
Abstract
The rapid increase in Polyethylene Terephthalate (PET) product consumption has spurred a global waste crisis, with improper disposal causing severe environmental damage. Waste from PET water bottles, in particular, has greatly contributed to landfill accumulation. To address this, various recycling methods have been developed, including the use of recycled rPET in construction materials like concrete. This study examines the effects of recycled PET fiber content, diameter, and length on the compressive strength and crack resistance of concrete, first to optimize fiber-reinforced concrete for sustainable applications. Using multivariable regression analysis, the study identifies optimal fiber configurations that maximize first crack and failure strength. Results indicate that a fiber content of 1.5%, shorter fiber lengths (5 cm), and a blend favoring thicker fibers (70/30 ratio) significantly improve compressive performance. Sample 11 achieved the highest stress threshold of 35 MPa, suggesting an ideal mix for enhanced structural integrity under compression. This research addresses a gap in sustainable concrete solutions by emphasizing the importance of specific fiber parameters in enhancing concrete durability and crack resistance. Unlike previous studies that often generalize the benefits of fiber-reinforced concrete, this work provides a systematic approach to pinpoint optimal PET fiber configurations, thereby supporting eco-friendly, high-performance alternatives for construction. The dual focus on environmental sustainability and performance optimization highlights the study’s unique contribution to advancing sustainable materials in construction. The findings of our study open up new paths for future research, including long-term durability studies, exploration of other textile fiber waste materials for concrete reinforcement.
Introduction
Concrete remains one of the most versatile and widely used construction materials globally, known for its strength and durability. However, a critical drawback of concrete is its susceptibility to cracking under compressive loads, which can compromise both structural integrity and longevity. To address these limitations, the incorporation of various fibers into cement concrete has become a popular research focus, with studies demonstrating that fibers can significantly improve concrete’s performance under compression. Recently, fibers derived from recycled polyethylene terephthalate (rPET) — commonly sourced from plastic water bottles — have emerged as a promising option due to their availability, low cost, and environmental benefits. This study explores how the diameter, length, and content of PET fibers influence crack resistance and failure modes in concrete under compression.
The integration of rPET fibers into concrete not only helps manage plastic waste but also enhances concrete’s mechanical properties, making it a sustainable solution with dual benefits. Each minute, approximately one million plastic bottles are purchased worldwide, with over half a trillion bottles projected to be sold annually by the end of the decade.7,8 This sharp increase has led to environmental concerns over the accumulation of non-biodegradable PET waste, which takes up to 450 years to decompose, further fueling the need for innovative recycling methods.2–6 The global plastic recycling market, driven by environmental urgency, is expected to grow at a 5.3% CAGR from 2023 to 2030. 1
Utilizing PET fibers in concrete has been shown to address these environmental challenges by reducing the reliance on natural aggregates. Yazoghli-Marzouk et al. highlighted that PET in concrete diverts waste from landfills while conserving natural resources. 9 The substitution of fine aggregates with PET also brings economic benefits in regions facing sand shortages, supporting a shift towards sustainable construction practices.
Extensive research has investigated the mechanical benefits of incorporating PET fibers into concrete. Ramadevi and Manju 10 explored the feasibility of replacing fine aggregates with PET fibers in proportions of 1%, 2%, 4%, and 6%, finding that the replacements enhanced both compressive and tensile strengths relative to standard concrete mixes. This suggests PET fibers improve concrete’s structural strength while contributing to environmental conservation. Similarly, Shukur et al. examined PET and polypropylene (PP) fibers as aggregate replacements and found that PET fibers enhanced workability and reduced concrete density. However, PET substitution caused slight reductions in compressive, tensile, and flexural strengths, underscoring the balance required between sustainability and performance. 11
Frigione 12 demonstrated that PET fibers improve the ductility and post-cracking behavior of concrete, making it suitable for applications where resilience to dynamic loads is essential. Yet, a study by Saikia and de Brito 13 showed that replacing fine aggregates with PET generally decreases compressive strength, attributed to PET’s lower density and limited bonding capacity compared to natural aggregates. These findings reflect the trade-offs involved in optimizing PET-modified concrete, where improvements in certain mechanical properties may come with minor compromises in others.
Beyond mechanical properties, durability is a significant consideration for PET-modified concrete, particularly in applications exposed to environmental stresses. PET’s resistance to chemicals, moisture, and biological decay suggests advantages for concrete in harsh conditions. It was found that PET-fiber-reinforced concrete showed better resistance to water penetration and freeze-thaw cycles, making it viable for regions with extreme climates. Nonetheless, the size and distribution of PET fibers in the concrete matrix can affect durability, requiring careful consideration in mix design. 14
Despite its benefits, using PET fibers presents challenges in maintaining concrete workability. Foti 15 reported that PET fibers increase water demand, reducing workability. This issue can be mitigated by incorporating water-reducing admixtures or optimizing mix proportions. Additionally, proper control of PET fiber size is essential to prevent cohesion and flow problems in the mix. From an environmental standpoint, PET in concrete reduces plastic pollution and conserves sand, aligning with sustainable construction goals. Al-Manaseer and Dalal 16 observed that although processing PET waste incurs costs, the environmental advantages, especially in regions where natural resources are limited, could justify the expense.
Research has also delved into PET fibers’ effects on flexural and compressive strength. Kumar et al. 17 found that as PET fiber length increased, both flexural and compressive strengths improved. Longer fibers contributed to better crack control and enhanced ductility in concrete.
Using recycled plastic, such as PET, as a fine aggregate replacement generally reduces compressive strength and modulus of elasticity but increases flexibility before failure under compression. This suggests that PET fibers can enhance flexibility but may need careful integration to maintain compressive strength. 18 PET-modified concrete shows promise, but standardizing fiber properties is challenging due to the variability in PET waste, which can lead to inconsistent concrete performance. Standardized grading and processing methods are needed, and the long-term environmental impact, especially regarding microplastic formation, is still under investigation. 18 Supplementary cementitious materials, like fly ash or slag, could enhance PET-based concrete, and advanced modeling techniques are recommended to better understand PET fibers under various loading conditions.18,19 Optimizing fiber combinations could help balance mechanical performance and sustainability.
