
Abstract
A first limited approach for the automated production of crocheted fabrics was introduced in 2019. However, the knowledge on crocheted fabrics is very scarce and only few technical applications are presented in the literature. To provide a basis for possible future technical applications, the general tensile properties of crocheted fabrics are explored, and a promising application as composite reinforcement is introduced. Due to the early development state of the crochet machine prototype, conventionally hand-made crocheted fabrics are studied and the benefit of improving the machine is evaluated. The mechanical properties of crocheted fabrics depend significantly on the individual crocheter, but fabrics produced from the same person are sufficiently reproducible for reasonable investigations. Anisotropic properties with a trend toward higher resisted forces in course compared to wale direction were identified with crochets constructed from single crochet (sc) and from half double crochet (hdc) stitches. Furthermore, a tendency toward higher possible loads at larger elongations was revealed for crocheted fabrics compared to knitted ones. To the best of our knowledge, for the first time crocheted aramid fabrics were used in epoxy composites. With a crocheted reinforcement in a non-cut composite produced by vacuum-assisted hand lay-up, significantly higher ultimate tensile strength and Young’s modulus were recorded compared to a knitted one with comparable fracture modes.
Introduction
The most modern textile handicraft technique has received little scientific attention since their emergence in the 19th century compared to other textile technologies.1 –4 Crochet is related to knitting as both produce intermeshed fabrics, while in crochet the loop of the current stitch is vertically drawn through a stitch both from the previous row (like in knitting) and additionally laterally through the previously formed stitch in the current row, thus forming additional curse-wise connections.4,5 So far, no machines have been established that can produce crocheted textiles. Contrary to the name of crochet (gallon) machines, they in fact are warp knitting machines building chains connected with weft inlays. A first approach to a true crochet machine was patented and published in 2019, but did not find application in the industry yet.6,7
The patented prototype is not yet suitable for the production of sufficient samples due to a lack of reproducibility of stitch formation. The required movements of the machine elements will not allow high production speeds. Thus, it cannot be assumed that machine production will replace manual production with regard to home textiles, clothing and plush toys. 8 Applications are more likely to be in the technical field, where reproducible machine production is necessary, and applications can benefit from the inherent properties of this new type of interlooped textiles.
To explore suitable fields of future application and to justify necessary investments in the improvement of the crochet machine, more knowledge about the basic mechanical properties of crocheted fabrics needs to be obtained first, since there is generally little knowledge about the technical properties of these. So far, the curling behavior of crocheted fabrics 9 as well as their sound absorption behavior 10 was investigated and it was found that crochet is suitable to mimic the complexly shaped tendons and ligaments of the human hand due to various stitch types and shapes.11,12 In addition to sound absorption 9 and robotic hands,11,12 other promising applications include a crocheted textile as a part of a scaffold to mimic the human skin for tissue engineering 13 or a crocheted textile sensor for measuring elbow joint flexion. 14
Scholarly attention has also been paid to the complex hyperbolic shapes that can be formed with crocheted textiles.15 –17 The structure of crocheted textiles was represented by computer models to derive instructions for their manufacture.2,3 With a topology-based modeling approach, first finite element method (FEM) simulations were performed showing anisotropy and behavior comparable to knitted fabrics. 18
Here, the basic tensile properties of hand crocheted textiles consisting of half double crochet (hdc) stitches or of single crochet (sc) stitches, as the basic stitches which should first be implemented in automated crocheting, were investigated by uniaxial tensile tests with strain in course and in wale direction, also taking into account reproducibility. The goal is to examine the general applicability of crocheted fabrics as composite reinforcements, since crochets are potentially suitable as reinforcements for (near) net-shaped composites due to the various possibilities to crochet complex three-dimensional structures.
Textile composites, which are used in many technical areas due to their good mechanical properties at low weight, are produced by embedding a textile and immobilizing the fibers in a stiff matrix.19 –22 Epoxy is often used for the latter while glass, carbon, aramid, or even basalt fibers are used as textile materials.23 –25 Among the established methods for producing composites are resin transfer molding and vacuum-assisted resin infusion, while the hand lay-up method is still common for prototyping and small-scale productions.21,26,27 Hand lay-up can be improved by placing the non-cured composites in a flexible vacuum bag. 26
Composites from net-shaped or near net-shaped textile fabrics are considered advantageous in terms of material wastage, production time and costs, due to less required post processing.22,23,28 For this, especially weft knitting is suitable, due to the good drapability of knitted fabrics into complex shapes and the technology’s flexibility.22,23,28 This flexibility is shown, for example, by the capability to incorporate holes for bolts directly during knitting. 28 Compared to knitting, where float or tuck stitches are the main variation possibilities, 23 crochet offers a wider variation in producible structures. In addition, due to the fundamentally similar, stitch-based construction, a similar drapability of crocheted fabrics can be assumed. Here, simple aramid/epoxy composites were fabricated with crocheted reinforcements via vacuum-assisted hand lay-up, and their mechanical tensile properties were analyzed for the first time. Weft knitted double jersey fabrics served as references for the investigations.
Materials and methods
Crocheted fabrics were handcrafted by three different crocheters with a 2 mm crochet hook. As a basic crochet yarn matching the needle size, a mercerized cotton yarn with 1786 dtex (Rico Essentials Crochet, idee. Creativmarkt GmbH & Co KG, Paderborn, Germany) was used. As a technical para-aramid roving, Twaron Type 2040 with 1100 dtex and a density of 1.45 g/cm3 (Teijin Aramid GmbH, Wuppertal, Germany) was used. 29
The stitches were formed according to the generally accepted notation that is presented by the Craft Yarn Council. 30 The simplest stitch is the slip (sl) stitch. In Figure 1(a)), the respective stitch formation procedure is illustrated:
The crochet needle is inserted into a stitch of the previous row or into a chain (ch) stitch.
The yarn is brought over the hook from back to front and grabbed by the hook.
It is pulled through the stitch as well as the loop on the needle.

