
Abstract
Products made of fluorescent textiles have a variety of applications, most notably as smart textiles for human safety during outdoor sports, as well as for detecting authenticity and avoiding counterfeiting. Fluorescence in smart fabrics is obtained via dyeing or printing the fabrics by fluorescent inks which based on organic fluorescent dyes, rare earth metal, dendrimers. This review highlights and discuss the fundamental ideas of fluorescence, fluorescent coloring materials (organic or inorganic), the processes used to prepare some fluorescent dyes, ink formulations, and other related topics. Additionally, we have discussed their capacity to print on various surfaces using various printing methods by reviewing current advancements made to clear the way for further studies in this area.
Keywords
Introduction
Recently, Fluorescent organic dyes and luminescent nanomaterials have found extensive use in a variety of industries including photovoltaic, biomedical, textile printing, anti-counterfeiting, enhanced optical displays, solid-state lighting, X-ray intensification, and scintillation.1–7 Fluorescent textiles have a niche in the textile industry among a wide range of textile materials, where, they have new applications such as fabric-based electronic image displays, security barcodes, and sensors, as well as human safety in outdoor sports and special services in the armed forces (firefighters, police officers, and soldiers), fashion, and trends, etc., we find fluorescent dyes and inks application. That demonstrates how crucial the subject matter covered in this article is. In this review article we discuss the novel fluorescent materials developed and investigated in recent research. 8 The bright coloring agents can be utilized with a variety of substrates and printing methods, including thermal heat transfer and ink jet and screen printing. The creation of security inks has the potential to have anti-counterfeiting applications, one of its many important uses. The patterning method known as inkjet printing is economical, simple to use, environmentally friendly, and delivers an efficient process. Since inkjet is the sole non-contact printing technique, it can be used on a wide range of substrates. 9 The printing quality is largely dependent on the formulation of the inks.10–14 Fluorescent ink prints have no color/ or colored but with exposing them to ultraviolet light, (200∼400 nm), fluorescent ink prints can release their absorbed energy as visible light (400–800 nm), producing a variety of brilliant colors. The print reverts to its natural hue as the UV light fades. Despite its application in art, fluorescent inkjet ink has recently gained popularity in the anti-counterfeiting sector.15–17
Luminescent concept
Kinds of luminescence based on the source.

Difference between fluorescence & phosphorus
Difference between fluorescence & Phosphorescence.

Application of fluorescent and phosphorescence on textiles
Phosphorescent textile materials have an afterglow effect even after the illumination is turned off, which is the primary distinction between them and fluorescent materials. 18 There are several uses and products available for fluorescent textiles, such as UV protection, protective apparel, light effects for design, whitening effects, and anti-counterfeit applications. Fluorescence-dyed polyester textiles are accessible in low-cost consumer goods like microfiber towels and safety vests. 19
Fluorescent colorants
Fluorescent dyes
Recently the focus of researcher is towards the chemistry of function dyes for its electro-optical applications. Fluorescent dyes are one of the functional dyes that have number of advantages for instant fast detection speed and good uniformity. Fluorescent dyes are classified based on its structure into imidazole, triazole, naphthalimide, and benzoxazole systems as well as perylene and rhodamine flouresceins, coumarins, trimethine cyanines (Cy3), pentamethine cyanines (Cy5), stilbene and dipyrrometheneboron difluorides fluorescent brighteners (BODIPY).20–22
Electroluminescence displays use fluorescent dyes that emit light in the red spectrum.23,24 Increased lifespan of the molecule’s first excited singlet state is necessary for radiative processes (vibrational heat loss). By stiffening the molecule, the degrees of freedom for vibration (and rotation) are reduced. In addition, there needs to be a nonplanar group; if not, the planar molecule would be pigmentary, with the excited state energy being released through the pigment’s crystal lattice by fast vibrational relaxation. This is the main cause of pigments’ great lightfastness.25,26 Fluorescent compounds can be found in all wavelengths, from ultraviolet to visible to near infrared. Many dyes fluoresce, but fluorescent dyes must meet specific criteria in order to be useful, they must create a pure color determined by their absorption and emission spectra, have a high molar extinction, and most importantly have a large quantum yield. Only a few dyes meet these conditions.