Recycled textile waste has also been found to improve concrete’s compressive and flexural strengths, acting as a filler that enhances mechanical performance. Optimal dosages ranging from 0.5% to 5% have shown a 15–30% increase in strength. 20 Studies on composite fibers, including polyacrylonitrile carbon, basalt, and glass fibers, reveal that they can enhance the toughness of fiber-reinforced concrete by over 30%, promoting crack resistance and ductility. 21
Incorporating PET fibers provides thermal comfort benefits in low-cost housing by acting as a heat insulator, making it a suitable material in the bottle brick technique for affordable construction. 22 With advancements in recycling technology and a growing market, PET bottle recycling is seen as an effective way to reduce greenhouse gas emissions, fossil fuel reliance, and landfill use. 23 PET-modified concrete represents a promising solution to these issues by balancing structural performance with environmental impact. A summary of the findings on the impact of recycled rPET fibers on the compressive strength of concrete, based on the referenced studies is that adding rPET fibers to concrete often reduces compressive strength compared to plain concrete. The extent of reduction depends on fiber diameter, length, and volume fraction. For example, at 1% volume, 0.91 mm and 0.56 mm diameter fibers achieve the highest compressive strength, though still 4–28% lower than plain concrete. Increasing the volume fraction to 2–3% further decreases compressive strength, especially with thicker fibers. 24 Research identifies 1% volume fraction as optimal for enhancing compressive strength, with some studies reporting up to a 15% improvement with fibers of 0.7 mm diameter and 50 mm length. 25 However, higher fiber volumes, especially with smooth-textured fibers, can adversely impact bonding and overall strength.26,27 Shorter fibers (10–50 mm) generally perform better than longer ones, as excessively long fibers disrupt the cementitious matrix and decrease compressive strength.28,29 Uneven fiber distribution also creates localized stress concentrations, which further reduces strength. 30 Studies on virgin PET fibers show that ‘O’-shaped fibers at 0.5–0.75% volumes reduce strength by 32–37%. By contrast, ring-shaped fibers increase strength, achieving up to a 5% improvement with 1.5% volume, especially when using thicker ring-shaped fibers.31–36 High fiber content or dimensions can increase concrete porosity, leading to lower compressive strength as more voids reduce the material’s load-bearing capacity.37–39 While rPET fibers generally lower compressive strength due to increased porosity and stress concentration, optimal dimensions and volume can achieve modest improvements, balancing strength and other desirable properties like workability.40–42
Recent studies demonstrate that recycled PET fibers significantly enhance the mechanical and durability properties of concrete. Research has shown that PET fibers improve tensile and flexural strength by up to 20% and enhance crack resistance, with optimal fiber content ranging from 1.0 to 1.5% by volume.43,44 The importance of fiber geometry has been highlighted, showing that longer fibers (30–50 mm) and diameters of 0.5–1.0 mm provide better bonding and toughness. 45 PET fibers reduce crack propagation, improve energy absorption, and offer thermal insulation benefits, making them suitable for lightweight and energy-efficient concrete.46,47 Additionally, PET fibers maintain integrity at temperatures up to 200°C, and surface treatments like plasma treatment enhance fiber-matrix bonding, further improving strength.48,49 The environmental and economic benefits of PET fiber-reinforced concrete include a 15% reduction in carbon footprint and cost-effectiveness compared to traditional concrete, underscoring the potential of recycled PET fibers as a sustainable and high-performance reinforcement material in concrete applications. 50
These findings underscore the importance of tailoring fiber dimensions, shape, and volume to optimize concrete’s compressive strength when incorporating rPET fibers. While the use of recycled PET fibers is acknowledged, the originality of this research lies in optimizing specific parameters (fiber length, content, diameter, and blend ratio) for improved structural integrity. Nonetheless, it would be beneficial to include a comparative analysis with existing studies to underscore the uniqueness of this parameter-specific approach and highlight advancements made over previous works.
This study addresses existing research gaps by analyzing the combined effects of fiber content on the crack behavior of concrete. The primary objective of this study is to examine the impact of recycled PET fiber content, diameter, length, and blend ratios on the compressive strength and crack resistance of concrete. Specifically, this research seeks to identify optimal configurations of PET fiber parameters that maximize concrete durability and structural integrity under compressive stress, contributing to sustainable construction practices.
This research aims to fill that gap, promoting the sustainable use of PET fibers in construction while providing insights into improving the durability and structural integrity of concrete design with recycled PET fiber content
Material and methods
Materials preparation
PET mechanical recycling
(1) Mechanical recycling is the most common method for recycling PET products, which involves collecting and shredding used PET products into small pieces, and then washing. the shredding and grinding of PET plastic, which involves shredding into small pieces using a shredder machine and then ground into even smaller pieces.
Figure 1 shows the sample of PET particles used in cement concrete formation. Mechanical shredded PET particles PET-aggregate types used in this work.
PET fiber processing
Mechanical recycling is one of the most established and widely adopted methods for recycling PET due to its relatively low energy consumption and cost-effectiveness compared to chemical recycling or other advanced methods. It aligns with circular economy principles by transforming post-consumer PET waste into reusable materials without significant degradation of the polymer’s properties. Before the actual extrusion process, the PET bottle needs to be processed for extrusion. The flowchart represents the basic steps in transforming waste PET bottles into usable fibers through the extrusion process (1) Collection of Waste PET Bottles: Collect used PET plastic bottles from recycling sources. (2) Sorting and Cleaning: Bottles are sorted to remove labels, caps, and other impurities. The PET is thoroughly cleaned to remove any residual contaminants. (3) Shredding and Grinding: The cleaned PET bottles are shredded into small flakes or ground into small particles. (4) Melting: The PET flakes are heated until they melt into a molten state. (5) Extrusion of PET into Filaments: The molten PET is forced through a spinneret (a plate with tiny holes) to form continuous filaments or fibers. (6) Cooling and Solidifying: The extruded PET filaments are cooled rapidly, often using air or water baths, to solidify into fibers. (7) Drawing (Stretching): The solidified fibers are stretched (drawn) to align the polymer chains, which increases the strength, flexibility, and orientation of the fibers. (8) Cutting into Fiber Lengths: The long continuous fibers are cut into desired lengths based on the application requirements. (9) Final PET Fibers Ready for Use: The final PET fibers are ready for use in textiles, composites, or other manufacturing processes.
