
Abstract
This manuscript examines the pivotal influence of microstructural parameters such as bonding point distribution and fibre orientation on the properties and applications of nonwoven fabrics. Unlike traditional woven or knitted textiles, nonwovens are engineered through different forming and bonding methods, enabling unique functionalities such as absorbency, breathability, and barrier performance. These attributes drive their widespread use in healthcare, automotive, consumer goods, and construction, where requirements range from sterility and disposability to insulation and structural integrity. Microstructural orientation, governed by bonding point density and fibre alignment, critically affects mechanical strength, flexibility, durability, thermal behavior, and permeability, thereby determining end-use suitability. For instance, uniform bonding enhances tensile strength, while controlled fibre orientation imparts directional stability or isotropic barrier properties. This review synthesizes current knowledge on microstructural design strategies, explores advances in sustainable materials and manufacturing technologies, and underscores the role of microstructural engineering in optimizing nonwoven performance for evolving industrial and environmental demands.
1. Introduction
Nonwoven materials are engineered fabrics composed of fibres that are bonded together through chemical, mechanical, or thermal processes, rather than traditional weaving or knitting.1,2 These materials exhibit a wide range of functional properties, including absorbency, liquid repellency, breathability, and sterility, making them suitable for diverse applications across multiple industries.3–6 In the healthcare sector, nonwovens are extensively used in products such as surgical masks, gowns, drapes, and wound dressings due to their barrier properties and disposability. 7 In the automotive industry, they are employed for insulation, acoustic control, and filtration components. 8 Consumer goods such as diapers, wipes, and feminine hygiene products benefit from the high absorbency, softness, and cost-effectiveness of nonwoven fabrics. Additionally, in construction, nonwovens serve as protective barriers to control permeation of temperature, sound, and moisture, thereby enhancing structural durability and performance.5,6
In 2024, global nonwoven consumption was projected to reach 15.2 million tonnes, valued at US $62.8 billion, up from 14.25 million tonnes and $59.01 billion in 2023. This represents a compound annual growth rate (CAGR) of approximately 7.1% (value) and 7.3% (volume) from 2024 to 2028–29.
9
The surge in nonwoven demand between 2017 and 2022, driven by the COVID19 pandemic was primarily due to spikes in face mask, hygiene product, and medical-grade nonwoven usage, even as other sectors declined.
9
Figure 1 illustrates a bibliometric analysis based on data retrieved from the Scopus database (i.e., from 2000 to 2025), using keywords such as “nonwoven,” and “biodegradable nonwoven.” The graph indicates a significant rise in publication volume in the nonwoven sector following major pandemic events, particularly SARS and COVID-19. This surge reflects the heightened demand for nonwoven fabrics in personal protective equipment (PPE), including face masks, medical gowns, and hygiene products like wipes and napkins. More recently, research has increasingly shifted toward biodegradable and bio-based nonwoven materials, driven by growing environmental concerns and the need for sustainable alternatives within the industry. Number of publications with keyword “nonwoven”, and “biodegradable nonwoven” from the year 2000-2025 from Scopus database (on 11.12.2025).
Figure 2 depicts the manufacturing process of nonwoven fabrics, starting with raw material preparation, then proceeding to web formation, bonding, and finishing.
2
The web-forming stage can yield two-dimensional or three-dimensional structures that act as precursors for the final fabric.
10
Nonwoven production methods are classified into three categories: dry-laid, wet-laid, and polymer-laid systems.
1
Dry-laid techniques originate from traditional textile practices, while wet-laid methods are typically linked to the paper industry. Polymer-laid systems are mainly utilized in plastic and polymer extrusion applications.1,2 Dry-laid systems have historical roots in medieval times and are recognized as felting techniques.
2
Dry-laid nonwoven fabrics constitute the largest segment of the industry, with a projected growth rate of 5.3% over the next decade. Classification of nonwoven fabrics according to production techniques.
The structural and functional efficacy of nonwoven textiles is determined by both material properties and microstructural parameters, from which the distribution of bonding points and the orientation of fibres can be considered the most essential. These microstructural features govern key mechanical, thermal, and permeability-related properties, thereby determining the suitability of nonwovens for specific end-use applications. 11 Bonding points, whether formed through thermal, chemical, or mechanical means, serve as the primary load-bearing junctions within the fabric matrix. Their density, uniformity, and spatial arrangement directly affect tensile strength, flexibility, and durability. 12 Fibre orientation, whether isotropic or anisotropic, significantly influences essential properties like dimensional stability, and other functional parameters including the filtration effectiveness. 1 Aligned fibres often augment strength in certain directions, but random orientations provide balanced mechanical properties and enhanced barrier performance. The interplay of bonding and fibre alignment ultimately dictates the nonwoven fabric’s appropriateness for applications spanning hygiene and medical products to automotive components and geotextiles, where specific performance criteria like flexibility, permeability, and structural integrity are critical. 13
This review aims to elucidate the fundamental effects of fibre orientation, bond region characteristics, and the ratio of bonded to unbonded areas on the tensile behavior of nonwoven webs. It begins with a brief overview of various bonding techniques used in nonwoven production, with a particular focus on how bonding points influence the mechanical performance and end-use applications of these materials. Furthermore, the review highlights the critical role of fibre orientation in shaping the structural integrity and mechanical properties of nonwoven fabrics across different bonding methods.
2. Fibre orientation in nonwoven materials
Fibre orientation refers to the spatial alignment of individual fibres within a nonwoven web, ranging from highly anisotropic configurations where fibres are predominantly aligned in a single direction to isotropic arrangements, where fibres are randomly distributed within the plane of the fabric. 14 In contrast to woven or knitted fabrics, which have a predetermined and structured yarn route, nonwovens are composed of discontinuous or continuous fibres arranged in a more random or semi-controlled order. This orientation plays a pivotal role in determining the functional and structural performance of nonwovens. Specifically, mechanical properties such as tensile strength, tear resistance, elongation, and modulus are strongly influenced by the alignment of fibres relative to the direction of applied stress. For instance, fabrics with fibres aligned with the machine direction (MD) typically exhibit superior strength in that direction compared to the cross-machine direction (CD). Dimensional stability is also affected, as anisotropic structures may exhibit uneven shrinkage or expansion under thermal or mechanical loads. Furthermore, permeability characteristics, including air and fluid flow as well as filtration efficiency, are governed by the pore architecture shaped by fibre orientation. Even aesthetic and tactile properties, such as softness and drape, are modulated by the spatial arrangement of fibres. The microstructural configuration, namely the alignment of fibres inside the web, significantly influences the fabric’s mechanical qualities, permeability,15,16 filtering efficacy,17–19 and acoustic or thermal insulation characteristics.20,21
Two predominant patterns of fibre orientation are often found in nonwoven fabrics, such as random and aligned (also known as oriented or anisotropic structures)1,22 (Figure S1). In random fibre orientation, fibres are placed without directional control, usually due to production methods like air laying, spun bonding. 2 These techniques depend on turbulent air currents, fluid suspension, or melt extrusion, which typically disperse the fibres throughout the forming belt in various directions. 22 The resulting fabric often exhibits in-plane isotropy, indicating that its mechanical and transport characteristics are very consistent across all directions inside the fabric plane. Nonetheless, this homogeneity often results in diminished strength or stiffness in a particular direction.22,23 Conversely, aligned fibre architectures result from mechanisms that enforce directed positioning of fibres. Methods include carding, cross-lapping, and electrospinning use mechanical or electrostatic forces to align fibres preferentially along the machine direction (MD) or cross direction (CD).24–26 Carding, for example, arranges fibres in the machine direction by the operation of spinning drums equipped with thin wire bristles. Cross-lapping subsequently arranges the carded web into a multilayered structure with diverse orientations. The alignment of fibres considerably influences anisotropy in the fabric, with physical properties like tensile strength, stiffness, air permeability, and filtering efficiency varying markedly based on the testing direction. Aligned nonwovens often exhibit improved mechanical performance in the alignment direction but may have subpar performance in the orthogonal direction.27–29 Anisotropic behavior may be either advantageous or disadvantageous depending on the specific application; for instance, directional strength may be helpful in structural composites, whereas isotropy may be favored in filter medium for consistent flow distribution. 16
