
Abstract
Many efforts have been made to study new reinforced materials to meet the increasing demands of various products. Hybrid cords have attracted a great deal of attention due to low cost and incomparable properties. Nylon and polyester are currently two of the most prevalent materials used as tire cords, while how to incorporate both of their desirable properties into one cord has been a meaningful scientific research. In this study, a new advanced polyester tire cord was developed by adopting the design of experiment. Its stress–strain curve demonstrated a high modulus typical for the standard polyester thus improving tire dimensional stability and handling performance and high breaking elongation up to 21.7% that was a favorable characteristic of nylon cord creating a hybrid effect. H-adhesion experiment showed that this advanced cord had comparable adhesion to rubber as the standard polyester tire cord and could be used for production of tires.
Introduction
Textile fiber–reinforced rubber materials have been applied in a variety of areas, such as for pneumatic tires, transmission belts, hoses, and conveyor belts. In such composites, fibers are embedded in the rubber matrix serving as a reinforcement component to bear the major part of the structural load and maintain its shape. 1
There are currently five major types of synthetic tire cords used as the reinforcing materials in the rubber matrix. They are produced from regenerated cellulose (rayon), polyester (PET), poly(ethylene naphthalate) (PEN), nylon 6 (PA6) and nylon 6.6 (PA6.6), and aramid fibers.1–4 Poly(ethylene terephthalate) (commonly known as PET) and nylon are so far most commonly used polymers for rubber composites and tires. 2 Because of high modulus, low thermal shrinkage, high strength, and good durability, the consumption of PET as the tire carcass cord has been increasing in recent years. 3 However, PET cord has poor fatigue resistance and weak adhesion to rubber. 4 Therefore, many efforts have been made to improve these deficiencies.5–9 On the other hand, nylon cord has the superior fatigue resistance and good adhesion but poor dimensional stability. Yilmaz B. 3 proposed combining PET and PA6.6 yarns to make a hybrid composite cord, with the purpose of synergizing the desired properties of both cords.
A hybrid cord mainly comprises at least two different materials (commonly with different initial tangent modulus) twisted together, having improved properties with respect to the constituent yarns. 10 The hybrid cords offer incomparable properties with the economic advantages to meet the increasing demands of the tire industry, in terms of high speed, high load, and reducing rolling resistance and the weight. 11 In the light of these favorable properties of hybrid cords, their preparation and applications have been shown in several patents. The patent by Fritsch et al. 10 disclosed the method and machine for producing a hybrid cord composed of the PEN and PET yarns. In this study, the unbalanced hybrid cord was produced at a direct cabler, reducing its capital cost, but providing comparable properties of PEN cord. In another patent, 12 a hybrid cable cord composed of rayon, and lyocell was invented to be applied as carcass or cap ply in lower aspect ratio pneumatic radial tires at a high speed. The Goodyear Tire & Rubber Company released a patent, 13 introducing a new overlay hybrid cord made of aramid and nylon yarns. During the primary deformation, the load bearing was by nylon, and further deformation was the aramid yarn. Another example of application of hybrid cord composed of aramid and nylon fiber was disclosed by Sumitomo Rubber Industries Ltd. to replace the conventional steel cord, which could reduce the weight of a radial tire while maintaining its steering stability and high speed-running performance. 14
In this study, an innovative PET tire cord was designed by optimizing its process parameters, which enabled the conventional PET cord to have the characteristics similar to those of a nylon cord thus creating the hybrid effect. The adhesion of tire cord to rubber matrix was also a critical component in a composite. There were several testing methods used to evaluate adhesion including H-adhesion test, strap peel test, and flex fatigue measurement.3,5,15–17 H-adhesion test is commonly used in tire cord industry. The physical properties of the advanced PET cord were also determined in this work.
Experimental work
The frame study of this article can be depicted in Figure 1. By adopting the right type of PET yarn and optimizing the process parameters, an advanced PET cord was then developed, enabling the PET cord to have characteristics similar to those of a nylon cord.

