highest evolution is the experiment 1 trend 0.10 (high shed profile and low close shed profile) and the lowest evolution is the experiment 4 trend 0.03 (low shed profile and high close shed profile).

UNIVAL parameters’ coefficient values (a1 and a2) and parameters interaction coefficient value (a12).

Interaction a12 between shed profile and close shed profile.
The results may be compared to two other studies. The behaviour of the two UNIVAL parameters strengthens the results found by Decrette et al., 19 where experiments were smaller as they were woven only with 100 picks. Even if damages resulted in a very serious bias, the behaviours of shed profile and close shed profile were found identical. Similarly, McHugh 16 uses the UNIVAL close shed profile parameter by changing it from 0% to a value close to 90%. Even if it is a visual and qualitative observation, he also notices an improvement in the quality of warp yarns. However, a high shed profile (profile no. 6) is used for both experiments, which certainly gives lower results than if a low shed profile value had been chosen.
Damages classifications
According to our observations, five different events occurring during weaving at the shed step were found: Figures 11 and 12 concern damage effects and Figure 13 corresponds to the direct effect of density. Figures 11 to 13 show a shed opened thanks to the Jacquard harness. Figure 11 illustrates filaments clusters: it may be considered as the most interesting and representative materialization of yarns deterioration. Clusters are made of free filaments or free filament ends tangled up because of yarns continuously going up and down during repeated sheddings. They usually form around two neighbour yarns having the same evolution during several picks. Two cases were listed: if the cluster is positioned before the eyelets like in Figure 11(a), the corresponding Jacquard string will be pushed forward with the action of warp take-up. If nothing is done, strings will go near the reed and may go through it until they are hit by the rapier or even woven in the fabric. The other case (Figure 11(b)) is possible when clusters are formed after eyelets: even if there is no risk for Jacquard strings, the front part of both the two yarns lies in the very centre of the shed. As it is the insertion area, the yarns may be hit and broken by the rapier.

Effect of deterioration – presence of filament clusters during shedding: (a) cluster behind eyelets and (b) cluster ahead of the eyelets.

Effect of deterioration: (a) eyelet linked by a free filament and (b) inaccurate position of a yarn because of a free filament.

Effect of density: (a) floating yarn in the centre of the shed and (b) caught heat-shrinkable tubes of Jacquard strings.
Figure 12(a) and (b) are the two other observed events due to the interaction of yarns. The first one in Figure 12(a) bears similarities with the previous case as it is also question of cluster. The cluster ties the yarn directly to its eyelet. As a result, it will push the string on to the reed until it is damaged. A free filament end may not only make a cluster but also tie a yarn to another one which may be distant, as it can be schematized in Figure 12(b): the tied yarn might not join its set position and could be damaged during weft insertion or even generate a weave bonding error.
The last two cases in Figure 13 are due to the direct action of density. In a case where many yarns are present in single position at the same time (upper or lower position) like in Figure 13(a), one of them might not be called back by its weight while shedding because of the lateral pressure which can be exerted by its neighbours. In such circumstances, the yarn is left free and loose in the empty space of the shed, likely to be ruined by the rapier. A more frequent instance is due to the heat-shrinkable tube: they were set to protect the Jacquard string fastening but are too large in light of the too high Jacquard harness density. In such a situation, nearby tubes get stuck. This might cause the yarn to get an incorrect position as it is displayed in Figure 13(b).
All the previous observed events are not detected by UNIVAL detection system since it only detects problems concerning directly Jacquard string (load, position). As only the yarns are subjected to the described events and they are only due to density and interactions, strings are not concerned and these events cannot be automatically detected. Nevertheless, UNIVAL parameters will be of great usefulness to reduce damages and hence observed events.
Specific results by type of event
This second part focuses on the results for each specific event classified according to the categories previously defined so that yarn interactions may be understood and explanations may be proposed.
‘Filaments clusters’ analysis
Filaments cluster is the most important type of damages, first because of the highest in occurrence (between 30% and 70% of total events) and then it is easy to observe and count. It is finally a very good indicator of the general damage of the warp. The two highest evolutions of the graph in Figure 14 are experiments 1 and 3, where the shed profile parameter is high in both the cases. This is visible in Figure 15 where the shed profile coefficient is positive. It enables to say that a high shed profile is highly harmful in the long term for the quality of high-density multilayer woven fabrics. On the other hand, a high value of close shed profile has a positive effect for damages reduction and especially when shed profile is low (experiment 4 in Figure 14, negative coefficient a2 in Figure 15).