The selection of bonding techniques, whether mechanical, thermal, or chemical, could have significant effect on the fibre orientation and the resultant physical properties of the nonwoven fabric, especially with mechanical bonding. Mechanical bonding techniques, including needle punching and hydroentanglement, include the physical joining of fibres by repetitive penetration or fluid jetting.30,31 Needle punching modifies the substantial proportion of fibres from the fabric plane, especially when using high needle densities. The vertical displacement of fibre enhances bulk and thickness while promoting a greater degree of fibre alignment in the z-direction (thickness direction). 32 The nonwoven becomes more three-dimensionally entangled, enhancing compressive resistance and through-through-thickness characteristics, but potentially diminishing in-plane strength owing to the disturbance of initial fibre alignment. 11 In hydroentanglement, high-pressure water jets intertwine fibres by fluidic drag forces, consolidating and adhering them without the need for heat or chemical agents. Although it may maintain some aspects of the original fibre orientation, especially in spunlace webs created from carded fibres, the high intensity of the water jets may also induce a degree of randomness, contingent upon the processing conditions.33–35 Thermal bonding, often used in meltblown and spunbond nonwovens, depends on the targeted heating of thermoplastic fibres to fuse contact sites. Patterned calender rollers may regulate the degree and position of bonding sites. Thermal bonding often takes place at fibre intersections, potentially causing little disruption to original fibre orientation while maintaining in-plane alignment if well planned.36–38 Chemical bonding, via the use of adhesives or binders, generally preserves fibre orientation but may influence porosity and elasticity, particularly when excessive binder saturates the fabric. 39
The correlation between fibre orientation and the properties of nonwovens can be understood by simple tensile testing, which demonstrates that nonwovens exhibiting a high degree of fibre alignment in the MD has superior tensile strength, modules, and strain-to-failure in that orientation, relative to the CD. 11 The improved performance is due to the efficient load transmission along fibres that are mostly aligned with the applied stress. When force is exerted in the MD, the aligned fibres immediately support the load, functioning as continuous load-bearing components. This reduces fibre pull-out or slippage and enhances the impact of each fibre strength on the total fabric strength. The fibres are elongated along their principal axis, leading to increased resistance to deformation and, therefore, enhanced breaking strength.11,40 Conversely, random or cross-laid configurations demonstrate reduced but more isotropic tensile properties. The existence of reoriented fibres in the z-direction (orthogonal to the fabric’s plane) offers essential vertical support. Envision these z-direction threads functioning as little springs or columns inside the fabric architecture. When a compressive force is exerted, these fibres exhibit superior resistance to deformation compared to fibres oriented only in the x-y plane. This vertical resistance enhances the capacity to regain its original thickness after compression.41–43 The z-direction fibres, following the removal of stress, function to restore the fabric to its original condition, much to a spring returning to its form. The material retains its volume and density under prolonged pressure or repeated compression cycles. This is essential for situations where preserving a loft is crucial. Needle-punched textiles with substantial z-direction fibre components exhibit enhanced compressive resilience, bulk retention, and energy absorption owing to the vertical support offered by reoriented fibres. These structures are ideal for cushioning, insulation, and filtration pre-layers. 44
Air permeability, an essential factor in filtration and breathable fabric applications, is significantly influenced by porosity and fibre orientation. Aligned fibres may produce directed pores, resulting in anisotropic permeability, whereas random fibres generate a tortuous and isotropic pore network.
41
The Kozeny–Carman equation and Darcy’s law are often used to correlate permeability (k) with fibre diameter, porosity, tortuosity, and orientation.
45
The Kozeny-Carman equation estimates the inherent permeability (k) of a porous media depending on its physical properties,
46
It is often articulated as

Darcy’s law delineates the volumetric flow rate (Q) of a fluid traversing a porous material in response to a hydraulic gradient. It is a macroscopic empirical correlation that asserts. Darcy’s law does not explicitly include fibre diameter, porosity, tortuosity, or orientation. Rather, these microstructural characteristics are included under the permeability (k) parameter. In the context of anisotropic materials, such as those containing aligned fibres, permeability is represented as a tensor, indicating that flow ease is direction dependent. This attribute is quantitatively characterized by Darcy’s law,
47
which delineates a linear correlation between the volumetric flow rate and the pressure gradient in a porous media under laminar flow conditions:

Q (m3/s) is the volumetric flow rate, A (m2) is the cross-sectional area to flow, k (m2) is the permeability of the porous medium, η (Pa.s) is the dynamic viscosity of air, and ΔP (Pa) is the pressure difference across the porous medium of thickness T (m).
Studies have demonstrated that aligned fibre mats exhibit greater permeability in the direction parallel to fibre alignment and reduced flow resistance in that direction.48,49 Similarly, filtration efficiency both in liquid and gas media is governed by a balance between fibre orientation, fibre diameter, and void distribution. Randomly oriented fibres create a higher probability of particle capture due to increased path tortuosity and interception opportunities. However, aligned fibre structures may offer lower pressure drop and enhanced directional flow, which is beneficial for low-resistance applications.50,51
Understanding and controlling fibre orientation is thus essential for tailoring nonwoven fabrics to meet specific application requirements. In composite reinforcement, aligned fibres enhance directional load-bearing capacity, while in filtration media, random orientation promotes depth filtration and particle capture. For thermal and acoustic insulation, the interplay between fibre orientation and porosity determines the material’s ability to trap air and attenuate sound waves.52,53 The ability to manipulate fibre orientation during web formation and bonding without altering fibre composition offers a powerful design lever for optimizing performance. Advanced characterization techniques such as Fourier transform analysis, Hough transform, and X-ray microtomography are increasingly employed to quantify orientation distributions and correlate them with macroscopic properties.54–56 In summary, fibre orientation is a foundational structural attribute in nonwoven materials, governing their mechanical, transport, and functional behavior. Both the method of web formation (random vs. aligned) and the bonding process dictate the spatial arrangement of fibres within the fabric plane and through its thickness. As demand for high-performance nonwovens continues to rise across sectors such as healthcare, automotive, filtration, and construction, precise control and characterization of fibre orientation remain central to material innovation and application-specific design.
2.1. Measurement of fibre orientation
Various techniques, ranging from simple destructive methods to advanced non-destructive imaging, are employed to quantify fibre orientation in nonwoven fabrics. Destructive techniques typically involve embedding the sample in resin, sectioning it in specific planes, and analyzing fibre orientation using optical microscopy or image analysis tools. These methods, while accurate, may slightly alter the native microstructure. Non-destructive methods, such as X-ray computed tomography (XCT) and digital volumetric imaging (DVI), enable three-dimensional visualization of fibre networks without damaging the sample. These advanced techniques provide high-resolution spatial data on fibre alignment, distribution, and orientation, allowing for a more precise evaluation of structure–property relationships (Figure 3). Different types of fibre orientation measurement.
2.1.1. Destructive methods
Historically, the characterization of fibre orientation in nonwoven materials predominantly relied on destructive techniques, often involving the extraction and analysis of small samples subjected to mechanical or chemical treatment. One indirect approach employed was the assessment of tensile strength anisotropy, wherein tensile properties were measured along different axes, typically the MD and CD, the resulted values were interpreted as indicative of anisotropic fibre alignment; however, this method lacked the resolution to determine individual fibre angles. 57 Another conventional technique involved fibre dissection and manual analysis, where a localized region of the nonwoven was either dissolved or mechanically separated, allowing for the manual orientation and enumeration of fibres under a microscope. While this method provided a rudimentary estimate of fibre orientation, it was inherently labor-intensive, susceptible to operator bias, and limited in statistical robustness. In addition, intrusive methods are not very well suited for on-line monitoring of continuous manufacturing process.
2.1.2. Non-destructive and image-based methods
With the advent of advanced optical systems and computational capabilities, image-based analysis has emerged as the gold standard for quantifying fibre orientation in nonwoven materials. Among these, optical microscopy combined with image analysis enables high-resolution visualization of the fibre network, followed by computational extraction of orientation data. Techniques such as fast Fourier transform (FFT) convert grayscale images into the frequency domain, revealing dominant orientation patterns through the power spectrum. Gradient-based methods detect edges corresponding to fibres and compute their angular distribution, while the tensor structure approach offers a more robust solution by quantifying local orientation and anisotropy at each pixel, which can be averaged to yield global orientation metrics. For higher magnification and surface detail, scanning electron microscopy provides superior depth of field and resolution, allowing for detailed inspection and subsequent image-based orientation analysis. Furthermore, micro computed tomography (μCT) enables nondestructive 3D reconstruction of the internal fibre architecture, facilitating precise measurement of fibre orientation, length, and diameter throughout the material’s thickness particularly valuable for assessing z-directional alignment induced by bonding processes.30,47,58,59 By capturing a series of 2D X-ray images from different angles, a 3D volumetric model is created. Sophisticated software can then identify and track individual fibres within this 3D volume, providing highly accurate measurements of fibre length, diameter, and, crucially, their 3D orientation throughout the entire thickness of the fabric. This is particularly valuable for understanding the z-direction orientation often induced by mechanical bonding.60,61 Lastly, small-angle light scattering (SALS) offers a rapid, non-contact method by analyzing the scattering pattern of a laser beam transmitted through the sample; the resulting elliptical pattern correlates with the average fibre orientation, albeit with limited spatial resolution.
