
Abstract
Auxetic fibrous structures represent an innovative class of metamaterials that exhibit a negative Poisson’s ratio, meaning they expand laterally when stretched and contract when compressed. This counterintuitive behaviour, which sets them apart from conventional materials, is achieved through various strategies, of which the use of specially developed auxetic yarns, unique patterns associated with common auxetic geometries, and specific material arrangements can be highlighted. The study of auxetic fibrous structures span a range of applications due to their enhanced mechanical properties, such as increased energy absorption, improved fracture resistance, and superior indentation resistance. This review examines the path of creation of auxetic fibrous structures, from auxetic yarns to knitted and woven designs, as well as reinforced fibrous structures, emphasizing the mechanical principles that drive their auxetic behaviour. Additionally, it explores the potential applications of these structures with special focus on protective garments. By summarizing recent progress and identifying significant challenges and trends, this review aims to provide a detailed understanding of the principles governing the auxetic behaviour of diverse fibrous structures and their relevance to protective apparel.
Keywords
Introduction
Mechanical metastructures are a range of materials with counterintuitive behaviour associated with various mechanical parameters. Although there isn’t a scientific defined classification, Yu et al. proposed one according to the basic mechanical elastic constants of materials, Young’s modulus (E), shear modulus (G), bulk modulus (K) and Poisson’s ratio (
Poisson’s ratio is, undoubtfully, the most extensively researched mechanical parameter when metamaterials are referred, particularly when studying fibrous structures. This can be due to the relative ease of reproducing these structures using conventional textile-related techniques such as knitting and weaving. Auxetic materials have emerged as a fascinating class of materials that exhibit unique mechanical properties owed to their negative Poisson’s ratio. These materials can expand upon being loaded, contrary to the conventional behaviour expected from materials subjected to tension. This unconventional property has led to the development of auxetic fibrous structures, such as fibrous polymers, yarns, fabrics, and fibre-reinforced composites, which have garnered significant attention due to their potential applications in various fields, including aerospace, automotive engineering, biomedical engineering, personal protection garments, and others.4,5
Protective apparel is a category of high-performance textiles and one of the fastest growing segments of technical textiles. 6 They are primarily designed for their functional or performance properties created to shield the wearer from harmful environmental factors that could lead to injuries or even fatalities. 7 Protective garments can have many purposes such as thermal protection, chemical, biological and radiological protection, mechanical protection, and others. Overlapping the concepts of protective apparel and auxetic materials, mechanical properties are key elements present in both, allowing the integration of auxetic principles to enhance the overall performance of protective garments. Typical protective gear uses high-performance materials designed to offer impact resistance, flexibility, and durability. Among these materials are aramids, given their high tensile strength and heat resistance, making them ideal for bulletproof vests and firefighter suits. Ultra-high molecular weight polyethylene (UHMWPE) fibres are also widely used due to their exceptional strength-to-weight ratio and resistance to cuts and abrasions, making them suitable for body armour and cut-resistant gloves. In addition, impact-absorbing foams and elastomers, such as those developed by D3O, provide shock absorption in sportswear, motorcycle gear, and military protection. While these materials offer excellent protection, they often have limitations such as stiffness, lack of breathability, or reduced flexibility. Auxetic fabrics, with their ability to expand under tension and provide superior energy absorption, have the potential to overcome these drawbacks. Also, protective apparel must be compliant with industry standards such as ASTM, ISO, and EN, which define requirements for impact resistance, durability, and comfort. Ongoing research aims to create auxetic fibrous structures that meet these standards, enabling their wider application in commercial protective clothing.
The purpose of this review was to elaborate on three key topics: to elucidate the concept of auxeticity, to present the advancements achieved in auxetic fibrous structures, and to emphasize their applicability in protective apparel. First, the auxetic behaviour is explained, in line with the associated geometries and properties. Also, a straightforward look at auxetic fibrous structures will take place, tracing their development from the early days to the current state delving into the fundamental principles that control their behaviour, the challenges encountered during fabrication, and the innovative techniques employed to overcome these challenges such as the use of specific yarn configurations, weave and knit patterns, and others. For example, Sun et al. 8 proposed an auxetic knit based on a specific geometry for personal protection applications and achieved great mechanical properties when compared to the non-auxetic knit same as reported by Ali et al. who developed an auxetic woven fabric for application on protective textiles. 9 Various fibrous structures have already exhibited remarkable results in the realm of auxetic textiles and hold great potential. Writing this review resorted to the information contained in records of articles available on the Scopus platform, selected based on specific keywords: a fixed term (“auxetic”) and variable terms such as “fibre”/“fiber,” “yarn,” “fabric,” “nonwoven,” “braided,” “woven,” “knitted,” and “fibrous composite.” The selected papers were then categorized according to their scope and aligned with the structure of this review excluding those focused solely on laminated composites, 3D printed materials, or purely simulation-based studies.
With ongoing research and innovation, these advanced materials are expected to revolutionize various industries, with the protective apparel sector serving as a prime example, offering novel solutions and significantly enhancing performance in unprecedented ways.
Auxetic materials
Definition
Auxetic materials display a counterintuitive behaviour where, unlike most materials that contract in the transverse direction when stretched longitudinally, they expand in the perpendicular direction (Figure 1).
10
This unique behaviour is attributed to their negative Poisson’s ratio (NPR). Poisson’s ratio describes the relative change in the natural dimension of an object when a load is applied in a direction. In other words, is defined as the ratio between the strain in the transverse direction ( Typical behaviour of non-auxetic and auxetic materials.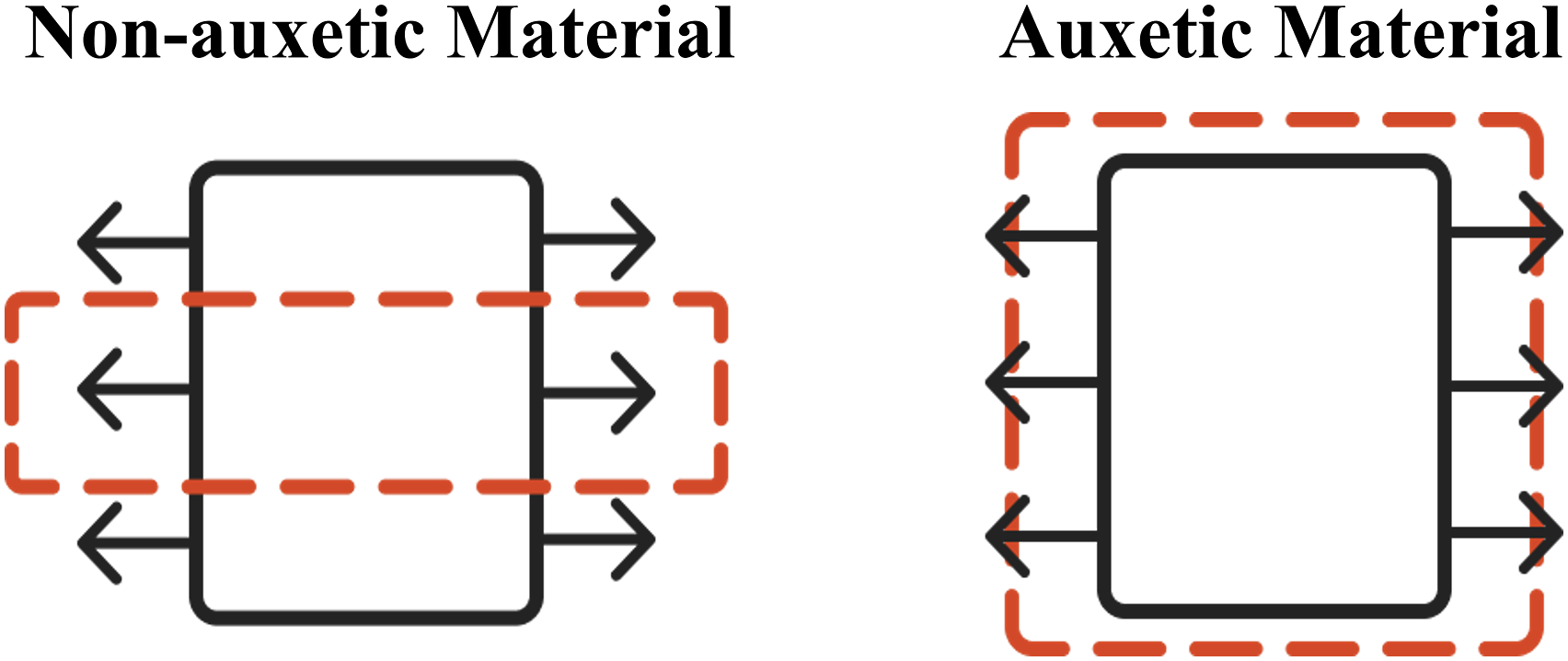

Auxetic materials can be classified in two groups based on the origin: (1) Natural auxetic material, including both inorganic compounds such as zeolites,11–13 ceramics, pyrolytic graphite, silicates,14,15 etc., and organic elements like human skin,
16
cow teat skin,
17
cat skin,16,17 salamander skin,16,17 and human cancellous bone
16
; (2) Man-made auxetic material, such as polyurethane (PU) foams,18–20 polytetrafluoroethylene (PTFE), polypropylene (PP), Ultra-high molecular weight polyethylene (UHMWPE)21,22 etc., auxetic yarns, fabrics, composites and others.
Besides the concept of auxetic materials, a novel category has been introduced: semi-auxetic materials. 23 This concept refers to materials that exhibit a negative Poisson’s ratio under specific conditions, such as certain stress ranges or deformation modes. When exhibiting auxetic behaviour, they demonstrate the distinctive properties associated with auxetic materials; conversely, under conventional behaviour, the structures retain the typical mechanical responses of standard materials.
Geometries and mechanisms
The auxetic mechanism is intricately linked to the specific geometry or structure of materials, exerting a substantial influence on their expansion and compression behaviours. A comprehensive understanding of the main auxetic geometries and their corresponding behaviours during both initial and semi-expanded stages is exposed in Figure 2. Different auxetic geometries at initial stage and at semi-expanded state (a) re-entrant hexagonal; (b) re-entrant arrowhead; (c) re-entrant star; (d) hexachiral; (e) rotating square; (f) foldable.