General schematic of designing the advanced polyester tire cord.
Material preparations and methods
The PA 6 and PA 6.6 cords used as the reference in this article were supplied by Formosa Taffeta CO., LTD. All experiments, including preparations of cords, were conducted in Performance Fibers (Kaiping) Company Limited.
Twist level of a cord is an important factor to its properties, and its geometry was produced by a Saurer Allma TCL-ML lab–type ring twister. The greige cord (2-ply yarn twisted together) was then dipped and heat treated under tension in a C.A. Litzler Co, Inc’s Computreater 2000. Since PET cord, unlike Nylon, is a hydrophobic material, a double-dip adhesion system was deployed to enable it to have a desirable adhesion to rubber. 1 The thermal dipping process is illustrated in Figure 2. The greige cord was primarily impregnated into the first dip to introduce some polar groups to activate the surface of PET, 5 and before it rose through the Dry Zone under tension, a vacuum suction was deployed to take up excessive dip. After the dried cord was treated in the stretch zone, the pre-dipped cord was impregnated again with resorcinol formaldehyde latex (RFL) dip, and then in the dry oven, water was removed, and the curing of RFL begun to form a three-dimensional network. 15 Finally, the dipped cord went through the relax zone, and the flexer was introduced to adjust its stiffness. During the process of thermal dipping treatment, the properties of a dipped cord can be manipulated through parameters setting, especially, the treating time, tension and temperature (also well known as 3T). 1

The schematic drawing of thermal dipping process (from right to left).
Tensile tests
The tensile test was conducted, according to ASTM D885, in Instron tester 3367 at room temperature of 25°C. The cross-head moved at the speed of 254 mm/min and the gauge length was 254 mm. The value compiled in this article was the average of 10 test runs.
Twist tests
Twist level test of each dipped cord or greige cord was carried out in an Uster Zweigle Twist Tester, in accordance with ASTM D885. The value compiled in this article was the average of three test runs.
Thermal shrinkage tests
Testrite shrinkage tester was employed to measure shrinkage property of a tire-dipped cord at 177°C for 2 min with pre-load of 0.055 g/dtex according to ASTM D4974. For yarn, test condition was changed to177°C for 1 min and applying 0.011 g/dtex as pre-load. The value compiled in this article was the average of three test runs.
H-adhesion tests
The adhesion of cord to rubber compound was characterized by the force of pulling the cord out of rubber. Test protocol was following ASTM D4776. The value compiled in this article was the average of eight test runs.
Results and discussion
Select the right PET yarn
For the idea of creating an advanced PET cord that demonstrates properties of PET and nylon cords, the PET yarn should be well selected and suited. Given the properties of PA6 yarn, there were three representative types of high-modulus low-shrinkage (HMLS) PET yarns, named Yarn I, Yarn II, and Yarn III. The properties of nylon yarn and these three HMLS PET yarns were studied, as shown in Table 1.
Mechanical properties of nylon 6 and other three polyester yarns.

The priority properties, breaking strength (BS) and breaking elongation (BE), of these three PET greige and dipped cords were investigated (Figure 3), under the dipping thermal treatment parameters presented in Table 2 with the twist level of 390 TPM (twists per meter). Figure 3 shows that there was no evident difference in terms of BE; yet Yarn II maintained a higher level of its BS (201 N) after dipping process, higher than that of the other two types (192 and 196 N, respectively). Yarn II was then considered to be the right one to design the proposed cord. The external properties demonstrated of a polymer were determined by its internal structure, such as the conformation of amorphous, crystallinity degree, and crystal size. Micro change of internal structure along the manufacturing process will be well studied in the following article.