In the extrusion process, plastic pellets or granules are gravity fed from the hopper into the barrel, entering through the feed throat to meet a rotating screw at 110 rpm. This screw propels the plastic forward into the barrel, heated by circular band heaters to a melting temperature of 260°C. The rotating screw shaft has three zones: feed, melting, and metering. In the feed zone, pellets begin to melt as they move through the barrel. The melting zone fully melts the plastic, assisted by a thermocouple maintaining the barrel’s temperature. Avoiding overheating is crucial to prevent the degradation of plastic properties. At the barrel’s end, the molten plastic exits the screw shaft and is blown by an air compressor to form continuous synthetic fibers. The fibers were prepared in the mill El Nile Co. in Alexandria Egypt. The specifications of the extruder was : Type Single screw tensioning machine SJ80, Capacity: 100-120 kg/h, Screw Diameter: 200 mm; L/D ratio of 1:30, Drive Power: 22/30 kW; screw speed of 300 rpm., Temperature: 177–270°C with 6 heating zones., Feeding: Gravimetric feeder with pre-drying to <0.02% moisture., Venting: 1–2 vent ports with vacuum degassing (0.5–1.0 bar). Filtration: Automatic screen changers (30–100 microns)., Fiber Spinning: Multi-hole spinneret die (100–1000 holes)., Fiber diameter: 0.1–3 mm., Quenching chamber and high-speed winders., Control: PLC-based system with real-time monitoring and data logging.
Figure 2 shows the processed fibers from the water bottle waste. The regrind of rPET was obtained from the empty PET water and soft drink bottles collected in Alexandria, Egypt. The mechanical properties of recycled Polyethylene Terephthalate (rPET) fibers can vary depending on the recycling process, degree of degradation, and any additives used to enhance their performance. The measured mechanical properties of rPET fibers based on experimental studies are tensile strength in the range of 200-600 MPa, Elongation at break of 20–40%, and Young’s modulus 4-8 Gpa . CEM I 42.5 N Cement is used for the preparation of the sample. Table 1 gives the samples specifications Table 1. Samples specifications. PET Fiber processed from water bottle waste. Samples specifications.

Concrete sample formation