The re-entrant geometry was the first discovered auxetic geometry and the NPR effect in these structures is achieved mainly by the realignment of cell ribs. Inserted in this category of re-entrant structures we can find three geometries, hexagonal, arrowhead and star. The hexagonal re-entrant structure (Figure 2(a)) was firstly introduced by Masters and Evans in 1996. These authors comprised the auxetic re-entrant mechanism in three steps, bending, compressing, and collapsing of the cell wall. 24 In this geometry, when a tensile load is applied in the axial direction the rotation of the diagonal ribs occurs in the opposite direction leading to the structure expansion thus the auxetic effect. 25 Later, in 1997, Larsen et al. proposed the arrow-head re-entrant geometry (Figure 2 (b)) through computational design. 26 In this geometry, when a tensile load is applied to the structure, it is transferred to the neutral sides and allows the expansion and vice-versa. In the same year, the star-shaped geometry (Figure 2(c)) was proposed by Theocaris et al. 27 Similarly to the previous geometries, when a tensile load is applied to the structure, the vertices of the unit cell unfold causing the unit cell to expand simultaneously and in multiple directions. Another approach of characterizing the re-entrant geometries can be according to the order (n), that is the number of cells which are responsible for the cell deformation. That is, re-entrant geometries can have rotational symmetries of order 2, 3, 4 and 6. 28
Based on these main geometries, other studies have been carried with the purpose of discovering new geometries and achieving an increased auxetic effect. A recent and outstanding study carried by Wang et al. in 2019 consists of a combination of the honeycomb and the star-shaped re-entrant geometries. This novel geometry exhibits better mechanical properties compared to the based geometries. 29
Another geometry commonly referred is the chiral auxetic structures’ (Figure 2(d)) in which the basic unit is comprised of a central node with tangential ligaments arranged in a pattern which allows them a rotational symmetry. Chiral geometries are also usually identified by the absence of a line of symmetry. This concept was first introduced by Prall and Lakes in 1997. 30 This basic unit can create chiral (right-handed), and antichiral (left-handed) structures based on the rotational direction. Similarly to the re-entrant structures, chiral structures can also be identified according to the order number (n), that is, the number of ligaments attached to the central node, being n = 3, 4 or 6 (trichirals, tetrachirals and hexachirals).28,31 Although the base chiral geometry is limited to five different types according to order number and the rotation direction, 31 other chiral systems have already been reported (hierarchical hexachiral and mixed chiral systems32–34). Under mechanical loading, the central nodes rotate in a certain direction and pulls or pushes the neighbour circular units leading to the folding or unfolding of the ligaments, thus creating an expansion or contraction of the structure in all directions. 31 A novel approach of chiral geometries is the metachiral structure, proposed by Grima et al. in 2008, which is a chiral system with rectangles as the central nodes. 35
Rotating structures (Figure 2(e)) are constructed using rigid and semi-rigid rotation models, where these distinct units are connected at specific vertices. These vertices, in turn, can be interconnected either through hinges or springs, allowing the flexibility and movement within the structure. The idealised system of rotating squares, which is isotropic, exhibits a constant NPR of −1 regardless of the direction of loading and the length ratio. These geometries were first introduced by Grima and Evans in 2000 with the rotating squares respective variations. 36 Under mechanical loading, the polygons rotate at its vertices, clockwise or counterclockwise, opposite to their neighbour unit. Given that the units are rigid, their local rotation causes movement leading to expansion in all directions. 31 Various variations of these geometries have already been reported such as the rotating rhombi, rotating parallelograms, triangles, and tetrahedral, each one with increased complexity and with its own auxetic underlying mechanism.28,31,36
Another auxetic geometry commonly used is the foldable (or folded) structure (Figure 2(f)). These structures are based on the “origami” concept. One example of an origami structure used for auxetic purposes is the Miura-origami pattern that has a foldable 2D shell structure.28,31 When foldable structures are subjected to extension in one direction, their dimensions in the other direction increase due to the existence folded abrupt convexities. 28 Because of this principle, many studies using textile structures with this geometry have been reported.
Various auxetic geometries remain largely unexplored within the realm of auxetic fibrous structures, including the nodule and fibril structure, the angle-ply laminated structure, the interlocking hexagon model, and several others given the complexities involved, including potential impossibilities in reproducing these geometries within textile structures.25,28
Properties
Auxetic materials have impressive characteristics and performance hardly observed in natural materials derived from the negative Poisson’s ratio. These characteristics are25,28: • Lower Young’s modulus than the conventional materials when subjected to loading, either stretching or compression; • Enhanced indentation resistance, which is when an object impacts this structure, the material will tend to “move into” the impacting point, unlike most conventional materials.
4
When an auxetic material goes through an impact, local contraction occurs, and the material accumulates under the indenter creating a higher density; • Greater resistance to shear deformation as the Poisson’s ratio is inversely proportional to the shear modulus and therefore shear resistance (higher shear modulus). This is due to the relation between Young’s modulus (E), the shear modulus (G), the bulk modulus (K) and the Poisson’s ratio (v) given by two distinct formulas (equations (2) and (3)) which can be interrelated into equation (4): • Enhanced fracture toughness leads to increased durability and resistance against damage and increases with a higher NPR. Additionally, research demonstrates that auxetic composites exhibit greater toughness compared to traditional composites; • Enhanced impact energy absorption, as auxetic materials have the capacity to absorb and dissipate energy more efficiently than conventional materials; • Improved acoustic/sound absorption properties namely on auxetic porous structures as they have a unique microstructure which resists the propagation of sound waves18,20; • Unusual synclastic curvature, that is, when an auxetic material is bended, it shows the same curvature in both directions unlike conventional materials25,28,31,37; • Variable permeability that is, when a tensile load is applied to a porous auxetic structure, the structure expands and opens and, consequently, its pores change diameter which is excellent when a variable permeability is intended. This property is present in all auxetic structures.25,31,37–39



Auxetic fibrous structures
One of the main properties of auxetic materials is their greater mechanical performance, which, in what concerns protective garments, translates into enhanced impact resistance, better energy absorption, and improved flexibility, making them ideal for use in applications requiring both durability and comfort. This property is particularly advantageous in the context of protective clothing, where enhanced energy absorption contributes to improved impact resistance and user safety, especially in applications requiring both protection and flexibility. Consequently, the integration of fibrous structures with a negative Poisson’s ratio has been the subject of extensive research.
Fibrous materials can be rearranged to become auxetic materials and structures. This is because of the structures’ high variability, adaptability, and light weight. As presented in Figure 3, auxetic fibrous structures can be built by multiple auxetic elements, of which fibres, yarns, fabrics and composites as it will be explained in this review. Classification of auxetic fibrous structures.
Auxetic fibres and yarns
Auxetic fibres and yarns are different concepts: auxetic fibres comprise the fibre’s synthesis from an engineered auxetic polymer while auxetic yarn formation involves the combination of different conventional materials, whether in filament or spun yarn form. When comparing these two concepts, it becomes clear that auxetic yarns are more suitable for large-scale manufacturing, as they rely on adapted twisting techniques that use a specific combination of conventional yarns with defined mechanical properties. Auxetic fibres, on the other hand, require highly specialised methods – such as conventional or modified melt-spinning – to produce polymers that exhibit an intrinsic negative Poisson’s ratio at the molecular level. Moreover, the production of auxetic fibres demands extremely precise process control, as the polymers involved are often highly sensitive to variations in processing conditions. Even minor deviations can alter the microstructure and compromise the auxetic behaviour. In addition, the lack of effective in-line methods to monitor Poisson’s ratio during manufacturing presents further challenges for quality control, making consistency and reproducibility more difficult to achieve at an industrial scale.
Auxetic fibres
Auxetic fibres are produced using engineered auxetic polymers, namely polytetrafluoroethylene (PTFE), polypropylene (PP) and polyethylene (PE). Expanded PTFE was the first auxetic fibre introduced by Caddock and Evans 40 with an impressive NPR of −12 due to its anisotropic microstructure which expands and rotates under applied stress. Alderson et al., later, were responsible for the development of ultra-high molecular weight polyethylene (UHMWPE) and Polypropylene (PP) auxetic fibres. The group, initially, developed a UHMWPE auxetic fibre with a Poisson’s ratio of −4 41 and, later, a PP auxetic fibre (from PP powder 42 ) with a NPR of −0.60 43 both through an adapted laboratory scale continuous melt-spinning process . The authors studied the mechanical properties of these fibres and found that auxetic PP fibres were able to hold double the load and required triple energy to pull out the auxetic fibre when compared to conventional PP fibres. 44 The same group was also responsible for the development of an auxetic PE fibre with lower auxeticity (NPR of −0.32). 45 Based on the previous work, in 2016, Alderson et al. achieved the production of PP fibres at a large scale with an even greater auxetic performance with a NPR of −0.86 up to 5% strain. 46 This novel technique allowed the development of new auxetic fibres, for instance, Ravirala et al. studied the production of auxetic polyester and polyamide fibres and achieved impressive NPR values of −0.72 and −0.15 to −0.25, respectively. 47 Even though this concept is not yet fully developed and validated, the development of large-scale manufacturing processes of auxetic fibres offers a promising avenue for innovation in various fields, including textiles, composites, and biomedical applications.
Auxetic yarns
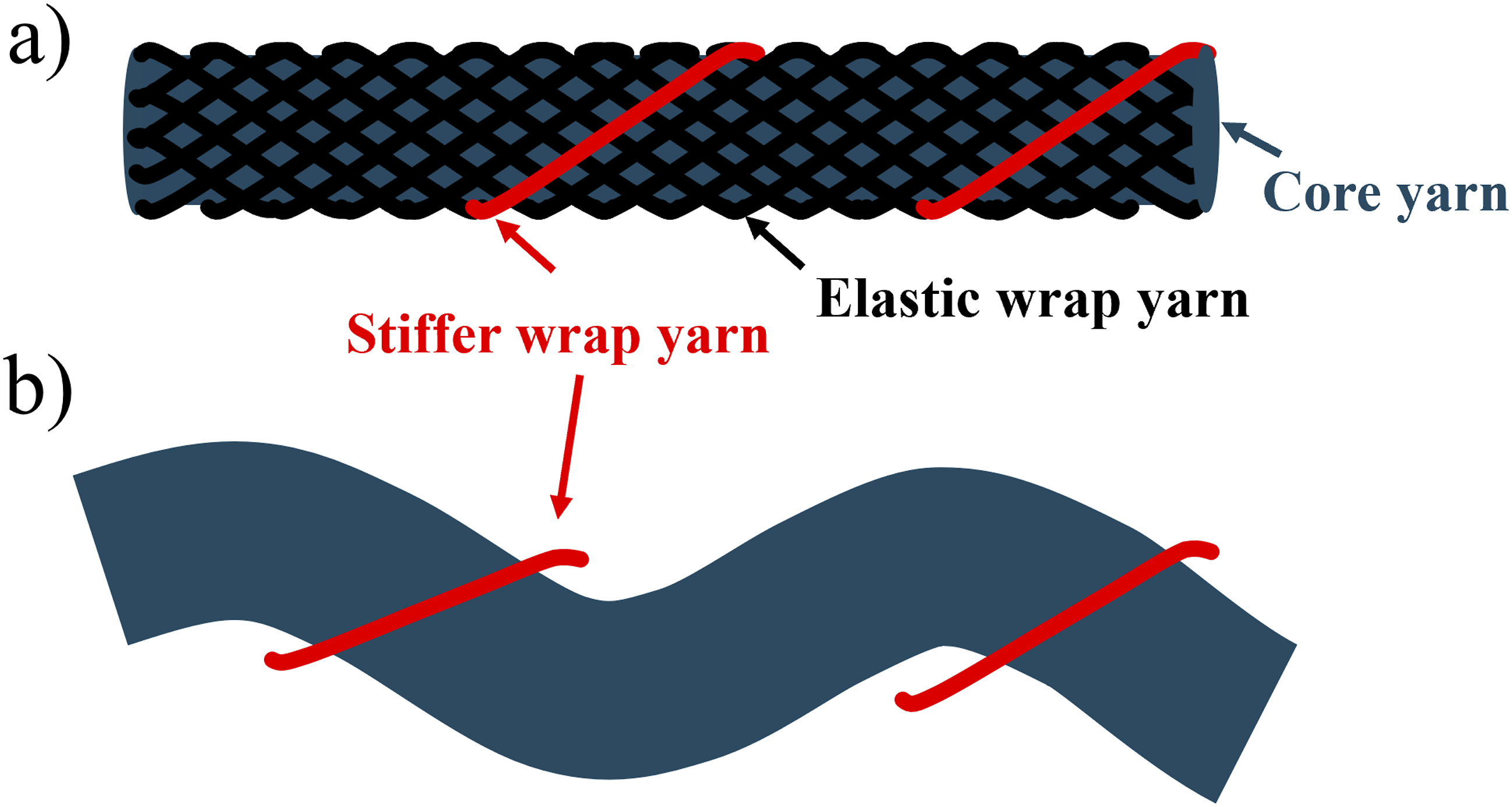
Conventional auxetic yarns can be produced using a combination of, at least, two materials, one with greater modulus and another with decreased modulus which can be filament or yarn. The main principle of auxetic yarns is presented in Figure 4(a)) and here explained: the stiffer element (entitled wrap yarn) is wrapped around the low modulus element (named core yarn) and so, when the obtained yarn is stretched axially, the stiffer element straightens itself displacing the low modulus element as it wraps itself around the stiffer element, in other words, the elements’ position reverses. This allows the material to exhibit the auxetic effect.