Cumulative filament clusters and corresponding trends according to pick number.

UNIVAL parameters’ coefficient values for cluster results.
The ANOVA in Table 3 shows the relative weight of parameters. Residual is quite high, this is confirmed with a p-value which is not small enough. We might rely on the results but should be careful in analysing it. Despite the residual, the shed profile parameter (68.1%) appears clearly as the most important and worst in terms of yarn damages.
ANOVA for cluster results.

ANOVA: analysis of variance.
‘Imprecision of yarn position’ analysis
The type of events corresponding to eyelet strings linked to their yarn did not give good results; this is why the other type concerning the interaction of yarns which will be next described is about the imprecise position of yarns because of free filaments. As it can be seen in Figure 16, trends can be set thanks to fairly stable evolutions. However, coefficients of parameters will not be described because of poor exploitability. The two lowest trends correspond to a high value of close shed profile (conversely for the two most important trends). By contrast, no outcome stands out for shed profile because the two curves corresponding to high levels are in the centre of the graph. The only conclusion can be applied to close shed profile and it may be said that not only a strong close shed profile reduces damages in the long term but also a low value tends to strengthen the effect of a harmful parameter (like a wrong setting of shed profile).

Cumulative imprecision of yarn position and corresponding trends according to pick number.
‘Detected errors’ analysis
Figure 17 depicts the cumulative number of errors detected by the UNIVAL 100 detection system. A first look shows two dominant evolutions: experiment 4 from 2000 picks and the strong evolution of experiment 2 from the very beginning. The common setting for both of them is a low level of shed profile. A conclusion for the shed parameter could be, as it had been predicated earlier, that a higher shedding speed facilitates yarns crossing as interaction are briefer. Unfortunately, we may also come to the conclusion as for the shed profile parameter that it is an ambiguous parameter: a high crossing speed eases crossing but does not counterbalances by far induced long term damages of interactions.

Cumulative errors detected by the UNIVAL system and corresponding trends according to pick number.
‘Events due to harness’ analysis
As it has been described in the damages description part, density was observed to cause problems in two stages: harness and shed. The results for floating yarn in the shed stage will not be described because of the too small amount of occurrences (between 1 and 18 over 4000 picks according to the experiment). Figure 18 displays the evolution curves for the amount of events due to the harness construction, that is, string protecting tubes which get blocked, hampering a correct multifilament yarn position. The main observation is about the two groups of curves corresponding to two different settings of the close shed parameter: a low close shed profile gives much more undesirable events whereas the high value profile is interesting as it had been established in previous analyses. It indicates that the existence of a relative movement between shedding yarn and the other (close shed profile) facilitates movements.

Cumulative events due to the harness density and corresponding trends according to pick number.
Conclusion and perspectives
This study has shown that damages and yarn interactions during the weaving process are very important for high-density multilayer woven fabrics. Weaving has been improved thanks to the determination of weaving parameters configurations. This has been confirmed thanks to statistical analyses. A methodology has been developed, specifically adapted to identify and count the damages in the long term. Yarn damages needed to be described according to distinct categories corresponding to different observations and phenomena.
Damages may become very important and cause great damages to yarns due to bad parameter configurations. It becomes crucial in such cases to reduce it using the right configuration. Our DOE focused on the shed profile and close shed profile parameters. It has been shown that their effects were distinctly perceptible. From this study, a particularly interesting configuration is emphasized, that is, a high level of close profile parameter combined to a low shed profile parameter (yarns shedding speed). It has been revealed that the crossing speed may not have a clear trend because on one hand, a high shed profile seems to ease crossing whereas on the contrary it tends to severely increase damages caused to the warp yarns. Concerning close shed profile, a low level may worsen bad weaving conditions, while a high level appears to be extremely beneficial.
It has been seen that the UNIVAL 100 parameters are very specific and greatly useful: the fine settings available and the proper use of their effect can obviously and widely reduce damages induced on yarn because of shedding and high density.
The interesting results we have obtained require this study to be carried on with the two other UNIVAL parameters (phase difference and geometry offset). Thus, a general and complete view of the parameter effects may be brought to light.
In the future, the condition of defects occurring will be determined not only in a qualitative point of view but also in a mechanical aspect with the help of force sensors measuring strength between yarns in situ during the weaving process. This study will be linked to yarn-to-yarn or yarn-to-metal friction off-line measurements done on a specific tribometer. 23
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.