
Abstract
This study addresses the issue of low surface energy of aramid fibers and their fabrics and aims to enhance their mechanical properties including tensile strength and impact resistance. Using the hollow spindle spinning method, aramid fiber bundles are employed as the core yarns with varying twist levels and nylon fibers are used as the wrapping yarns to create the nylon/aramid-wrapped yarns, which are then woven into the nylon/aramid fabrics. The investigation focuses on the effect of core yarn twist levels on the mechanical properties of the yarns and fabrics. Experimental results reveal that applying an appropriate core yarn twist can significantly improve the mechanical properties of the yarns and fabrics. Specifically, with the optimized the core yarn twist of 80 turns per meter (tpm) the tensile and hook strengths of the wrapped yarns reach 3.3 GPa and 1.2 N/Tex, respectively which are about 20.6% and 21.7% increase as compared to the untwisted yarns. Similarly, the plain-woven fabric consisting of the 80 tpm yarns achieves a tensile strength of 2577.9 N/cm, a pull-out force of 160.2 N, and an absorbed energy per unit volume of 436.5 KJ/m3 which are about 20.0%, 31.4% and 30.1% improvement, respectively as compared to the fabrics with the untwisted yarns. Additionally, the optimized fabric presents a 28.4% increase in the energy absorption efficiency and significant enhancement in abrasion resistance. These findings offer valuable insights for the potential applications of the nylon/aramid-wrapped yarns for developing personal protective fabrics and products.
Introduction
Protective materials are widely utilized to shield individuals from various hazards, leveraging their specific physical and chemical properties.1–3 Among these, impact-resistant protective materials are of particular importance. Traditional impact-resistant materials made of ceramics and metals, often suffer from limitations, including high density, low comfort, and restricted protective effectiveness, making them unsuitable for modern complex application scenarios.4,5 To overcome these challenges, the development of high-performance protective materials has emerged as a critical research focus.6,7 Aramid fibers are notable for their unique molecular structure, consisting of rigid polymer chains linked by benzene rings and amide bonds. This highly symmetrical and regular macromolecular backbone imparts exceptional properties, 8 including high strength, high modulus, light-weight, and toughness.9–11 These attributes make aramid fibers invaluable for applications in aerospace, composite materials, and protective gear. However, the smooth surface and limited active groups as well as the lack of morphological, chemical, and physical bonds of aramid fibers result in the ultra-low inter-fiber friction. 12 Consequently, fibers are prone to slippage under stress, which compromises structural stability, weakens the mechanical properties of the formed yarns and fabrics, and diminishes their protective efficacy.13,14
To address the issues of low surface energy and poor friction performance, researchers have explored various strategies to ultimately improve the impact resistance of aramid fibers and their fabrics,15,16 which can be mainly categorized into two methods. First, microscopic surface modifications involve plasma treatments, coating technologies, and sol-gel processes.17–19 For instance, Ramasamy et al. 20 introduced the reactive groups to the aramid fiber surfaces with eight surface treatments, resulting in the permanently hydrophilic aramid fiber surfaces and the significantly improved mechanical properties of its composites. Li et al. 21 utilized aramid nanofiber (ANF) solutions to impregnate aramid fabrics that significantly enhances the fiber roughness and polarity, resulting in the great improvement in the mechanical properties of the composites. However, these chemical treatments often require substantial reagent use, leading to high energy consumption, environmental pollution, and potential fiber hairiness/damage, thereby affecting wearability. Second, the macroscopic structural adjustments and processing techniques have been applied to aramid yarns to enhance their mechanical properties.22–24 For example, Ding et al. 25 demonstrated that optimizing twist levels of aramid yarns could maximize their tensile strength and elongation. The effects of twisting on the tensile performance. However, the excessive twist levels can lead to curling and knotting, increasing the risk of breakage and causing processing difficulties. 26
The cover spinning process, a yarn reprocessing technique, provides a promising alternative for diverse types of yarns. This method creates wrapped yarns with a double-layer structure, where the core yarn can be twisted or untwisted. The wrapping process mitigates issues such as high hairiness, loose structure, poor wear resistance, and easy pilling of the core yarn, thereby enhancing the mechanical properties, durability, and performance consistency of composite yarns.27,28 In addition, at specific twist level, the filament material in the wrapped yarn enhances the stability and the overall strength of the core yarn. 29 In specific, aramid fibers, while offering excellent transverse shear performance, face challenges such as low inter-fiber friction, poor UV resistance, and limited longitudinal tensile strength.22,30 In contrast, nylon exhibits superior heat resistance, high tensile strength, excellent impact resistance, and anti-wear performance, 31 making it a suitable complement for aramid fibers. However, research on nylon-wrapped twisted aramid yarns for impact-resistant applications remains insufficiently explored.
This work investigates the effects of core yarn twisting on the mechanical properties of nylon/aramid-wrapped yarns and their woven fabrics. By twisting aramid fiber bundles and using the abrasion-resistant nylon as the wrapping fiber, a series of nylon/aramid-wrapped yarns with varying twist levels were fabricated. These yarns were subsequently woven into fabrics, serving as warp and weft yarns. This study examines the influence of core yarn twist levels on tensile strength and other mechanical properties, providing valuable insights for the design and preparation of high-performance aramid-based impact protection materials.
Experimental section
Materials
The fiber materials used in this study included V29S 3000D/2000f aramid long fiber bundles (Zhongfang Special Fiber Co, Ltd, China) with an average diameter of 2 mm and 70D nylon-6 yarn bundles (Zhejiang Jinfuchun Textile Co., China) with an average diameter of 0.037 mm.
