
Abstract
Surface mount technology is an important process in modern electronic circuit manufacturing. Quality control problems have arisen in this area because of the increased design and processing complexity of electronic circuits. Identifying the cause of a fault shortly after its occurrence is critical; however, human fault analysis is inaccurate and time-consuming. Here, we propose a data analysis method that provides actionable information that can easily be interpreted to facilitate rapid identification of fault cause in surface mount technology. The proposed method divides each input variable into a certain number of partitions, and then, the proportion of faults in a partition is calculated in comparison to the proportion of faults in the entire data set. The analytical results are provided to the user with a list that includes the fault causes and a corresponding density histogram for visualization. Real-world surface mount technology data were employed for a case study, in which raw data were preprocessed into an integrated data set consisting of 14,847 rows and 12,929 columns. The proposed method showed reasonable results in approximately 65 s, and the visualization of the results provided a suitable basis for intuitive interpretation, thus demonstrating the method’s ability to generate an efficient analysis in a practical application.
Keywords
Introduction
Surface mount technology (SMT) refers to the set of electronic circuit manufacturing processes by which the electronic components are mounted on the surfaces of printed circuit boards (PCBs). 1 With the increase in electronic circuit density and decrease in the size of the electronic devices, SMT is becoming an essential stage in the electronic packaging process. 2 SMT includes three main production steps: solder paste printing, component placement, and reflow soldering. In the first step, solder paste is spread on a PCB. And then, electronic components are positioned on the pasted pads on the PCB. Finally, reflow soldering step is conducted to connect the electronic components and PCB by melting the component pins and PCB pads at a high temperature. 2
Since the SMT is the last stage in the production of an electronic circuit, the quality of the electronic circuit is determined in this stage. Although SMT can allow faster production, the fault risk can be increased for several reasons: incomplete paste deposition, mis-aligned components, and temperature deviations for the final reflow soldering. 3 To achieve a high-quality process, multiple sensors are embedded in each production step to monitor several important parameters, such as temperature and oxygen concentration. Moreover, the following quality control processes are implemented between the main production steps: solder paste inspection (SPI) is conducted after the solder paste printing to inspect the volume of the printed solder paste; automated optical inspection (AOI) is employed after the component placement to verify the alignment of the electronic components on the PCB; in-circuit test (ICT) verifies the current flow after the reflow soldering step; and finally, functional board test (FBT) confirms that the electronic circuit functions as designed in the final product. Nonetheless, in practice, faulty products can pass through the process monitoring and inspection steps before their faults are detected in the final FBT step. This may occur because the cut-off criteria set in each monitoring and inspection step are insufficiently precise or because the fault gradually worsens with each successive processing step. Once a faulty product is detected in the FBT step, process engineers analyze the data from the previous steps to identify the cause of the fault. However, because thousands of variables are measured in the production and inspection steps, these human analysis efforts are often inaccurate and always time-consuming.
In recent years, the implementation of machine learning in smart manufacturing systems has drawn increasing interest, and several research efforts have proposed data-driven approaches to improve quality in manufacturing processes.4,5 Early studies proposed two major approaches: a qualitative approach that incorporates the knowledge of domain experts and a quantitative approach that employs data-driven methods to predict quality and identify critical factors for identifying faulty products.6,7 Data-driven approaches are particularly attractive for semiconductor manufacturing because of the hundreds of manufacturing steps and the ever-increasing complexity of electronic circuits. 8 One study direction employed regression methods to establish a virtual metrology system that predicts quality values without an actual quality metrology process, based on fault detection and classification (FDC) data collected from sensors embedded in the processing and metrology equipment.9–13 In addition, to overcome the underestimation problems of the regression methods, faulty products can be detected and classified directly by employing novelty detection methods. 14 Jang and Kim 15 proposed a monitoring system to predict the “after clean inspection” value of wafers by using a dynamic time warping and clustering method. Data-driven approaches have widely spread to other manufacturing domains, including rolling mill production, 16 food manufacturing, 17 color filter manufacturing, 18 and home appliances manufacturing. 19
Several studies have investigated data-driven approaches for quality improvement in SMT. One early study employed multiple support vector machines to predict the quality of solder joints from illuminated images and classified the quality of solder joints into several classes: no solder, insufficient, good, and excessive. This method’s classification accuracy was greater than 97% on average. 20 Acciani et al. 3 proposed a neural network–based method to detect solder joint defects from images of the PCB captured by an ordinary digital camera; this method was experimentally demonstrated to classify five types of solder joints with high accuracy. Subsequently, Acciani et al. 2 proposed a fuzzy architecture to calculate a global quality index for diagnosing solder joints in five classes: poor, acceptable poor, good, acceptable excessive, and excessive. Yang et al. 21 proposed a neural network–based method to predict quality in the stencil-printing processes often applied to SMT, employing eight control variables, including stencil thickness, stroke speed, and squeegee pressure, to predict the printed paste volume. However, most of these previous research efforts focused on detecting faults to improve the performance of a single automated inspection step, such as AOI, by using data-driven methods based on digital images or control variables.