Comparison of mechanical properties of these three polyester yarns (lineal density 2880 dtex).
Single factor design of twist level on its mechanical properties.
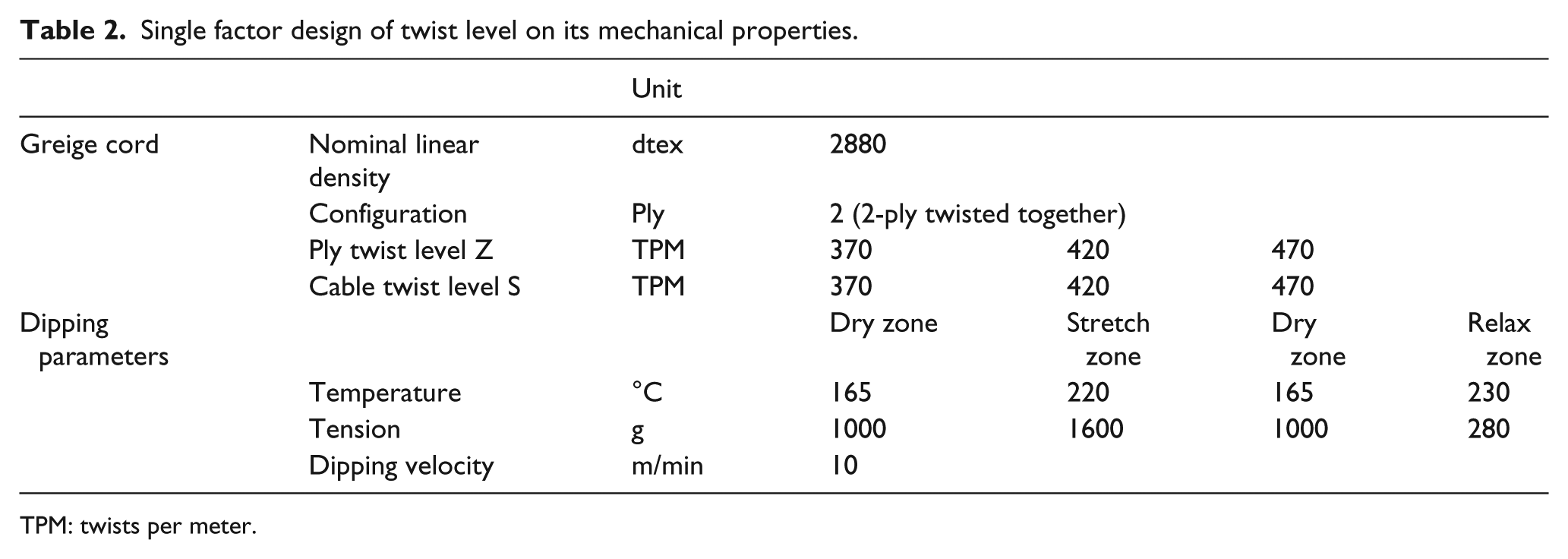
TPM: twists per meter.
Effect of twist level on cord’s properties
Twist level was an important factor to the mechanical properties of a cord, and a set of experiments was conducted to study this correlation, under the process parameters in Table 2.
As indicated in Figure 4, the twist level moving from 370 to 470 TPM, there was a bigger drop in terms of BS of greige and dipped cord, and elongation was slightly increased, which could be explained by twisting helix angle. 1 Twist level was not just having an effect on BS and elongation, but also on other properties as well. Its fatigue and adhesion properties were being improved with the increasing of twist level. 18 By comparing the pros and cons, the twist level of this greige cord was designed as 370 TPM.