Preparation of nylon/aramid-wrapped yarns
Preparation of twisted aramid fiber bundles
The aramid fiber bundles were twisted using a single-spindle high-speed network winder (HXJD-02, Shaoxing Yuecheng Hengrun Textile Machinery Factory). Five types of twisted aramid fiber bundles were prepared with twist levels of 0 (untwisted), 40 tpm, 80 tpm, 100 tpm and 120 tpm. These twisted bundles were labeled as A1F, A2F, A3F, A4F, and A5F, respectively, based on their twist levels.
Preparation of wrapped yarns
The twisted aramid fiber bundles (A1F∼A5F) were used as core yarns, while nylon filaments served as the outer wrapping yarns. The wrapping process was performed bidirectionally using a custom-built hollow spindle covering machine in the laboratory. A schematic diagram of the preparation process of the nylon-wrapped aramid fiber bundles, along with a photograph of the resulting wrapped yarn, is shown in Figure 1. The twisted aramid fiber bundle passed through a yarn guide roller and was fed continuously through two hollow spindles. (a) On the first hollow spindle, the nylon filament rotated counterclockwise (Z direction) at a controlled speed, helically wrapping around the aramid fiber bundle to form the first wrapping layer. (b) On the second hollow spindle, the nylon filament rotated clockwise (S direction) at a controlled speed, helically wrapping around the first wrapped yarn to form the second wrapping layer. Preparation process of the nylon-wrapped aramid yarns: (a) the double hollow spindle spinning unit; (b) the schematic diagram showing the structure of the nylon/aramid wrapped yarn; (c) a photograph showing an obtained roll of the nylon/aramid wrapped yarn (100 m in length).
Key parameters of the obtained nylon/aramid wrapped yarn samples.

Preparation of nylon/aramid-wrapped yarn fabric
The nylon/aramid-wrapped yarns prepared in the previous steps were utilized as both warp and weft yarns. A plain weave fabric was designed with the balanced warp and weft densities of 70 threads per 10 cm. The weaving process was carried out on an automatic sample loom (Y208W, Nantong Sansi Electromechanical Technology Co). The warp yarns were threaded through the loom, and the weft yarns were inserted sequentially to construct the fabric. Based on the twist levels of the aramid fiber bundles in the wrapped yarns, the resulting fabrics were designated as FN1AF, FN2AF, FN3AF, FN4AF, and FN5AF, corresponding to the twist levels of the aramid core yarns used (A1F∼A5F). The prepared fabrics are shown in Figure 2. The plain-woven fabrics prepared using the proposed nylon/aramid wrapped yarns: (a) a schematic illustration showing the obtained fabric with the balanced warp and weft densities of 70 threads per 10 cm; (b) photographs of the obtained fabric samples formed by the yarns with different twist levels.
Characterization
Micromorphology analysis of twisted fiber bundles and wrapped yarns
The surface and cross-sectional morphologies of aramid fiber bundles with different twist levels, as well as the wrapped yarns, were analyzed using an Ultra-55 field emission scanning electron microscope (FE-SEM, Carl Zeiss, Germany).
Linear density and bulk density measurement
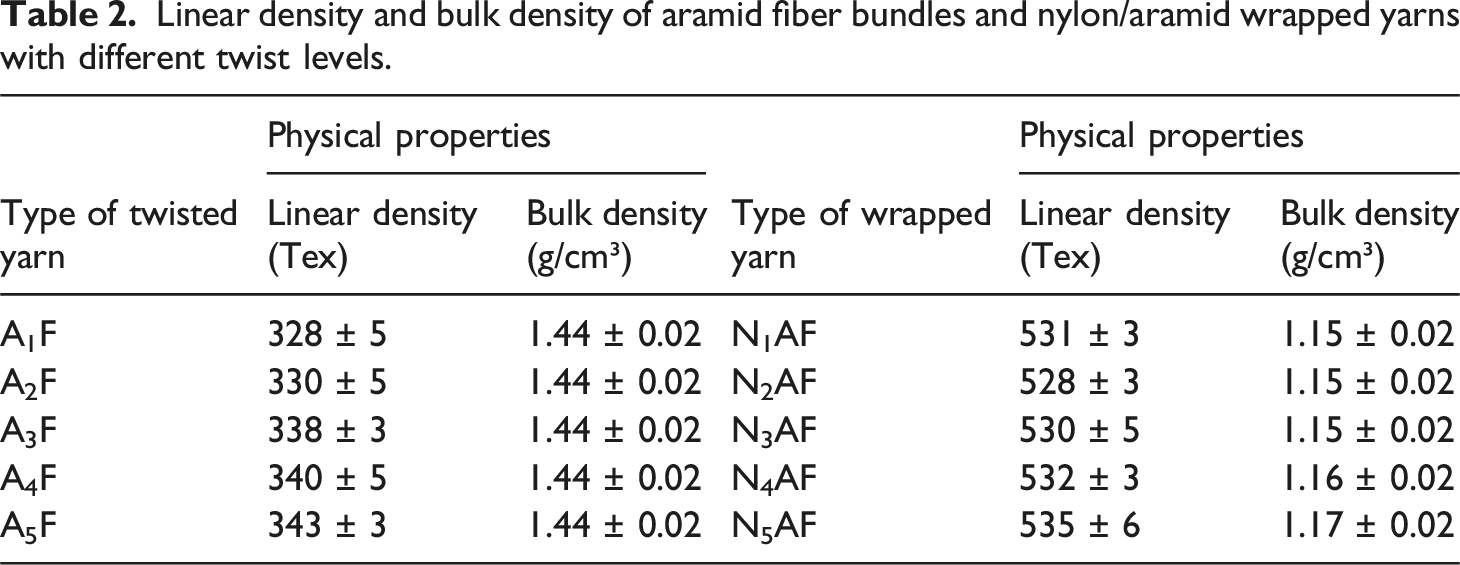
The linear and bulk densities of the twisted fiber bundles and wrapped yarns were measured according to the GB/T 7690.1-2013 standard. The samples were conditioned for 48 hours at 20°C and 65% relative humidity. (a) Linear density: three random 2 m-long yarn samples from each type were weighed using a YP1201N electronic balance (Shanghai Precision Scientific Instrument Co, Ltd). (b) Bulk density: the bulk density was determined using the pycnometer method, with five samples per group.