Pourdeyhimi et al. 62 used image processing methods, including Fourier and Hough transformations, for assessing fibre orientation distributions of nonwoven fabrics in planar pictures. Gong et al. 24 and Rawal et al. 63 employed optical microscopy for image analysis to automatically measure fibre orientation distribution, with the method being validated against manual measurements. Likewise, Jaganathan et al. 64 used digital volumetric imaging (DVI) to rebuild three-dimensional structures from serially sectioned and photographed slices, however, there exists a potential danger of microstructural change during resin embedding. In addition to direct imaging, indirect approaches provide insights on fibre orientation by modeling its impact on physical parameters, including tensile strength, air permeability, and compressive behavior. A permeability model has been suggested that associates the permeability coefficient with fibre shape, structural characteristics, and fibre orientation in relation to the airflow direction.
Meanwhile, tensile measurement involves the measurement of tensile moduli in two perpendicular directions to obtain information about in-plane anisotropy.
25
The analysis of air permeability and compression is conducted using established models that explain isotropy in two or three dimensions. These measurements can yield parameters such as hydrodynamic diameter, mean distance between fibre junctions, and fraction of fibres oriented in the thickness direction. The concept of anisotropy pertains to the degree of variation observed in fibre orientation.
15
Leshchenko et al.
61
investigated the influence of fabric and bulk density on fibre orientation and air permeability in needle-punched nonwovens made from polyethylene terephthalate (PET) fibres. Their findings revealed that increased punching density enhanced fibre interlocking and compaction, leading to higher bulk density, particularly in low-density nonwovens. A linear relationship was observed in the lowest density group, where the proportion of fibres reoriented in the direction of airflow significantly increased (from 30% to 70%) with rising bulk density (90 to 120 kg/m3), consequently improving air permeability. This reorientation was attributed to the mechanical action of needle barbs, highlighting the critical role of needle punching parameters in tailoring the internal structure and functional performance of PET nonwovens. Pourdeyhimi et al.
65
used fast Fourier transform (FFT) method to examine the distribution of orientation in three-dimensional air-laid and thermally through-air bonded nonwoven. They varied the fibre type (polyester, polypropylene and blends of them) and basis weight of nonwoven. The quantification of anisotropy was achieved by the utilization of the measure of anisotropy “C”, which was computed as follows.

Wang et al.
66
introduced a multi-focus image fusion technique for precise fibre orientation measurement in nonwoven structures, validated on polyester nonwovens with varying bonding methods (unbonded, thermal point-bonded, and spunlaced). Their region-based algorithm utilizes Canny edge detection and thinning algorithms to extract and refine fibre segment edges (Figure 4(a)). By meticulously merging partially focused images into a fully focused one through a precise region selection process, the method ensures accurate computation of fibre orientation, with individual fibre focus being crucial for reliable results (Figure 4(b)). This highlights the technique’s ability to overcome depth-of-field limitations in microscopic imaging of nonwoven fabrics. The study revealed that the orientation characteristics of nonwoven fabrics are dictated by both initial fibre orientation within the web and the subsequent bonding conditions. Figure 5(a)(b)(c) illustrates the distinct bonding points in fused images and their corresponding Canny edge detections.
66
Unbonded webs relied on frictional fibre contacts for strength, with directional strength correlating to the number of fibres aligned in that direction. Thermal point-bonded nonwovens exhibited multi-directional strength due to strong, discrete bonds, where both aligned and non-aligned bonded fibres contributed significantly. In contrast, spunlaced nonwovens, initially characterized by easily slipping and tortuous entangled fibres, gained strength as tensile stress caused fibre straightening and rearrangement, leading to increased entanglement forces. Li et al.
67
employed two digital imaging methods, scanning electron microscopy (SEM) and computed tomography (CT), to analyze the microstructural characteristics of both staple fibres and continuous filaments in nonwovens. For 2D analysis of SEM images, a machine-learning-based segmentation algorithm was utilized. For 3D analysis, a pore network model and 3D reconstruction were applied to CT images. These methods effectively quantified key microstructural parameters, including fibre orientation distribution, porosity, pore size distribution, and characteristic pore size. Flow chart of the region-based image fusion method, and edge detection and thinning of fibres in a fused image ((a) and (b)), and an original image ((c) and (d)) of the same web, (Reused from Ref. 66). Fused images (left) and detected edges of nonwovens: (a) unbonded, (b) thermal point-bonded, and spunlaced (Reused from Ref. 66).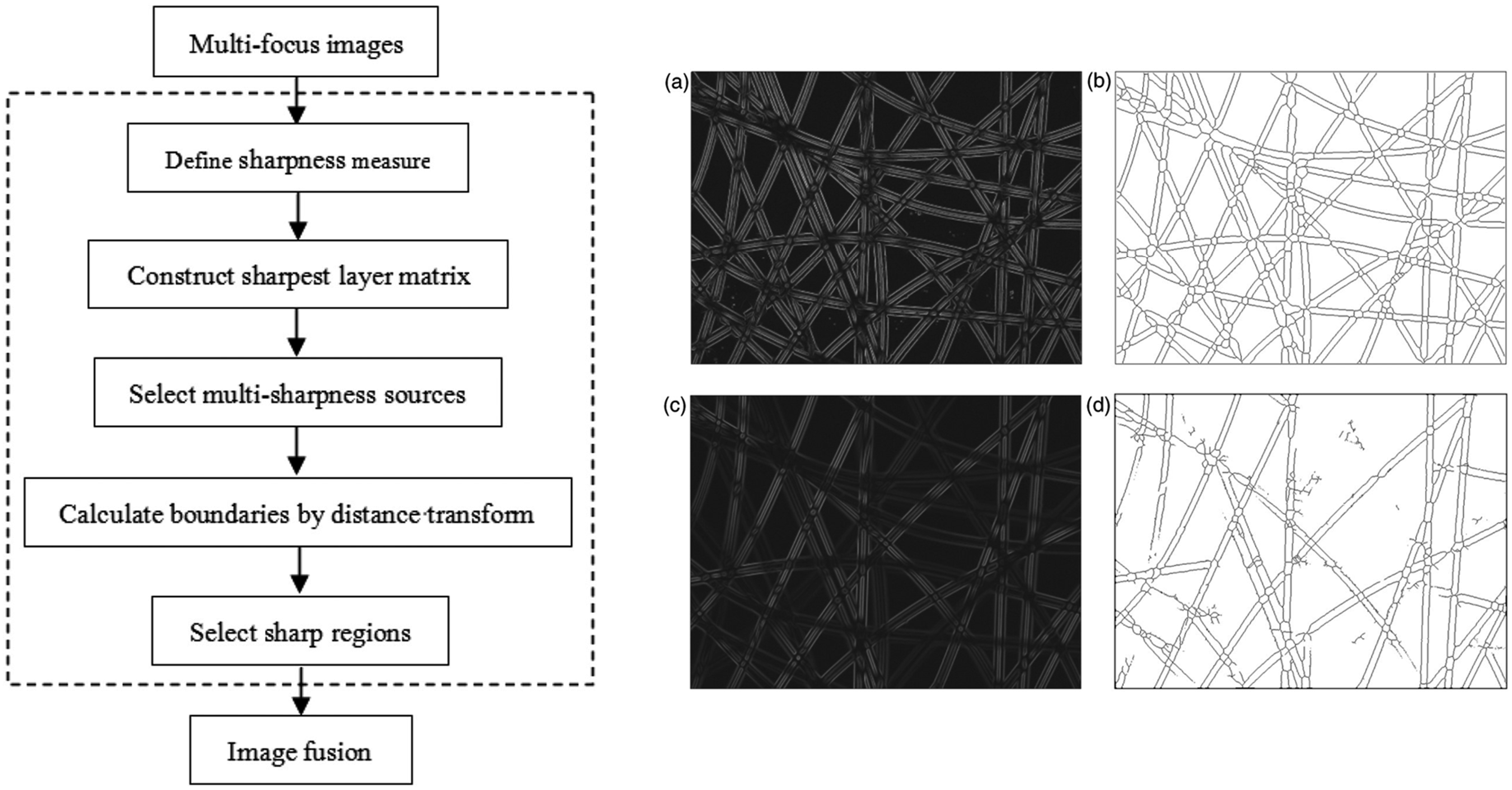

2.2. Orientation and pores
In nonwoven fabrics, the complex pore structure, with its varying sizes, shapes, and capillary geometries, significantly influences transport processes. Historical models for pore size distribution in random fibrous networks have been extended to anisotropic structures like nonwovens.