To prepare a concrete sample incorporating a small percentage of recycled fibers for compression testing, begin by selecting appropriate recycled fibers, such rPET fibers, ensuring they meet the required specifications for fiber length and fiber diameter. Next, determine the optimal fiber content, typically ranging from 0.5% to 2% by weight of cement, to enhance the mechanical properties without compromising workability. Mix the dry ingredients—cement, aggregates, and recycled fibers—thoroughly in a concrete mixer to achieve uniform distribution of the fibers. Gradually add water and any necessary admixtures while continuously mixing until a homogeneous concrete mixture is obtained. Pour the mixture into standardized molds and compact it adequately to eliminate air voids. Cure the samples under controlled conditions to allow for proper hydration before conducting compression tests to evaluate their performance. The curing temperature was 25°C. For all the samples , CEM I 42.5 N, mix proportion of 1:1.50:2.92. with a water-cement ratio of 0.40. The mix partially substitutes fine aggregate with 0.5% to 2.0% PET fiber according to experimental design. Samples were carried out for 28 days of curing. Figure 3 shows the sequence of preparations of the samples. The samples preparation.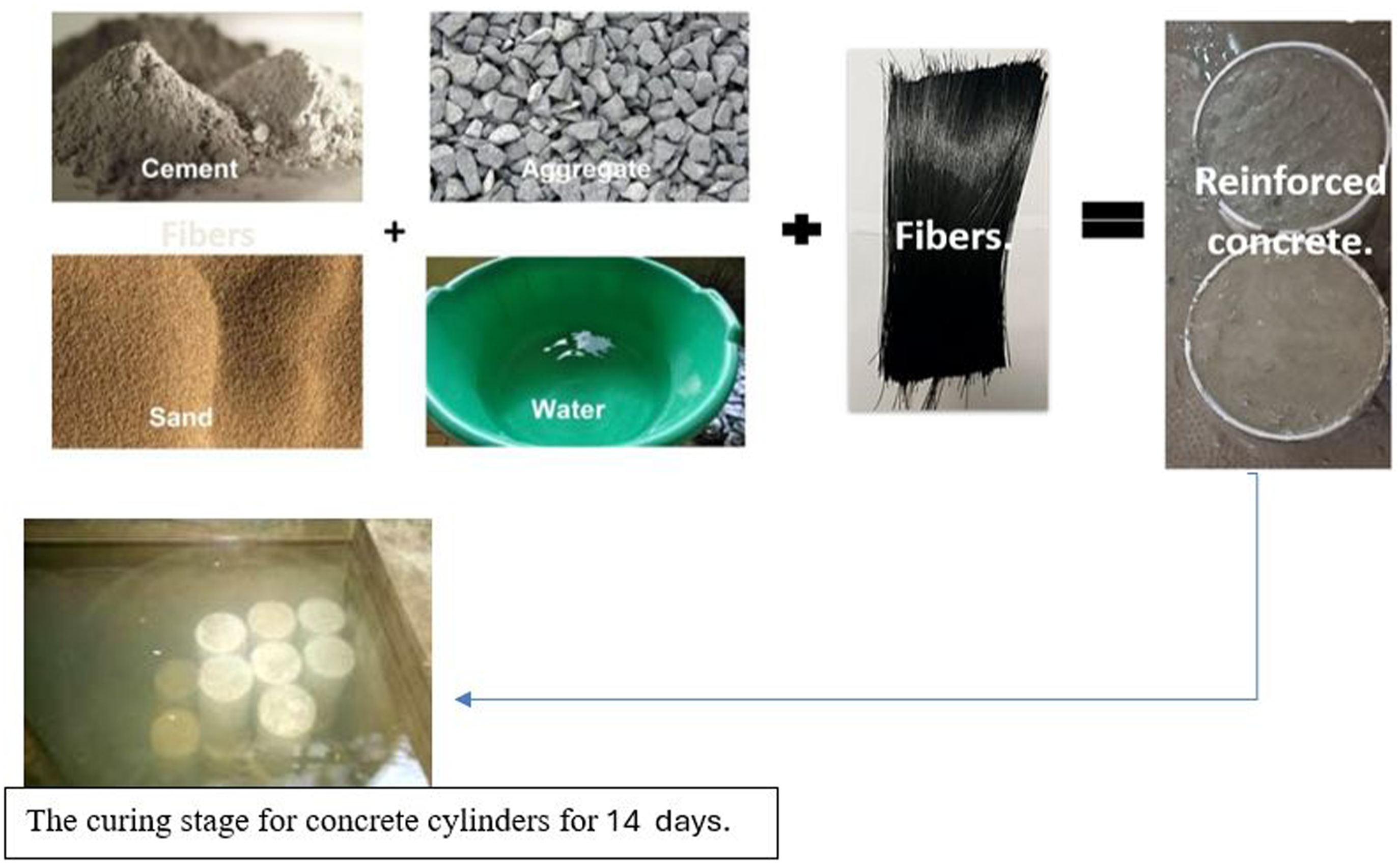
Figure 4 shows the prepared concrete samples cross section with different rPET recycled fiber types and ratio. Samples cross-section.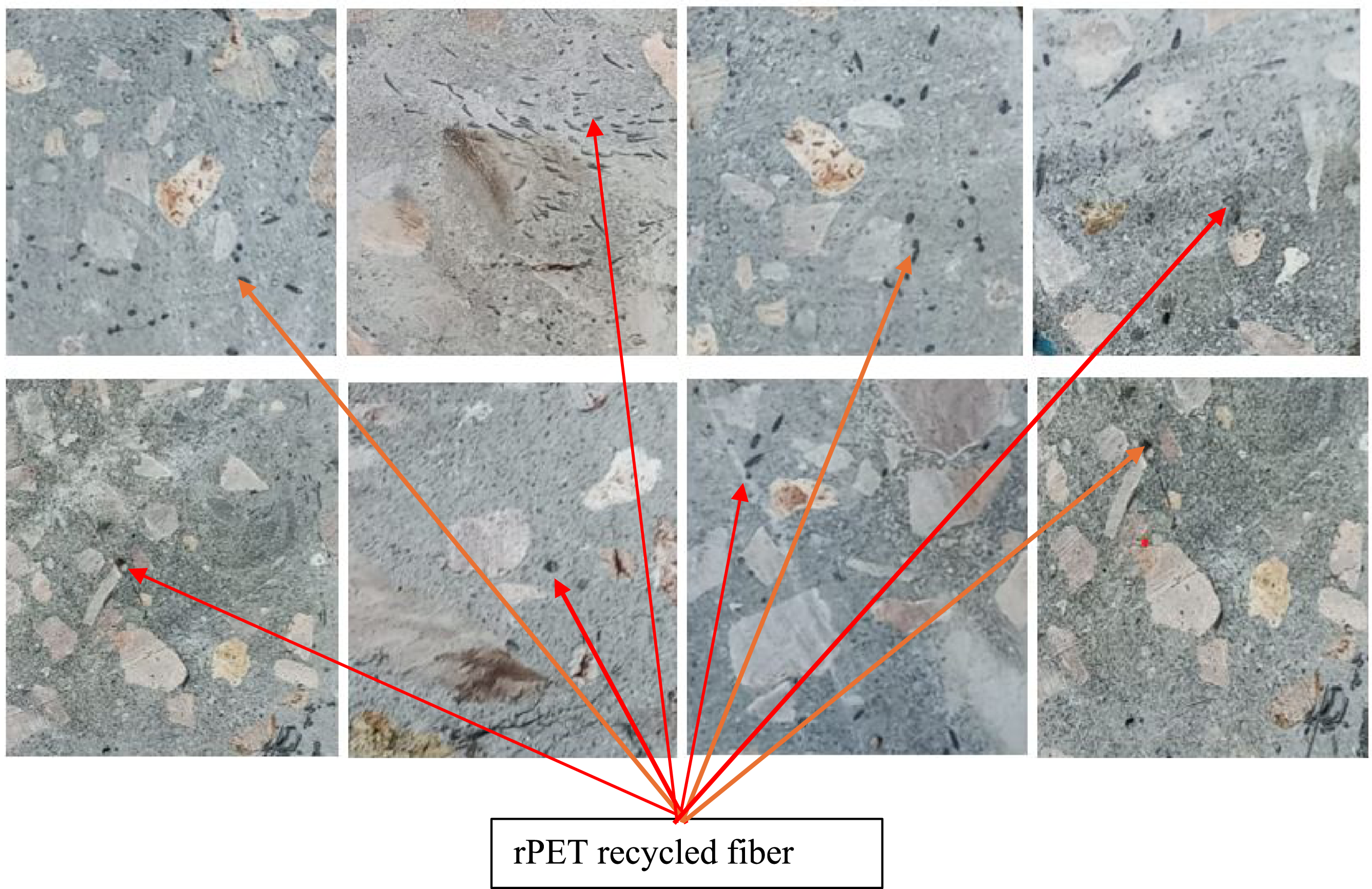
Compression testing of concrete samples
The concrete samples were tested according to the Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens (ASTM C39/C39M-21). Three specimens are tested for each concrete mix to ensure reliable and statistically valid results, as recommended by standards ASTM C39. According to ASTM C39/C39M-21, the standard sample size for testing the compressive strength of cylindrical concrete specimens is (152 mm) in diameter and (305 mm) in height. This size is the most commonly used for molded concrete cylinders. The ADR Touch SOLO 3000 kN Compression Testing Machine, User Interface: 145 mm (5.7”) high-resolution QVGA touch screen. Intuitive menu-driven operation. Real-time display of load vs. time. Figure 5 shows the testing equipment for compression test and the crack failure of sample. Compression tester of the concrete samples.
Results and discussions
Compression stress
Compression stress in concrete slabs is critical for ensuring structural integrity, controlling long-term deflection, enhancing ductility and toughness, managing failure modes, and promoting sustainability. It helps slabs withstand axial compression loads, reduces issues like cracking and impaired functionality, improves resistance to impact and dynamic loads, and contributes to sustainable construction practices by optimizing material use and reducing the need for repairs and maintenance.