Tensile performance testing
The tensile performance of the twisted fiber bundles, wrapped yarns, and fabrics was evaluated as follows: (a) Twisted fiber bundles and wrapped yarns were tested using an Instron 3367 universal testing machine following the GB/T 19975-2005 standard. The gauge length was 250 ± 1 mm, and the tensile rate was 125 mm/min. Ten samples per group were tested. (b) The breaking strengths of the fabrics were measured using the same testing machine, following the GB/T 3923.1-2013 standard.
All stresses values were obtained by normalizing the recorded force data against the corresponding linear densities of the tested yarns.
Hook strength testing of wrapped yarns
Hook strength testing was conducted according to the GB/T 14344-2008 standard using an Instron 3367 universal testing machine. The gauge length was set to 100 ± 1 mm, and the tensile rate was 50 mm/min. Each group included five samples. The test schematic is shown in Figure 3(a1–a3). Schematic diagrams of performance tests: (a1-a3) hook strength testing of wrapped yarns; (b1-b3) yarn pull-out testing of fabrics; (c1-c2) impact resistance testing of fabrics.
Yarn pull-out performance testing of fabrics
The yarn pull-out performance of the fabrics was evaluated using an LD25 universal testing machine (Shanghai Lishi Scientific Instrument Co., Ltd). (a) Sample dimensions: rectangular strips, 150 mm in length and 50 mm in width. (b) Test parameters: a single yarn was pulled out at a constant speed of 300 mm/min 32 ; the average peak force required for yarn extraction was recorded; Each sample was divided into three zones: left, middle, and right. Yarns were extracted from each zone for measurement. The test schematic is shown in Figure 3(b1–b3).
Impact resistance testing of fabrics
Impact resistance testing was performed using a ZDSHPB-4080 Hopkinson pressure bar (Shandong Zongde Electromechanical Equipment Co., Ltd), following the GB/T 34108-2017 standard. All tested samples are in the same diameter of 25 ± 0.5 mm and a thickness of 1 ± 0.5 mm.
18
The test schematic is illustrated in Figure 3(c1–c3). The relationship between strain rate, stress, and strain was analyzed and expressed as
33
:


Abrasion resistance testing of fabrics
The abrasion resistance of the fabric was evaluated using a YG401S Martindale fabric abrasion and pilling tester (Nantong Hongda Experimental Instrument Co., Ltd). During testing, the fabric was subjected to friction under a pressure of 9 ± 0.2 kPa for 600 cycles. Observations of the fabric’s wear condition were recorded every 50 cycles. The number of friction cycles and the wear mass were recorded when visible signs of wear appeared on the aramid fibers. The samples had a diameter of 38.0 ± 0.5 mm and the standard 600-grit water sandpaper was used as the abrasive. Each group included three samples.
Results and discussion
Micromorphology of twisted fiber bundles and wrapped yarns
Figure 4 displays SEM images of aramid fiber bundles before and after twisting, along with the nylon/aramid-wrapped yarns prepared via the hollow spindle spinning method. In specific, the untwisted aramid fiber bundle exhibits a flat ribbon-like structure approximately 2 mm in width. The individual aramid fibers are loosely arranged, with visible gaps between the filaments (Figure 4(a)). The twisted aramid fiber bundles exhibit varying degrees of torsion (Figure 4(b)–(e)) depending on the twist level. An increase in twist level leads to a higher twist angle, which reduces the gaps between individual fibers and decreases the apparent diameter of the fiber bundle. Figure 4(f) shows the surface morphology of the N1AF-wrapped yarn. The nylon filaments are helically wrapped tightly around the surface of the aramid fiber bundle, transforming the loosely packed ribbon-like structure into a compact cylindrical structure. This structural transformation significantly enhances the mechanical properties of the yarn by improving inter-fiber friction and structural stability.
34
SEM images of aramid fiber bundles and nylon/aramid-wrapped yarn at different twist levels: (a) untwisted aramid fiber bundle; (b–e) aramid fiber bundles twisted at 40 tpm, 80 tpm, 100 tpmt and 120 tpm, respectively; (f) surface morphology of a N1AF yarn sample.
Effect of twisting on the linear density and bulk density of aramid fiber bundles and wrapped yarns
Linear density and bulk density of aramid fiber bundles and nylon/aramid wrapped yarns with different twist levels.
Effect of twisting on the thickness and areal density of wrapped yarn fabrics
Thickness and areal density of fabrics woven with the wrapped yarns at different twist levels.

Effect of twisting on the tensile properties of aramid fiber bundles and wrapped yarns
Figure 5 shows the typical stress-strain curves and bar charts comparing the tensile strength and elongation of the tested samples. As shown in Figure 5(a), the untwisted aramid fiber bundles exhibit a gradual decrease in the slope of the stress-strain curve before reaching the breaking point. This behavior is attributed to the uneven stress distribution among individual fibers during tensile loading, leading to premature breakage of some fibers. In contrast, the twisted aramid fiber bundles show a more uniform fiber arrangement (Figure 4), which ensures more even stress distribution and simultaneous fiber breakage. As a result, the slope remains relatively stable until the breaking point.