To address faults in the SMT system as a whole, the main objective of the study presented in this article was to identify fault causes by analyzing data collected from all of the steps in the SMT process in a short time. In practice, there are three main requirements for fault cause identification: rapid analysis, easy interpretation, and sensitivity to the small ratio of faults. If one type of fault occurs consecutively during manufacturing, the online system should identify the fault causes rapidly; however, the types of faults change each time. Hence, the fault cause identification system is required to analyze a factory-wide data within a few minutes for online identification. In addition, the easy interpretation of the analytical result is essential for obtaining actionable information in a practical fault analysis framework. 19 When the analysis identifies a fault cause, process engineers must determine the exact range of values indicating the selected feature causing the fault. Moreover, because the fault ratio in SMT processes is less than 1%, the fault cause identification method should not overlook this small ratio.
In this article, we propose a data-driven method to identify fault causes with a factory-wide data analysis of the SMT process. For easy interpretation, the result of the proposed method is designed to be obtained as not only causal variables but also their corresponding fault-inducing value ranges. To identify fault causes for a small ratio of faults, the proposed method employs the concept of lift. That is, the proposed method first partitions each variable according to its respective value ranges and then applies a lift value to calculate the ratio of the number of faults in a certain partition to that in the entire data set. Finally, the casual variables together with the corresponding fault-inducing values with large lift values are visualized as a graph for easier interpretation and further analysis. Moreover, the proposed method does not require any training stages, thus enabling a rapid analysis, as demonstrated by a case study conducted using real-world SMT data collected from the processing and inspection steps. The main contributions for this article can be summarized as follows:
The proposed method is a light-weight method for online operation.
The result of the proposed method is formed as causal variables and their corresponding fault-inducing value ranges.
The proposed method calculates the lift values for class-imbalanced datasets.
The case study is conducted with a real-world factory-wide SMT dataset.
Related work
One of the main research directions for fault cause identification in manufacturing is the feature selection–based approach. The basic idea of feature selection–based approaches is that a small subset of input variables used to construct an accurate quality prediction model can be fault causes. Malhi and Gao 22 proposed a principal component analysis (PCA)-based feature selection method for bearing condition controlling, through which most contributed features were selected for the eigenvector with the largest corresponding eigenvalue after employing PCA for the original features. Li et al. 23 proposed two more indices for the result of PCA: the improved weighted contribution and sensor validity index. This method focused on an unsupervised identification of faulty sensors. Rokach and Maimon 17 proposed an ensemble-like breadth-oblivious-wrapper (BOS) algorithm. During the construction of an oblivious decision tree, the algorithm searches the best decomposition structure of features to maximize F-measure through iterations, and each oblivious decision tree contains a decomposed feature subset, which are mutually exclusive from the others. This method results in high prediction performances for class-imbalanced datasets. However, as it is a wrapper approach, the training time complexity is relatively high. Kang et al. 24 proposed a heuristic outlier-insensitive hybrid feature selection (OIHFS) method which focuses on outliers contained in a dataset to improve the prediction performance; they applied the method to detect rolling elements bearing faults. OIHFS employed both wrapper and filter approaches to obtain better prediction performance and computational efficiency. Kang et al. 24 also employed sequential forward floating search and outlier-considered feature assessment metric to improve the classification performance of k-fold k-nearest neighbor classifier. However, because of the training efficiency, the experiments were conducted on only tens of features and data points. Kang et al. 25 proposed a random forward search-based wrapper method for virtual metrology in semiconductor manufacturing. To reduce the training time complexity of step-wise search, the authors divided the original features into m number of disjoint feature sets and conducted forward and backward searches. This method results in efficient performance for experiments with real-world virtual metrology data. These approaches have been widely applied to several domains. However, one major drawback of these feature selection–based approaches is that they do not identify the value ranges at which the selected variables result in a fault; this is a critical information in practical applications. Although decision tree–based approaches can extract explicit rules, the refined rules usually consist of numerous factors that can trigger an action in real-world applications. In addition, such approaches employ learning models that require large balanced datasets and are therefore time-consuming.