52
These yarns can be produced using conventional textile machines like warp spinning machines or can be produced using new and adapted techniques always based on the spinning process. Different approaches for auxetic yarns: (a) proposed helical auxetic yarn (a1) before tension and (a2) after tension (adapted from
48
); (b) optimized auxetic yarns based on (b1) double stiff auxetic yarn (adapted from
49
), (b2) double core auxetic yarn (adapted from
50
) an (b3) double stiff/double core auxetic yarn (adapted from
51
).
Research papers on auxetic yarns chronologically ordered.
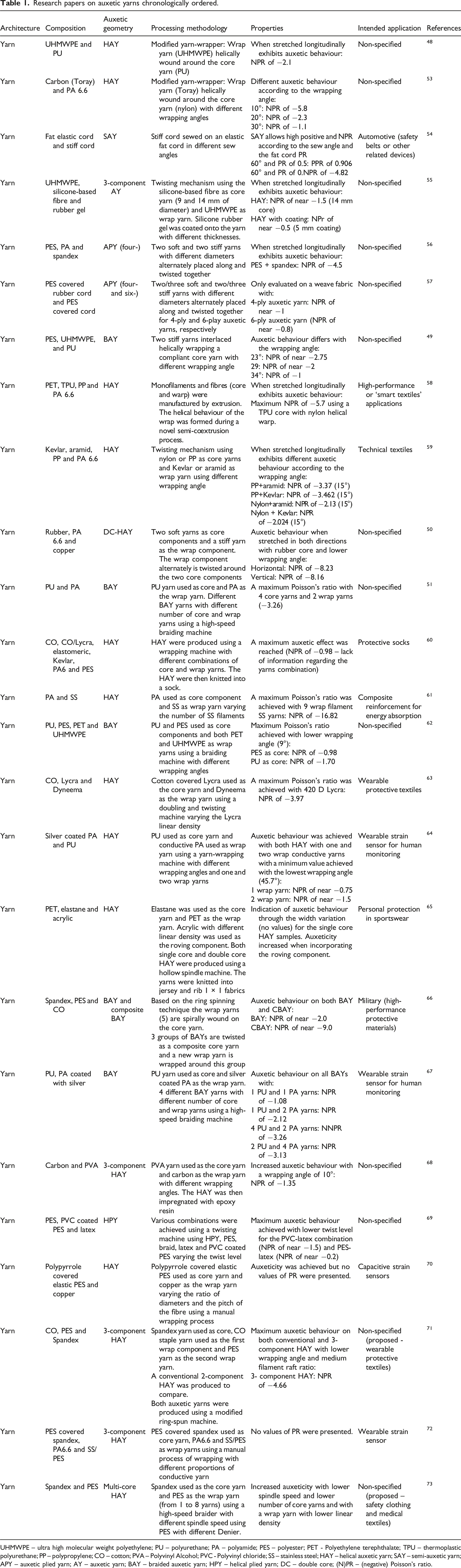
UHMWPE – ultra high molecular weight polyethylene; PU – polyurethane; PA – polyamide; PES – polyester; PET - Polyethylene terephthalate; TPU – thermoplastic polyurethane; PP – polypropylene; CO – cotton; PVA – Polyvinyl Alcohol; PVC - Polyvinyl chloride; SS – stainless steel; HAY – helical auxetic yarn; SAY – semi-auxetic yarn; APY – auxetic plied yarn; AY – auxetic yarn; BAY – braided auxetic yarn; HPY – helical plied yarn; DC – double core; (N)PR – (negative) Poisson’s ratio.
The first auxetic yarn was proposed by Hook and Evans in 2006 using a conventional warp spinning machine and conventional yarns, with different stiffnesses and thicknesses, achieving the helical auxetic yarn (HAY). Based on this novel concept, Miller et al. later proposed an optimized auxetic yarn named double helix yarn (DHY) like the first one presented. 48 At zero strain the core yarn is a helix with zero pitch and the wrap yarn is a helix around the core yarn and, when strain is applied, the yarns’ position reverse, there is, the wrap yarn becomes the straight yarn and the core yarn wounds around the wrap yarn as is can be seen in Figure 4(a1) and (a2). In this work, the authors used UHMWPE as the wrap yarn and PU fibre as the core yarn with a wrapping angle of around 70° and achieved an impressive Poisson’s ratio of −2.1. In subsequent studies, Miller et al. found that the wrapping angle influences the yarn’s auxeticity, decreasing the wrapping angle increases the auxetic behaviour. 53 In this paper, the author used carbon fibre wrapped around a nylon fibre with a 10° wrapping angle and achieved an outstanding NPR of −5.8.
Since the introduction of this revolutionary novel concept, researchers have been exploring new techniques of achieving an auxetic yarn with promising Poisson values. In addition, several studies have shown that there are parameters that influence the auxetic effect such as the core/wrap diameter ratio, the initial wrapping angle, and the component yarn modulus. Recent investigations have corroborated these conclusions.62–64,71 Ullah et al. examined how varying mechanical properties of materials, including nylon and polypropylene as core yarns, and UHMWPE and aramid as wrap yarns, along with different wrapping angles, impacted their findings. They determined that a minimum wrapping angle of 15° resulted in a negative Poisson’s ratio (NPR) of −3.37, while a 25° wrapping angle yielded an NPR of −2. 59 Furthermore, the authors concluded that the auxetic effect is additionally influenced by the tensile modulus and elongation of the components. Specifically, they observed that employing a yarn with a higher tensile modulus as the wrap yarn and a yarn with a higher elongation percentage as the core yarn resulted in a greater auxetic effect. Continual research into auxetic yarns has spurred the introduction of innovative concepts aimed at mitigating certain challenges. Previous studies noted a significant issue encountered in HAYs and DHYs concerning the inconsistency of the wrap angle during yarn manufacturing. 55
A possible solution for this challenge was found by Lim who introduced the concept of semi-auxetic yarn (SAY). 54 In his work, he sewed a thin inextensible cord into the fat elastic cord in a triangular pattern. Using a SAY grants the achievement of large magnitudes of positive (0.906) and negative (−4.82) Poisson’s ratio allowing both conventional and auxetic behaviour. At present, no more research has been conducted regarding the use of the SAY concept which may be due to the unconventional and manual manufacture method. Another solution found by Zhang et al., in 2015, was to apply a coating onto the auxetic yarn. Here, it was proposed the three-component auxetic structure 55 where the wrap yarn is the first component, the core yarn the second and the coating sheath the third. In this work, a simple HAY was manufactured using UWMHPE as the wrap yarn and silicone rubber gel as the core yarn and later as the coating sheath. Similar work has been published more recently, following the principle of three-component HAY. 68 Both Nergis et al. 65 and Yang et al. 71 added a second component do the HAY, a roving component and a staple yarn, respectively. Both authors reached auxeticity, with Yang and colleagues reaching an impressive NPR of −4.66.
Ge et al. identified a novel methodology for auxetic yarns through the introduction of the auxetic plied yarn (APY) concept. In contrast to the previous approaches, the authors deviated from using a single wrap and core yarn opting instead for two types of stiff yarns (PES and PA) and two types of core yarns (spandex) resulting in a four-ply auxetic yarn. The APY was produced using an adapted braiding machine achieving a twisted yarn from four singular yarns. 56 With this novel concept, they were able to achieve a maximum NPR of −4.5. Later, Ng and Hu proved that increasing the number of plied yarns from 4-ply to 6-ply decreases the auxetic behaviour 57 due to the decrease in free area around the core yarns which results in decreased deformation of the APY.
Similar and recent studies comprise the use of double stiff and/or double core yarns. Firstly, in 2018, Liu et al. developed a novel yarn structure composed of one core yarn (PU) and two wrap yarns (PES and UHMWPE) symmetrically distributed around the core yarn (Figure 4(b1)) using the braiding technology. 49 With this yarn, the authors achieved maximum NPR of −2.75 with lower wrapping angle, in agreement with the previous findings. In 2022, the double-core auxetic yarn (DC-HAY) was introduced by Razbin et al. based on the HAY, the SAY and on the braiding technology. The DC-HAY consists of two similar core components and one stiff yarn alternately twisted around the core components (Figure 4(b2)). The DC-HAY novel structures exhibit remarkable results achieving a maximum NPR value of −8.23 in “X” direction and −8.16 in “Y” direction. 50 Besides this, the authors also concluded that applying a higher diameter ratio, higher modulus ratio and lower wrapping angle resulted in higher maximum NPR values same as the previous papers regarding auxetic yarns. Based on the concept of multiple core and/or stiff yarns, Liu et al. went further and studied the effect of the number of core and stiff yarns (Figure 4(b3)). 51 These authors produced multiple auxetic yarns using PU yarn as the core and PA as the stiff yarn and using, in the same yarn, one to six core and stiff yarns. The maximum NPR obtained was −3.26 with four core yarns and two stiff yarns under 10% axial strain. Increasing the axial strain, the NPR of all samples decreased. The authors later used this knowledge and studied these yarns as strain sensors and achieved great results. 67 A similar study was conducted by Karim et al. 73 who studied the effect of multiple core yarns with a single wrap yarn and found that, for their materials, an increase of the core yarns resulted in a diminished auxetic behaviour. Besides the core yarn number, the group also concluded that a lower speeding spindle and lower linear density of the wrap yarn resulted in higher auxetic behaviour.
Du et al. studied the opposite, that is, the authors increased the quantity of wrap yarns around a single core yarn, resulting in a braided auxetic yarn like a braided structure. In this structure, the core yarn is surrounded by different wrap yarns, a stiff yarn and five wrap yarns. 66 Whis this concept, the authors achieved a NPR of near −2.0. Also, in this paper, three braided auxetic yarns were spun together and another wrap yarn was wrapped around this group of yarns. With this novel auxetic braided structure they achieved an unrivalled maximum NPR of near −9 with the lower count core yarn.
The conventional HAY above reported were manufactured using conventional spinning processes. Zhang et al. proposed a novel and large-scale manufacturing process of HAY using a semi-coextrusion process and compared it with the conventional spinning process. 58 This manufacturing process involved three steps involving the feeding of the core fibre into a rotating semi-coextrusion die, the extrusion of the wrapping granules and wrapped helically around the core fibres and, finally the manufactured HAY is collected by the winder. With this technique, as the wrap yarn is at extremely high temperatures right after extrusion and immediately wraps around the core yarn, the two components bind permanently when the extruded yarn cools preventing the separation of the two components. The manufactured HAY provided a better auxetic effect than the conventional HAYs exhibiting a remarkable NPR of −5.7.
The research made on the development of auxetic yarns has evolved significantly from the initial helical structures produced via conventional spinning methods to increasingly complex and high-performance architectures, such as double-helix, multi-core, multi-wrap, and plied yarns. These innovations have led to remarkable enhancements in negative Poisson’s ratio values, some exceeding −9, and expanded the potential applications of auxetic yarns in advanced textiles. Key parameters such as wrapping angle, modulus ratio, core/wrap diameter, and yarn arrangement have been shown to critically influence auxetic behaviour. Moreover, the exploration of novel manufacturing techniques, including semi-coextrusion and braiding technologies, has opened new pathways for scalable, reliable production. The continuous refinement of both structure and processing underlines the versatility and growing relevance of auxetic yarns for technical and functional textiles.