34
Obviously, the slope of the stress-strain curve varies significantly with the twist level. Twisting enhances fiber packing and increases inter-fiber friction but also introduces a tilt angle (twist angle) between the individual fibers and the bundle axis. At higher twist levels, this tilt generates residual stress as yarn stretches, which affects the tensile modulus (initial slope) of the bundle. The tensile modulus reflects the combined effects of increased friction and residual stress.
37
As shown in Figure 5(b), the tensile strength of the fiber bundles initially increases with the twist level, peaking at 80 tpm, and then slightly decreases. This indicates that moderate twisting (approximately 80 tpm) provides optimal reinforcement, whereas excessive twisting increases internal stress, leading to a decline in tensile strength. Tensile properties of aramid fiber bundles and nylon/aramid-wrapped yarns at different twist levels: (a) the typical stress-strain curves of aramid fiber bundles; (b) the breaking strength and elongation at break of aramid fiber bundles; (c) the typical stress-strain curves of nylon/aramid-wrapped yarns with core yarns at different twist levels; (d) the breaking strength and elongation at break of nylon/aramid-wrapped yarns with core yarns at different twist levels.
Figure 5(c) presents the stress-strain curves of the wrapped yarns with different core yarn twist levels. Unlike untwisted fiber bundles (Figure 5(a)), wrapped yarns exhibit no gradual decline in the stress-strain curve before breaking. This is mainly attributed to the nylon wrapping process that enhances the inter-fiber interactions during tensile loading, resulting in a more uniform load distribution across the aramid fiber bundle. 34 It can be found that the wrapped yarns demonstrate differences in the slope of the stress-strain curve depending on the twist level of the core yarn. At moderate twist levels, the interaction between fibers and the core yarn optimizes load-carrying capacity, leading to higher structural rigidity and an increased slope. However, at higher twist levels, fibers are prone to local buckling, and their orientation deviates from the tensile axis. This shifts the load-bearing mechanism toward transverse or shear forces, reducing axial load capacity and decreasing the slope of the curve. 38 Accordingly, Figure 5(d) shows that the breaking strength and elongation of the wrapped yarn initially increases with the twist level of the core yarn, peaking at 80 tpm, and then decreases at higher twist levels (100 tpm and 120 tpm). This decline is due to the increased internal stress from fiber twisting and the fact that higher twist levels enhance binding forces but do not compensate for the reduction in fiber load-carrying efficiency. 23
The tensile strength of aramid-wrapped yarn is commonly analyzed using Weibull theory, which effectively characterizes the strength distribution. By plotting lnln [1/(1−Fi)] against ln (σ0), a straight line can be obtained through linear regression analysis. The slope of this line represents the Weibull shape parameter (α), which indicates the dispersion of the tensile strengths of the aramid-wrapped yarn samples that a larger α value corresponds to a smaller dispersion, reflecting more uniform tensile strength across the fiber bundle. Figure 6 illustrates the Weibull distribution of aramid-wrapped yarns at different twist levels. As shown, the Weibull shape parameter (α) initially increases with twist level, reaching a peak value of 54.9 at 80 tpm, before decreasing at higher twist levels. This trend suggests that an optimal twist level, such as 80 tpm, can significantly reduce the dispersion in tensile strength during stretching. The reduction in dispersion minimizes defects within the fiber bundle, ensuring consistent mechanical properties. Weibull distribution of tensile strength of nylon/aramid-wrapped yarns at different twist levels: (a) weibull fitting curve of N2AF (40tpm) wrapped yarn; (b) weibull fitting curve of N3AF (80tpm) wrapped yarn; (c) weibull fitting curve of N4AF (100tpm) wrapped yarn; (d) weibull fitting curve of N5AF (120tpm) wrapped yarn.
Effect of twisting on the hook strength of wrapped yarns
The hook strength of fiber yarns is a crucial parameter for evaluating their mechanical properties, representing the hook force per unit of yarn density. To investigate the effect of core yarn twisting on the hook performance of wrapped yarns, hook strength tests were conducted (Figure 7). Figure 7(a) shows the hook force-displacement curves for the wrapped yarns, where all samples exhibit a gradual decrease in slope before breaking. This behavior arises from the “U” shape imposed on the yarn during hook strength testing. The differential stress experienced by the inner and outer fibers in the bend leads to the localized damage and the sequential breakage of individual fibers before the complete failure of yarn. As shown in Figure 7(b), the hook strength of the wrapped yarns increases initially with twist level of the core yarn, reaching a maximum at 80 tpm, before decreasing at higher twist levels. The initial increase in hook strength is attributed to the enhanced binding force between fibers caused by the twisting process. This adjustment aligns individual fibers along the yarn axis, reducing the stress differential between the inner and outer fibers in the “U” shape. At higher twist levels, the internal stress within the yarn intensifies. During hook strength testing, the applied tension is divided into bending and shear forces.