14
Pore size is crucial for liquid and vapor permeability and liquid filtration, where sieving (or blocking) occurs when particles exceed pore dimensions.
17
A fundamental 3D representation assumes fibres lie parallel to the sheet plane.
14
Tang et al.
68
demonstrated in needle-punched nonwoven geotextiles that fibres reorient towards larger loading directions, leading to pore narrowing and smaller pore sizes at higher strain ratios. Conversely, fibres spread apart in smaller loading directions, resulting in larger pore sizes. Thus, pore size is directly dependent on strain ratio and values, either increasing or decreasing accordingly (Figure 6). Change of pore size under reorientation of fibres, pores become narrower (a); stretched pore (b); increase or decrease of pore which depends on the ratio of strains in two directions (c), (Redrawn and reused from Ref. 68).
3. Bonding points and their impacts of nonwoven fabrics
Bonding points in nonwoven fabrics are fundamental for mechanical stability, dimensional properties, and structural cohesion, enabling the web to withstand tensile, shear, and compressive forces in the absence of yarns or weaving.69,70 Their quantity, size, and distribution govern load transfer efficiency and influence strength, stiffness, and elongation. 71 The choice of bonding techniques, thermal, mechanical, or chemical critically determines fabric microstructure and macroscopic properties. Thermal bonding, using heat and pressure, creates bonds at fibre intersections through point, through-air, or ultrasonic methods, producing fabrics ranging from rigid to soft. Mechanical bonding, such as needle punching or hydroentanglement, relies on fibre entanglement and z-direction reorientation for durability or textile-like softness. Chemical bonding applies to binders like acrylics or latex via spraying or saturation, forming adhesion, interfacial anchoring, and matrix networks. Fibre orientation strongly affects bonding efficiency, random orientation increases contact points and isotropic strength, while aligned fibres reduce cross-directional bonding, requiring tailored strategies. Recent innovations focus on optimizing bond point design, hybrid bonding approaches, and sustainable materials to meet performance and environmental demands. Understanding the interplay between bonding points, mechanisms, and fibre orientation is essential for engineering high-performance nonwovens with targeted properties for diverse applications.
3.1. Bonding points in thermal bonding
The properties of nonwoven fabrics are profoundly influenced by their bonding points and the specific bonding techniques employed. In thermally bonded nonwoven fabrics, bonding points refer to specific areas where fibres are fused via heat and pressure application. These points occur when thermoplastic fibres, functioning as either the primary component or a low-melting binder fibre, soften and bond during cooling, resulting in robust inter-fibre junctions.11,70 The arrangement, concentration, and placement of thermal bonding points are essential for assessing the mechanical strength, flexibility, and durability of nonwoven fabric. Optimizing bonding conditions, such as temperature, pressure, and dwell time, is crucial for achieving desired performance characteristics while preserving fibre structure and maintaining porosity. Thermal bonding uses heat to fuse thermoplastic fibres or bicomponent fibres (fibres with two different polymers, one with a lower melting point). This can involve point bonding (using engraved rolls to create discrete bond points), area bonding (using smooth rolls for a more continuous bond), or through-air bonding (using hot air to melt fibres throughout the web, resulting in bulkier products). 36
In thermally bonded nonwovens, the design of calendering rolls dictates the size and shape (e.g., circular, elliptical, patterned) of bond points, which critically influence mechanical properties. Larger bond areas generally enhance tensile strength but compromise softness and flexibility due to increased stiffness. Conversely, smaller, discrete bond points improve softness and drape, often with reduced strength. Recent studies on thermally point-bonded nonwovens investigate the impact of elliptic bond point orientation and round bond points on tensile strength and tear propagation, highlighting the role of bond geometry in optimizing performance. 72 Furthermore, bond density and arrangement (e.g., hexagonal, square lattice) are crucial for fabric integrity and stress distribution. Higher bond density typically increases strength and reduces linting but can result in a stiffer, less permeable material. Research focuses on optimizing the bonded area fraction to achieve a balance of desired mechanical properties. In thermally bonded fabrics, suboptimal bonding conditions can lead to weak fabrics even with strong fibres, as the failure mechanism is contingent on these parameters. For lightweight, calendar-bonded PET fabric, tensile failure arises from three main causes, influenced by the production process.36,73 The failure of fibres to adhere at bonding sites, dissolving bond points; individual fibre breakage, either at bond points or along the fibre length between them; and breakage of the bond points themselves. Increasing bonding temperature shifts the dominant failure mode from bond dissolution to individual fibre failure. Bond point breakage typically occurs at extremely high temperatures in particularly rigid materials. 74
Dharmadhikary 73 demonstrated that alterations in fibre morphology at bonding sites critically influence the mechanical and structural properties of thermally bonded nonwoven fabrics. In a related investigation, 74 polypropylene filaments with varying draw ratios were employed as binder fibres. It was observed that fibres with lower molecular orientation (i.e., lower draw ratios) exhibited superior tensile strength and flexural rigidity compared to highly oriented fibres with microfibrillar structures. The authors attributed this behaviour to the presence of amorphous regions and lamellar crystalline domains, which facilitated fibre fusion during thermal bonding. 73 In contrast, the microfibrillar architecture impeded effective fusion. Additionally, fabric shrinkage was found to be governed by fibre structure, particularly due to molecular retraction within amorphous regions. Highly aligned fibres exhibited increased shrinkage, resulting in greater fabric thickness. Point-bonded nonwovens are fabricated by selectively bonding fibres using heat and pressure, necessitating partial melting of crystalline regions to establish bond points. Although the point-bonding process is relatively straightforward, comprehensive understanding of the resulting fabric properties remains limited. Specifically, there is a paucity of data regarding optimal fibre structures for point bonding and the structural transformations that fibres undergo during the bonding process. The morphology of bond points and the configuration of bridging fibres are known to exert significant influence on the mechanical performance of the final fabric.
Rittenhouse et al. 75 investigated the mechanical behaviour of individual bond sites in low-density thermally bonded nonwovens composed of commercial bicomponent polyethylene/polypropylene (PE/PP) spunbond fabrics. Their findings revealed substantial variability in local fibre structure surrounding individual bonds, even among specimens aligned along the same longitudinal axis. This local structural heterogeneity was found to be a critical determinant of bond mechanical performance. Bonds characterized by voids or incomplete fusion were more prone to cohesive failure compared to fully formed bonds. Furthermore, partial bonds in low-basis-weight regions, with fewer fibres oriented along the loading axis, exhibited reduced stiffness and lower maximum load capacity. The study underscored the importance of accounting for local fibre orientation and basis weight when evaluating the influence of manufacturing parameters on bond performance.
In another study, 76 thermally bonded polypropylene geotextiles of three distinct areal weights were examined to assess their mechanical properties and deformation behaviour. Under cyclic loading, all samples exhibited permanent deformation and a reduction in Young’s modulus, indicative of structural damage and plastic deformation. 43 Specimens with lower areal weights demonstrated a more gradual progression to failure, whereas those with higher areal weights failed abruptly via rupture. Generally, an inverse relationship was observed between elasticity and mechanical strength/stiffness, with higher areal weight samples displaying increased stiffness but reduced elasticity. Given the elastic-visco-plastic nature of polypropylene and the disparity between individual fibre modulus and the bulk Young’s modulus of the nonwoven web, it was inferred that the stress relaxation behaviour of the fabric was predominantly governed by the relaxation characteristics of the constituent fibres, with minimal contribution from bond properties. Nonetheless, fibre type and bonding methodology may also influence recovery behavior following deformation.