Auxetic fabrics
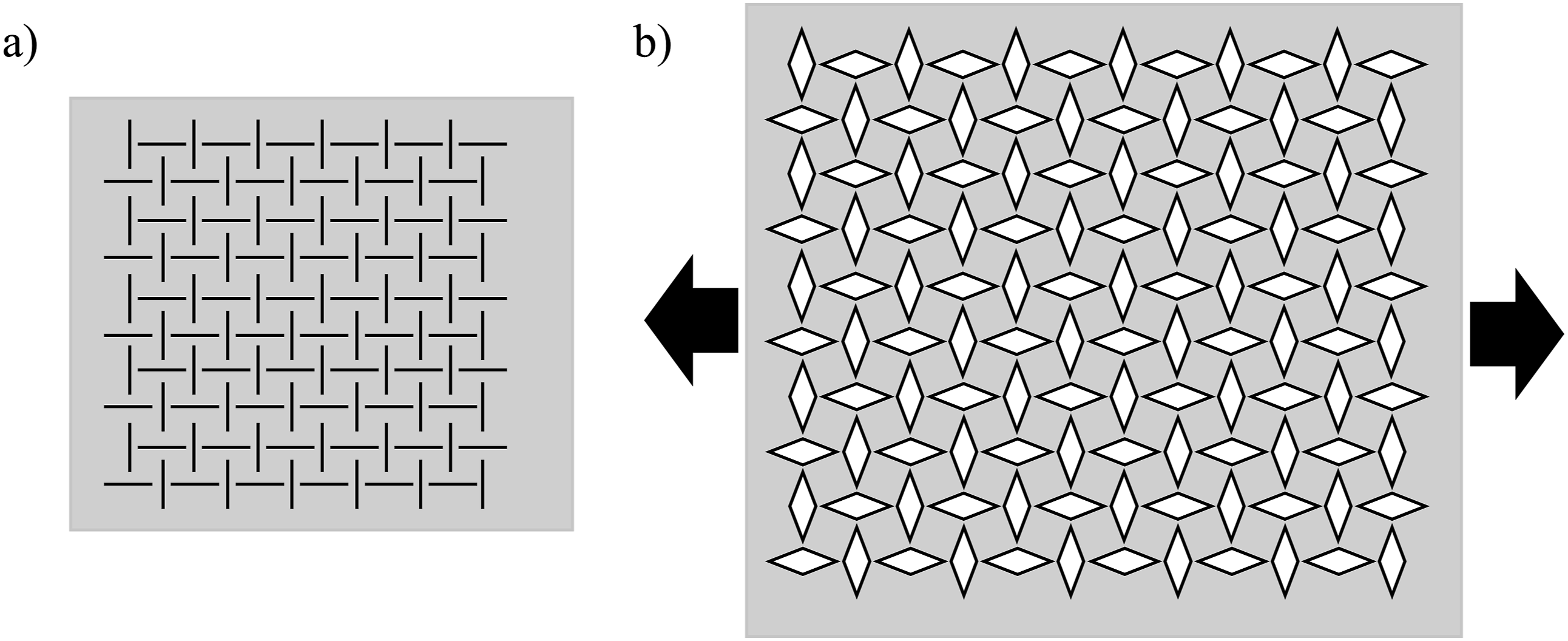
Auxetic fabrics are produced by conventional physical processing techniques such as non-woven, braiding, weaving and knitting through different approaches. The use of auxetic yarns is more applied to braided and woven fabrics while the use of auxetic geometries is more studied for knitted fabrics. Figure 5(a) presents the ratio of articles regarding the different auxetic fabrics whether it is the proposal of new structures or the analysis of an already proposed structure or the application of the auxetic structure in a specific area. Through the analysis of the presented graph, we can conclude that auxetic wovens are more studied followed by auxetic knits, auxetic nonwoven fabrics and, finally, auxetic braided structures. Included in knitted are weft and warp knitted, 2D and 3D with or without composite reinforcement, in woven are flat and orthogonal woven (2D and 3D) with or without composite reinforcement. Ratio of published articles in auxetic: (a) fabrics according to the type of fabric structure and (b) knits and wovens according to the auxetic geometry (Font: Scopus - 2025/04/10).
Also, it is possible to infer that, considering all auxetic geometries, the foldable and re-entrant are more extensively studied for both knitted and woven structures (Figure 5(b)).
Nonwoven structures
Nonwoven technology allows the fabric production without the need of the spinning process. These materials, unlike traditional woven or knitted fabrics, are created by entangling or bonding fibres together rather than interlacing them through weaving or knitting. As a result, it is challenging and relatively uncommon to induce the auxetic effect in nonwoven fabrics. The processes involved typically require post-treatment methods, which are not extensively explored.25,74 Two techniques are documented in the literature: applying heat and compression, causing the fibres to bend, coagulate, and reconfigure, thereby promoting auxetic behaviour, introducing auxetic geometries; and laser cutting to create slits in the nonwoven fabric.
Based on these two concepts, a few studies have been conducted with different materials and techniques. Verma and colleagues, found that the auxetic behaviour was enhanced when combining both heat and compression during long periods of time compared with samples subjected only to compression.75,76 Also, the group concluded that using higher temperatures (100°C), higher pressure (10tons) and higher times (24 h) allowed a better auxetic behaviour.
77
The concept of laser cutting was also introduced in 2015 by Bhullar et al. These authors produced a polycaprolactone (PCL) microfibre sheet through melt electrospinning and laser cut it in a rotational square geometry as showed in Figure 6.
78
This microfibre sheet exhibit a NPR of −1.02. Similarly, Dubrovski et al., applied the laser cutting technique to a nonwoven fabric made of a synthetic leather (Silon fabric) considering the same geometry, that is, the rotating squares geometry, with different square sizes. The authors were able to achieve the auxetic behaviour being it more obvious in the sample with smaller squares exhibiting higher NPR similar to the one presented in the previous reported study (up to −1).
79
Proposed auxetic non-woven based on the laser cutting technique (adapted from
78
).
Braided structures
Braiding technology, although not extensively used, emerges as highly advantageous in the realm of auxetic textiles. Its cost-effectiveness, coupled with its inherent high stability and strength, renders it particularly favourable. Moreover, its capability to fabricate intricate structures further accentuates its appeal in this context.25,80 Braided auxetic fabrics can be created using conventional circular braiding machine and a modified circular braiding machine with three components (the core yarn, a braided base and a stiffer wrap yarn).
The notion of auxetic braided fabric is recent, with the first report published in 2018 by Jiang and Hu, who introduced a pioneering tubular braided structure through a specialized manufacturing process rooted in braiding technology.
81
Subsequently, in 2019, they further advanced this concept using conventional braiding techniques.
82
The first braided structure reported was based on a modified braiding technique and the proposed structure consists of a fine stiff wrap yarn, a base tubular braided structure formed with low modulus braiding yarns and a large-diameter core yarn inserted inside, as represented in Figure 7.
81
This braiding process can be translated in two steps: first the formation of the braided structure (PES multifilament and PU multifilament core) and second the fixation of the stiff yarn (PES). With this new structure, the authors achieved a maximum NPR value of approximately −5.5. Furthermore, the authors discovered that using a lower initial wrap angle, a higher initial braiding angle and a larger braiding yarn diameter allows a better auxetic effect. Later, another braided auxetic structure, based on the conventional braiding technology, was proposed consisting of a stiff wrap yarn, low modulus elastic wrap yarns and a low modulus elastic core.
82
Contrarily to the previous study, in this technique the stiff yarn is directly wounded helically around the core together with the elastic wrap yarns. Compared to the previous study, this technique does not require an additional wrapping process which makes the structure easier to manufacture, however, the authors achieved NPR values lower than those observed in the previous method (−1 to −1.2). Since the introduction of this concept of auxetic braided textile structures and the two techniques above reported, some studies have been conducted regarding the used materials and machine parameters. Liu et al. produced an auxetic braided structure in a high-speed braiding machine and achieved a maximum NPR value of −3.92 using PES as the stiff yarn, PES and cotton as the wrap yarn and 93.3tex spandex and the core yarn.
83
Diagram of an auxetic braided structure (adapted from
81
).
Shen and Adanur went further and studied the auxetic behaviour of combined multiples HAY in a braided structure 84 called biaxial tubular structure. The authors firstly manufactured the HAY (PU and PES) on a braiding machine and wrapped eight of them around the braiding mandrel (material non-specified). The authors conclude that under tension each HAY exhibits an increase of the auxetic behaviour resulting in a decrease of the tubular structure open area.
Knitted structures
Given its remarkable versatility, knitting technology stands out as one of the most adaptable methods available, offering significant structural variability, adaptability, extensibility, and more. This enables the production of a vast array of designs and structures. Additionally, it allows the production of three-dimensional knitted fabrics which have multiple and interesting applications. Due to this versatility, it becomes feasible to manufacture auxetic knitted structures utilizing the mentioned geometries through both weft and warp knitting techniques.25,85 Among the auxetic geometries, some are particularly favoured for their practicality, including the foldable, re-entrant, and double arrow.
Research papers on auxetic knitted structures (weft and warp) chronologically ordered.

WO – wool; CO – cotton; PA – polyamide; p-AR – para-aramid; PES – polyester; PET – Polyethylene terephthalate; EA – Elastane; PU – polyurethane; PP – Polypropylene; NPR - negative Poisson’s ratio.
Weft knitted auxetic structures
Weft knitting technology is often considered more versatile than warp knitting, primarily due to its capability to create diverse patterns and geometries, especially when employing computerized flatbed machines. This versatility is particularly significant when discussing auxetic fabrics, which rely on specific and advanced geometries for their unique properties and applications. Weft knitted auxetic structures are achieved mainly through arrangement of face and reverse loops in a specific pattern as schematically presented in Figure 8. Different approaches for foldable auxetic weft knitted fabrics through the combination of front ( ) and reverse loops (
) and reverse loops ( ): (a) based on the Miura-origami pattern (adapted from
86
); (b) based on rectangular geometries (adapted from
87
); (c) based on vertical and horizontal stripes (adapted from
87
).
): (a) based on the Miura-origami pattern (adapted from
86
); (b) based on rectangular geometries (adapted from
87
); (c) based on vertical and horizontal stripes (adapted from
87
).
From the collective research papers, it can be inferred that the auxetic behaviour of weft knitted fabrics is affected by several factors including knit geometry, unit size, loop length, and the type of yarn utilized. Additionally, in many structures, an axial increase results in a reduction of the auxetic behaviour.