The effect of rPET fibers percentage on the compression stress
First crack and failure compression stress of the samples.

*Standard deviation (MPa).
Figure 6 shows the results of compression test of different samples. The value of the compression stress at failure for different samples.
The ANOVA test for the given data on first crack compression stress and overall compression stress shows that:
First Crack Compression Stress: The p-value (0.0002) is much less than the significance level of 0.05, indicating that there are significant differences between the means of the first crack compression stress for the different sample specifications.
Compression Stress: The p-value (0.0008) is also much less than the significance level of 0.05, indicating significant differences between the means of the overall compression stress for the different sample specifications.
These results suggest that the variations in fiber content, diameter, length, and blending ratios have a statistically significant impact on both the first crack compression stress and the overall compression stress.
The correlation coefficient between the first-crack stress and the final compressive stress is R = 0.935. This indicates a strong positive correlation, meaning that as the first-crack stress increases, the final compressive stress also tends to increase. The p-value of 9.34 × 10−7 suggests that this correlation is statistically significant.
The factorial ANOVA analysis revealed that fiber content (%) and fiber length (mm) significantly affect compression stress, while fiber diameter (mm) does not have a significant impact. Specifically, higher fiber content (1.5%) resulted in greater compression stress compared to lower fiber content (0.5%), and shorter fiber length (50 mm) led to higher compression stress compared to longer fiber length (150 mm). No significant interaction effects were observed between the factors, indicating that the influence of fiber content and fiber length on compression stress is independent of each other and of fiber diameter. These findings suggest that optimizing fiber content and length can effectively enhance the compressive properties of the material, whereas fiber diameter may not play a critical role in this context.
The regression equation for compressive stress (x1) MPa, based on percentage of fiber content (x2), fiber diameter mm (x3), fiber length cm (x4), and blending ratio % (x5) is:
Increasing fiber content generally leads to higher first-crack and failure compression stresses, indicating that additional fibers enhance both the initial crack resistance and overall compression strength of the concrete.
Both 0.5 mm and 1 mm fiber diameters improve concrete strength compared to no fiber. However, there is no clear pattern suggesting that one diameter consistently outperforms the other across all fiber contents and lengths, indicating that other factors like fiber content and length may also play significant roles.
Fibers with shorter lengths (5 cm) result in higher overall compression stress at both first crack and failure points than longer fibers (15 cm). Shorter fibers might create a more uniform distribution, improving stress transfer in the concrete as well as increase the probability of random fiber bridging .
Blends with a 70/30 ratio generally show higher compression stress at both first crack and failure points compared to a 50/50 blend. This suggests that increasing the proportion of one fiber type in the blend can optimize stress performance, possibly due to better compatibility or bonding characteristics of the dominant fiber type.
Figure 7 shows the calculated value of composite stress versus the measured one which shows high correlation factors Calculated compression stress equation versus the measured compression stress.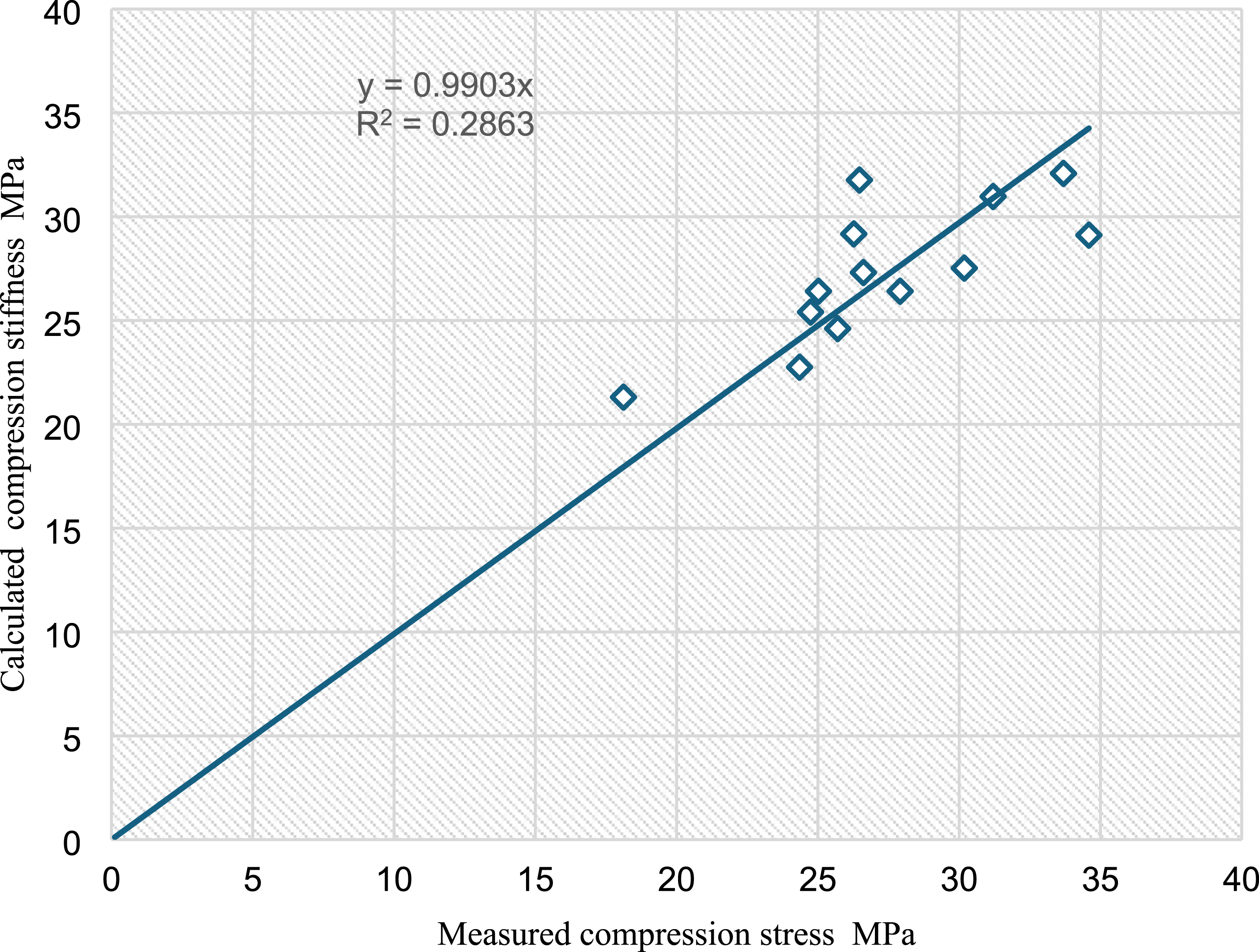
Stress transfer and load distribution in concrete structures
The addition of recycled PET fibers in the concrete mix is expected to change the behavior of stress distribution under the compression of the concrete.