27
The weak light fastness of many fluorescent dyes is a drawback, however there are notable exceptions. The main types which find industrial use are: - Colorless molecules with blue fluorescence: Optical brightening agents are colorless compounds with blue fluorescence that are employed as blue whiteners in paper manufacture and washing powders. - Heterocycles, such as pyrazolines, and stilbenes are the two main classes.
Yellow Dyes with Blue/Green Fluorescence: Fluorescein, C.I. Solvent Yellow 94, is likely the most well-known example, coumarins, such as C.I. Basic Yellow 40, and especially naphthylamides, such as C.I. Solvent Yellow 44, (Figure 1). The chemical structure of (a) C.I. Basic Yellow 40, (b) Solvent Yellow 94, (c) C.I. Solvent Yellow 44.
Red Dyes with Yellow/Orange/Red Fluorescence: The rhodamines (xanthenes), such as C.I. Solvent Red 49 (Figure 2), are the most well-known dyes of this kind. Hemi cyanines are another type, such as (astraphloxine). The chemical structure of C.I. Solvent Red 49.
Blue Dyes with Red or Near-Infrared Fluorescence: These are less essential than the previous kinds and have less industrial significance. Indeed, whereas the blue-green fluorescence of a yellow dye and the red fluorescence of a red dye brighten the dyes, a blue dye with red fluorescence.
Near-Infrared Dyes with Near-Infrared Fluorescence: This type is gaining popularity, especially in biomedical applications. This sort of fluorescence is produced by phthalocyanines and cyanine.
Luminescent nano materials
Lanthanide nanomaterials
The lanthanide doped luminescent nanomaterials have many advantages over other luminescent materials (organic dyes, plasmonic materials, quantum dots, etc.) like low toxicity, a longer lifetime, high-pitched emission, great photochemical stability, broad excitation spectra, good thermal stability, and chemical stability.
There are two types of Lanthanide nano material, Up and Down conversion. Down conversion/downshift luminescence in which high energy photon is changed to a low energy photon, stokes shift is the difference between the emitted and absorbed photons energy. When low energy photon is changed to a high energy photon this process is known as Up conversion luminescence. Morphology, size, synthesis procedures are significant factors that affect the Emission properties. 28
Luminescent quantum dots
Quantum dots have received a lot of attention in recent study because of a variety of unique qualities such as high fluorescence quantum yield (QY) and long fluorescence lifetime. The electrical and optical properties of quantum dots are modified by their size. Hence, (fluor with different dimensions show different fluorescence colors.29–31 The physical dimensions of a material become crucial for its optical and electrical properties as the particle size approaches that of the exciton, due to quantum confinement effects. For instance, the exciton Bohr radius for CdSe is approximately 6 nm., as a particle gets smaller, its luminescence shifts toward the blue region.
Metal–organic frameworks (MOFs)
MOFs (metal ions or metal clusters with organic ligands) are a new class of inorganic–organic hybrid materials. As a result, they are expected to be used in a wide range of applications such as sensing, catalysis, light barcode security, medication delivery, gas storage, separation, magnetism, and optics, among others. Photo-induced lepton transfer (PET), ligand-centered emission, ligand-to-metal charge transfer (LMCT), metal-to-ligand charge transfer (MLCT), and still guest-induced luminescence are all examples of luminescence sensing from MOFs.32,33
Plasmonic nanomaterials
Plasmonic nanostructures are a class of nanomaterials which have huge potential for a multiplicity of applications. 34 Plasmonic nanoparticles are discrete metallic nanoparticles with distinctive optical properties that are finding their way into more commercial products and technology. These technologies are used in different fields ranging from photovoltaic to biological and chemical sensors, it is based mainly on gold and silver nanoparticles. plasmonic nanoparticles produce different colors depending on their size and shape and can be used for a lot of applications without changing their chemical composition.35–37
Ink formulation
Printing inks are mainly consisting of: • Fluorescent colorants (organic pigments – dyes – nano-colorants) • Binders • Additives • Solvents
Inks have a wide range of qualities, ranging from thin (watery), to highly viscous, to dry, depending on the kind of printing technique.38–42
Binders
Binders are an essential constituent of the printing, padding, and deposition processes of textile pigmentation. The majority of today’s binders can be used in fully aqueous systems. They are low molecular weight pre-polymers based on styrene acrylates, vinyl acrylates, or styrene butadiene’s.