Another research direction is to identify fault causes by extracting informative features from variables. According to Xu et al., 26 the performance of conventional feature selection approaches based on accuracy tends to degrade when they are applied to class-imbalanced problems. Therefore, Xu et al. 26 applied the E-algorithm extended from fuzzy classification to fault cause identification in a power distribution system by using imbalanced data. They extracted features with the idea of support and confidence to calculate the relationship between fault and each input variable; however, they did not consider the lift value. A histogram-based method can be included in this area. One major advantage of this method is that continuous sensor values can be summarized into a certain number of discrete bins through a histogram. Sakthivel et al. 27 employed a histogram-based method to extract features from a time-series vibration signal. They then used a decision tree model to select important features from among the extracted discrete features. Sugumaran and Ramachandran 28 also employed the histogram-based feature extraction and decision tree–based feature selection, but added a rule-based classifier to obtain fault diagnosis of the roller bearing from the time-series sensor values. Lin and Huang 29 extended the idea of a histogram-based method and extracted nine statistical features, such as mean, standard deviation, and kurtosis, from the histogram of vibration signals to train a fuzzy-based classifier. However, the histogram-based method cannot directly be applied to problems comprising variables other than time-series variables. Moreover, the final feature selection stage is still time-consuming for a large-sized dataset with more than thousands of rows and columns.
Proposed method
Data sources
In SMT processes, manufacturing data can be collected from multiple sensors embedded at each production and inspection location. The process data can be collected during the reflow soldering step, which consists of heating, retained high temperature, and cooling stages. Time-series data that measure changes in temperature over time are collected. Data can also be collected from the SPI, AOI, ICT, and FBT steps. Data from SPI include the volume, height, width, and offsets of the printed solder paste at hundreds of sampled points on each PCB. Data from AOI include the position of each electronic component recorded in X–Y coordinates. Data from ICT include the amount of current flowing at each electronic component connected to the PCB. Data from FBT indicate whether the electronic circuit is functioning as designed in the final product; therefore, these data should be used as output variables. In contrast, the sensors employed in reflow soldering, SPI, AOI, and ICT monitor the SMT processes, and therefore, the generated data should be used as input variables. Each input variable from the entire SMT process can be a fault cause candidate, and certain environmental variables, such as humidity, dust level, and temperature in the facility, can also be collected and used as input variables to investigate the full range of fault cause candidates.
Calculation of lift value to identify fault cause
The main purpose of the proposed method is to identify fault causes over the entire SMT process. The analytical results should be easy to interpret and obtained in almost real time. To ease interpretation, we designed the proposed method to derive causal variables along with the corresponding fault-inducing values. For example, if a fault occurs when the starting temperature in the reflow soldering step exceeds 190°C, the more informative result of the proposed method would pair the variable name and value, for example, {Variable: Starting temperature; Value: Over 190°C}. To enable a fast analysis, the proposed method is designed to derive the analytical results without needing to train a complex model.
The proposed method first divides each variable into k sequential partitions according to its value range. If the value range of an integer input variable is [91,120] and k is set to 10, the input variable will be partitioned into 10 areas, each with a range of three: [91,93], [94,96], . . ., [117,120]. The proposed method considers each partition of each variable as an independent fault cause candidate. Thus, if the number of input variables is 100,000 and k is set to 10, then 1,000,000 independent candidates will be analyzed.
The next step is the calculation of lift values. The basic idea of a lift value in data mining was introduced through a study on association rule mining, which was proposed to identify relationships between items in a set.
30
Here, we employed the concept of lift values to compare the proportion of an item in a set with that of the item in all sets. First, we prepared
Reporting the analytical results
The proposed method provides lift value,

The algorithm of the proposed method.
Real-world case study
Overview
A case study was conducted to validate the proposed method on a set of real-world SMT process data collected from one of the largest smart junction box (SJB) manufacturers in South Korea. SJBs play a key role in controlling electronic parts in automobiles and are therefore a critical component affecting consumer satisfaction. The case study followed a common data mining process: data acquisition, data preprocessing, analytical modeling, and reporting with visualization, as shown in Figure 2. The case study was conducted using R-Studio with R version 3.3.2 on a personal computer with an Intel(R) i7–6400k processor and 32 GB of memory.

Data analytics process.