Drawing of the formation of different crochet stitch types: (a) slip (sl) stitches, (b) single crochets (sc), and (c) half double crochets (hdc).
Single crochet (sc) stitches are constructed according to Figure 1(b)):
The crochet needle is inserted into a stitch of the previous row or into a ch stitch.
The yarn is brought over the hook and pulled through the stitch to pull up a loop.
After yarning over again, the yarn is pulled through both loops that were on the hook.
Regarding a half double crochet (hdc) stitch, an additional yarn over is involved, as it is illustrated in Figure 1(c)):
Before the crochet needle is inserted into the previous stitch, an additional loop is formed on the needle by yarning over.
After insertion, a yarn over is performed and the respective loop is pulled through the stitch by the crochet needle.
Then the loop of the final yarn over is pulled through the three loops on the needle.
Each crocheted fabric starts with a row of ch stitches and typically ends with a row of sl stitches. In between, the main stitch type was either only sc stitches, with one ch per transition of courses (turn 1), or only hdc stitches, with two or three ch stitches per turn (turn 2 and turn 3). The structure of selected crocheted fabrics is given schematically according to the international crochet notation 30 in Figure 2. The test direction (TD) indicates the strain direction of the tensile test and width specifies here as the direction perpendicular to TD.

Structures of crocheted fabrics with symbols of the Craft Yarn Council and specified test directions (TD): (a) Crochet 2, 3 and 4, (b) Crochet 5, 6, and 7, (c) Crochet 8, (d) Crochet 9, and (e) Crochet 11 and Composite 1. Crochet 1 has the structure of (a) but is longer in TD, Crochet 10 has the structure of (d) without the sl stitch course on top and Crochet 12 the structure of e) without the sl stitch course on top.
As a reference, knitted fabrics were produced by a V-bed hand knitting machine gage E5.6, with a medium stitch size. Double jersey was used to prevent curling of the samples. In wale direction, which is TD for all knitted samples, the required sample lengths of about 100 mm were cut after fabrication. The two short ends perpendicular to TD were sewn with a commercial sewing machine (Experience 450, Elna International Corp. SA, Meyrin, Switzerland) to prevent unraveling.
For each sample, five specimens were produced and measured. For the statistical evaluation, results of different samples were regarded as significantly different if they differed by more than one standard deviation (SD). Conventional cotton yarn was used for the comparisons of the basic mechanical properties of the textiles. In a second step, promising structures have been made with aramid yarn for composite materials. The aramid yarn is more difficult to crochet because it is a roving without a twist and has a relatively high bending stiffness. Table 1 lists all investigated samples.
Samples overview.