39
As the twist level increases, shear forces become more dominant, resulting in a subsequent decrease in the hook strength. Hook performance of nylon/aramid-wrapped yarns with core yarns at different twist levels: (a) the typical hook force-displacement curves; (b) the average hook strength values.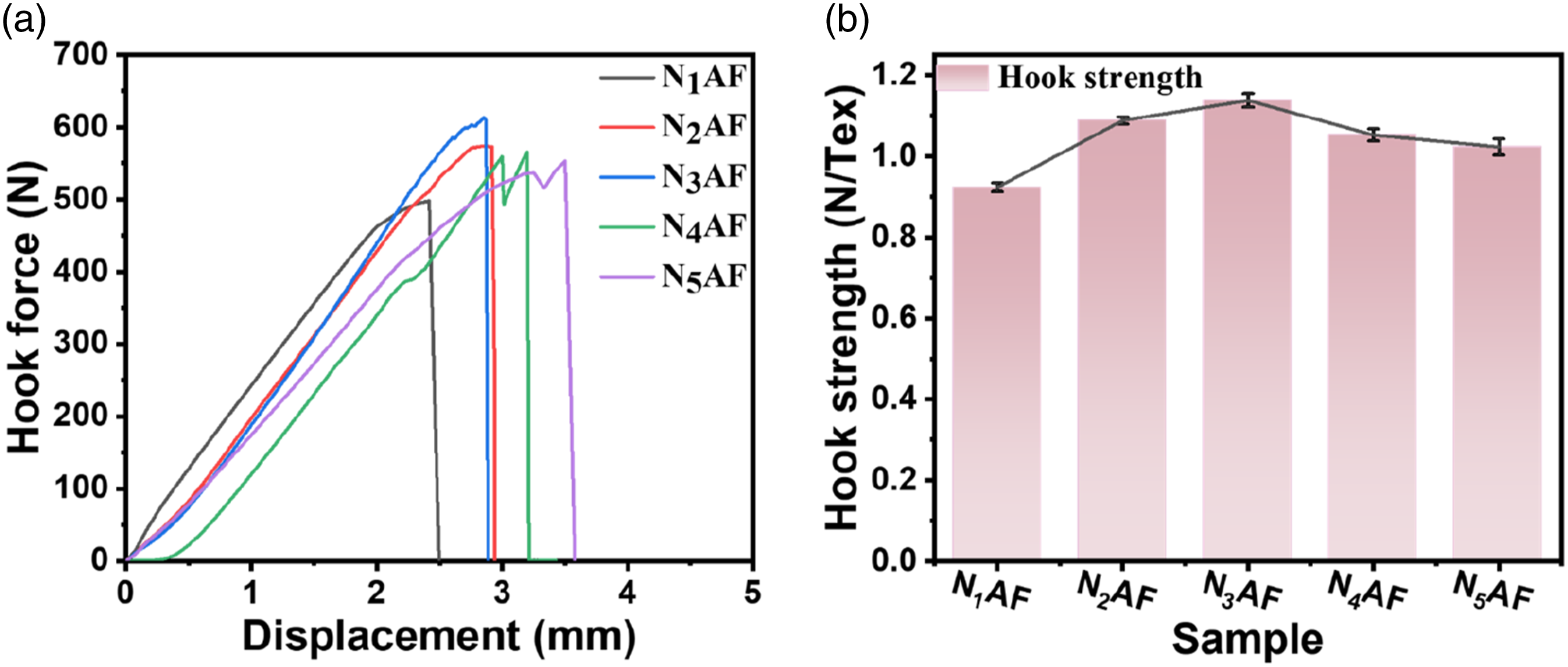
Effect of twisting on the pull-out strength of wrapped yarns in fabrics
When a fabric is subjected to external forces, various failure modes can be observed including yarn breakage, yarn pull-out, or local failure of yarns in distant areas. The ability of yarns to resist pull-out largely determines the fabric’s resistance to impact.
40
This study focuses on aramid fabrics, widely used as protective materials, to evaluate how the twist level of core yarns affects their pull-out resistance. Figure 8(a) displays the typical pull-out force-displacement curves of the nylon/aramid-wrapped yarns at different twist levels. As a yarn is pulled out from one end of the fabric, it traverses the warp and weft intersections, producing a curve resembling a sine wave. The peak pull-out force depends on the static friction coefficient between the yarn and the fabric. The extraction process can be divided into two stages: (1) as tensile force is applied, the yarn transitions from a curled to a straightened state. The pull-out force increases sharply until the static friction is overcome, reaching its peak; (2) As the yarn slides through the warp-weft intersections, the contact area and crimp decrease periodically, causing a gradual decline in the pull-out force. Localized peaks occur whenever the yarn passes through an interweaving point. Once the yarn is fully extracted, the force drops to zero.41,42 It is noted that the curves for FN2AF and FN3AF samples are similar, as both exhibit comparable deformation behavior during the pull-out process. Pull-out performance of nylon/aramid-wrapped yarns with core yarns at different twist levels: (a) the typical pull-out force-displacement curves; (b) the average peak pull-out forces of the tested samples.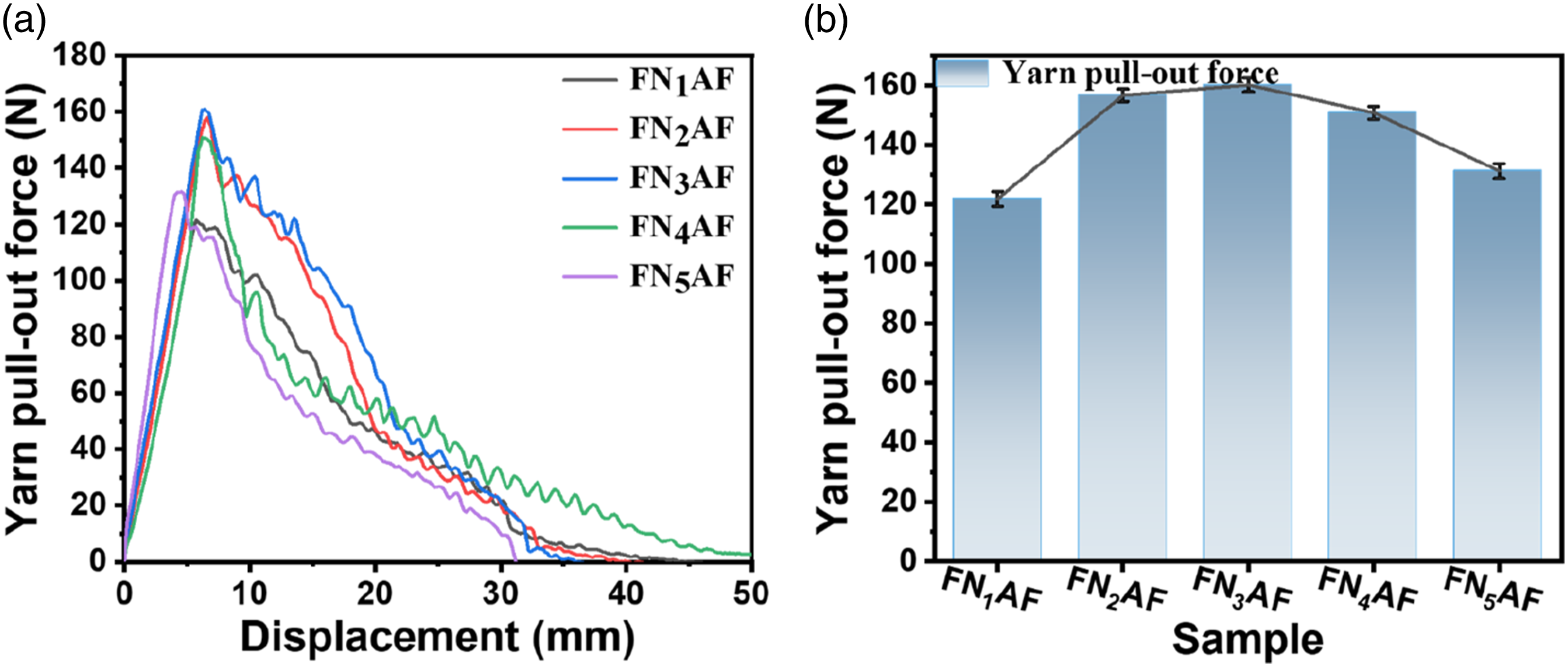
Figure 8(b) illustrates the peak pull-out forces of yarns with different core yarn twist levels. The pull-out force initially increases with the twist level, peaking at 80 tpm, where it is 31.4% higher than that of untwisted yarns. This improvement can be attributed to increased inter-fiber and yarn-fabric friction at moderate twist levels. However, at higher twist levels (100 tpm and 120 tpm), the peak pull-out force decreases. Excessive twisting introduces significant fiber inclination and uneven stress distribution during pulling, reducing the yarn’s overall pull-out strength. These findings highlight that an optimal twist level, such as 80 tpm, enhances the pull-out resistance of yarns in fabrics, balancing friction and stress distribution.