The inclusion of recycled PET fibers in a concrete mix alters the stress distribution behavior under compression due to their ability to improve the material’s internal structure and toughness. Recycled PET fibers help in redistributing tensile stresses within the concrete, reducing the formation and propagation of micro-cracks. This fiber reinforcement results in a more uniform stress distribution across the concrete matrix. The fibers bridge cracks and prevent them from widening, thereby delaying failure and enhancing the post-cracking behavior, contributing to improved toughness, ductility, and energy absorption. Several research concluded the following main points: PET fibers improve the interfacial transition zone (ITZ) between the cement matrix and aggregates, enhancing stress transfer and mechanical properties. 53 PET fibers act as a bridging material, reducing crack propagation and improving compressive strength by strengthening the bond between the matrix and aggregates. 54 PET fibers enhance stress distribution and load-bearing capacity by creating a stronger interfacial bond, which is critical for performance under load. 55 The general role of fibers, including PET, in improving the interfacial bond and mechanical properties of cement-based materials is well-documented. 56 Hence , PET fibers enhance the interfacial bond between the cement matrix and the aggregates, which contributes to improved compressive strength and stress transfer under load. The mechanical properties of PET fibers, such as their tensile strength, elongation, and elastic modulus, also play a role in the way stress is distributed, helping the concrete resist failure more effectively.57–59
Effect of the addition of recycled PET fibers on the concrete crack propagation and compression stress
The inclusion of recycled PET fibers in concrete has a significant influence on crack behavior, which primarily relates to crack initiation, propagation, and post-cracking performance. When PET fibers are added to concrete, the crack behavior under compression force changes significantly compared to conventional concrete.
Adding PET fibers to concrete, Figure 8, enhances its crack resistance under compression by delaying crack initiation, distributing finer cracks, and reducing crack width. This fiber reinforcement leads to more uniform crack patterns and prevents rapid crack growth, improving the concrete’s toughness and durability. PET fibers also contribute to a more ductile failure, allowing the concrete to absorb more energy before cracking, mitigating shear and splitting cracks. Overall, PET fiber-reinforced concrete exhibits improved durability, toughness, and structural integrity under compressive forces. The random fiber bridging in samples of concrete with recycled PET fiber.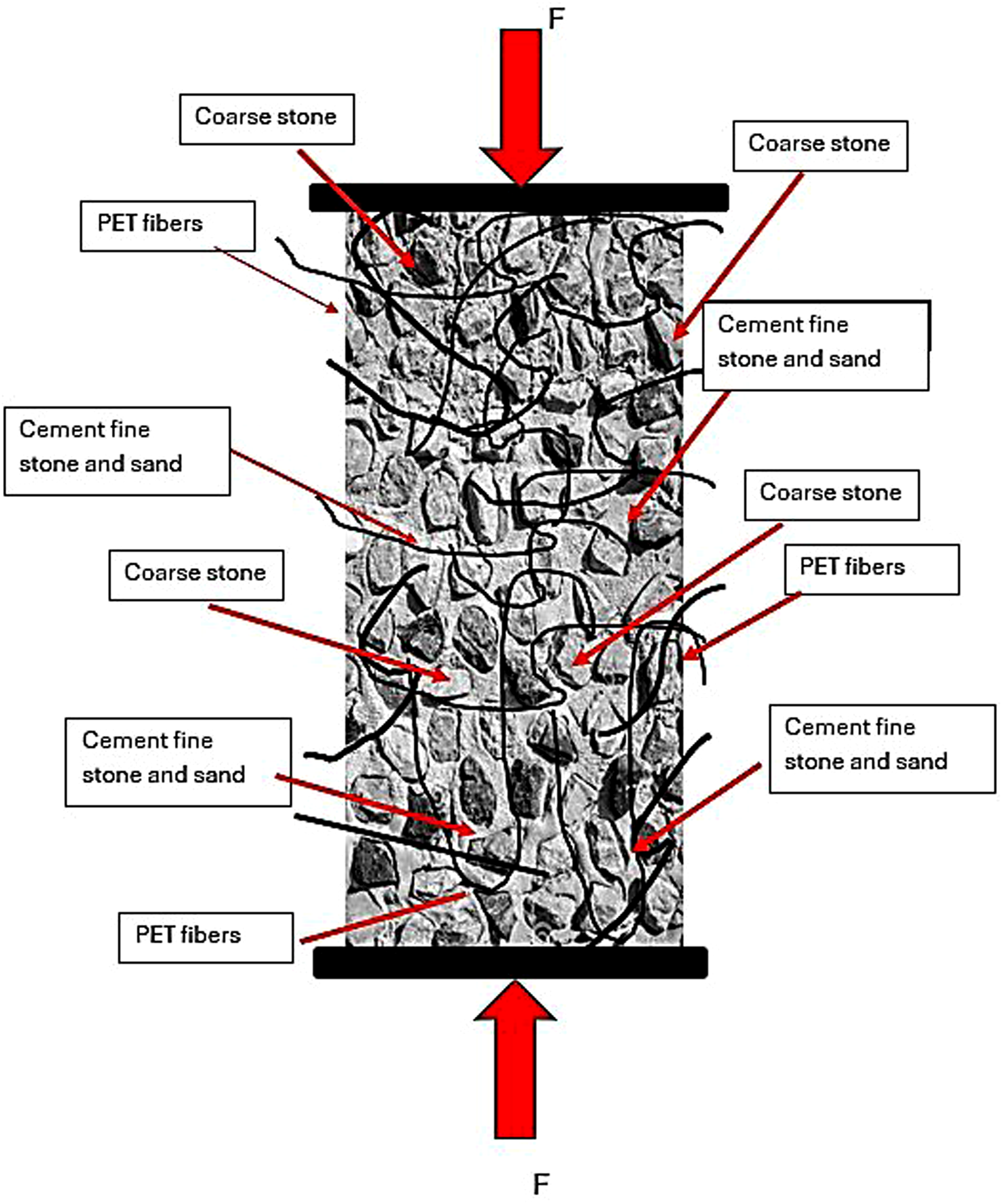
The theory of random fiber bridging in fiber-reinforced composites provides a framework for understanding how fibers contribute to increased load transfer and improved stress distribution across interfaces, particularly under tension or shear. Fiber bridging refers to the fibers’ ability to cross or “bridge” cracks within the matrix, helping to maintain load continuity across discontinuities and enhancing the composite’s overall integrity.