Effect of twist level on breaking strength (BS) and breaking elongation (BE).
Experiment design of dipping thermal treatment parameters
Design of experiment (DOE) was an efficient statistical approach in identifying critical variables, analyzing the interaction between these variables, optimizing process parameters, and screening out unnecessary experiment runs scientifically.19,17
Based on the pragmatic understanding and prior scientific research on tire cord,1,20,21 a 2 level fractional factorials DOE experiment (27–2, resolution IV) was adopted to optimize the dipping thermal treatment parameters (Table 3).
Design of experiment (DOE) of the dipping thermal treatment parameters.
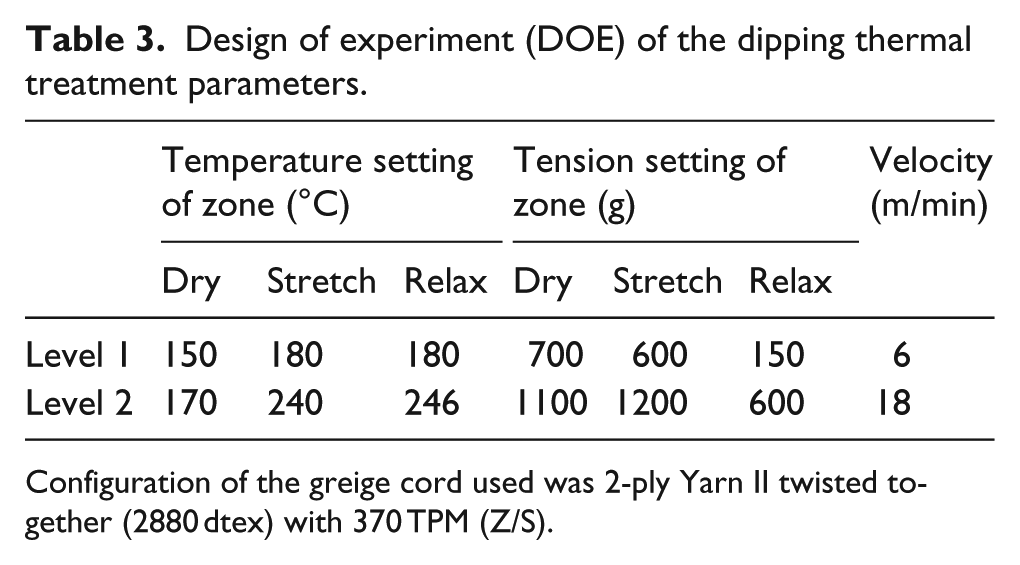
Configuration of the greige cord used was 2-ply Yarn II twisted together (2880 dtex) with 370 TPM (Z/S).
Total 34 runs (including two center points) of experiments were carried out according to Table 3. Pareto chart was applied to analyze the significant variables and possible interactions among the variables on the responses of BS and BE. Figure 5 indicated that in this design, none of the variables was significant for the response of BS, but for the response of BE, other five factors except for dry temperature and dry tension were the significant variables.

Pareto chart of variables on breaking strength (left) and breaking elongation (right).
Response optimizer in Minitab14 statistics software was adopted to predict the response of BE (with BS not less than 195 N) relating to the dipping significant variables. By adjusting the variables of dipping thermal treatment parameters, the optimizer model could predict a value for the response of BE. Five sets of dipping thermal treatment experiments generated by the model were depicted in Table 4, and its corresponding results were listed in Table 5.
Five sets of experiment conditions generated by the model.

Results of predicted and observed under experiment conditions in Table 4.

BS: breaking strength; BE: breaking elongation.
To examine the correlation between the predicated and observed results, five sets of result of BE generated by this model according to Table 4 and its corresponding observed results were plotted in Figure 6.

Correlation study between the predicted and observed results of breaking elongation.
Data on horizontal axis were the calculated results from the DOE response optimizer model and the data on the vertical were actually observed values under the corresponding dipping conditions. R-square indicated the goodness of fitting, the R-square of this fitting was 0.914, which demonstrated there was a good correlation between the predicted data and the actual data, and this model was reliable.
By analyzing this model and the results, EXE. 2 dipping thermal treatment setting in Table 4 was determined to produce this advanced PET cord. It was believed that high temperature and low tension (238°C, 150 g) in relax zone was the key reason to achieve such a higher elongation at break.
Mechanical properties of this advanced cord and other reference cords were shown in Table 6, its stress–strain curve was plotted in Figure 7.
Mechanical properties of this advanced cord and reference tire cords.

HMLS: high modulus low shrinkage.