Effect of twisting on the tensile properties of wrapped yarn fabrics
Figure 9 compares the tensile breaking strengths of fabrics woven with wrapped yarns at different core yarn twist levels. The breaking strength of the fabric initially increases with the twist level, reaching a maximum at 80 tpm, before decreasing at higher twist levels. Obviously, at 80 tpm, the fabric demonstrates its highest breaking strength, which is about 20.0% greater than that of the fabric woven with untwisted core yarns. This improvement is primarily attributed to the direct relationship between yarn performance and fabric performance. As the tensile strength of the wrapped yarn increases, the fabric’s breaking strength correspondingly improves. Tensile breaking strengths of fabrics formed by the wrapped yarns with core yarns at different twist levels.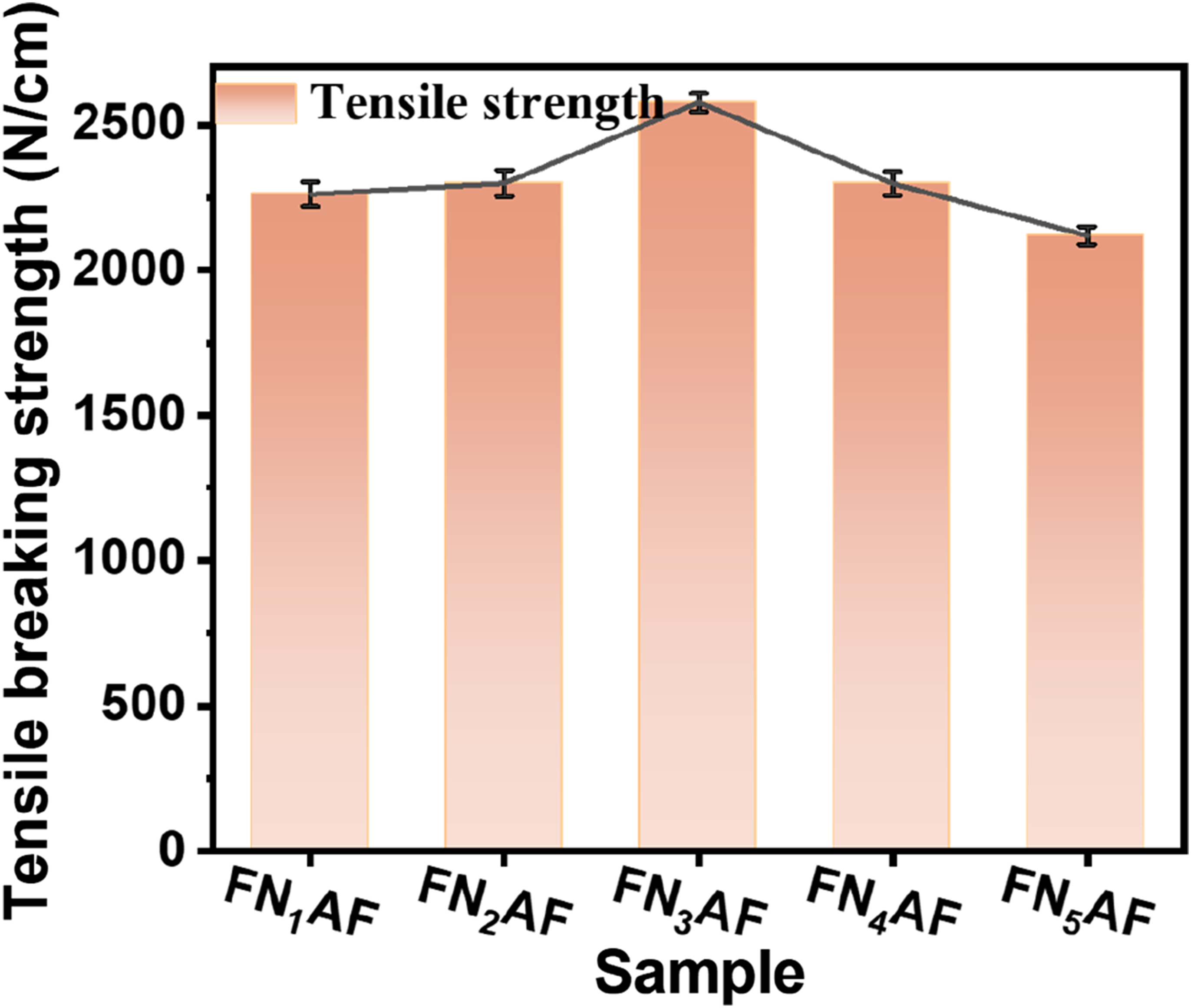
Effect of twisting on the impact resistance of wrapped yarn fabrics
Figure 10 illustrates the impact resistance and energy absorption performance of fabrics woven with wrapped yarns at different core yarn twist levels. The stress-strain behavior of the fabrics under impact is shown in Figure 10(a). When subjected to impact, the stress in the fabric initially rises rapidly as stress concentrates locally. As the stress propagates through the intersecting yarns, the stress-strain curve becomes convex with a decreasing slope, eventually reaching maximum stress. After reaching the peak stress, the fabric deforms rapidly and becomes unstable, leading to a sharp reduction in load-bearing capacity.
43
For fabrics with untwisted core yarns, the stress-strain curve fluctuates during impact. These fluctuations arise from the nonuniform stress distribution at yarn intersections, causing different stress points at and near the interlacing points of the yarns. It is believed that the bending wave heights in plain weave fabrics result in uneven propagation of impact forces.44 As aramid fibers at the top intersections absorb the initial impact, stress concentration leads to a peak. Once the stress saturates, it transfers to fibers below the intersections, causing additional stress peaks. This uneven stress distribution, combined with exposed core yarns during saturation, results in a rapid decrease in stress. Conversely, twisting the core yarn introduces an inclination angle between aramid fibers, enabling simultaneous force distribution during impact. This enhances the pull-out strength of the yarns within the fabric, stabilizing the stress-strain curve. After reaching peak stress, the strong inter-fiber binding force within the twisted core yarns leads to a gradual stress decline.44,45 Impact resistance of fabric made from wrapped yarns with core yarns at different twist levels: (a) the typical stress-strain curves of fabrics under impact; (b) the corresponding energy absorption per unit volume and the energy absorption efficiency of the tested fabrics.