3.2. Bonding points in mechanical bonding
Mechanically bonded nonwovens are formed by the physical entanglement of fibres, establishing bonding points without employing heat or chemical binders. Needle punching and hydroentanglement create interlocking points by utilizing barbed needles or high-pressure water jets to penetrate the fibre web. Entangled regions serve as bonding points, contributing to structural integrity, strength, and dimensional stability. The distribution and density of mechanical bonds significantly affect the fabric’s thickness, porosity, and mechanical properties, including tensile and compressive strength.77,78
3.2.1. Bonding points in needle punching
Needle punching is a mechanical bonding method employed in nonwoven fabric production, involving barbed needles that penetrate a loose fibre web to entangle the fibres and form a cohesive structure. The movement of the needles in and out of the web causes fibres to be dragged both vertically and laterally, resulting in the formation of interlocking points within the material. 77 This process improves the fabric’s strength, thickness, and dimensional stability without requiring heat or adhesives. Needle-punched nonwovens are utilized in various applications, including geotextiles, automotive interiors, filtration, and insulation, owing to their durability and customizable characteristics.77,79
Needle punching significantly modifies the fibre orientation, especially by reorienting fibres in the z-direction (through the fabric thickness). This reorientation increases fabric bulk, thickness, and compressive resistance, making the material more resilient under load. 77 However, the disruption of in-plane fibre alignment can lead to reduced tensile strength in the machine and cross-machine directions. Needle-punched nonwovens are typically robust, durable, and felt-like in texture, making them suitable for demanding applications such as geotextiles, automotive interiors, and insulation.77,80 Recent study 81 highlight the benefits of integrating thermal bonding with needle punching, showing enhanced structural consolidation and improved mechanical performance, especially in recycled polyester fibre blends.
Leshchenko et al. 82 studied the mechanical properties of needle punched nonwovens having two different linear densities of PET fibres under the moistened environment. During stretching, the fibres straighten up between the clusters because of the sinuosity of the fibres after needle punching, causing a change in configuration and orientation. The fabric undergoes deformation in the second stage of the process due to the stretching of the fibres fixed in the clusters among the bonding interactions, leading to major deformation due to the force of friction between the fibres exceeding the strength of an elementary fibre. Eventually, when the fibres reach their ultimate breaking elongation, the fabric disintegrates. When the friction force is insufficient compared to the strength of the fibre, the fabrics can stretch due to the fibres slipping out of the cluster. This can lead to the fabrics losing their property and falling apart. When the ratio between the frictional force and the fibre tensile strength varies, it takes more mechanical stress to stretch or slip-out fibres with 0.33 tex linear density from the clusters compared to different types of fibre translocations between the clusters. It is clear from the photomicrographs that the fabric structure of the fibre blend is different from the fabric structure of the fibres with 0.33 tex linear density.
The higher increase in the ratios E e /E 0 and σ/σ 0 in the transverse direction, as opposed to the longitudinal direction, of the moistened fabric can be attributed to the dominant fibre orientation achieved when a mechanical method is used to create the fibrous fabric. Note: E e -effective tensile modulus; E 0 - effective modulus of the dry fabric in MPa; nominal breaking stress of the moistened fabric (σ, MPa) to the nominal breaking stress of the dry fabric (σ0, MPa).
An analysis was conducted on the impact behavior of a needle punched nonwoven fabric. The fabric was stretched along both the cross and machine directions to determine the influence of fibre orientation on its ballistic properties. The study reveals a notable disparity in the mechanical characteristics of nonwoven fabric when subjected to different orientations, with most of the deformation being permanent even at low levels of strain.
83
The fabric was unloaded before it reached its full capacity, save for the 120% stretching along the machine direction as shown in Figure 7. The impact mechanisms observed in the pre-deformed specimens were comparable. However, it was discovered that subjecting the nonwoven fabric to a pre-stretching process along the machine direction, which is the softer direction, by up to 100% resulted in a consistent enhancement of the specific ballistic limit (the minimum velocity required for penetration divided by the fabric’s areal density) as well as the energy dissipated per unit weight. Nominal stress vs. engineering strain curves of the specimens pre-deformed along cross (CD) and machine (MD) directions, (Reused from Ref. 83).
3.2.2. Bonding points in hydroentanglement
Hydroentanglement, or spun lacing, is a mechanical bonding process utilizing high-pressure water jets to entangle fibres in a nonwoven web, resulting in a strong and flexible fabric without adhesives or heat. The water jets penetrate the web, rearranging and intertwining the fibres to establish bonding points via friction and mechanical interlocking. This method maintains fibre properties, yielding soft, drapable, and highly absorbent fabrics. Hydroentanglement is suitable for various fibres, including natural fibres such as cotton and viscose, synthetic fibres like polyester and polypropylene, and biodegradable fibres such as polylactic acid and lyocell. Hydroentangled nonwovens are distinguished by their textile-like softness, excellent drapeability, high absorbency, and conformability, making them particularly suitable for applications such as wipes, medical gowns, and wound dressings. This material is particularly appropriate for applications that demand both softness and strength, including medical textiles, wipes, hygiene products, and technical fabrics. The selection of fibre influences characteristics such as absorbency, strength, and biodegradability, rendering hydroentanglement an adaptable method for customizing nonwoven performance.
Moyo et al.
84
studied the deformation of the boding points in hydroentangled cotton and viscose nonwovens and they observed that the deformation under load was different in the machine and cross directions. In machine direction, fibres slip and reorient, and in cross direction, fibres break and cause localized web damage. The effect of material- and process parameters such as fibre length and specific energy input on properties of hydroentangled nonwoven webs was studied, using carded pre-formed webs produced from polyester/polyethylene 16-segmented pie bicomponent fibres of various lengths, ranging from 2.54 to 15.24 cm.
85
SEM images of hydroentangled fabrics made with 6 denier PET/PE bicomponent fibres are depicted in Figure 8. As fibre length increases, fibres become increasingly entangled and prone to splitting. The third pass reveals significant fibre splitting, regardless of fibre fineness (denier). SEM images of 6-dpf hydroentangled fabrics produced with different fibre lengths, (Reused from Ref. 85 Under CC-BY permission).
Longer fibres led to decreased air permeability, suggesting higher solid volume fraction. Fabrics with higher density offer greater resistance to air flow.
85
Pass 1 fabrics have the lowest solid volume fraction and the highest air permeability (see Figure 9(a)). The burst strength remains consistent regardless of the fibre length, particularly in the range of 5-15 cm. The number of passes seemed to have only a minimal effect on strength (Figure 9(b)). This work concluded that the fibre length did not have a significant impact on the structure or properties of the hydroentangled fabrics.
85
Effect of air permeability (a) and bursting strength (b) of hydroentanglement nonwoven fabrics versus fibre length (i.e., PP 6-dpf hydroentangled fabric), (Reused from Ref. 85 Under CC-BY permission).
Fibre properties significantly influence hydroentangled nonwoven performance. Finer cotton fibres yield lighter fabrics with superior tensile strength, while longer and stronger fibres further enhance strength. 86 Increased basis weight improves tensile strength but weakens correlations with fibre classification parameters. This allows producers to use discounted cotton bales for lightweight or heavyweight applications. Recent innovations combine thermal bonding with needle punching to improve cohesion and restore in-plane tensile strength without compromising z-direction entanglement. 81 This hybrid approach enhances durability and performance in recycled polyester blends, supporting sustainability goals by promoting material reuse while maintaining functional properties for high-performance nonwoven applications.