The concept of auxetic knitted fabrics was first introduced in 2010 by Liu et al., pioneers in this issue. 86 The authors conducted a study on weft knitting technology to create auxetic fabrics employing the foldable Miura-origami zigzag geometry with various unit sizes through rearrangement of face and reverse loops in a specific pattern (Figure 8(a)). They found that the fabric exhibited auxetic behaviour in both directions, reaching a maximum Negative Poisson’s Ratio (NPR) value of −0.5 for the structure with a larger unit size. Furthermore, the authors concluded that the initial opening angle significantly influenced the auxetic effect, with a smaller angle resulting in a greater auxetic effect. Steffens et al. conducted a study evaluating the same auxetic knit geometry 89 but using polyamide and para-aramid yarns to study the influence of high-performance fibres. The authors achieved greater auxetic behaviour with a NPR of −0.713 using para-aramid fibres thus concluding that high performance fibres induce the increase of the auxetic effect. Also, the authors proved that, besides the unit size, the loop length also influences the structure’s auxetic behaviour: a higher loop length makes the fabric looser causing an easier deformation and extension. Besides Miura-origami geometry, other geometries have been introduced and studied such as foldable in rectangular forms (Figure 8(b)), foldable horizontal and vertical stripes (Figure 8(c)), rotating squares and re-entrant hexagonal. Hu et al.’s contribution was highly significant in this regard, as they put forward several structural geometries and systematically assessed these configurations by employing conventional yarns with specific geometric patterns. 87 Foldable geometries were achieved only through the combination of face and reverse loops; rotating squares through partial knitting process; re-entrant hexagonal structures achieved through two methods: racking and intarsia techniques and using sectional relief ridges combined with elastic yarns. Different geometries induced different behaviour and Poisson’s ratio. Greater auxetic effect was achieved through real re-entrant geometry from intarsia technique with an impressive NPR of −0.6. Minimum auxetic behaviour was obtained with the foldable rectangular geometry. Apart from the foldable stripes’ geometry, which displays auxetic behaviour in both directions, all other geometries exhibit auxeticity solely in one direction. Except for the foldable rectangular geometry which showed an increase of the auxetic effect up to a certain axial strain, all the remaining structures exhibit a decrease of the auxeticity with an increase of axial strain. Similar to the Miura-origamic foldable geometry, researchers reproduced the re-entrant arrowhead geometry following the similar knitting patterns. Glazzard and Breedon proposed a novel knitted structure based on the re-entrant double-arrowhead geometry 88 through the combination of face and reverse loops. The authors noted that the fabric initially displayed auxetic behaviour up to a certain size limit. However, beyond this limit, the expansion started decreasing, and the fabric behaved as a non-auxetic material. Inspired on the same geometry, Boakye et al. 92 developed a tubular auxetic weft knitted fabric and achieved auxetic behaviour with a maximum NPR of near −0.2.
More recently, a more detailed auxetic geometry, based on the re-entrant rhombus-shaped grid geometry was introduced using the high-performance Kevlar yarn 8 with the purpose of achieving stab-resistant structures. Similarly to previous authors, the knitted auxetic structures was also achieved through combination of face and reverse loops in a specific pattern. The produced auxetic knit exhibit more evident auxetic behaviour in the course direction and weaker in the wale direction. The maximum NPR values were of near −0.45, −0.03 and −0.30 for course, wale and diagonal direction. For all the presented novel structures, an auxetic behaviour was achieved in all directions, including diagonal direction for the rhombus geometry.
Following the introduction of these weft knit structures based on various auxetic geometries, numerous studies have been undertaken to explore the impact of various parameters, such as base structure and yarn types, aiming to evaluate their influence on the fabric’s properties.
The study by Xu et al. 93 corroborates the conclusion already proven by Steffens et al. that the loop length influences the auxetic behaviour. In this study, the authors prepared three weft knit fabrics based on three distinct auxetic geometries using Kevlar yarns. As similar as above reported, the foldable exhibit higher auxeticity with a NPR of −0.35 at 40%–50% strain decreasing upon this value. For all geometries, a higher loop length leads to higher auxetic behaviour. The recent works conducted by Aghazadeh et al. agreed with the previous authors, that is, the higher the loop length, the greater the auxetic behaviour.101,102 Also, the authors found similar findings to the pioneer study of Liu et al., 86 that is, a smaller opening angle increased the auxetic behaviour along the course direction and has the opposite effect along the wale direction. Differently from the previous works, the authors also evaluated the effect of the yarns linear density and found that a lower count induced higher auxeticity. Concerning the yarns properties, Yang et al. prepared three flat and tubular knitted structures based on three different folded geometries using yarns with distinct mechanical properties such as PET, cotton and nylon. 96 The research group concluded that across all geometries, the use of nylon yarn induced a higher degree of auxetic behaviour. This led them to infer that yarns with better elasticity and elongation tend to enhance the auxetic effect more prominently, as was already found earlier by Boakye et al. 92 and Abbas et al. 98 Additionally, with exception of the foldable strip geometry, for all the remaining auxetic geometries, an increase of auxetic behaviour occurs with the tubular knitted fabric. Contrarily to the previous authors, Naseer et al. 99 and Abbas et al. 100 found that using PES yarn led to higher auxeticity – when compared to nylon, cotton and acrylic. Besides evaluating the influence of different yarns, these authors introduced new geometries in a way like the remain but with different patterns. They knitted distinctive structures based on rearrangement of front and reverse loops but also with tuck stitches and were able to reach NPR between −0.6 and −0.7. This suggests that when tuck stitches are incorporated, the yarn’s elongation and elasticity are no longer the main factors driving the auxetic effect. Instead, the knit’s structural geometry takes precedence, with tuck stitches forming dense areas and loops that can open up or expand when stretched, thereby amplifying the auxetic behaviour independent of the yarn’s elastic properties.
Pais et al. followed a different approach of manufacturing auxetic knits, that is, through seamless technology – instead of flat knitting technology as most authors traditionally use – using polyamide/elastane yarns and two different non-specified patterns. These knits were later reinforced with shear thickening fluid (STF) to improve its’ mechanical properties. 94 The authors achieved auxetic behaviour for both patterns with and without STF when stretched longitudinally. Similarly, Mohmmed et al. achieved auxeticity using polypropylene yarns in different patterns based on rib structures. 103 The fabrics were also impregnated with epoxy resin to enhance the mechanical properties.
Warp knitted auxetic structures
Warp knitting technology offers the advantage of high production efficiency and pattern diversity. It is commonly employed in the manufacturing of various net and spacer fabrics, which find numerous applications, particularly in technical fields. According to published articles, the re-entrant auxetic geometry is predominantly utilized to achieve the auxetic effect in warp knitted fabrics. However, it’s worth noting that this concept is not as extensively researched as auxetic weft knitted structures.
The concept of auxetic warp knitting structures was introduced by Ugbolue et al. in 2010 based on the notion of the helical auxetic yarn.104,113 In this paper, the authors developed a structure where the wales are made from open stitches from thicker and softer filaments where the stiffer yarns are inlaid in the open stitches. With this inlay technique, the auxetic behaviour is similar with what is observed in auxetic yarns, that is, when the fabric is stretched in the wale direction, the high stiffness filament straightens and curls the stitches made with low stiffness filament and wraps around the inlay yarn expanding the structure in the course direction. Later, the same authors proposed another warp knitted auxetic structure based on the hexagonal knitted structure with an elastic inlay yarn inlay yarn in the wale direction to achieve a re-entrant hexagonal auxetic structure. 104 With this novel structure the authors achieved auxetic behaviour in both directions. In contrast to the prior study and similarly to weft knitted auxetic structures, Alderson et al. proposed an auxetic warp knitted structure based on an auxetic geometry, namely the double arrowhead geometry, comprising different components, two for the auxetic and one stabilizing component. With this structure, the authors achieved auxetic behaviour when the fabric is stretched along the warp direction with a maximum NPR of −0.22. 105 Building upon the principles established in prior research, Ma et al. introduced a groundbreaking auxetic geometrical structure inspired by rotational hexagonal geometry, utilizing two distinct components and with prospects of application in 3D auxetic fabrics. 107 In their study, the authors attained a maximum NPR of −0.5. This achievement is attributed to the behaviour observed when the fabric is stretched: the unbalanced hexagons recover their initial shape, expanding in the process. A novel structure was proposed by Zhao et al. by on a modified re-entrant hexagonal geometry using elastomeric and stiff yarns to form the elastic and stiff areas.108–110 This novel approach resulted in auxetic behaviour observed in both directions, although more pronounced in the wale direction., having a similar NPR of near −0.5. Another recent studied auxetic geometry was the rotating squares. Yuping et al. studied this geometry through jacquard warp knitting processes combining framework of hinge-connected square units with an elastic base. 111 With this technique the authors achieve the auxetic behaviour when stretched in wale direction with a Poisson’s ratio of near −0.5.
The concept of auxetic 3D warp knitted structures was introduced by Wang and Hu
106
who proposed the first auxetic spacer fabric based on a specific geometry in which two parallelograms are arranged in a V shape resembling the arrowhead geometry (Figure 9(a)) varying the geometry arrowhead angle and rib lengths. Here the authors achieved auxetic behaviour in all three directions and all geometric angles being more evident on the course direction, with a lower angle, exhibiting a NPR of −2.6. This is due to the ribs, that is, when stretched along the course direction, the short ribs rotate in the same direction while the long ribs rotate transversely allowing a lager expansion. Also, a lower angle results in a closer fabric structure which, under tension, has a higher opening area, leading to greater auxeticity. Later, Yuping et al. proposed an auxetic spacer based on a different geometry very similar to the one presented by Zhao et al.108–110 (re-entrant hexagonal)
111
(Figure 9(b)). For this structure, the authors used yarns with different stiffness on specifics parts of the fabric so that it resembles the behaviour of the re-entrant geometry. When this structure suffers a strain along the course direction, the yarns with lower stiffness stretch allowing the re-entrant geometry to straighten close to the rectangle form. Whis this work, the authors achieved a maximum Poisson’s ratio of −0.43 was achieved when stretched in course direction, lower than the results presented by Zhao et al. which was expected given that the spacer structure has lesser freedom of movement.
The research made on auxetic knitted structures has evolved significantly throughout the years with the development of new structures and geometries. Both weft and warp knitting methods are used to produce these structures, with significant variations in auxetic behaviour depending on parameters such as geometry, yarn type, and loop length.
Weft knitting, considered more versatile, enables the creation of geometries such as Miura-origami, double arrowhead, and other re-entrant configurations, which demonstrate significant auxetic behaviours. Several studies have indicated that unit size, yarn type (such as para-aramid or Kevlar), and loop length are crucial factors for auxetic performance. The use of yarns with greater elasticity and elongation has also been shown to enhance the auxetic effect. On the other hand, auxetic warp-knit structures, although less explored, have shown notable progress. Geometries like the re-entrant hexagonal and other hexagonal and rotating square-inspired shapes have been studied to achieve auxetic effects. The use of elastic yarns combined with stiffer yarns has shown good auxetic properties, with some structures exhibiting NPR values of up to −0.5 in both directions. Furthermore, the study of 3D auxetic knitted fabrics, such as auxetic spacer fabrics, has shown great promise for technical applications, with some NPR results reaching values as high as −2.6.
The study of auxetic fabric geometry, both in weft and warp knitting, continues to mature, with various factors such as yarn density and stitch construction playing important roles. The potential for these fabrics is vast, ranging from stab-resistant fabrics to those with enhanced impact absorption and mechanical strength.
Woven structures
Woven fabrics, as standard, provide higher structure stability than knitted fabrics and so can be promising for determined applications where this property is intended. Auxetic woven fabrics can be produced through two primary methods: either by utilizing specialized auxetic yarns in conjunction with traditional weaving techniques or by employing conventional yarns within auxetic geometries such as the honeycomb structure, re-entrant hexagonal structure, foldable structures, rotating parallelograms, and other innovative designs. The simplest method involves directly incorporating auxetic yarns into the woven fabric during a standard weaving process.
Research papers on auxetic woven structures (2D and 3D) chronologically ordered.

UHMWPE – Ultra-high-density polyethylene; PU – polyurethane; PES – polyester; PA – polyamide; EA – Elastane; PP – Polypropylene – CO – Cotton; p-AR – para-aramid; NPR – negative Poisson’s ratio; HAY – helical auxetic yarn; APY – auxetic plied yarn.
Auxetic 2D woven fabric based on auxetic yarns
From all the auxetic yarns previously reported in this review and in literature, the double-helix auxetic yarn (DHY) and the auxetic plied yarn (APY) have been studied to produce auxetic woven fabrics.