Figure 10(a) shows that the maximum impact stress of the fabric initially increases with the core yarn twist level, peaking at 40 tpm and 80 tpm (∼935.2 MPa), before decreasing at higher twist levels (100 tpm and 120 tpm). At excessive twist levels, fiber inclination and uneven stress distribution reduce the fabric’s impact resistance, aligning with the pull-out strength trends.
Energy absorption capacity is a critical parameter for evaluating impact resistance. The energy absorption per unit volume (WE defined as the strain energy (U) per unit volume (V) of the material) represents the area under the stress-strain curve (ε = 0 to ε = ε0) and is calculated as follows46,47:
Energy absorption efficiency (EAE) assesses the material’s energy absorption capability during deformation and is expressed as:
Figure 10(b) shows that both WE and
In addition, Inclined filaments introduced by twisting provide additional support and restraint, optimizing energy absorption during impact. They alter crack propagation paths and stress wave characteristics, improving both impact resistance and fabric stability. However, excessive twist reduces yarn toughness and brittleness, making the yarn more susceptible to breakage under impact. 48
Effect of twists on the abrasion resistance of wrapped yarn fabrics
Figure 11 presents the abrasion resistance test results for fabrics woven with the nylon/aramid-wrapped yarns with different core yarn twist levels. As illustrated in Figure 11(a), the abrasion resistance of the fabrics improves with increasing core yarn twist levels. This improvement is primarily due to higher twist levels compacting the fibers, which enhances lateral pressure and bonding forces between them. As a result, the fibers are less likely to detach during friction, thereby increasing the fabric’s overall durability. Figure 11(b) and (c) display the actual images of the fabrics before and after abrasion testing. The images reveal that during abrasion, fibers in twisted wrapped yarn fabrics undergo relative sliding, leading to a “fiber shedding” phenomenon and a partial loss of the original fabric texture. Despite this, fabrics with twisted core yarns exhibit significantly higher abrasion resistance compared to those with untwisted core yarns, highlighting the beneficial effects of twisting on fabric durability.