The added number in the column of the number of wales indicates the chain stitches made during the turn (turn 1, 2, or 3). To better distinguish the crocheted fabrics, the hdc crochets tested in wale direction are highlighted in green, while those tested in course direction are marked by blue. Sc crochets tested in wale direction are highlighted in orange and sc tested in course direction with yellow. The fabric structures according to Figure 2 are also given.
The widths of the samples were selected with consideration of the clamp width of the used tensile testing machine (Zwick-Roell 1455, ZwickRoell GmbH & Co. KG, Ulm, Germany) to allow uniaxial tensile testing according to the strip method. 31 Due to the clamp width of 40 mm and the deviations in the width of different fabrics, a deviation arises from the strip test procedure of the EN ISO 1421 standard, which prescribes a clamp and textile width of 50 mm. 32 The jaw distance is regulated as 100, 150 or 200 mm, but was reduced to approx. 45 mm without pretension here with specimens about 100 mm in TD. Due to the pretension setting of the tensile test, it was not possible to precisely set the jaw distance. To investigate the influence of the specimen length or jaw distance, Crochet 1 was produced with a length of about 250 mm. According to EN ISO 1421, the speed of the moving clamp was set to 100 mm/min and a pretension setting with 2 N was chosen as mounting state. The latter corresponds to the specifications of EN ISO 13934-1, 33 which also served as the basis for the test procedure used here.
Due to the pretension setting of 2 N, which is necessary to load the specimens reproducibly in the machine, the textile specimens were stretched by an unknown amount before the actual start of the measurement. The clamp distance at the start of the measurement was not recorded by the machine (manually this was not possible due to the direct start of the measurement after reaching the pretension), so that the original specimen lengths are unknown. Also, the cross-sectional area of the textile samples, required for calculating the stress, is unknown and cannot be determined by the measured dimensions. Therefore, stress-strain curves cannot be calculated for the textile samples, and force-elongation values are considered instead. Regarding these, the first break as well as the maximum force values are examined to consider the limit of deformation before break and the maximum load the structure can resist. For the composites with a measurable cross-section, stress-strain curves were calculated.
Fabric dimensions were measured with a conventional ruler and a J-40-T textile thickness gage (Wolf Messtechnik GmbH, Freiberg, Germany). Photographs were taken by a 1300D Canon camera (Tamron SP AF 17–50 mm F/2.8 XR Di II LD aspherical lens, Canon Deutschland GmbH, Krefeld, Germany). Microscopic images were made in transmissive light mode with an Axio Observer Microscope (Carl Zeiss AG, Oberkochen, Germany) and in reflected light by a Camcolms2 digital microscope (Velleman, Gavere, Belgium). Samples were weighed with an SE-202 analytical balance (VWR International GmbH, Darmstadt, Germany). From the mass of the fabrics and the yarn count, the corresponding yarn lengths were calculated. Regarding the calculation of wales per cm, the turn, consisting of one, two or three ch stitches, was counted as one additional stitch per course (cf. Table 1 with the added values under “number of wales”). As indicated, measured forces and elongations were normalized to the number of wales or courses per cm perpendicular to TD to enable comparison of fabrics with different numbers of stitches perpendicular to TD.
Composites were produced by vacuum-assisted hand lay-up technique. The prepared crocheted and knitted aramid fabrics were placed on an acrylic plate coated with release agent (T 1-1, ebalta Kunststoff GmbH, Rothenburg ob der Tauber, Germany). The epoxy resin (Epoxy resin L and hardener CL mixed 10:30 per weight, R&G Faserverbundwerkstoffe GmbH, Waldenbuch, Germany) with a density of 1.15 g/cm3 was applied to the fabrics with a brush. 34 A peel ply, which does not bond with the resin, was then placed on the impregnated samples. An additional layer of peel ply was placed on the crochets to prevent curling. To ensure even distribution of the resin and curing by means of vacuum, a plastic film serving as a vacuum bag is placed over the specimens and sealed to the acrylic glass plate by means of acrylic (Basic Acryl, Soudal N.V., Turnhout, Belgium). A vacuum pump (MD 4 NT VARIO, Vacuumbrand GmbH & Co KG, Wertheim, Germany) generated a pressure of 30 mbar inside the bag via an inserted hose. After one day, the vacuum was turned off and after another day, the samples were removed out of the bag and post-processed with a cutter knife.
Tensile testing of the produced composites was based on the NASA standard test methods for textile composites 35 and on the ASTM D3039 36 standard, respectively. To ensure greater stability due to the continuity of the fibers,37,38 non-cut composites were produced and the reinforcements were molded individually. No additional tabs were used at the ends of the specimens. Testing speed was set to 2 mm/min. However, as a deviation from the standard, the size of the samples was adjusted to the dimension of the fabrics crocheted according to structure d) from Figure 2. As a further deviation, no strain gage or extensometer was used, instead the traverse path of the machine was considered. The ultimate tensile strength (σult) of the composites was calculated according to equation (1), 35 where P is the maximum force, w is the sample’s width perpendicular to TD, t the sample’s thickness. The Young’s modulus E was calculated according to equation (2), 35 where l the jaw distance and ΔP/Δl is the slope in the linear region of the force elongation curve.


Results and discussion
In this section, the preliminary investigations to evaluate the quality of the chosen measuring method are presented and an overview of the dimensional properties of all textile samples is given, which were crocheted according to the specifications in Table 1. In the following subsections, properties of crocheted fabrics relevant for possible use in composites are elaborated in more detail. First, the dimensions, wales and courses per cm as well as calculated yarn lengths of the manufactured fabrics are given in Table 2.
Dimensions of the sample textiles and the required yarn length given as means with standard deviations (SDs).


Hdc crochets in wale direction are highlighted in green and those in course direction in blue. Sc crochets in wale direction are marked with orange and sc in course with yellow. The crocheter of each sample is indicated in Table 1.
Typical force-elongation curves of the tested samples are depicted in Figure 3 with regard to Crochet 1 and 2. From these exemplary curves, the first break can be identified as the first rapid drop in the resisted force. This corresponds usually to the rupture of a yarn segment. Due to the longer textile of Crochet 1, the corresponding force drop also occurred at a larger elongation, about 16 cm compared to 4 cm. After the first break, further force drops can be seen in both samples after steep increases in the resisted force. Thus, despite irreversible damage, the textiles continue to bear loads before the structure fails with large ruptures, and the severe force drop terminates the test run. The maximum resisted force before the final failure of the structure is often greater than after the first break, which is why both the force of the first break and the maximum force with the corresponding elongations are considered.

Exemplary force elongation curves of tested specimen of Crochet 1 and 2.
To evaluate the test methodology based on averaged values of the force at break and at maximum, Crochet 1 with a length in TD corresponding to the test standard (EN ISO 1421) is compared with Crochet 2, having the length used for the other specimens and otherwise an identical structure. As can be seen from Figure 4, the measured forces do not differ significantly (judged on the SDs). Thus, the test method with the selected specimen length (in TD) of Crochet 2 allows reasonable measurements and an appropriate study of the mechanical properties. A differing elongation not standardized to the specimen length was to be expected for the severely differing jaw distances of Crochet 1 and 2.