Figure 9 shows the fiber entanglement in the cross-section of the concrete sample after the compression test, indicating the fibers at the crack failed under tension load. and it migrates between the structure of the sample. The fiber entanglement in the concrete sample.
The mechanisms of Fiber Bridging will encourage load transfer, when a crack initiates within the concrete matrix, the fibers intercept it and create multiple “bridges” across the crack path. This bridging action transfers compression or tensile or shear forces across the crack, reducing stress concentration at the crack tip and slowing down crack growth. By engaging the fibers within the matrix, the load is effectively distributed, thus lowering the risk of bond failure. Random fiber bridging results in more uniform stress distribution across the matrix and fiber interfaces. Instead of allowing stresses to accumulate at specific points (e.g., along crack tips), fibers help diffuse these stresses, ensuring that they are distributed across the entire matrix. This leads to a more ductile failure mode, in contrast to brittle failure in non-reinforced matrices. This principle supports the idea that bridging fibers can control the crack opening and delay fracture. The shear-lag model explains load transfer between fibers and the matrix by shear forces at the interface. This model suggests that fiber bridging helps transfer stress from the matrix to the fibers, which helps prevent failure by carrying the load across cracks.60,61
Assume both the fiber and crack locations follow Poisson distributions, we model the probability of fibers and cracks being present in particular regions of the cross-section based on Poisson point processes. The Poisson process is often used for modeling randomly distributed points (e.g., cracks, fibers) over an area when the occurrences are independent of one another.60,61
Assumption • Λf the average density (expected number) of fibers per unit area in the cross-section. • Λc : the average density (expected number) of cracks per unit area in the cross-section.
To calculate the probability that a fiber is located in the same area as a crack within an arbitrary small area ΔA, Since the fiber distribution follows a Poisson process with density λf the probability that there is exactly one fiber in ΔA is: 
For very small ΔA, the probability simplifies approximately to:
Similarly, the probability that there is exactly one crack in ΔA, given the crack density λc, is:

Because the fiber and crack placements are independent, we multiply the probabilities from Step 1 and Step 2 to find the probability that both a fiber and a crack occur within the same ΔA.
This result implies that the probability of a fiber and crack co-occurring within a very small area ΔA is proportional to λf λcΔA2 . For a larger area A, integrating over the entire cross-section would give the expected number of such co-occurrences.
The probability of a fiber and a crack being located in the same area in a Poisson-distributed random arrangement is low and depends on the product of the fiber and crack densities This probability increases as the fiber and crack densities increase, reflecting a greater likelihood of overlap in high-density cases. This can happen in the case of using short and fine fibers of higher percentage. However, the presence of fiber will improve the materials sand and cement that holding the stone aggregate together reducing the splitting of material inside the concrete cross sections increasing the interfacial shear stress.
Stress Distribution Improvement due to random fiber bridging results in more uniform stress distribution across the matrix and fiber interfaces. Instead of allowing stresses to accumulate at specific points (e.g., along crack tips), fibers help diffuse these stresses, ensuring that they are distributed across the entire matrix. This leads to a more ductile failure mode, in contrast to brittle failure in non-reinforced matrices. This action mitigates the risk of bond failure at the fiber-matrix interface by creating a resisting force against separation. Additionally, fiber-matrix bonding is enhanced by frictional forces and mechanical interlock, which increase due to the fiber bridging effect. The combination of these mechanisms enables fiber-reinforced composites to withstand higher stresses without bond failure, providing both toughness and improved durability to the concrete matrix. 62
Despite the probability that fiber is located in the same area as a crack within an arbitrarily small area ΔA, its effect on the formation of a crack seems to be noticeable.
Comprehensive analysis of crack propagation and failure
Analysis of the crack shape under compression of different samples.
Modes in cement concrete reinforced with recycled PET fibers: influence of fiber content and size on compression behaviour
Crack classification and shape
Samples with no fiber reinforcement (e.g., Sample 1) show early cracking and lower compressive stress at failure. This suggests that fibers play a role in delaying crack initiation and improving resistance to crack propagation In Sample 2(Chips Content 1%, the addition of chips slightly improves crack resistance, increasing the first crack stress to 5.03 MPa and compressive strength to 22.65 MPa. This effect is mild compared to fiber-reinforced samples.
Samples reinforced with varying fiber content and blend ratios show improved crack resistance and higher compressive stress, with the first crack appearing at higher loads. For instance, sample 11 with 1.5% fiber content (0.5 mm diameter, 5 cm length) achieved a high compressive stress of 34.59 MPa.
Effects of the fiber content and fiber type on compressive stress
Increasing fiber content (e.g., 1.5% vs 0.5%) generally results in higher first crack stress and final compressive strength, indicating better resistance to crack formation under compression. Blended fiber samples (50/50 and 70/30) with different fiber diameters show notable improvements in crack resistance. For instance, Sample 9 with a 70/30 blend ratio (1.5% content) had a first crack stress of 8.3 MPa and a final compressive stress of 33.69 MPa, highlighting the benefit of combining fibers of different types and dimensions.