49
Abrasion resistance of fabric made from wrapped yarns with core yarns at different twist levels: (a) abrasion resistance performance; (b) fabric image before abrasion testing; (c) fabric image after abrasion testing.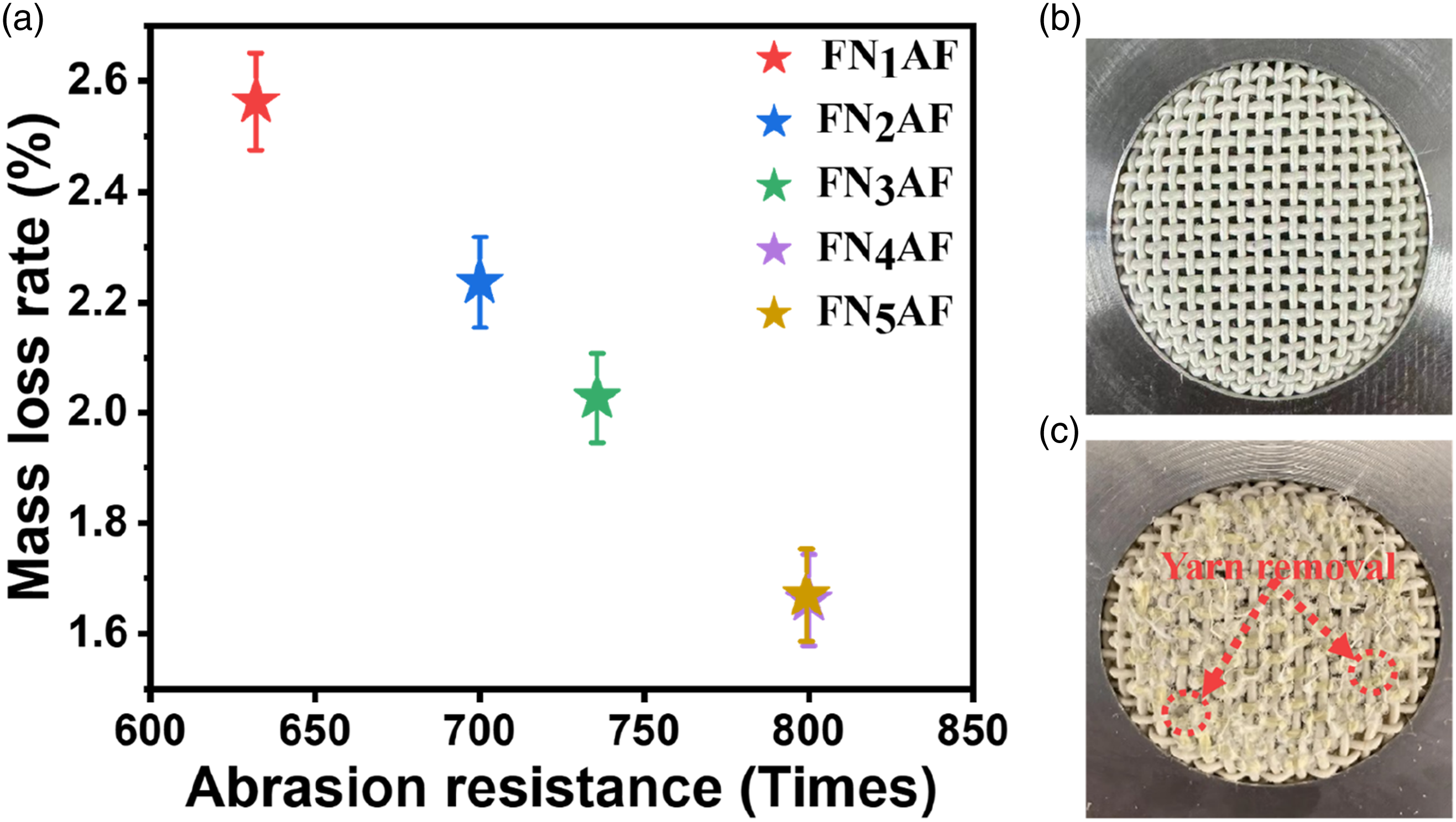
Conclusions
In this study, nylon/aramid-wrapped yarns with varying core yarn twist levels were successfully produced using the hollow spindle spinning method, with twisted aramid fiber bundles as core yarns and nylon as the outer wrapping. The mechanical properties of these yarns and their corresponding fabrics were systematically analyzed, leading to the following conclusions: (1) Enhanced mechanical properties through wrapping: the wrapping process effectively enhances the mechanical properties of yarns by providing improved structural integrity and performance. (2) Optimal core yarn twist for yarn performance: proper twisting of the aramid core yarn significantly improves the mechanical properties of the wrapped yarns. Specifically, at a core yarn twist level of 80 tpm, the tensile strength of the wrapped yarn reaches 3.3 GPa, reflecting a 20.6% improvement compared to untwisted core yarns. Additionally, the gripping strength of the yarn improves by 21.7%. (3) Impact of core yarn twist on fabric properties: core yarn twisting significantly influences the mechanical properties of the wrapped yarn fabrics. With increasing twist levels, the tensile strength and pull-out strength of the fabric initially increase and then decrease. At 80 tpm core yarn twist, the fabric strength is 20.0% higher than that of fabrics with untwisted core yarns, and the yarn pull-out strength increases by 31.4%. (4) Improved energy absorption efficiency and abrasion resistance: within the test group tested, the impact energy absorption and energy absorption efficiency of the wrapped yarn fabrics achieve their high values at 80 tpm. The energy absorption per unit volume reaches 436.5 kJ/m³, representing a 30.1% improvement over fabrics with untwisted core yarns and 28.4% improvement in the energy absorption efficiency. Additionally, increasing the core yarn twist significantly enhances the abrasion resistance of the fabrics, further contributing to their durability and applicability in protective materials. We plan to incorporate other influencing factors such as take-up speed in the future research.
Footnotes
Author contributions
Yuhao Jiang: methodology, investigation, software, data curation, formal analysis, validation, writing-original draft preparation, review and editing. Kun Peng: formal analysis, data curation, writing-review and editing. Yu Wang: investigation, formal analysis, writing-review and editing. Jiaqi Xie: formal analysis, data curation. Xin Lu: formal analysis. Peng Zhang: formal analysis, data curation. Yaqin Fu: conceptualization, methodology, investigation, data curation, validation, writing- original draft preparation, review and editing, supervision, project administration, funding acquisition. All authors have given approval to the final version of the manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the research, authorship and/or publication of this article: This work was supported by the National Natural Science Foundation of China (Grant No. 52073259).