Data acquisition
The data were collected from an actual SMT process for producing SJBs. The SMT process for the case study included all of the aforementioned production and inspection steps, as shown in Figure 3, including reflow soldering, SPI, AOI, ICT, and FBT steps. As data cannot be acquired directly from some production steps, such as solder paste printing and component positioning, we utilized data collected from their corresponding inspection steps. In addition, two external datasets were collected to represent environmental factors: weather and dust. Data were collected in May 2017, and the raw data collected from each SMT process were not preprocessed. The total amount of data is more than 100 million rows. In practice, factory-wide data collected through multiple sensors from all the SMT processes are difficult to organize as one dataset and transfer to another location. The dataset used in this case study may have some limitations but is large enough to evaluate the idea of the proposed method. The sizes of the raw datasets are summarized in Table 1.

SMT process in the case study.
Size of collected raw data.

SPI: solder paste inspection; AOI: automated optical inspection; ICT: in-circuit test; FBT: functional board test.
Data preprocessing
In practice, data sources and types are heterogeneous and should be integrated through preprocessing. 31 As shown in Table 1, the raw data collected from each step are quite different. As the raw data from each step are not organized according to the product, the number of rows is related to the number of products inspected at the inspection step multiplied by the number of components to be inspected at a particular step. For example, approximately 1450 components were inspected for each of the approximately 37,000 products during the SPI step. Hence, the number of rows for this step is more than 50 million, and thus, each product is represented in multiple rows in the raw data. To construct an integrated dataset for analysis, each product must have only one row containing multiple variables, and all data tables should be joined by considering the product as key. Therefore, we preprocessed raw data to construct an integrated dataset through three main stages: data pivoting, summarization of values, and derivation of new variables.
Data pivoting is the process of transforming multiple product rows into multiple columns so that each product has only one row vector. For example, the SPI data contain approximately 1,450 inspection components for each product. For each inspection component, several values, such as volume, height, and offset on the X- and Y-axes, are measured. The raw data should be transformed so that each measured value for each inspection component is an input variable for each product. Hence, the number of input variables in the pivoted data is the number of all combinations of inspection components and their corresponding measurements, as illustrated in Figure 4.

An example of data pivoting.
The summarization of values is often employed if statistical information for the original input values is useful. For example, temperature and oxygen concentration are measured in millisecond intervals during the reflow soldering step. If we pivot each data point for each variable, three major drawbacks occur: the number of input variables increases considerably, the slight fluctuations in the time-series data are not smoothed, and small differences in the time axes of the different products are reflected in the data. In such cases, statistically summarized values are preferred. Therefore, for the reflow soldering step, we divided the processing time into several sections, including idling, heating, temperature maintenance, and cooling, as advised by process experts. The raw data can then be summarized according to the average and standard deviation of each section, as illustrated in Figure 5.

An example of summarization of values.
The derivation of new variables is employed to create additional information from the original variables. In some cases, the small piece of information conveyed by each original variable is not useful by itself. In contrast, a derivative variable can contain useful information for analysis. For example, the environmental data representing the weather, humidity, and dust level were measured once every hour during the SMT process. Although the environmental information is useful, the raw data collected over time cannot be employed directly. Hence, we created new variables, for example, binary variable, to indicate whether it was raining during each step, and numerical variable, indicating the maximum dust level during all steps, as shown in Figure 6. As another example, the AOI step comprised two pieces of inspection equipment, and because the inspection precision of each equipment type can be different, a new variable indicating whether each product passed the equipment’s inspection was added.