Comparison of the tensile properties of Crochet 1 and 2 with mean values and SDs as error bars: (a) force and elongation at break and (b) maximum force and elongation.
Deviations in the hand crocheted fabrics
To assess the suitability of crocheted fabrics for use as composite reinforcement, the influence of manual production on the reproducibility and significance of the results must be investigated first. In this context, it is also important to check the actual extent of the deviations in manual production, because this is relevant regarding the estimation of the benefit of machine production. Thus, the influence of the manual crafting of crocheted fabrics by different persons (Crocheter A, B, and C) on the fabric’s dimensions and mechanical properties is investigated by comparing Crochets 2–7.
The dimensions, wales and courses per cm as well as required yarn lengths of manually crocheted fabrics with the same construction (Crochet 2–4 and 5–7) are significantly influenced by the crocheter. This can be derived by the data shown in Table 2 together with the specification of the crocheters from Table 1. Hence, the reproducibility of hand crocheted fabrics is affected.
The influence of the crocheter on the samples can be seen in the photograph of Figure 5, especially with respect to the regularity of the stitch structure (compare A and B). In this figure, the deformations of the stitches due to the tensile tests in comparison to the areas held by the clamps are also clearly recognizable. Hdc and sc stitches deformed similarly and parallel yarn segments aligned in TD between the tightened loops of different stitches.

Photographs of exemplary fabrics (held down by glass slides) crocheted by different crocheters with hdc and sc stitches as main stitch types before (upper parts) and after tensile tests (lower parts). Specimens were clamped on the left side of the dashed lines during tests.
The results of the tensile tests of Crochets 2–7 are displayed comparatively in Figure 6. Remarkably, despite the significant differences in the dimensions and yarn length of these samples, no significant differences were measured in the forces and elongations of the hdc crochets. Regarding the sc crochets, Crochet 6 differed significantly from 5 and 7 in the forces and elongations at break as well as at maximum. This case of higher forces with lower elongations is probably connected to the higher stitch density (number of courses and wales per cm) and less consumed yarn with Crochet 6. The significant influence of the crocheter on the fabric’s tensile properties could be confirmed. However, the standard deviation as a measure of the variation of individual specimens are adequately small, despite the manual production, to reasonably compare the properties of samples from the same crocheter. Thus, all further samples were produced by crocheter A.

Comparison of tensile forces and the corresponding elongations of Crochets 2–7, manufactured by different crocheters, with mean values and SDs as error bars: (a) force and elongation at break of Crochets 2, 3, and 4 with hdc as main stitch type, (b) maximum force and elongation of Crochets 2, 3, and 4, (c) force and elongation at break of Crochets 5, 6, and 7 with sc as main stitch type, and (d) maximum force and elongation of Crochets 5, 6, 7.
Influence of the crochet structure on the tensile properties in comparison to knitted fabrics
Despite a similar stitch deformation under tensile loading (cf. Figure 5), differences in the mechanical properties of fabrics consisting of sc or hdc stitches are to be expected due to their structural differences. This effect of the stitch type, also depending on the direction of the applied force, is unknown so far and will be elaborated below in order to select the most suitable fabric configuration for composite reinforcements. In this regard, high tensile load with low elongation is preferable. The boundary stitches, which are always ch or sl due to the conventional layout of a crocheted textile (cf. Figure 2), are also taken into account. Knitted fabrics serve as a reference and are only tested in wale direction, to which a stiffer behavior is attributed.39 –41
In Figure 7, the structure of sc and hdc stitches are presented by microscopic images of exemplary fabrics and topology-based models. In a course, the stitches are connected by interlooping at the top of the stitches (point 1). There, a loop was pulled through the previous stitch, which is the first anchoring point of the stitch. Additionally, stitches are connected in course direction at the bottom of the stitch regarding sc (point 2) or in the middle regarding hdc (point 4) with an additional loop (compare Figure 7(c) and (d)). Hence, in comparison hdc stitches are slightly higher and have an additional loop (point 4) for the connection of stitches in a course. The second anchoring point of a stitch is the loop emerging in wale direction from the stitch beneath (point 3). This is similar for both stitch types. Further information on the crochet structure can be found in Ref. 3 and 18.
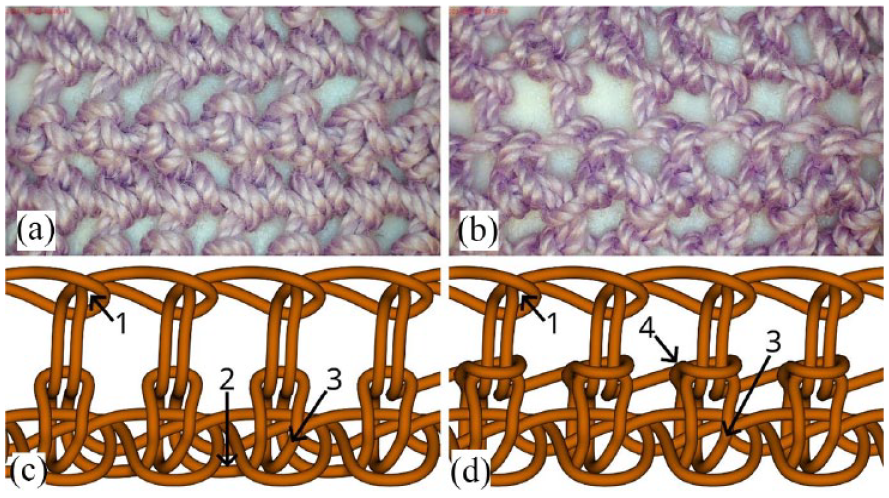
Structure of sc and hdc stitches: (a) reflected light microscopic image of a fabric consisting of sc stitches with the course direction going to the right, (b) microscopic image of hdc stitches combined to a fabric, (c) topology-based model of a course of sc stitches facing in right direction and built on a ch course, and (d) model of hdc stitches. In the models, important points are indicated by numbers.
Regarding the deformations after tensile testing, distinct differences occurred with the wale (Crochet 2, 9 and 10) or course direction (Crochet 5 and 11) as TD. In case of applied strain in course direction, both crochets with hdc and sc as the main stitch type (Crochets 9 and 11 in Figure 8) do not form parallel yarn segments aligned to TD, as observed in case of deformation in wale direction (Crochets 2 and 5 in Figure 5). As apparent in Figure 8, the loops of the hdc and sc stitches tighten less and appear in the elongated form more similar to the knitted loops.