Stress–strain curve of the advanced cord and references tire cords.
During the early deformation as indicated in the stress–strain curve (Figure 7), the advanced cord demonstrated a higher modulus than that of nylon cord, which was believed to be a favorable characteristic to the dimensional stability and handling performance of a tire. While at the ultimate elongation, it acted similarly to nylon cord’s performance, which enabled this advanced PET cord to have fairly good anti-impact as well as anti-fatigue properties. This newly designed PET cord combined both favorable characteristics of nylon and PET cords, creating a hybrid effect.
Thermoplastic cords, such as nylon and PET cords, will exhibit shrinkage when subjected to a high temperature. 1 Lower shrinkage is considered to be a favorable characteristic for maintaining the tire’s integrity and uniformity during manufacturing, while its value could be manipulated during the controlled thermal dipping conditions. 3 Since tension of the relax zone was at such a low level that the shrinkage of this advanced PET cord was 0.1% only. The dimensional stability index (DSI), composing of shrinkage and elongation at specified load (EASL)@66.6 N, was introduced to measure the ability of maintaining its shape. The smaller the number of DSI was, the better the dimensional stability it demonstrated. Figure 8 showed that the advanced PET cord had a better dimensional stability than that of nylon reference cords but slightly worse than that of standard PET cord. This advanced PET cord could improve the dimensional stability of a tire, when it comes to replacing the nylon cord in motorcycle or all-terrain vehicle (ATV) tire manufacturing.
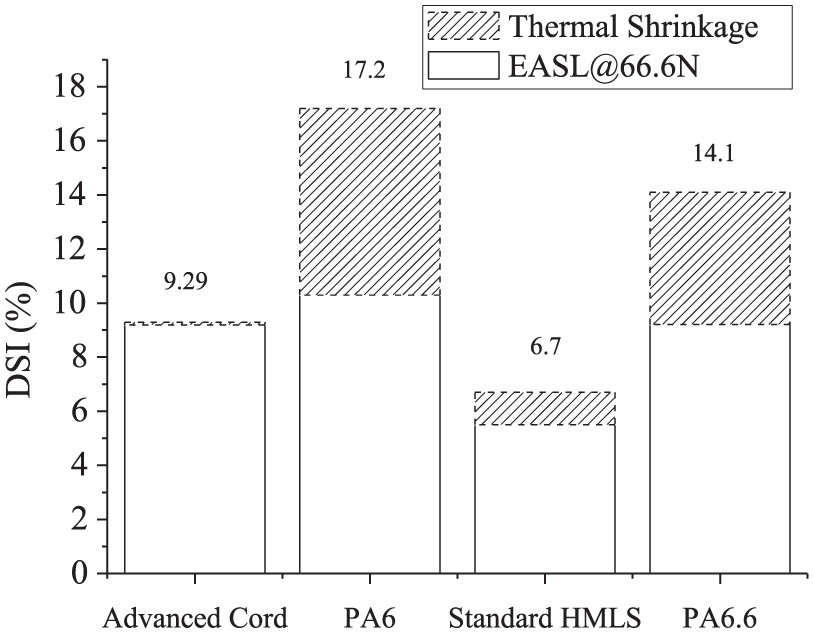
Dimensional stability index (EASL + TS) of the advanced cord and references cords.
When a material is used as reinforced cord in a composite, adhesion of the cord to rubber compound is another critical component. Adhesion transition layer is not only the one to combine the cord and rubber compound into a composite but also the area to transmit the force from rubber to cord as well. 21
All these four tire cords exhibited the same level of desirable adhesion strength under normal curing and over curing conditions, as revealed in Figure 9. While prolonging the curing time at 170°C from 30 to 60 min, nylon cords demonstrated a better adhesion property than that of PET cords, which was determined by the nature of material. However, the advanced PET cord had the same level of favorable adhesion strength as standard HMLS PET cord and changing side by side under different curing conditions.

H-adhesion experiment of the advanced cord and reference cords.
Conclusion
In this article, an advanced PET tire cord was invented by selecting the right PET yarn type and optimizing the process parameters. This newly designed cord exhibited favorable properties of both PET and nylon cords, having a higher initial modulus and a longer BE as well, creating a hybrid effect. Higher modulus enabled this cord to have a better dimensional stability and longer elongation for a better fatigue resistance as well as impact resistance. This new cord would be an alternative for nylon cord used in motor cycle or ATV tires, by providing with better or equivalent performances.
Footnotes
Acknowledgements
The authors highly acknowledge the financial support from the Six Talent Peaks project in Jiangsu Province (2014-XCL001).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.