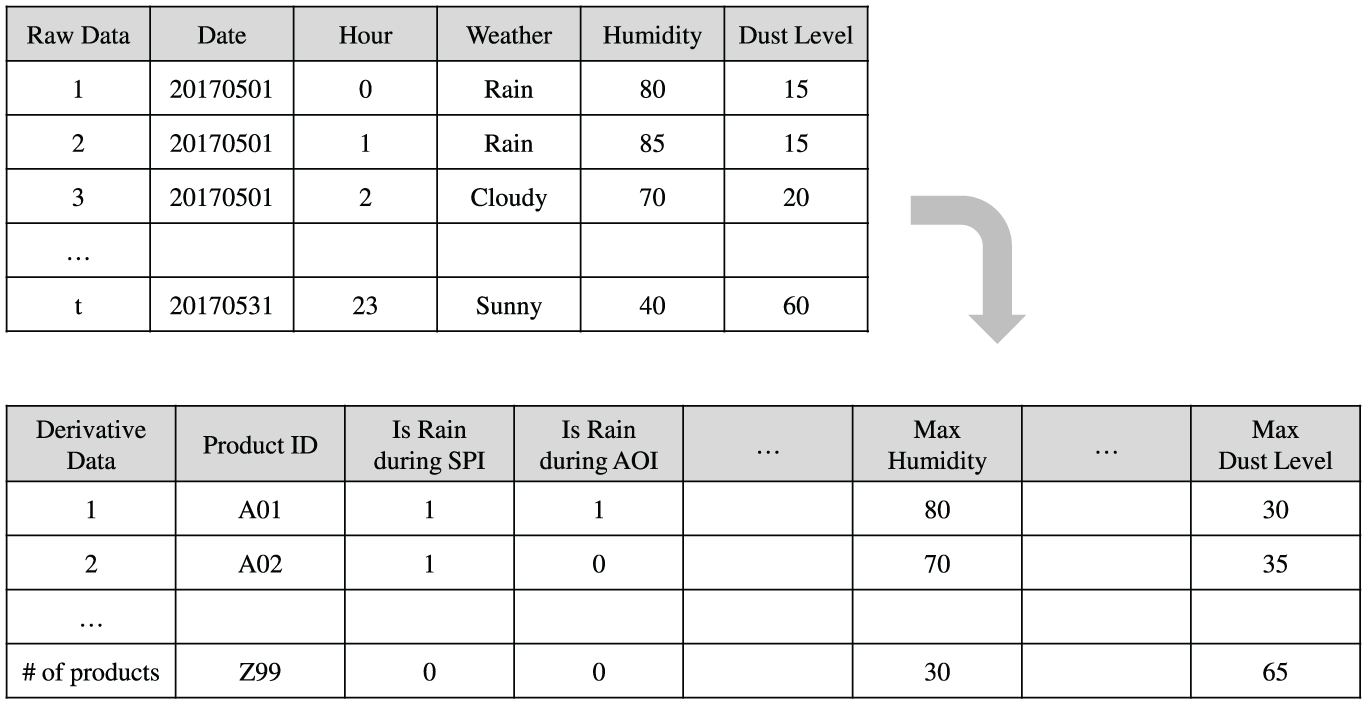
An example of derivation of new variables.
After these preprocessing steps, all data organized by products were integrated into one dataset to be analyzed. Other commonly used preprocessing steps were also employed: data with missing or outlying values were eliminated along with uninformative variables with zero-deviation or index information. The final integrated dataset consists of 14,847 products and 12,929 input variables.
Analytical modeling
To identify the fault causes, we defined the fault from the output variables in the raw data. As the FBT step is the final step to confirm the quality of each product, we employed the FBT data to define faults. In this case study, FBT was applied to identify 757 types of faults, such as input/output current under the switch-off condition and the amount of signal under a load test. We selected the three most common types of faults to be analyzed defined only as
Reporting and visualization
One of the purposes of the proposed method is to provide actionable information that can be easily interpreted. Therefore, the proposed method provides both the list of causes and a density histogram to illustrate these causes. This section presents the analytical results for the three types of faults in the case study described earlier.