Photographs of exemplary fabrics of Crochet 8, 9, and 11 as well as Knit 1 with different structures. The upper part illustrates the fabrics before tensile testing and the lower part afterward with indicated clamped region left from the dashed line.
Regarding the boundary stitches, it was noticed during the investigations that the hdc fabrics tested in wale direction often fail first at the left and right edges in the turn stitches consisting of ch stitches. This could be due to a slightly lower height of the turn stitches, and thus Crochet 8 was constructed with three ch stitches as turn (turn 3) in contrast to the usual two (turn 2) of Crochet 2 (cf. Figure 2(a) and (c)). With the higher turn stitches of Crochet 8, a tendency of fewer first breaks at the left and right edges was observed compared to Crochet 2. However, since no significant differences were measured, as depicted in Figure 9, the usual two ch stitches for a turn with hdc fabrics were kept. It is to mention that the measured values in Figure 9 are normalized to enable the comparison of fabrics with different numbers of stitches perpendicular to TD.
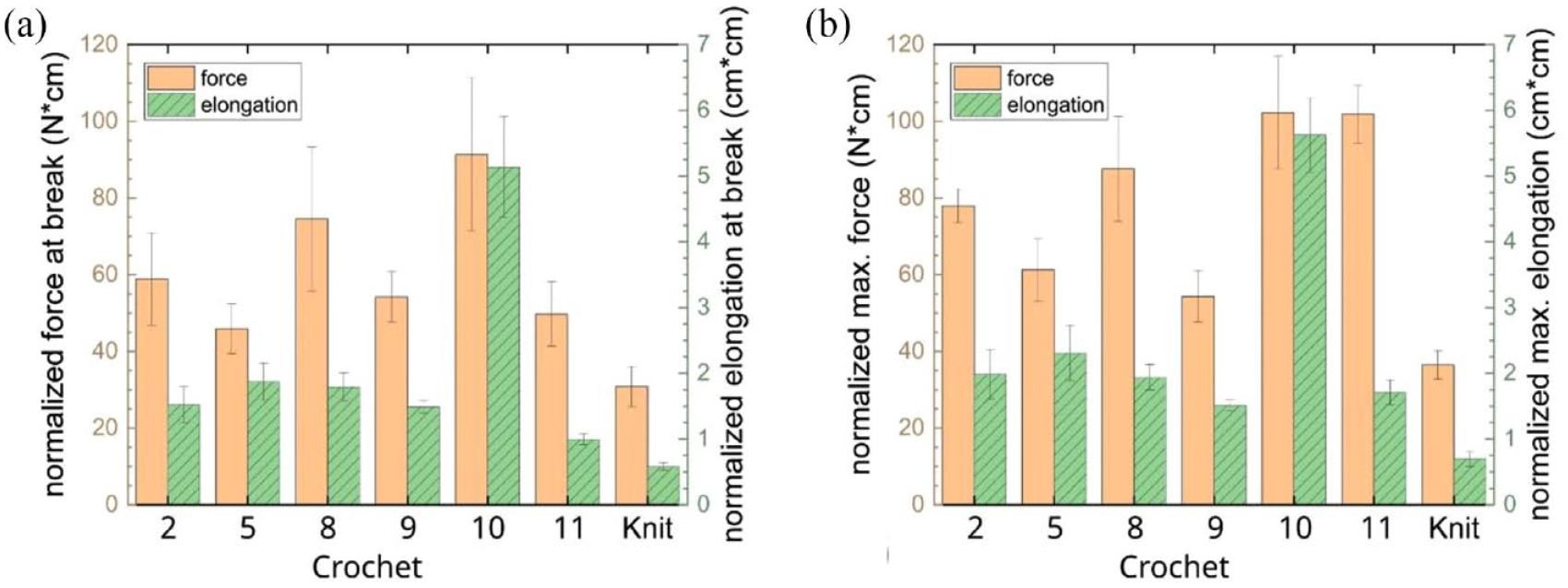
Tensile forces and respective elongations normalized to the stitch densities in width as mean values with SD error bars of Crochets 2, 5, and 8 to 11 as well as of the averaged knitted fabrics: (a) normalized force and elongation at break and (b) normalized maximum force and elongation.
As a further influence of the boundary stitches, it was observed that a hdc fabric tested in course direction (Crochet 9) broke always at the sl stitch row on one side. Apparently, these stitches are less deformable. Due to the resulting severe force drop, measurements were automatically aborted by the machine. Thus, Crochet 10 was constructed without this sl stitch row, and significantly higher forces and elongations were measured (cf. Figure 9). The tendency of first breaks in the sl row was also observed for Crochet 11 with sc stitches and course as TD. However, due to the lower deformability of the sc stitches, here the measurements were not impaired.
The orientation of a crocheted fabric in the tensile test with respect to wale or course direction led to significant differences in the mechanical properties. With hdc as main stitch type, the normalized forces and elongations were significantly larger in course direction (Crochet 10) than in the wale direction (Crochet 2, cf. Figure 9). Also, with sc as main stitch type, the course direction (Crochet 11) showed a significantly higher normalized maximum force compared to the wale direction (Crochet 5). Here, the normalized elongation at first break was significantly shorter for Crochet 11 than for Crochet 5, which corresponds to the early breaking of the sl stitches.
When comparing sc with hdc stitches in course direction, Crochet 10 (hdc) and 11 (sc) resulted in similar normalized maximum forces, while the normalized maximum elongation of Crochet 10 was significantly higher than that of Crochet 11. This confirms a lower deformation of the sc stitches compared to hdc stitches in course direction.
By comparing the crochets to the knitted reference (averaged from Knit 1 and 2), it is striking that the normalized forces and elongations of all crocheted samples were significantly higher than those of the knitted fabrics. However, the representation normalized to courses or wales per cm (depending on which is perpendicular to TD) may be unsuitable here, because it does not consider the inhomogeneities of crochets consisting of turn, ch, and sl stitches beside the main stitch type. Also, for Crochet 2 and 5 with the same number of stitches in width perpendicular to TD the difference in the normalized maximum force is significant, while it is not significant considering the measured force (cf. Figure 7(b) and (d)). Therefore, it is reasonable to additionally compare the non-normalized measured mechanical properties via an equal number of stitches in width.
With 11 stitches in width (perpendicular to TD), Knit 1 can be compared to Crochet 2 (hdc, wale as TD) as well as 5 (sc, wale as TD) and in this regard Figure 10 reveals fewer significant differences in contrast to the normalized values. Knit 1 had still a significantly shorter elongation than Crochet 2 and 5, as well as a significantly lower maximum force than Crochet 2. Knit 2 is, with 14 stitches in width, comparable to Crochet 11 (sc, course as TD) which displayed a significantly higher maximum force and elongation (cf. Figure 10). Thus, in both comparisons with knitted fabrics, the crochets have an overall tendency to larger elongations and a greater tensile force that can be resisted. The obvious explanation for this is the intrinsically different structure of a crocheted hdc or sc stitch compared to a knitted stitch. Possibly the anchoring of a crochet stitch in two previous stitches, instead of one previous stitch as in knitting, matters in this context.4,5