Miller et al. were the pioneers in developing the first auxetic woven structure when exploring the concept of the auxetic yarn. 48 They utilized the novel DHY as the weft yarn, while employing meta-aramid fibre as the warp yarn in a plain weave fabric. This fabric was then impregnated with composite rubber gel, marking the first instance of an auxetic textile reinforced composite manufactured through conventional processes. By ensuring the composite was constrained to prevent yarn overlap and thickness increase, the authors achieved a maximum Negative Poisson’s Ratio (NPR) of −0.1 in the woven auxetic structure.
Following the groundbreaking work of Miller et al., Monika and Petra further explored the application of auxetic yarn as the weft yarn in fabric manufacture.
114
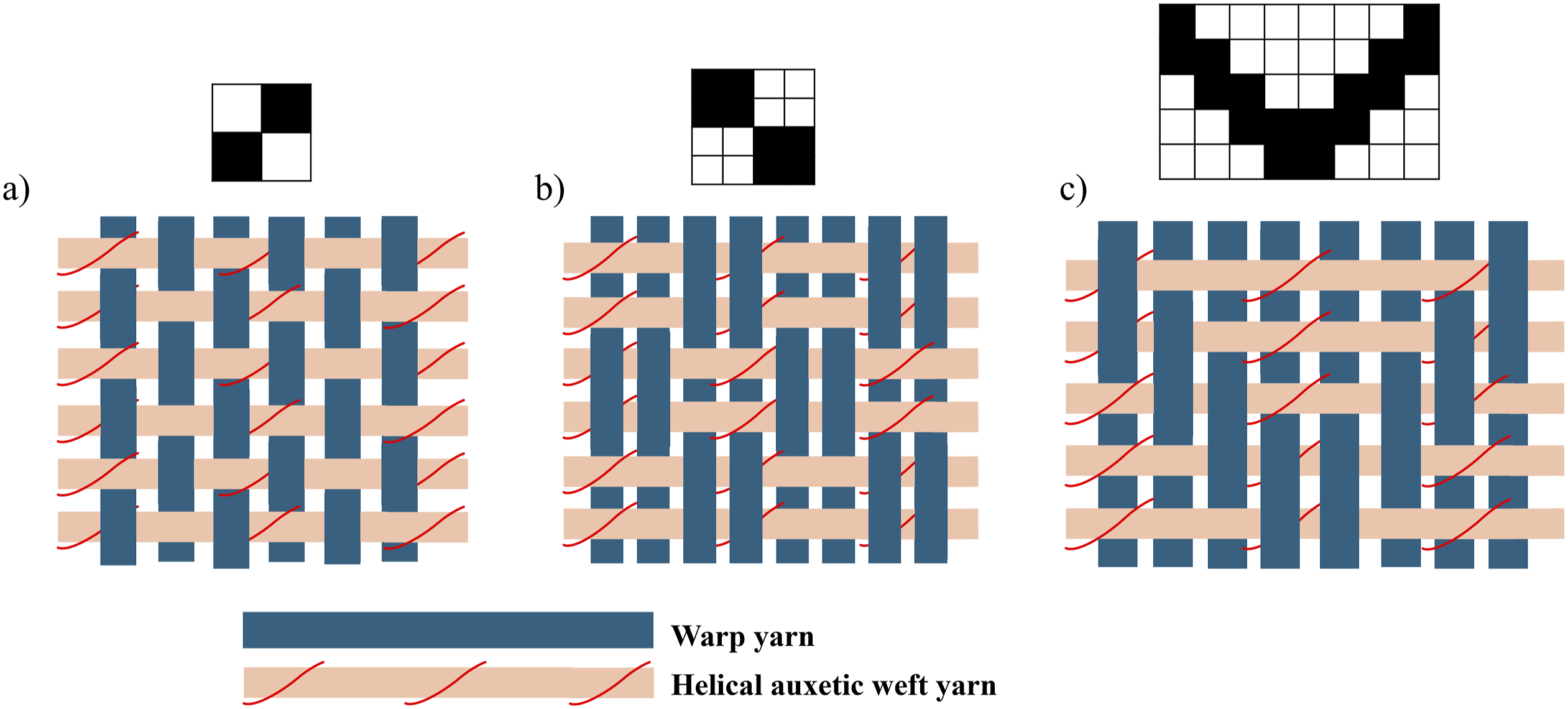
They conducted experiments using three different weave patterns: plain, twill, and satin and their findings revealed that fabrics with higher auxeticity exhibited lower porosity, with plain and twill weaves displaying the highest levels of auxetic behaviour. This can be related to the decreased fabric tightness when compared to the satin fabric which provides the auxetic yarn more freedom to deform. Chen et al. also investigated the influence of weave pattern on auxetic behaviour, employing an HAY as the weft yarn in plain, basket weave, and a derivative pattern,
115
as presented in Figure 10. They observed that plain and derivative weave patterns demonstrated the most pronounced auxetic behaviour, with Poisson’s ratio values of −0.348 and −0.585, respectively. Additionally, the authors noted that aside from weave structure, the wrap density of HAYs played a significant role in determining auxetic behaviour, emphasizing the importance of small initial wrap density, long floats, and few intersection points for achieving excellent NPR effects and higher NPR values. Different auxetic woven structures based on HAY (a) plain weave; (b) basket weave and (c) twill derivate weave (adapted from
115
).
The same findings were reported by Gao et al.117,118 which concluded that weaves with longer float lengths and reduced restriction of weft yarns by warp yarns allowed for greater freedom in weft yarn deformation, consequently enhancing auxetic behaviour as it was already concluded by previous authors. Additionally, they concluded that lower wrapping angles and thicknesses of the HAY contributed to a higher auxetic effect within the fabric structure. Also, the authors highlighted that despite the remarkable auxetic behaviour exhibited by the auxetic yarn, similar results were not replicated in the woven fabric itself as the woven fabric only exhibited NPR values of −0.052 and −0.025 in the weft and warp directions, respectively.
In addition to HAY, auxetic plied yarns (APY) have been utilized in the fabrication of auxetic woven structures, albeit with limited literature available, already referenced in this article. 57 Ng and Hu conducted a pioneering study on the integration of APY into woven fabrics, investigating both 4-ply and 6-ply yarn configurations. They systematically examined various parameters including twist direction, weft yarn characteristics, soft yarn diameter, tensile modulus of stiff yarns within the plied yarn, weave patterns (plain, 2 × 1 twill, 3 × 1 twill, and 5-end satin), and the helical structure of the yarn. Experimental findings revealed several key insights: arranging 4-ply yarn with opposing twist directions (S/Z) yielded slightly enhanced auxetic behaviour due to the expansion tendencies of the two yarns in opposite directions, resulting in greater fabric expansion; employing a more elastic weft yarn enhanced the auxetic effect; finer soft yarns led to reduced auxetic effects due to the shorter path of stiff yarns; higher tensile modulus of stiff yarns correlated with greater Negative Poisson’s Ratio (NPR); plain weave and 2 × 1 twill patterns exhibited NPR, whereas 3 × 1 twill and 5-end satin patterns demonstrated Positive Poisson’s Ratio (PPR), attributed to the longer floats and fewer intersection points allowing greater freedom of movement for the APY; finally, fabric constructed from 4-ply yarn demonstrated superior auxetic behaviour compared to those produced solely from APY or 6-ply yarn.
A novel approach was recently presented by Akgun et al.121,122 Contrarily to the prior authors, the group achieved auxetic woven fabrics employing braided yarns (with and without an elastic component) as weft yarns in single and double layered fabrics. These authors were able to reach auxetic behaviour when a non-elastic component was used in single layer woven fabrics with impressive NPR values of −1.05.
Auxetic 2D woven fabrics based on auxetic geometries
Auxetic behaviour can also be induced in woven fabrics using conventional non-auxetic yarns through the application of specific geometries similarly to auxetic knits, as presented in Figure 11. These geometries can be strategically incorporated into the fabric to prompt the phenomenon of contraction or shrinkage upon relaxation, which may occur in both the warp and weft directions (bidirectional stretch auxetic fabrics) or in only one direction (unidirectional stretch auxetic fabric). This effect is achieved through the careful selection and combination of elastic yarns, which impart elasticity to the fabric, and non-elastic yarns, serving as a stabilizing component. Additionally, the choice of weave pattern plays a crucial role in inducing auxeticity
144
as the combination of different patterns results in the fabric shrinkage and posterior expansion. Different auxetic wovens based on different geometries through the use of different tightness weaves: (a) based on the rotating squares geometry (adapted from
123
); (b) based on foldable geometries (adapted from
123
); (c) based on the re-entrant hexagonal geometry (adapted from
9
) ( : tight weave;
: tight weave;  : loose weave;
: loose weave;  : interlacement free area;
: interlacement free area;  : medium tight weave).
: medium tight weave).
This notion emerged relatively recently, with the initial investigation conducted in 2018 by Zulifqar et al., pioneers in this field. 123 Their groundbreaking research served as an inspiration for subsequent studies. This group of researchers developed six unique uni-stretch fabrics based on foldable, rotating rectangle, and re-entrant hexagon geometries, combining both elastic and non-elastic yarns as weft yarns and non-elastic yarns in the warp direction with loose and tight weave patterns. Through the application of specific patterns and interlacing techniques involving elastic and non-elastic yarns, the authors successfully produced foldable woven fabrics with zigzag patterns along both the warp and weft directions, as well as oblique folded stripes and abrupt convexities woven fabrics. The maximum NPR achieved was −0.17 for the folded zigzag pattern along the weft direction. Additionally, the authors devised a method to create rotating rectangles and re-entrant hexagonal geometries by strategically incorporating loose and tight weave patterns in specific zones. The combination of tight and loose weave patterns on the re-entrant structure provokes the shrinkage of the fabric at the zones with tighter pattern, which is going to resemble the re-entrant hexagonal geometry. Applying longitudinal strain, these areas widen exhibiting the auxetic behaviour. The same principles are applied to the remained developed geometries, namely foldable and rotating squares. Except for the woven fabric with abrupt convexities, which displayed a null Poisson’s ratio, all other woven structures exhibited auxetic behaviour when stretched along the weft direction.
Later, Zulifqar and his team persisted in their exploration of auxetic woven fabrics, subsequently shifting their focus towards developing bi-stretch auxetic woven fabrics. The authors reproduced the re-entrant hexagonal and foldable geometries recurring to elastic and non-elastic yarns and the combination of weaves with different tightness.125,126,145–148 In fact, they achieved woven structures with increased auxetic behaviour in both directions being more evident when stretched in the warp direction (near −0.35 for the re-entrant hexagonal geometry and −0.325 for the foldable geometry with twill 3/1 weave as the tight pattern)125,126 and concluded that, for the re-entrant structure, in order to achieve higher auxetic behaviour in the weft direction, more elastic yarns should be employed. Similar conclusions were published, more recently, by Shukla et al., 129 which reproduced, between others, rotating square geometry, foldable geometries and the re-entrant hexagonal geometry based on the same principles and the same weave patterns as Zulifqar et al.
Based on tightness variation concept developed by Zulifqar et al. and the introduction of the re-entrant geometry, other studies have been conducted. Ali et al., focused on reproducing the re-entrant hexagonal geometry employing non-elastic yarns as warp and elastic yarns as weft and achieved impressive Poisson’s ratio results of −0.77 9 and −1 124 when stretched along the warp direction which is greater than the ones reported earlier by the pioneers, similarly as found elsewhere in recent works. 131
Further studies proved that, when stretched in warp and weft directions the auxetic effect is greater compared to the biased direction being even more evident in the warp direction corroborant to the first studies. Also, increasing the tensile cycles, the auxetic effect decreases.146,148 Also, other studies have delved into various auxetic geometries, with consistent findings indicating that longer float lengths and fewer intersection points in the weave pattern result in heightened auxetic behaviour. Furthermore, it has been observed that an excessive increase in tensile strain leads to a higher Poisson’s ratio, consequently diminishing the auxetic behaviour.129,130,132
Chen et al. introduced an innovative method to achieve auxetic fabrics by combining the two previously reported approaches, specifically the use of auxetic yarns integrated with auxetic geometries.133,134 In their work, the authors developed an HAY following previous works and employed it as the weft yarn in the woven fabric. Also, based on the same principles as the previous authors, the group developed an auxetic woven fabric grounded on the re-entrant hexagonal geometry using different weave patterns. With this work, the authors were able to reach impressive maximum NPR results of −1.492.