Table 2 shows the top 12 lift values generated by the proposed method for
Analytical results for

Visualization of the results for
Table 3 shows the top 12 lift values generated by the proposed method for
Analytical results for


Visualization of the results for
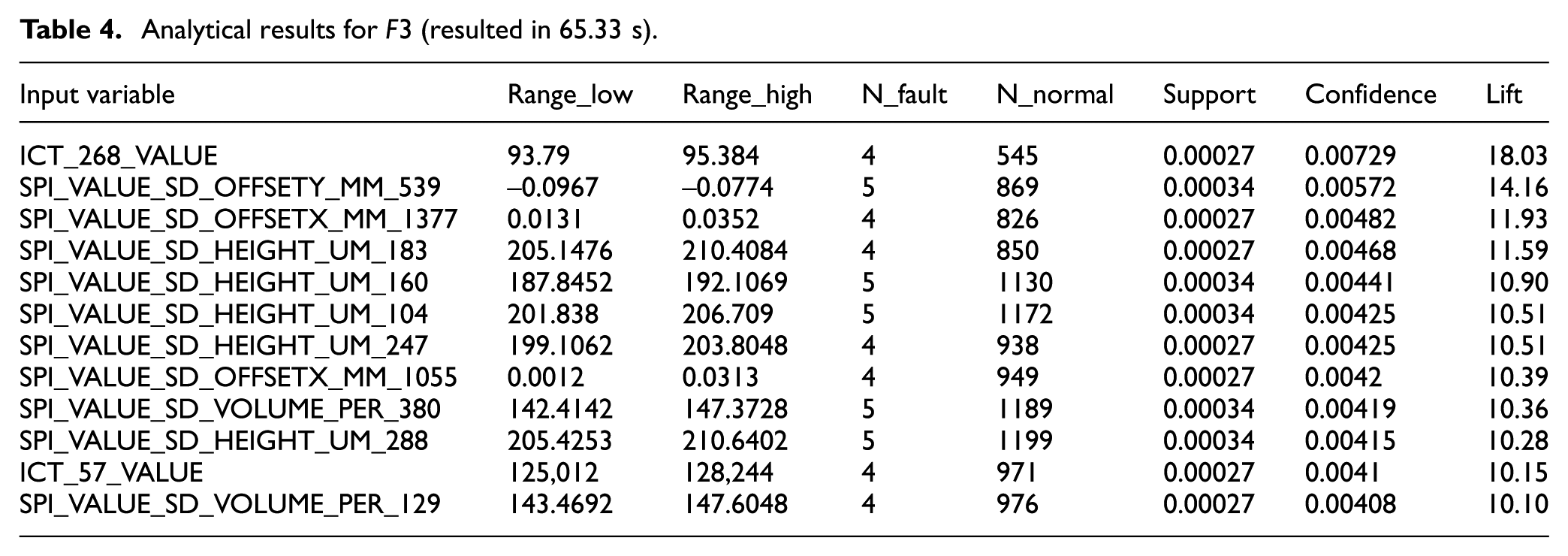
Table 4 shows the top 12 lift values generated by the proposed method for
Analytical results for
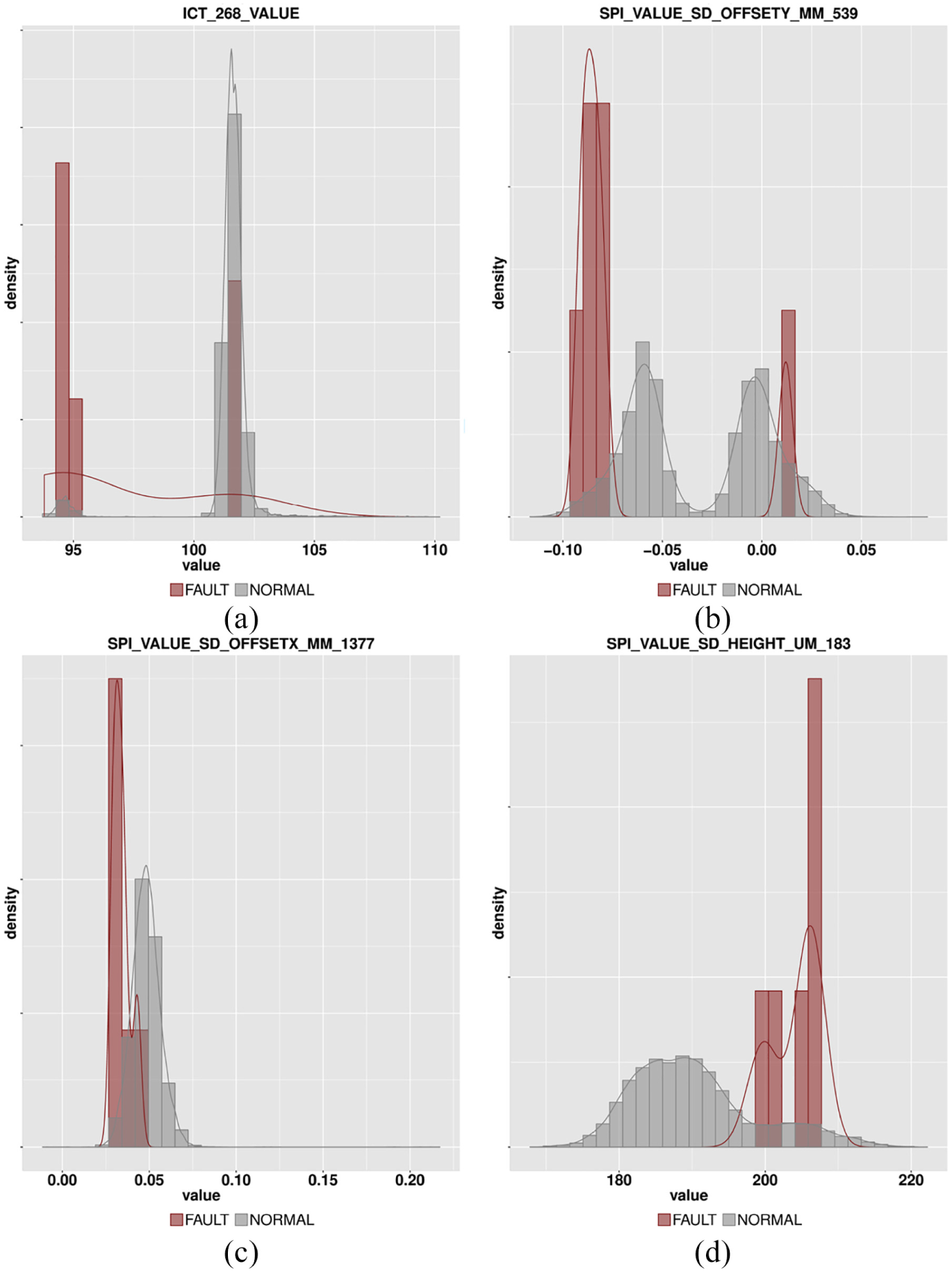
Visualization of the results for
For comparison, we selected the two most representative benchmark methods: PCA-based method 22 and decision tree–based method. 28 For the PCA-based method, we obtained one eigenvector with the largest eigenvalue, and then, the most contributed original variables for that eigenvector were selected. For the decision tree–based method, the histogram-based feature extraction was not used because the variables in the dataset were not time-series variables. We trained a decision tree, and the variables used in the branch of the decision tree were selected as important variables.