Non-normalized measured mechanical properties (given as means with SD error bars) for comparison of Crochet 2, 5 and 10 with Knit 1 (11 wales) as well as Crochet 11 with Knit 2 (14 wales): (a) force and elongation at break and (b) maximum force and corresponding elongation. The colored numbers in italics indicate the number of stitches in the width and thus designate the comparability of the specimen.
Regarding the measured and the normalized tensile properties of crochets with hdc stitches, the course direction exhibited a higher elongation than the wale direction. Contrastingly, a tendency toward higher elongations in the wale direction can be assumed for the sc stitches. In the course direction, the sl stitch row is a weakness in that it stretches less than the other stitch types (sc or hdc).
Crochet composite with aramid yarn
Easily processable cotton yarn is often unsuitable for technical applications due to the relatively low tensile strength and biodegradability. 42 Therefore, crochets consisting of an aramid roving typical for technical applications, such as composites, were also studied here.23,42 –44 The structure of sc stitches with course as TD was chosen as most suitable for a composite reinforcement. This is because it resembles a promising combination of resisting high maximum forces at little elongations. However, the sl stitch row identified as a weak point was omitted. The aramid fabrics of Crochet 12 and Composite 1 were produced in this configuration. As references, aramid knits (Knit 3 and Composite 2) were made with the same number of stitches perpendicular to TD as the crochets.
The aramid yarn resulted in larger variations in the dimensions of Crochet 12 (cf. Table 2) compared to the fabrics with conventional cotton yarn, presumably due to the increased difficulty of production. Compared to the conventional cotton yarn (Crochet 11) the aramid yarn (Crochet 12) resulted in significantly higher measured forces and significantly less maximum elongation (cf. Figures 10 and 11). Similarly, regarding the knitted fabrics, significantly higher forces and shorter elongations were measured with aramid. Thus, the expected trend of higher resisted forces at lower elongations due to the aramid yarn was observed.