3.3. Bonding points in chemical bonding
Chemical bonding consolidates nonwoven fabrics through the application of a liquid binder, usually a polymer resin like acrylic, styrene-butadiene, or vinyl acetate, and some of the natural and biobased binders which adhere fibres at their contact points. 87 The binder, upon application, undergoes curing via drying and heating, resulting in either a flexible or rigid network, contingent on the binder type and concentration. This method accommodates various fibres, such as cellulose-based fibres (e.g., viscose, cotton), synthetic fibres (e.g., polyester, polypropylene), and both recycled and natural fibres. Chemical bonding is beneficial for low-melting or heat-sensitive fibres, as it avoids the need for high temperatures or mechanical stress. Modern chemical bonding techniques have significantly improved from a sustainability perspective, with the development of bio-based and formaldehyde-free binders that reduce environmental impact also the generation of microplastics. Chemical bonding facilitates the effective utilization of recycled fibres and cost-efficient natural materials, thereby supporting circular economy objectives. The capacity to generate lightweight, durable, and cost-effective nonwovens with specific functional properties renders it a valuable and progressively sustainable bonding technique. 39
Chemically bonded nonwovens exhibit a wide range of tunable properties depending on the binder type, concentration, and application method. Strength and stiffness can be significantly enhanced with higher binder content, although this often comes at the expense of softness. 39 The softness and drape of the final fabric are strongly influenced by the bonding technique, with spray and foam bonding generally producing softer, more flexible structures than saturation bonding, which tends to yield stiffer, more rigid materials. Absorbency and air permeability are typically reduced due to binder-induced pore blockage, particularly in high binder loadings or area-saturated applications; however, targeted approaches such as print bonding and the use of specialized binders can mitigate these effects. Chemically bonded nonwovens also offer excellent durability, abrasion resistance, and dimensional stability due to strong fibre-to-fibre adhesion. In chemically bonded nonwovens, mechanical properties can be attributed to intrinsic properties of produced web, properties of fibres in the web, cohesion within chemical binder, and adhesion between binder and fibres in system. Several different phenomena have been suggested to influence the extent of adhesion, including mechanical adhesion, wetting model, electrostatic interaction, diffusion, viscoelasticity, chemical interactions, acid-base interactions, differences in surface energies between components, wettability, and cohesion within binder solution. From these phenomena, thermodynamic phenomena including surface energies of materials seem to be the main contributors in adhesion. 88
For effective bonding, both solid and liquid components must have good contact with each other. In case of latex bonding, wettability between solid and liquid components is of great importance. Wettability of solid component by liquid depends on surface energies between solid component and vapor, liquid component with its vapor phase, and solid component with liquid component. Wettability between materials can be determined by measuring the contact angle of liquid droplet on solid surface, in presence of vapor phase of same liquid. Decrease in surface energy between solid and liquid leads to decreasing contact angle, increasing wettability.39,89,90 Wettability also requires energy of adhesion for liquid on solid to be higher or equal compared to energy of cohesion of liquid. 88 Surface energies of materials can be divided into two components, related to van der Waal’s force between molecules: Dispersive component depending on electron density of surface molecules, and polar component depending on hydrogen bonding, induction, and dipole interactions. Ratio between dispersive and polar components further affects the nature of surface energy of different materials, generally leading to increased bond strength between materials with similar ratio of components. 91
Wettability is essential for effective contact formation between consolidated materials; however, surface roughness also contributes to bonding efficiency, as increased friction on rough surfaces enhances mechanical anchoring between the binder and solid materials. The temperature difference between the surface and core of nonwoven fabric during drying may cause binder migration towards the surface, resulting in delamination. Avoidance can be achieved using thickeners or by selecting monomers that facilitate coagulation during the drying process. The use of thickeners, while preventing unwanted migration, also disrupts the impregnation of fabric. The coagulation of the binder during heating is influenced by the temperature and pH sensitivities of the monomers in the polymer, which can be enhanced by modifying the processing conditions. 92 Cohesion denotes the intermolecular forces that facilitate film formation through the attraction of molecules to each other. Adhesion denotes the cohesive forces that maintain the bond between the fibre and the binder polymer. Strong adhesion requires adequate wetting of the fibre by the polymer particles and carriers. This can be accomplished by possessing lower surface energy than fibre. Water, even when heated, retains a higher surface energy than numerous fibres. 39 Fibre surface energy strongly influences binder adhesion in nonwovens. Polypropylene, with low surface energy, requires corona or plasma treatments to improve wettability, while polyester exhibits higher surface energy and cellulose offer porosity for better liquid penetration. Residual chemical finishes or wetting agents on commercial fibres further enhance wetting, modify friction, or control electrostatic properties. Githinji et al. 93 analyzed stress-strain behavior in carded cotton nonwovens bonded with acrylate copolymer latex, attributing initial linearity to free fibre elongation and binder-fibre interface stretching. Non-linear regions indicated permanent deformation from fibre displacement, localized strain, and inadequate bonding, ultimately leading to necking and failure.
3.3.1. Bio-based binders
The nonwoven industry predominantly uses synthetic binders such as acrylics, styrene-butadiene rubber (SBR), and vinyl acetates for their strength, durability, and flexibility. However, these petrochemical-based binders pose serious sustainability challenges.94,95 Their non-biodegradable nature contributes to microplastic pollution and hinders recyclability, conflicting with circular economy principles. Additionally, many conventional binders release formaldehyde, raising environmental and occupational health concerns. Growing regulatory and consumer pressure has accelerated research into bio-based alternatives that minimize ecological impact while maintaining performance. Historically, natural binders like starch, proteins, and natural rubber were replaced by synthetics due to poor durability, but advances in material science have renewed interest in sustainable options. Modern bio-based binders derived from lignin, cellulose derivatives, chitosan, alginate, and polyhydroxyalkanoates offer biodegradability, reduced toxicity, and potential carbon neutrality. 96 Nanocellulose is derived from renewable cellulosic materials and can be found in various forms, including nanofibrillated cellulose (NFC), nanocrystalline cellulose (CNC) [23], and bacterial cellulose (BC).97–99 Some exhibit intrinsic functionalities such as antimicrobial properties, further reducing chemical treatments. Hybrid systems combining bio-based and minimal synthetic components are emerging as practical solutions.
4. Combined influence of bonding points and fibre orientation
The strategic tailoring of bonding points and fibre orientation enables nonwoven fabrics to meet the diverse and often demanding requirements of various end-use applications (see Figure 10). In hygiene products such as diapers, wipes, sanitary napkins, a combination of point thermal bonding or spun lacing with random or low MD-oriented fibres ensures softness, breathability, and efficient liquid management. Multi-layered structures integrate different bonding and orientation strategies to balance comfort and barrier performance. For geotextiles and construction materials, needle punching dominates due to its ability to create robust, entangled structures with high tears and puncture resistance. Random or semi-random fibre orientation further enhances durability under multidirectional stress. In medical and healthcare products, such as gowns and masks, SMS (spunbond-meltblown-spunbond) structures are common. Here, meltblown layers with randomly oriented fine fibres provide filtration, while spunbond layers offer strength through discrete thermal bonds. Filtration media prioritize high porosity and tortuous flow paths, achieved through minimal bonding and random fibre orientation, to maximize filtration efficiency and dirt-holding capacity while minimizing pressure drop. Lastly, automotive interiors benefit from thermally bonded or needle punch structures, often incorporating bicomponent fibres for moldability and acoustic insulation. Fibre orientation is tailored to the component’s function random for uniform stretch in headliners, or MD-oriented for tear resistance in carpet substrates. Across all these sectors, the interplay between bonding architecture and fibre alignment is meticulously engineered to deliver targeted performance outcomes. The scientific community is investigating the relationship between bonding points and fibre orientation in nonwoven fabrics to develop materials with enhanced properties for various applications. Recent studies utilize advanced characterization techniques and computational modeling to enhance understanding of microstructural influences on macroscopic performance.
100
Requirements, bonding method, distribution of bonding points, fibre orientation and performance of nonwoven fabric for different applications.
The intrinsic material properties of nonwoven fabrics are a direct consequence of the sophisticated interplay between bonding points and fibre orientation. From the discrete fusion points of thermal bonding to the intricate entanglements of spunlacing, and from the precise alignment of fibres in spunbonding to the random isotropy of airlaid webs, each choice fundamentally alters the fabric’s mechanical strength, softness, barrier efficacy, and thermal performance. Understanding this complex relationship allows for the precise engineering of nonwoven structures to meet the stringent demands of diverse applications, from the delicate feel required in hygiene products to the robust performance expected from geotextiles. As nonwoven technology continues to advance, the ability to fine-tune these fundamental parameters will remain at the forefront of innovation, leading to materials with increasingly specialized and high-performance characteristics.