Table 5 shows that the data analysis time for each method, with the preprocessed dataset having 14,847 examples and 12,929 variables. As PCA is an unsupervised method, the analysis time is the same for each type of fault. The decision tree-based method did not work for
Data analysis time for each method (in seconds).

PCA: principal component analysis.
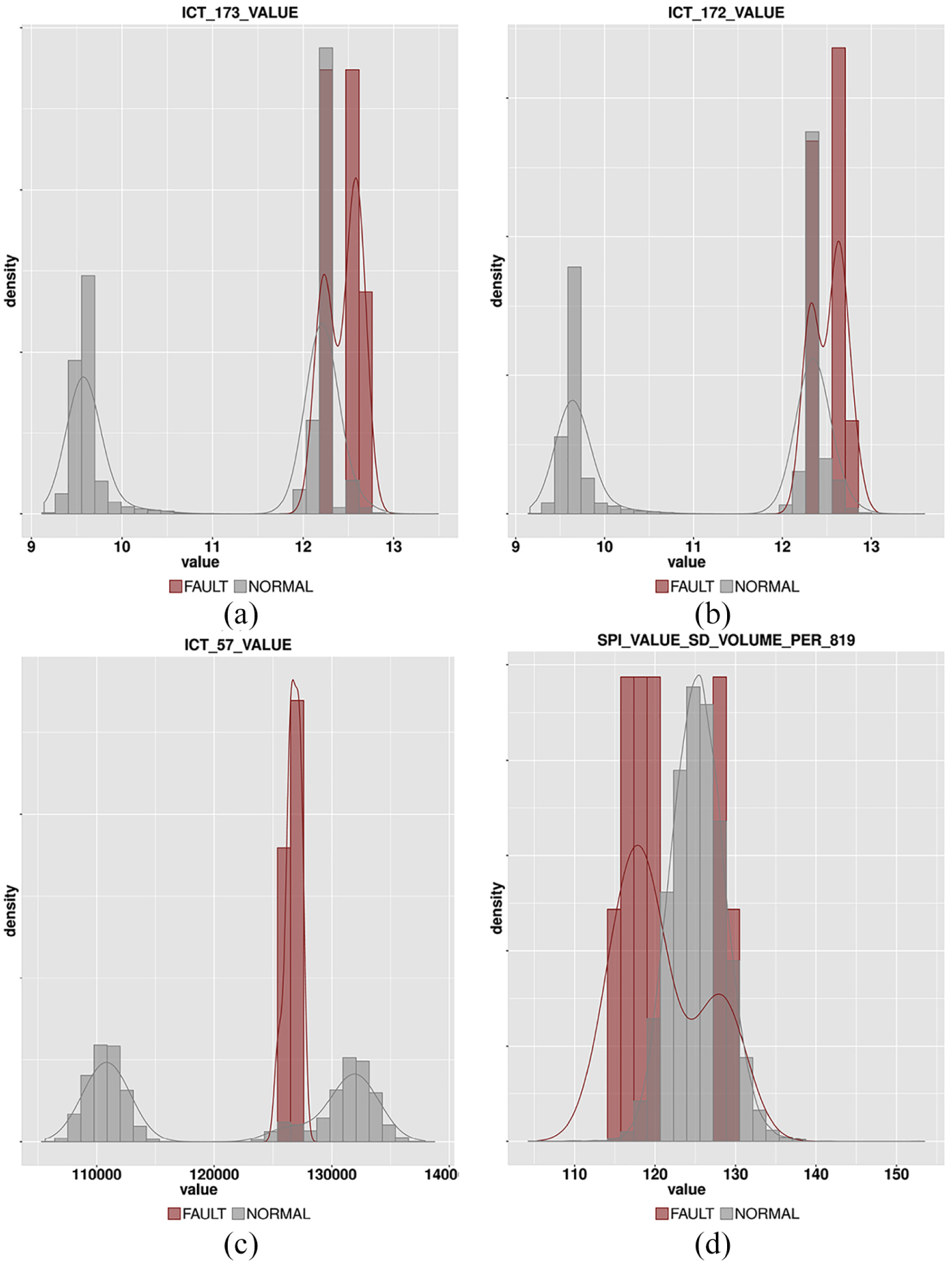
For the PCA-based method, the first principal component contains 22.27% of the variance of original variables. We selected the four most contributed variables to this component. Figure 10 shows the density histogram of the selected four variables and the target is selected to be

Visualization of the results of PCA-based method for
Figure 11 shows the results from decision tree–based method for

Visualization of the results of decision tree–based method for
In summary, the proposed method identified a list of causal variables and their corresponding fault-inducing value ranges for all three types of faults. In addition, the proposed method required only approximately 65 s for each analysis, enabling rapid analysis of factory-wide SMT data. The proposed method identified different causes for each type of fault and provided density histograms for easy visualization. In contrast, the PCA-based method and decision tree–based method required more time than the proposed method. In addition, the PCA-based method was not able to identify the fault-inducing value range, and the decision tree–based method was not sensitive to the small ratio of faults and only one result was obtained for three fault types. Although we illustrated only four figures for each type of fault, the real-world system can provide figures corresponding to all fault cause candidates generated by the proposed method. The process engineers confirmed that the identified variables and the corresponding value ranges would be the actual fault causes.
Conclusion
In this article, we proposed a data-driven method to identify fault causes in SMT processes, which have become increasingly complex and thus more vulnerable to inaccurate and time-consuming human inspection. The main purpose of the proposed method is to identify both the fault-inducing variable and its corresponding value range to facilitate interpretation and generate actionable information. First, the proposed method divides each variable into k sequential partitions based on the variable’s value range. Each partition of each variable is treated as an independent fault cause candidate. The lift value of each candidate is then calculated to compare the proportion of faults in that partition to that present in the entire dataset. The analytical results provide list of variables sorted by the lift values and density histograms for easy visualization.