Measured tensile properties of the aramid fabrics Crochet 12 and Knit 3 (given as means with SD error bars): (a) Force and elongation at first break and (b) maximum force and elongation.
The observed tendency of higher mechanical stability of the crocheted in contrast to a knitted fabric is also valid for a technical aramid yarn. Since, as depicted in Figure 11, Crochet 12 had a significantly higher force at first break compared to Knit 3, while no further significant differences were measured.
Next, Figure 12 shows the novel crochet composite. Relatively large resin rich regions can be seen, especially in the bottom row of ch stitches. The microscopic image (Figure 12(b))) shows several air bubbles in the resin matrix, which calls for a necessary improvement of the manufacturing process in the future. Air bubbles are known defects that occur due to the hand lay-up method and negatively influence the mechanical properties as well as the scatter of the measured values. 27 Since the air bubbles are evenly distributed throughout the composite, the mechanical properties are also affected evenly. In Composite 2, a uniform distribution of air bubbles was likewise observed.

Composite 1 with aramid crochet: (a) photograph and (b) transmissive light microscopic image.
Unlike the fabric specimens, a cross-sectional area can be calculated for the composites from the measured dimensions. Also, no pretension was necessary, hence the engineering stress and strain can be calculated for the composites. The stress-strain curves of the specimen with the highest ultimate tensile strengths of Composite 1 and 2 are compared in Figure 13. As can be seen from these typical curves, in contrast to the textile specimens, the maximum force was measured at the first break for the composites. Here, the crochet reinforcement resulted in a higher resisted stress at lower strain compared to the knit reinforcement.

Stress-strain curves of Composite 1 (crocheted reinforcement) and 2 (knitted reinforcement) showing in each case the specimen with the highest ultimate tensile strength.
The averaged results of the composite samples are shown in Figure 14(a)). As indicated by Figure 13, the crochet reinforcement (Composite 1, (32.2 ± 1.8) mm wide and (1.4 ± 0.1) mm thick) withstood a significantly higher force than the knitted one (Composite 2, (26.8 ± 0.8) mm wide and (2.4 ± 0.3) mm thick) at similar maximum elongations. For Composite 1, the calculated maximum stress (ultimate tensile strength) was also significantly higher than for Composite 2. The respective strain values differ not significantly as it is depicted in Figure 14(b)). However, for Composite 1 the Young’s modulus was with (830.0 ± 99.4) MPa significantly higher than that of Composite 2 with (386.1 ± 90.4) MPa. Thus, the crochet reinforcement resulted in a higher composite stiffness compared to the knitted reinforcement.
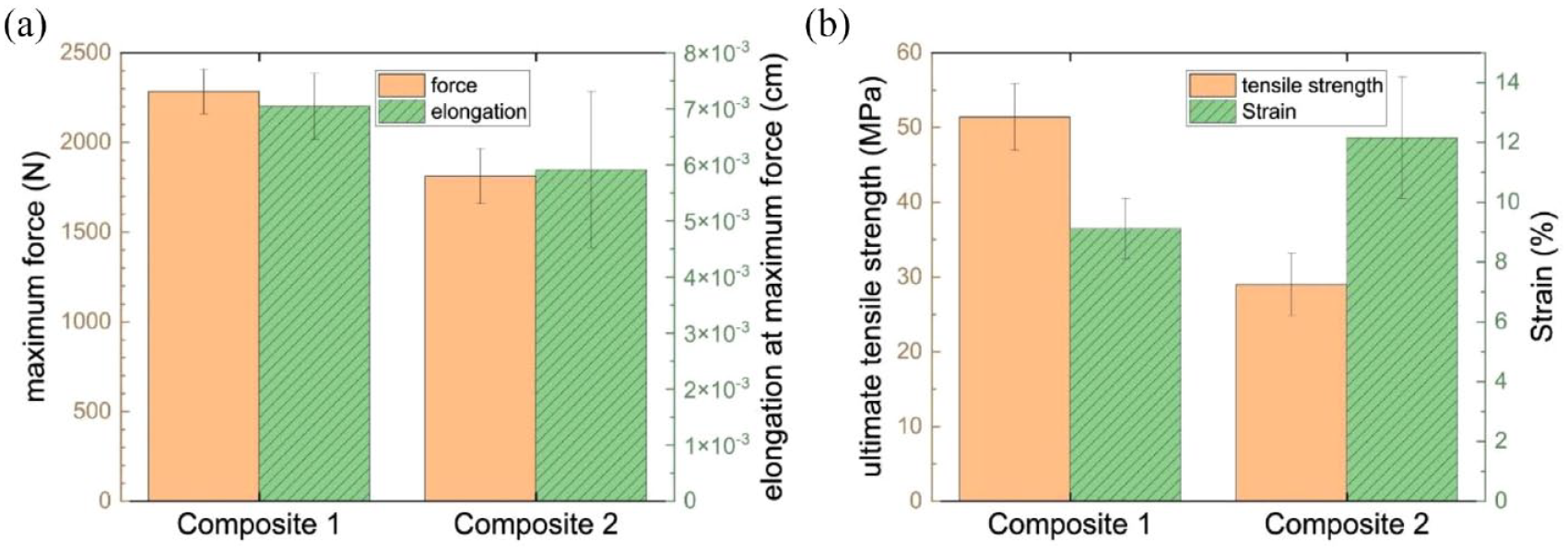
Comparison of the mechanical properties of the crochet composite (Composite 1) and the knit composite (Composite 2) based on means and SDs as error bars: (a) measured maximum forces and elongation and (b) calculated ultimate tensile strength or strain and Young’s modulus of the composites.
A possible reason for the higher tensile strength and Young’s modulus of Composite 1 could be the significantly higher fiber volume fraction of Composite 1 with (31.2 ± 4.5)% in contrast to Composite 2 with (17.7 ± 2.5)% (determined by weighing and considering the densities of the materials), since it is known for knitted composites that a higher fiber volume fraction also tends to increase the tensile strength and Young’s modulus. 19 Thus, with crocheted fabrics, a higher fiber content can be achieved with comparable dimensions of the composites, which positively affects the properties. A tendency toward higher mechanical stability under tensile load due to the crocheted reinforcements can be identified.
Fracture mode was similar for Composite 1 and 2 and occurred perpendicular to TD. The fractures initiated with matrix cracks and extended across the entire width of the composites. Such fractures perpendicular to the force direction for loading in wale and course direction are a typical phenomenon for knitted aramid/epoxy composites.22,38 The crocheted and knitted composites differ in the wideness of the fractures. Regarding Composite 1, the parts of the specimen were generally drawn further apart than with Composite 2, as shown in Figure 15(a) and (d). In Composite 2, the matrix was equally ruptured, but fewer fibers were torn. Fiber breaks can be seen in Figure 15(f)) as well as (b) and (c). From the microscopic images, it is also recognizable that fiber bundles have separated from the matrix, which has broken into small pieces around these. Such delamination is known for fractures of aramid/epoxy composites. 22