4.1. Tailored anisotropy in thermally bonded spunbond nonwovens for geotextiles
Traditional spunbond nonwoven fabrics exhibit inherent MD anisotropy due to fibre alignment during the extrusion and laydown processes. 101 However, the study focused on precisely controlling this anisotropy or even engineering specific biaxial mechanical properties to meet the demands of geotextile applications, where load conditions are often complex and multidirectional. 102 Studies have explored the interrelationship between fibre orientation angle, fabric strain behavior, and initial loading conditions in thermally bonded nonwovens. 11 By integrating image acquisition techniques to quantify the fibre orientation distribution function (ODF) and employing finite element analysis (FEA), researchers can predict stress distribution patterns and failure mechanisms under varied strain conditions. 103 Bonding points play a critical role in these fabrics, with thermal bonding parameters such as temperature and pressure directly influencing the size, shape, and strength of discrete bond sites. For instance, the use of bicomponent fibres where one polymer component melts to form the bond while the other maintains structural integrity allows for localized bonding without compromising the entire fibre network. 104 Higher bonding temperatures have been shown to increase bond stiffness, but if not carefully controlled, it may induce embrittlement by reducing fibre mobility and increasing susceptibility to fibre pull-out failure. Fibre orientation remains a key structural variable, with the degree of initial MD alignment influenced by spinneret configuration and drawing speed during web formation. Studies also investigate post-processing strategies, such as controlled stretching or cross-lapping of spunbond layers, to alter the ODF and thereby enhance mechanical performance in specific directions.14,105 This control enables the tailoring of anisotropy to produce nonwovens with improved resistance to loading in both MD and CD. Perhaps, optimizing bonding conditions to achieve targeted bond stiffness and combining this with controlled fibre orientation strategies, it is possible to significantly influence the biaxial tensile behavior of thermally bonded nonwovens. For example, a spun bond geotextiles with a specific degree of MD orientation, combined with optimized point bonding and post-fabrication strain management, exhibits superior resistance to complex loading scenarios such as localized ground subsidence. 106 This performance surpasses that of randomly oriented, loosely bonded nonwovens, confirming the advantage of structurally tailored anisotropy for demanding geotechnical environments.107,108
4.2. Smart nonwovens with functionalized bonding points and aligned fibres
Beyond conventional mechanical and barrier functionalities, nonwoven materials are increasingly being engineered to exhibit responsiveness to external stimuli, thereby evolving into “smart” or “functional” materials. 109 This transformation is typically achieved through the incorporation of functional additives or fibres and the deliberate design of specific bonding interactions. Emerging research in this domain focuses on the development of nonwovens for applications such as sensors, actuators, and smart textiles, often involving the integration of conductive fibres, phase change materials (PCMs), or piezoelectric elements.110–115 A central challenge lies in establishing bonding points that preserve the functionality of these active components while ensuring structural characteristics. For example, in conductive nonwovens, bonding strategies must support the formation of continuous electrical pathways. 116 This may involve the use of conductive binders such as those based on graphene or silver nanowires at fibre junctions, or the localized sintering of conductive polymer fibres to enhance electrical connectivity between aligned fibres. 117 Fibre orientation is equally critical; in applications like flexible heaters or pressure sensors, aligned conductive fibres are essential for establishing directional conductivity, whereas in strain sensors, the precise alignment of piezoelectric fibres within a flexible matrix is necessary to transduce mechanical deformation into electrical signals. 118 A recent study exemplifies this approach by demonstrating a thermally bonded nonwoven incorporating carbon nanotubes (CNTs) or silver nanowires (AgNWs), either embedded within the fibres or applied as surface coatings.119,120 By controlling the alignment of these CNT/AgNW-loaded fibres using techniques such as electrospinning or wet-laying followed by mechanical stretching and applying selective thermal bonding at targeted sites to maintain electrical continuity, researchers have developed a flexible, highly conductive nonwoven.121,122 This material is well-suited for integration into wearable electronics or heating devices, where its directional conductivity and mechanical flexibility result from the synergistic optimization of fibre orientation and conductive bonding architecture.
4.3. Bio-based and biodegradable nonwovens
With growing environmental concerns, the development of nonwoven fabrics from sustainable and biodegradable materials has become a critical area of research. The central challenge lies in engineering materials that exhibit desirable performance characteristics during use while ensuring controlled degradation post-disposal. Current studies focus on natural fibres such as cellulose and polylactic acid (PLA), polybutylene succinate (PBS), Biobased Polyethylene alongside innovative bonding agents derived from renewable resources. 38 A key area of investigation involves bio-based binders such as starch- and lignin-based systems123,124 and the optimization of thermal bonding conditions for biodegradable polymers like PLA. These efforts aim to achieve sufficient bond strength for functional applications while enabling efficient breakdown in composting environments. Researchers are examining the hydrolytic stability of bond interfaces and their influence on the overall degradation kinetics. 125
Fibre orientation also plays a pivotal role in tailoring nonwoven properties for specific applications. For instance, randomly oriented fibres may be preferred in agricultural mulches or short-life hygiene products to ensure uniform coverage and absorbency. 126 Conversely, biodegradable geotextiles may require controlled machine direction or cross direction to provide temporary mechanical strength prior to degradation. 126 A representative study might explore a nonwoven fabric composed of wood pulp fibres, airlaid for random orientation, and bonded using a novel enzymatically degradable binder. 10 This research would assess how binder concentration and spatial distribution affect initial tensile strength and absorbency, and critically, how these parameters govern the rate and mechanism of biodegradation under varying environmental conditions. 127 The study would further link these outcomes to the fibre network’s fragmentation behavior. These examples underscore a shift in nonwoven research from basic material characterization to the sophisticated engineering of microstructures. By precisely manipulating bonding point chemistry and fibre alignment, scientists are unlocking new performance capabilities for nonwovens across domains such as advanced filtration, smart textiles, and sustainable product design. Computational modeling and advanced imaging techniques are increasingly integral to this process, enabling predictive design and optimization of biodegradable nonwoven systems.
5. Challenges and future directions
Current bonding and fibre orientation techniques in nonwoven manufacturing, while offering significant versatility, are constrained by several technical and environmental limitations that continue to challenge researchers and industry practitioners. These limitations often involve trade-offs between mechanical performance, processing efficiency, and sustainability. Thermal bonding, for instance, presents notable compromises. Achieving high tensile strength frequently results in diminished softness, drape, and breathability. Excessive bonding can create rigid, board-like regions with reduced porosity due to fibre fusion, adversely affecting comfort and fluid transport. Moreover, thermal bonding necessitates the inclusion of thermoplastic fibres, restricting the use of 100% natural fibre webs unless blended with low-melt binders. The process also suffers from a narrow thermal processing window, particularly for single-component fibres temperatures that are too low and yield weak bonds, while excessive heat can stiffen or degrade the web, leading to non-uniform bonding, especially in thicker structures. Additionally, thermal bonding can reduce absorbency by obstructing capillary pathways and is energy-intensive due to the heating and cooling cycles involved. Energy expenditures vary significantly across nonwoven manufacturing processes. Thermal bonding typically requires high heat, leading to greater energy consumption, whereas spunlacing relies on high-pressure water jets, which can be more energy-efficient but water-intensive. Comparing these processes is essential for optimizing production costs and reducing environmental impact in sustainable textile manufacturing.
Chemical bonding using binders introduces its own set of challenges. Environmental and health concerns arise from the emission of volatile organic compounds (VOCs) during curing and the potential non-biodegradability of the final product. 128 High binder concentrations, while enhancing strength, can occlude pores, significantly reducing breathability, air permeability, and absorbency, often resulting in a plasticky or stiff hand feel. Binder migration during drying can cause non-uniform bonding, leading to localized stiffness or weak zones. Furthermore, the drying and curing steps increase energy consumption and processing time, and effective bonding requires chemical compatibility between the binder and fibre surfaces. Mechanical bonding methods such as needle punching and spun lacing (hydroentangling) also exhibit limitations. Needle punching can compromise surface aesthetics due to visible needle marks and may cause fibre damage or linting. It is less suitable for producing fine or delicate nonwovens, typically resulting in bulkier fabrics. Spun lacing, while capable of producing soft and strong fabrics, is resource-intensive, requiring substantial water and energy for high-pressure jets and subsequent drying. Although water is often recycled, the process remains environmentally demanding. Achieving uniform fibre entanglement, especially with fine or mixed fibres, is technically challenging and can lead to variability in fabric properties. Additionally, jet marks may appear on the surface, affecting visual quality, and the method is less effective for producing stiff nonwovens. 129 Collectively, these challenges underscore the need for continued innovation in bonding and orientation strategies to balance performance, aesthetics, processability, and environmental impact in next-generation nonwoven materials.