The proposed method was applied to a case study employing real-world SMT process data. We preprocessed the raw data to construct an integrated data set for analysis through data pivoting, summarization of values, and derivation of new variables. Three of the most frequent types of faults were selected for analysis; however, the numbers of fault occurrences in these categories were very small, at 10, 9, and 6 faults, respectively. The proposed method showed reasonable fault cause identification results and the visualizations provided an intuitive basis for easy interpretation. In addition, the analytical process required only approximately 65 s, guaranteeing a fast fault cause analysis, reducing the time and effort required for process engineers to investigate further to confirm the results. The comparison with benchmark methods (PCA and decision tree) showed that the proposed method resulted in the fastest analysis time and was robust to the small ratio of faults. This method can easily be developed as a computer program without any prior knowledge of sophisticated data mining methods.
The proposed method has some limitations that need further research. First, the proposed method focuses on identifying each fault cause candidate independently to facilitate interpretation and efficiency. However, two or more causes may simultaneously affect fault occurrences. Therefore, one further research direction could be to develop a method of calculating lift values for two or more variable–partition combinations. Second, the proposed method analyzed the case study data, including 14,847 products, 12,929 variables, and 10 partitions, in almost real time. However, to apply this method to larger datasets, a more efficient method for calculating lift values should be developed, such as the Apriori algorithm 30 used for association rule mining. In addition, the determination of the partitioning parameter k can be studied. A stochastic approach to vary k for variance of input variable may improve the proposed method. Finally, we collected data for only 1 month in this case study, and thus, we neglected variables, such as seasonal effects or changes of the amount of throughput, that affect quality over time. Therefore, we intend to conduct a new case study with SMT data collected over a year to identify the effects of such variables.
Footnotes
Handling Editor: Pavel Stasa
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by funding from Chungnam National University. This work was also supported in part by the Yura Co., Ltd. (2018-0280-01), Korea Institute of Industrial Technology (2018-1348-01), and the Industry Core Technology Development Program (10073136) funded by the Ministry of Trade, Industry, and Energy of Korea (MOTIE).