Exemplary composite fractures after the tensile tests: (a) photograph of the fracture of a crochet specimen (Composite 1), (b and c) microscopic images of the corresponding fracture edge, (d) photograph of the fracture of a knit specimen (Composite 2), and (e and f) microscopic images of the corresponding fracture edges.
Evaluation of the results
The influence of manual production by different persons on the properties of the fabrics was identified as a significant factor. Xu et al. 12 also observed relatively large variations in the dimensions and mechanical properties of crocheted specimens for an anatomically correct testbed hand due to the manual fabrication process. The lack of reproducibility in the production prevents crocheted fabrics from being used as technical textiles. An automated and thus reproducible production with consistent quality is necessary in this regard.45,46 Also, considering the time-consuming sample preparation (over 45 min per specimen), a machine-based production is necessary to boost productivity and to be economically feasible.45,46 In general, automated processes are favored over manual labor regarding technical application, for example by international standards regarding airbag production. 47
Despite the manual production, the basic tensile properties of crocheted fabrics could be sufficiently investigated for the first time. The anisotropic properties in wale and course direction of crocheted fabrics indicated by the simulative investigations from Ref. 18 can be confirmed based on the tensile tests performed here. In this, crochets have a common characteristic with knitwear.39 –41 Regarding weft knitted fabrics, the wale direction is associated with higher strength and stiffer behavior.39 –41,48 Contrastingly, with crochets consisting of sc and hdc stitches, the course direction tends toward higher maximum forces.
With the generally similar properties of crocheted and knitted fabrics, and the tendency to a stiffer tensile behavior, crochet composites may be able to overcome the known disadvantages of the relatively weak mechanical in-plane properties of knit composites.21,23 To evaluate this more thoroughly, the out-of-plane properties of crochet composites and the suitability for (near) net shape manufacturing need to be investigated in the future. However, based on the presented results composites can be considered as another promising technical application of crocheted textiles.10 –14 This justifies further efforts in improving the automated production of crocheted textiles.
Conclusion and outlook
The main results of the present study on the tensile properties of crochet fabrics are summarized as follows. Due to manual production, the mechanical properties and fabric dimensions are dependent on the crocheter, which hinders technical applications of hand crochet fabrics. Resulting from the anisotropic properties, a load in course direction of crochets from hdc stitches is characterized by larger resisted forces at higher elongations compared to wale direction. For sc stitches, the course direction is also related to higher forces than the wale direction. These forces are comparable to the hdc crochets, but at lower elongations. Considerably greater maximum forces were measured for crochets with hdc in wale as well as sc in course direction than for knitted fabrics. A tendency toward higher resisted forces at longer elongations of the crochets was noticeable.
Sc stitches in course direction, as a crochet structure with high resisted force at low elongation, was also crocheted with a technical aramid yarn and resisted significantly higher forces than a comparable knitted fabric. Composites reinforced with such crochets obtained by vacuum-assisted hand lay-up withstood higher loads than knitted composites. Crochets can thus be considered suitable composite reinforcements and can result in superior mechanical in plane properties in terms of higher ultimate tensile strength and Young’s modulus compared to weft knitted reinforcements. The tendency toward higher mechanical stability compared to knitted fabrics, with similar drapability and capability to create complex structures, also suggests a technical application for crocheted textiles. This motivates and necessitates the future improvement of a reproducible automated production of crocheted fabrics. However, further research is necessary regarding the application of crocheted fabrics in composites and for technical applications in general.
Footnotes
Acknowledgements
We thank Teijin and the EMEA sales office in Wuppertal for kindly providing us the Twaron aramid roving.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The study was partly funded by the German Federal Ministry for Economic Affairs and Climate Action in the scope of the ZIM project KK5129701PK0. The APC was funded by Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – 490988677 – and Bielefeld University of Applied Sciences and Arts.