Challenges in fibre orientation techniques significantly impact the design and manufacturing of nonwoven materials, especially regarding the need for precise control over anisotropy and structural uniformity. Consistent and well-defined fibre orientation across the entire web is challenging due to inherent process control issues. Techniques such as carding, which favors machine direction alignment, and cross-lapping, which approximates isotropy, are commonly employed. However, they are vulnerable to fluctuations from variables such as air turbulence in air-laid systems or mechanical inconsistencies in carding machinery. Many high-speed processes inherently induce an MD bias. Overcoming this to achieve true isotropy or controlled CD properties often requires complex multi-layering strategies or specialized equipment, increasing both cost and operational complexity. The challenges are exacerbated by the difficulty in accurately measuring and predicting three-dimensional fibre orientation within dense, overlapping fibre networks, where existing imaging and segmentation techniques exhibit considerable limitations. A significant challenge involves customizing localized fibre orientation. Most current technologies provide only global control of fibre alignment, generally across the entire width of the web. Advanced applications, such as nonwovens that require enhanced strength at specific stress points, necessitate localized or graded orientation within a single layer. The current mass production methods lack the capability to achieve such spatial precision. Moreover, processes such as air-laying may result in fibre shortening or damage, which diminishes the effective aspect ratio and compromises the advantages of the intended orientation.
The preservation of fibre orientation during the bonding phase adds complexity. Bonding methods like thermal calendaring or hydroentangling can modify the initial fibre alignment due to the application of pressure or turbulent forces, respectively. This reorientation undermines the precise control of final material properties. Differential thermal shrinkage between fibres or binder components during bonding can induce internal stresses, resulting in unintended fibre movement and adversely affecting dimensional stability and mechanical performance. The identified limitations highlight the necessity for enhanced process control, innovative orientation strategies, and superior characterization tools to facilitate the development of high-performance, application-specific nonwoven materials.
The advancement of high-performance, sustainable nonwovens faces significant constraints due to the intricate interactions of bonding limitations and fibre orientation, especially at the microstructural level. A significant challenge exists in attaining precise control of fibre-to-fibre and fibre-to-binder interfaces. Despite optimized bonding and orientation strategies, weak interfacial interactions may result in premature mechanical failure. Improving these interactions while maintaining macroscopic properties like softness and breathability is a key area of research. Moreover, the integration of various functionalities, including mechanical strength, barrier properties, conductivity, and biodegradability, frequently results in conflicting requirements. Rigid bonding can increase strength while decreasing flexibility, a critical factor for wearable or responsive applications. The pursuit of sustainability introduces complexity, as bio-based and biodegradable materials frequently demonstrate lower processability, strength, or thermal stability than conventional synthetics, complicating the attainment of high performance with entirely sustainable inputs. Moreover, several advanced bonding and orientation techniques, including electrospinning for accurate fibre alignment, remain neither cost-effective nor scalable for industrial production.
Addressing these limitations necessitates the creation of innovative fibre chemistries, hybrid bonding techniques, sophisticated process control systems, and multiscale computational modeling to forecast and enhance the interactions between microstructural characteristics and macroscopic performance. Recent technological advances have enhanced the capacity to customize nonwoven properties. Sub-micron and nanofibre production through electrospinning, melt blowing, and centrifugal spinning has facilitated the development of high-surface-area webs with fine pore structures, thereby improving filtration and barrier performance. Precision laydown techniques and three-dimensional fibre architecture are being investigated to enhance uniformity and mechanical interlocking. Hybrid bonding methods, including the combination of spun lacing with thermal or chemical bonding, provide synergistic enhancements in properties. Ultrasonic bonding enables localized, energy-efficient adhesion without the need for external heat. Functionalized binders offer advanced features, including conductivity, antimicrobial properties, and responsiveness to stimuli. Green bonding approaches are gaining traction, emphasizing bio-based, biodegradable, or recyclable binders.
Advanced characterization and modeling tools are essential to this evolution. µ-CT and confocal microscopy facilitate non-destructive three-dimensional visualization of internal fibre networks and bonding points. Image analysis and machine learning algorithms enable accurate quantification of fibre orientation, bond area, and pore size distribution. Computational modeling, encompassing finite element analysis (FEA) and molecular dynamics, is increasingly utilized to simulate mechanical behavior at the fibre level, predict stress distribution at bond points, and optimize designs without extensive prototyping.
These advancements present transformative opportunities. Future nonwovens may possess multifunctional capabilities, including filtering, sensing, heating, healing, and drug delivery, through the integration of functional fibres and intelligent bonding. Customized anisotropy can facilitate materials with specific directional properties tailored for complex loading conditions. The vision of sustainable and circular nonwovens that are fully bio-based, biodegradable, and high-performing is increasingly achievable. Smart manufacturing, utilizing AI and IoT, offers real-time quality control and adaptive process optimization. Bio-integrated nonwovens are emerging for applications in wound care, tissue engineering, and drug delivery.
To fully exploit these opportunities, several critical research areas require attention. Multiscale modeling and experimental validation of interfacial mechanics are crucial. Comprehending the translation of nanoscale interactions at bond points to macroscale properties necessitates integrated modeling approaches and advanced experimental techniques, including in-situ AFM, nanoindentation, and X-ray tomography. Secondly, it is essential to develop precise control and monitoring of 3D fibre orientation and bond distribution. This encompasses innovative web formation technologies utilizing electric or magnetic fields, AI-based bonding systems, and sophisticated imaging for real-time, non-invasive monitoring. Third, the functionalization of bond points and fibre interfaces is essential for the integration of active functionalities. Investigating smart binders, self-healing chemistries, and bio-inspired adhesion mechanisms may facilitate the transition of nonwovens from passive to responsive systems. Sustainable bonding and degradation kinetics require further investigation. Examining the molecular degradation of bio-based binders and creating on-demand degradation technologies are essential for facilitating environmentally responsible end-of-life scenarios. Addressing these challenges will enable the nonwoven sector to achieve significant material customization, resulting in intelligent, efficient, and sustainable solutions for various advanced applications. As illustrated in Figure 11, which summarizes the limitations, recent advances, future opportunities, and key research areas in the nonwoven industry. The various limitations, current advances, future opportunities and key research areas for the nonwoven industry.
6. Conclusion
The properties and performance of nonwoven fabrics are strongly influenced by microstructural parameters such as bonding point distributions and fibre orientation. In conclusion, the evolution of nonwoven materials is fundamentally intertwined with the ability to control and optimize microstructural parameters such as fibre orientation and bonding distributions. These factors strongly influence mechanical, flexibility, permeability, and durability, making them critical for applications in healthcare, automotive, construction, and consumer goods. This review provides an in-depth discussion of these aspects. Despite significant advances in processing, characterization, and modeling, persistent challenges remain particularly the need for localized control of fibre orientation, robust and sustainable bonding methods, and the integration of multifunctional properties without compromising processability or scalability. Recent technological progress, such as the use of nanofibres, hybrid bonding, and smart manufacturing, has opened new avenues for property customization and sustainable design. However, fully realizing the potential of high-performance, application-specific, and environmentally responsible nonwovens will require ongoing interdisciplinary research, particularly in advanced process control, interface engineering, and lifecycle management. Addressing these research priorities will enable the next generation of nonwovens to deliver intelligent, adaptive, and sustainable solutions, supporting innovation across existing and emerging application domains.
Supplemental material
Supplemental material - Effect of microstructure on properties and applications of nonwoven fabrics
Supplemental material for Effect of microstructure on properties and applications of nonwoven fabrics by Aravin Prince Periyasamy, Simo Hannula, Taina Kamppuri in Journal of Industrial Textiles.
Footnotes
Acknowledgement
We extend our gratitude to our colleagues for the thoughtful discussions during coffee breaks. Appreciation is also extended to our earlier projects related to nonwovens including “Future of Nonwoven”, “BioProt”, Sustafit and “Piloting alternatives for plastics” insights and knowledge that significantly aided in the writing of this paper.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This publication was produced as part of the Energy First project, co-funded by the European Union’s Regional and Structural Policy Programme (ERDF) under the ‘Renewing and Skilled Finland 2021–2027’ initiative. Co-funded by the European Union. The views and opinions expressed are solely those of the authors and do not necessarily reflect those of the European Union or the granting of authority.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Declaration of generative AI and AI-assisted technologies in the writing process
During the preparation of this work the author(s) used Microsoft CoPilot to check grammar and spelling in select sections of the document. After using this tool/service, the author(s) reviewed and edited the content as needed and took full responsibility for the content of the publication.
Supplemental material
Supplemental material for this article is available online.