Crack patterns and propagation
The Table 2 provides the load at which the first crack appears for each sample. Higher loads at first crack correlate with greater fiber content, thicker fibers, and shorter lengths (e.g., Sample 11). The shorter fibers seem to improve the bond within the matrix, restricting crack initiation under compression. Samples without fibers or with low fiber content experience brittle failure upon reaching compressive limits. Fiber-reinforced samples tend to exhibit more ductile failure, where cracks propagate more slowly due to fiber bridging, which improves post-crack load-bearing capacity.
Structural integrity and compressive stress
Higher fiber content (1.5%) and the use of blended fibers enhance the material’s ability to bear loads post-cracking, as seen in samples with improved final compressive stress. The fibers help bridge cracks, delaying complete failure and allowing the concrete to sustain loads even as cracks develop. Fiber Diameter and Length: Larger diameters (1 mm) and shorter lengths (5 cm) help in achieving better performance. Shorter fibers are more effective in distributing stress and preventing crack widening, contributing to higher compressive strength.
The analysis of samples No. 9,11 and 14 which have higher compression stress with different constituent gives different crack fraction. The comparison of these samples shows that:
Fiber Content: All three samples have a fiber content of 1.5%, providing substantial reinforcement for improved structural integrity.
Fiber Diameter: Sample 9: Contains a blend of fibers with diameters of 0.5 mm and 1 mm, offering diverse reinforcement. Sample 11: Uses only 0.5 mm diameter fibers. Sample 14: Uses only 1 mm diameter fibers. Blended fibers (Sample 9) typically provide better crack control and load distribution due to the varied reinforcement, which can address different stress points more effectively. Fiber Length, all three samples have a fiber length of 5 cm. The shorter fiber length in all samples provides good crack control but may not be as effective as longer fibers (like those in Sample 7) . but in the case of using short fiber the number of fibers will be more i.e λf increase with the same ratio between the long fiber/short fiber resulting in the likelihood of both a fiber and a crack occurring within the same ΔA. The crack bridging stress provided by the fibers results in a significant increase in shear transfer across the crack, which provides significant post-peak load-carrying capacity with an increasing slip of the shear crack. 63 The fibers provide resistance to the opening of the hinge, which results in a load recovery. The crack closing stresses provided by the fibers allow shear stress transfer across the shear crack, which contributes to increased ductility and residual load-carrying capacity after the peak load. Analysis of the effect of the concrete constitution of different fiber blends on the compression stress indicates that higher Proportion of Larger Fibers (70/30): Samples with a higher proportion of larger fibers (70/30) demonstrate the best compression strengths. Example: Sample 9 (70/30 blend) exhibits excellent stress values. Sample 11, with 1.5% fiber content, 0.5 mm fiber diameter, and 5 cm fiber length, shows the highest compression stress, suggesting optimal crack control and structural integrity. Effective Blended Ratio: Samples 9 and 10, with a 70/30 blend of fiber diameters, also show excellent performance, highlighting the benefit of blending fibers with different diameters. Shorter fiber lengths (5 cm) with a high content and varied diameter provide the best reinforcement and load distribution, resulting in higher compression strengths.
After analyzing the samples for crack propagation, concrete integrity, and compression stress, sample 11 offers the best overall performance in these areas. In comparison to different samples, sample 9: Also shows excellent performance with a first crack compression stress of 8.3 MPa and compression stress of 33.69 MPa, but the blended fiber ratio (70/30) and fiber length (5 cm) slightly reduce its overall structural integrity compared to Sample 11. Sample 14: Offers a good balance with a first crack compression stress of 8.72 MPa and compression stress of 31.2 MPa. However, the larger fiber diameter (1 mm) and shorter length (5 cm) are slightly less effective than the combination in Sample 11.64–69
The study’s findings cover the way for future research in several key areas, including long-term durability assessments, the exploration of alternative waste materials for concrete reinforcement, and the development of standardized testing methods for fiber-reinforced composites. These insights have significant implications for the construction industry, especially in advancing sustainable and cost-effective building materials.
Conclusion
This study demonstrates that variations in fiber content, diameter, length, and blend ratio significantly affect concrete’s compressive performance. Increasing fiber content and using a blend of thicker, shorter fibers improve crack resistance and overall compressive strength, as fibers help prevent crack initiation and slow propagation. Fiber-reinforced samples thus show enhanced durability, especially in high-compression environments.
Multi-regression analysis reveals: • High Fiber Content: Improves crack control and leads to ductile fractures. • Blended Fibers: Provide superior reinforcement and crack control. • Fiber Diameter: Thicker fibers improve crack resistance. • Fiber Length: Longer fibers enhance crack control and distribution. • Variable Impact: x2 has the strongest positive effect on x1, followed by x5, while x3 shows moderate influence, and x4 has minimal negative impact.
The data indicates the best-performing compositions include: • Sample 11: Highest initial crack stress (8.95 MPa) and failure stress (34.59 MPa) with 1.5% fiber content, 0.5 mm diameter, and 5 cm length. • Sample 9: Strong performance with a 70/30 fiber blend, 1.5% content, and 5 cm length, achieving first-crack stress of 8.3 MPa and failure stress of 33.69 MPa.
In summary, a high fiber content (1.5%), shorter fiber length (5 cm), and a 70/30 blend optimize crack resistance and compressive strength, with Sample 11 emerging as the optimal composition for concrete integrity under compression.
This study underscores the significance of using recycled PET fibers as a sustainable cement concrete reinforcement, addressing environmental and structural challenges. This research has identified key configurations that optimize concrete’s compressive strength and crack resistance by systematically analyzing the effects of fiber content, diameter, length, and blending ratios. Utilizing recycled PET fibers reduces plastic waste, promotes eco-friendly construction practices, and conserves natural aggregates. These fibers offer an alternative to traditional reinforcement methods, particularly in regions with limited access to conventional materials.
Investigating fiber-reinforced concrete formulations using sustainable fibers (such as recycled or bio-based fibers) could offer eco-friendly alternatives while maintaining or enhancing compressive strength. Further studies can focus on optimizing the diameter, length, and content of recycled PET fibers to achieve the best balance between crack resistance, mechanical properties, and workability of concrete. These directions could help establish fiber-reinforced concrete as a versatile, resilient, and sustainable material for construction, addressing both structural and environmental challenges.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.