Auxetic 3D woven fabrics (orthogonal)
3D woven structures are normally used as a reinforcement for composites but can act as singular and independent materials. In 3D weaving technology three sets of yarns are required, the warp and weft yarns (x and y directions) and a binder/stitch yarn (z direction). In this type of structures, it is not necessary for all the layers to be interwoven since the binder yarn interlaced in the vertical direction gives the structure its integrity and stability. The auxetic effect in these structures is achieved either by using auxetic yarns or by following auxetic designs.
The first auxetic 3D woven fabric was proposed by Ge and Hu.
135
In their paper, the authors developed a four-layer 3D woven fabric in which the warp and weft yarns are alternately arranged and with different thickness and stiffness stitched with an elastic yarn, Figure 12. When compressed, the elastic weft yarns are forced to deform around the stiff warp yarns. The authors were able to accomplish the auxetic behaviour in all the manufactured fabrics achieving a greater NPR value of near −0.2 with the sample with higher yarn diameter ratio which allowed the authors to infer that the diameter ratio between warp and weft yarns influences the auxetic behaviour. Liaqat et al. proposed a modified 3D orthogonal woven fabric with four layers of plain weave (cotton) and a binder yarn (flax) through the thickness of this layers.
136
This modified structure consists of stitching two yarns through the thickness parallel to each other. This structure was then transformed into a composite fabric through vacuum-assisted resin transfer moulding. With this composite, the authors were able to achieve minimum Poisson’s values of −2.08 and −1.26 warp and weft wise, respectively. Later, the same group concluded that higher float length produced higher auxetic behaviour as the yarns have more freedom to move and expand. Increasing both the binder yarn and the ground weave floatation at equal interval leads to higher auxeticity and so, the sample with maximum float length in ground weave and in binder yarn exhibits greater auxetic behaviour associated with the maximum NPR of −1.11.
137
The authors also found that using high performance fibres the auxetic behaviour is increased, reaching a maximum NPR of −2.98 using para-aramid as weft and warp yarns and UHMWPE as the binding yarn.
138
Scheme of auxetic 3D woven fabric at (a) initial state and (b) under compression (adapted from
135
).
Zeeshan et al. introduced a new type of 3D woven in a pattern similar to the re-entrant hexagonal auxetic geometry and found that the auxetic behaviour is influenced by mainly three parameters: the binding yarn diameter and its bending stiffness and the number of weft elastic repeats. 140 They conclude that a lower binding yarn diameter and lower bending stiffness led to higher auxetic effect, also, increasing the number of weft elastic repeats increases the fabric auxeticity achieving a maximum NPR of near −1.6. Later, the authors were able to achieve maximum NPR of −3.78 in an optimized using a geometrical model. 139 Also, the direction of the binding yarn has influence in auxetic structures as Ullah et al. proved. The authors found that the auxetic behaviour is increased when the binding yarn is placed through the thickness on warp direction leading to a maximum NPR of −1.29.142,143
Auxetic woven fabrics offer greater structural stability than knitted fabrics and can be made using specialized auxetic yarns or conventional yarns combined with auxetic geometries. These fabrics are created using either auxetic yarns like double-helix or plied yarns, or by incorporating geometries such as honeycomb and re-entrant hexagonal. The development of auxetic 2D woven fabrics using auxetic yarns, has shown promising results. Key findings include fabric patterns like plain and twill weaves tend to exhibit the highest auxetic behaviour, as they allow greater deformation of the yarns. The use of longer float lengths, reduced warp yarn restrictions, and lower yarn thickness also enhances auxetic performance. Additionally, combining braided yarns, with or without elastic components, in single-layer fabrics has led to impressive NPR values, further advancing the potential for auxetic woven structures. On the other hand, auxetic 2D woven fabrics based on auxetic geometries utilize specific structures to induce auxetic behaviour, even when using conventional yarns. This can be achieved through bidirectional or unidirectional stretch effects, resulting from the combination of elastic and non-elastic yarns, as well as the selection of specific weave patterns. Pioneering work introduced geometries such as foldable, rotating rectangles, and re-entrant hexagonal to achieve auxeticity and later studies further refined these geometries, exploring bi-stretch fabrics with enhanced auxetic behaviour. Research also highlighted that longer float lengths and fewer intersection points in the weave improve auxetic performance. Also, the integration of auxetic yarns with these geometries has led to impressive results. Finally, auxetic 3D woven fabrics have emerged as a promising approach for achieving auxetic behaviour in textile structures. Authors found that the diameter ratio between weft and warp yarns significantly influences auxeticity, as well as the binder yarn diameter and orientation, and the yarns’ mechanical properties. Also, authors concluded that a higher float length and the use of high-performance fibres enhances auxetic behaviour.
Textile reinforced auxetic composites
Fibrous structures can be reinforced with a composite matrix to achieve greater mechanical performance. Fibrous-reinforced composites have already been applied in various areas such as automotive, aerospace, civil, wind energy and many others. 149 Included in fibrous structures are fibres, yarns and structures (knitted and woven, 2D and 3D). The reinforcement of auxetic fibrous structures with a composite allows the achievement of an even higher mechanical performance which made this area very interesting and target of many studies. This is because the optimum mechanical properties of the auxetic materials are enhanced by a new mechanical reinforcement, improving the overall performance of the auxetic reinforced textile materials.
Research papers on textile reinforced auxetic composites chronologically ordered.

PU – polyurethane; PES – polyester; STF – shear thickening fluid; NPR - negative Poisson’s ratio.
The first presented fibrous auxetic composite coincides with the first HAY and auxetic woven fabric. 48 The authors concluded that it takes at least two impregnation layers to achieve auxetic behaviour. Chen et al. conducted similar work achieving almost four times more auxetic effect. 134 This substantial difference can be due to the combination of HAY with an auxetic geometry. Contrarily to the prior, Shukla and Behera produced auxetic composites using a 2D woven fabric with auxetic geometry as the base fabric and using epoxy resin. The composite of the random geometry sample exhibit higher NPR values of near −0.09 which is lower than the corresponding fabrics. 129 Same findings were recently reported by Shukla et al. 132
Zhou et al. proposed a novel 3D auxetic structure in which used the 3D woven pattern proposed by Ge et al. 135 using different warp yarn diameter reinforced with a non-auxetic polyurethane foam as matrix. 150 With this structure, the authors concluded that with a higher warp yarn diameter, the auxetic behaviour is increased achieving a NPR of near −0.75 and near −0.2 for the 3D woven with warp yarn diameter of 4 and 6 mm respectively. Later, the authors found that the auxetic samples have better impact protective performance due to the higher energy absorption. 153 Ahmed et al., as previously reported, developed eight different auxetic structures varying the yarn floation. In this work, the authors used unsaturated polyester resin to fabricate the corresponding reinforced composite. 138 With this, they were able to achieve greater impact strength being consistent with the conclusion already reported, that is, the fabric sample which exhibit higher auxetic effect corresponds to the composite sample with higher impact absorption.
Besides, reinforced woven fabrics, knitted fabrics can also be used. Steffens et al. studied the reinforcement of a weft knitted auxetic structure from high performance yarns through a foldable geometry. After composite formation, the authors achieved a maximum NPR of −0.354 using epoxy as the resin, which is relatively lower than the auxetic knitted fabric (NPR of −0.713). 90 Later, the authors studied absorbed energy of this composite and concluded that the composite sample with increased auxetic behaviour leads to higher energy absorption. 91 A more distinct approach was proposed by Moshtaghian et al. 152 In this work, the authors produced multi-cell flat-knitted spacer fabric based on the re-entrant, hexagonal and spearhead auxetic geometries and later introduced them in 3D printed moulds of these geometries. The composite fabric was achieved by vacuum assisted resin transfer method using epoxy resin. The authors achieved auxetic behaviour mainly on the re-entrant structure with a NPR maximum of −6.0 at 5.4% strain.
More recently, Pais et al., as already discussed previously in this review, developed an auxetic seamless knit and impregnated it with a shear thickening fluid. Besides the auxetic behaviour achieved with the knit patterns, great mechanical performance was verified with an increase of the absorbed energy when in presence of STF. 94
Considering all these findings and although each author used a different base structure, they all concluded the process of reinforcing a fibrous structure weakens the auxetic behaviour as the yarns are fixed in the reinforcing matrix and less willing to move. Although this auxetic decrease, the fibrous mechanical performance enhances through the increase of energy absorption.
Application of auxetic fibrous structures in protective apparel
Traditionally, protective apparel has relied on the use of rigid materials, multiple layers, and high-density fibres to provide protection against impacts, punctures and cuts. The stiffness of many conventional materials results in limitations to mobility that can be uncomfortable and reduce performance. Although safety is clearly the foremost concern, comfort in protective apparel cannot be understated. In that regard, a new development in protective apparel is emerging: the use of fibrous structures with auxetic behaviour.
The auxetic materials’ inherent properties already presented in this review make these structures desirable across various fields being the most important application related to the increased mechanical protection. Although other examples may be numbered – aerospace and defence, automotive, biomedical, among others25,154 – the use of auxetic fibrous structures in mechanical protective apparel is one of the most promising.
By integrating auxetic fibrous structures into protective apparel, it can enhance both safety and comfort as these materials offer superior impact resistance by absorbing and distributing mechanical forces more evenly across the surface, providing superior protection and reducing the risk of injury from high-impact menaces. Additionally, their ability to stretch and adapt to the wearer’s body provides greater flexibility and comfort, allowing for a more natural range of motion without compromising protection. This results in protective gear that is not only more effective in safeguarding the wearer but also more comfortable and easier to wear for extended periods. Also, auxetic structures can improve the durability of the apparel, making it more resistant to wear and tear, while offering greater adaptability to various types of mechanical stress. This makes them ideal for applications in industries such as construction, sports, and military, where high-performance protective clothing is essential.
Throughout this review, the intended application of each presented work is highlighted. While most papers (58%) do not explicitly define a final application, many of them suggest potential uses, with approximately 27% of these proposing applications oriented towards protective purposes. Additionally, around 29% of the papers explicitly identify protective purposes as their final application, as it can be seen from Figure 13 (only auxetic yarns, auxetic knitted structures and auxetic woven structures were considered). This scenario highlights a significant recognition of the distinct properties of auxetic fibrous structures, such as their ability to absorb impacts and resist punctures, in protective circumstances. While much of the research is still in its exploratory phase, without definitive applications, these percentages suggest a deeper trend—the potential of auxetic fibrous structure for protective purposes is a growing area of interest that continues to receive considerable attention, reflecting the increasing focus on leveraging these materials in high-risk situations. Intended and proposed applications of auxetic fibrous structures according to this review.
From Figure 14 it is evident that for protective applications both knitted and woven fibrous structures have been the most studied, with 41% and 35% respectively, followed by auxetic yarns with 24%. The greater focus on knits and wovens may be attributed to their simpler manufacturing processes. Auxetic knitted fabrics can be achieved easily through conventional weft and warp knitting processes, and although some of the auxetic wovens are achieved with assistance of HAY, the majority of auxetic wovens can be achieved also through some conventional techniques, as previously discussed in this review. Therefore, the implementation of these structures into the design of protective apparel is highly feasible, given that they can be manufactured using conventional techniques. Types of auxetic fibrous structures for protective applications and the fibres used in knitted and woven fabrics according to this review.
It is also evident that, within knitted and woven auxetic structures, synthetic fibres like polyamide and polyester are the most used, followed by high-performance yarns such as aramid (Figure 14). This preference can be attributed to the advantageous mechanical properties of synthetic fibres, including high tensile strength, low weight, durability, flexibility, and ease of conformation, characteristics that are often lacking in natural fibres. The frequent use of high-performance yarns is also justified by their outstanding properties, such as superior tensile strength, high modulus of elasticity, excellent energy absorption, and strong abrasion resistance.
Several works are particularly noteworthy due to their comprehensive evaluation of mechanical performance. Steffens et al. and Sun et al. both produced auxetic and conventional weft knitted fabrics from high-performance yarns which were then impregnated with resin to create composites. Both groups achieved the same conclusions: the auxeticity decreased upon forming the composite, but mechanical performance significantly improved. Steffens et al. reported that the auxetic composite absorbed twice as much impact energy compared to a conventional jersey composite.89–91 Sun et al. observed superior stab resistance in auxetic fabrics over plain knitted ones, regardless of puncture speed. 8 Both papers hold great potential to be used in protective applications. Other researchers, including Yang et al., 96 Naseer et al., 99 and Abbas et al., 100 developed auxetic knitted structures using conventional yarns. They used similar geometries based on face and reverse loops and achieved high mechanical performance. Their results showed that structures with more pronounced auxetic behaviour had higher burst resistance and absorbed more energy compared to conventional fabrics. Different from the previous authors, Pais et al. developed auxetic weft knitted structures based on non-specified geometries and impregnated the samples with shear-thickening fluids (STF). 94 The authors discovered great potential of these structures within the mechanical performance, being even more evident in the samples with STF, which were able absorb more energy during punction and tensile tests. These studies are especially relevant for protective applications as they prove that high performance can be achieved using conventional fibres.
Besides auxetic knitted structures, also woven structures have been studied for protective applications. Gao et al. demonstrated that woven fabrics made entirely from auxetic yarns exhibited improved elongation resistance and higher energy absorption during impact testing. 117 Differently from the previous author, Ali et al. found that auxetic woven fabrics based on specific geometries and concluded the obtained auxetic structure hold better mechanical performance when compared to a non-auxetic woven. 9 The authors obtained greater results of tensile strength, elongation at break, energy absorption, tearing impact, burst and cut resistance.
Overall, the promising auxetic behaviour of these fibrous structures suggests strong potential for use in protective apparel. For these structures to be viable in such contexts, key properties such as energy absorption, impact resistance, flexibility, durability, and breathability must be optimized. The enhanced Poisson’s ratio observed in various auxetic fibrous structures can contribute to better energy dissipation under impact, while their inherent flexibility supports ergonomic performance, ensuring comfort and ease of movement in high-stress environments.
The presented works show the immense potential of auxetic fibrous structures for protective applications given the achieved mechanical properties. The combination of commercial and high-performance fibres with conventional knitting and weaving techniques enables the development of auxetic structures with enhanced mechanical performance, as highlighted throughout this review. This synergy results in materials with high tensile strength, durability, flexibility, and excellent energy absorption capacity—properties that are essential in meeting the complex requirements of protective apparel.
Among the various geometries explored, re-entrant and foldable structures have shown the greatest promise for incorporation into woven and knitted textiles. These configurations not only exhibit a pronounced auxetic response but also align well with existing textile manufacturing processes, facilitating their scalable implementation. Their ability to enhance multi-directional deformation, impact resistance, and conformability further reinforces their suitability for protective apparel applications, where both mechanical performance and wearer comfort are critical.
In practice, protective clothing must not only provide effective defence against hazards such as impacts, punctures, and abrasions, but also ensure comfort, mobility, and durability in demanding environments. This dual requirement of protection and wearability is especially critical in fields such as military, law enforcement, sports, and industrial workwear. Protective apparel must adapt to various conditions while maintaining the wearer’s mobility and ensuring prolonged comfort during extended periods of use. Thanks to their capacity to evenly disperse mechanical loads, adapt to bodily motion, and withstand continuous strain, auxetic fibrous structures are particularly well-suited to meet these requirements. Also, the auxetic materials' ability to stretch and mould to the wearer’s body enhances flexibility, minimizes fatigue, and ensures ease of movement—all while maintaining a high level of protection.
Additionally, as the apparel is exposed to a range of environmental conditions, the durability of the materials plays a fundamental role. Auxetic fibrous structures can enhance the longevity of protective clothing by reducing wear and tear, improving resistance to cuts, punctures, and abrasions. Their self-adjusting properties also improve overall durability by allowing the fabric to stretch and recover, reducing the possibility of permanent deformation. The use of synthetic fibres and high-performance yarns in these structures further strengthens their ability to withstand harsh conditions, including exposure to extreme temperatures, moisture, and chemicals.
Breathability is another essential challenge for protective apparel, especially in industries where workers may be exposed to high physical labour levels or hot environments. While providing robust protection, it is also important that protective gear maintains an adequate level of air circulation to prevent overheating and discomfort. Auxetic structures, due to their expanded and adaptable nature, could enhance the breathability of the material without compromising protective qualities. Their capacity to absorb and distribute mechanical forces more effectively can also lead to improved moisture wicking and air permeability, contributing to comfort during long hours of use. While these features are promising, the evaluation of comfort and breathability in auxetic fibrous structures remains largely limited to qualitative insights, thus further research is required to characterise these aspects under standardised and controlled conditions. Experimental studies focusing on parameters such as air permeability, thermal and water vapour resistance, moisture management, and long-term wearability are essential to objectively assess performance and validate their suitability for real-world applications.
However, despite the clear advantages of auxetic fibrous structures, their successful implementation in commercial protective clothing will depend on their ability to comply with established industry standards, such as those defined by ISO, ASTM, and EN protocols. These standards typically address critical performance metrics including impact and puncture resistance, flexibility, thermal protection, durability, and wearer comfort. Meeting these requirements through systematic testing and validation will be essential for the industrial adoption and certification of auxetic-based materials.
In conclusion, the integration of auxetic fibrous structures in protective apparel represents a significant advancement in the field. These materials not only offer superior impact resistance and mechanical protection but also respond to the increasing demand for comfort, mobility, and adaptability in personal protective equipment. With ongoing research and optimization of these structures, auxetic materials have the potential to revolutionize protective clothing by combining safety with comfort and durability, making them ideal for industries that rely heavily on high-performance protective gear.
Conclusion and future prospects
Auxetic fibrous structures represent a unique and fascinating class of materials characterized by their negative Poisson’s ratio which results in unique mechanical properties such as enhanced energy absorption, superior indentation resistance and improved fracture toughness. These characteristics make them particularly suitable for protective applications, where both safety and wearability are essential.
This review has explored various auxetic fibrous structures – including yarns, knitted and woven structures and reinforced fibrous structures – and the methods of achieving the auxetic behaviour. With this review, it was possible to draw the following main conclusions according to the main fibrous structures examined (yarns, knitted and woven): • Auxetic yarns: through the combination of stiff and elastomeric yarns considering that some specific parameters influence the auxetic behaviour: a wrap yarn with higher tensile modulus and a core yarn with higher elongation percentage results in higher auxetic behaviour; minimum wrapping angle results in enhanced auxetic effect; a higher diameter ration between core and wrap yarns results in more negative Poisson’s ratio. Also, it is possible to produce auxetic yarns with more than one wrap and core yarn; • Auxetic knitted structures: auxetic weft knitted structures are achieved through arrangement of face and reverse loops in specific patterns while auxetic warp knitting require the application of stiff and elastic components. Weft knitted structures with higher loop length and elastic yarns leads to auxetic structures with enhanced behaviour being more evident in the course direction; • Auxetic woven structures: auxetic wovens can be obtained through the employment of auxetic yarns during weaving process or using specific weaving patterns resembling auxetic geometries. In the first case the auxeticity is intensified when using weave patterns with higher float length, that is with fewer intersection points between warp and weft yarns which translates into a greater degree of freedom for the auxetic yarns to move. Auxetic geometries are induced through the combination of tight and loose patterns that when out of the loom make the fabric shrink and so, allowing the auxetic behaviour; • Material selection: synthetic fibres such as polyamide, polyester, and high-performance fibres like aramids are commonly employed in auxetic woven and knitted structures intended for protective applications.
The use of auxetic fibrous structures built with synthetic and high-performance fibres in protective gear and apparel was a particularly promising observable trend, as these items must balance comfort with mechanical strength, a requirement that can be effectively met by these advanced fibrous structures. All the collected research on auxetic fibrous structures constituted groundbreaking advancements in the realm of auxetic structures and their diverse applications. However, despite these technological advances, the commercial integration of auxetic fibrous structures into protective apparel remains limited. One critical barrier is the relatively small number of studies addressing comfort-related properties such as breathability, thermal regulation, and long-term wearability. Since protective gear must balance safety and comfort, future studies should prioritise a more comprehensive and detailed evaluation of attributes like puncture resistance, energy absorption, fatigue behaviour under repeated loading, and user ergonomics.
The inherent stretchability and conformability of fibrous structures make them particularly suited for dynamic and body-fitting applications, such as protective sportswear or flexible body armour. However, to meet the functional demands of such applications, strategies including the integration of high-performance yarns (e.g., aramids, UHMWPE), multilayered configurations, and hybrid structures that combine different fibre types or structural architectures. should be explored. Furthermore, the relationship between auxetic behaviour and actual protective functionality, particularly under dynamic impact or penetration scenarios, remains a fertile ground for continued research.
Furthermore, the functional relationship between auxetic behaviour and protective performance under real-world conditions remains a critical area of investigation. It is especially important to understand how auxetic structures respond to dynamic impacts, penetrations, and environmental stresses such as moisture, heat, or chemical exposure. Standardised testing protocols will be essential to validate auxetic performance in realistic scenarios and enable meaningful comparisons across different studies and applications.
Equally important is the need to address the practical limitation of real-world manufacturing of auxetic fibrous structures. Challenges related to large-scale manufacturing, material availability, and cost-effectiveness must be overcome for auxetic fibrous structures to transition from experimental prototypes to commercially viable products. Advances in production technologies and fabrication methods—such as scalable knitting, weaving, or composite integration techniques—will play a pivotal role in this transition.
In conclusion, auxetic fibrous structures hold significant promise for redefining the standards of protective apparel. With targeted advancements in material science and engineering, manufacturing and performance testing, these innovative fibrous structures may lead to the development of next-generation protective fibrous structure that combine high mechanical resilience with superior comfort, flexibility, and adaptability—delivering truly multifunctional protective solutions.
Footnotes
Author Contributions
Conceptualization, H.S.O. and J.C.A.; methodology, H.S.O. and J.C.A.; validation, J.B.; formal analysis, H.S.O.; investigation, H.S.O.; writing—original draft preparation, H.S.O.; writing—review and editing, H.S.O and J.C.A.; supervision, J.C.A., J.B. and R.F.; project administration, J.B.; funding acquisition, R.F. All authors have read and agreed to the published version of the manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the Interface program (“Fibrenamics/CTI Project”) - base program under the Recovery and Resilience Plan, approved under the terms of Notice of Call for Tenders (AAC) No. 03/C05-i02/2022. The authors also acknowledge the strategic funding of UID/CTM/00264/2020 of 2C2T, given by the Portuguese Foundation for Science and Technology (FCT).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.