43
The binder is often a mix of co-polymers which has the ability to hold the dispersion active ingredients. There are two kinds of binder (i) hydrophilic binders as gelatin, poly-acrylic, and (PVA). (ii) Hydrophobic binders as poly (vinyl chloride) (PVC), latex, phenylethylene, and more polyvinyl.
The hydrophilicity of a coating can be altered by adjusting the amount of each binder in the coating mixture before it is applied to the substrate. A specific sort of coating, as stated above, consists almost entirely of silica particles, giving the medium a matte finish.
A good binder should be an odorless, colorless substance that can be smoothly and easily mixed into print paste without changing its viscosity. It should also be easy to remove from printing equipment and form flexible films that hold pigment particles in place and stick to fabrics without expanding after washing and drying. The films should not be too tacky or brittle and should have good resistance to abrasion, heat, and light, Nanoscale binders appear to be promising possibilities for pigment-based inkjet fabric printing. Inks including nano-sized binders and commercial pigment dispersions have been shown to provide great printability, color fastness, and softness of printed fabrics.44,45
Additives
Surfactants
One of the most essential features of ink jet inks for textile applications is surface tension. It’s been claimed that ink’s surface tension is a key element in droplet generation and spread on the substrate when they come into contact. 46 Additives such as surfactants are used to control the surface tension and caps the surface of nano particles and stabilize the mini emulsion polymerization Surfactants including Fluoro chemicals, Silicones, and hydrocarbons, which can reduce the surface tension of any material and are the most effective wetting agents. In terms of cost and effectiveness, silicone additives come in second. Some forms of silicone can get airborne, producing major environmental issues as well as contaminating the substrate. Surfactants, also known as surface-active agents, are substances like detergents that increase a liquid’s spreading and wetting qualities by lowering its surface tension. Surfactants aid in the uniform dye penetration into the material during the dying process.
They are employed for dispersing intractable dye and scent aqueous solutions. The surfactant has two distinct chemical groups, one of which is less surface tension and compatible with the liquid that needs to be changed. For inks, coatings, and paints, 1% or less is usually adequate to effectively reduce surface tension. 47 The dewetting fault known as “fish-eyes” is caused by silicone contamination. Once affected using surfactants, coatings, paints, and inks are usually permanently altered. There are numerous options for dealing with this issue. The recommended practice is to utilize the smallest amount of the least potent surfactant.48–50
Humectants
The main purpose of humectants is to control or minimize the evaporation of inks. 51 Glycols and alcohols, for example, operate as hygroscopic agents, removing moisture from the air during printing or when the printer is idle, preventing print head clogging. 52
Defoamers
The main issue with ink performance is the presence of bubbles in the ink. Foaming occurs more frequently in inks containing polymers and surfactants
The inclusion of a defoamer stimulates the breakup of foam is a popular remedy to this problem. The defoamers work by lowering surface tension in a particular area to extremely low levels, causing the area to thin quickly (amyl alcohol is an example); and by facilitating liquid drainage from the lamellae (example: tributyl-phosphate which reduces surface viscosity).53,54
If severe ink foaming is required, look for defoamers that do not separate after long periods of storage and use the lowest doses available. Mineral oils are frequently used as antifoaming agents. Hydrocarbons, Silicones, phosphoric acid, and esters using tributyl-phosphates, fatty acid compounds, high molecular alcohols, fluorine derivatives, and combinations of these components are common active ingredients in alternative products. 55
Solvents
The selection of the appropriate ink solvent is critical for the creation of luminous inks in which the luminescent materials can be disseminated uniformly and form colloidal suspensions without clustering or settling to the bottom. The boiling point of the medium utilized for ink creation is an important consideration. When using solvent with low boiling point such as toluene a ‘coffee-ring effect' occurs which concentrates the medium along the rim of a drop, the faster evaporation at the margins causes the ink medium to flow towards the drop edge. By using a solvent with a high boiling point this problem can be reduced by using high boiling point solvents such as xylene, methyl benzoate and cyclohexane. 56
To ensure proper jetting, the inks’ surface tension should be between 25 and 60 dynes/cm. This will ensure that the inks wet the capillary channels, flow into the nozzle, and correctly form droplets. Propanol concentration shows that adding propanol as a solvent to water during the ink manufacturing process significantly reduces surface tension, from 72.8 dyne/cm to less than 30 dyne/cm. 57
Ink fabrication
Various types of fluorescent inks formulations.
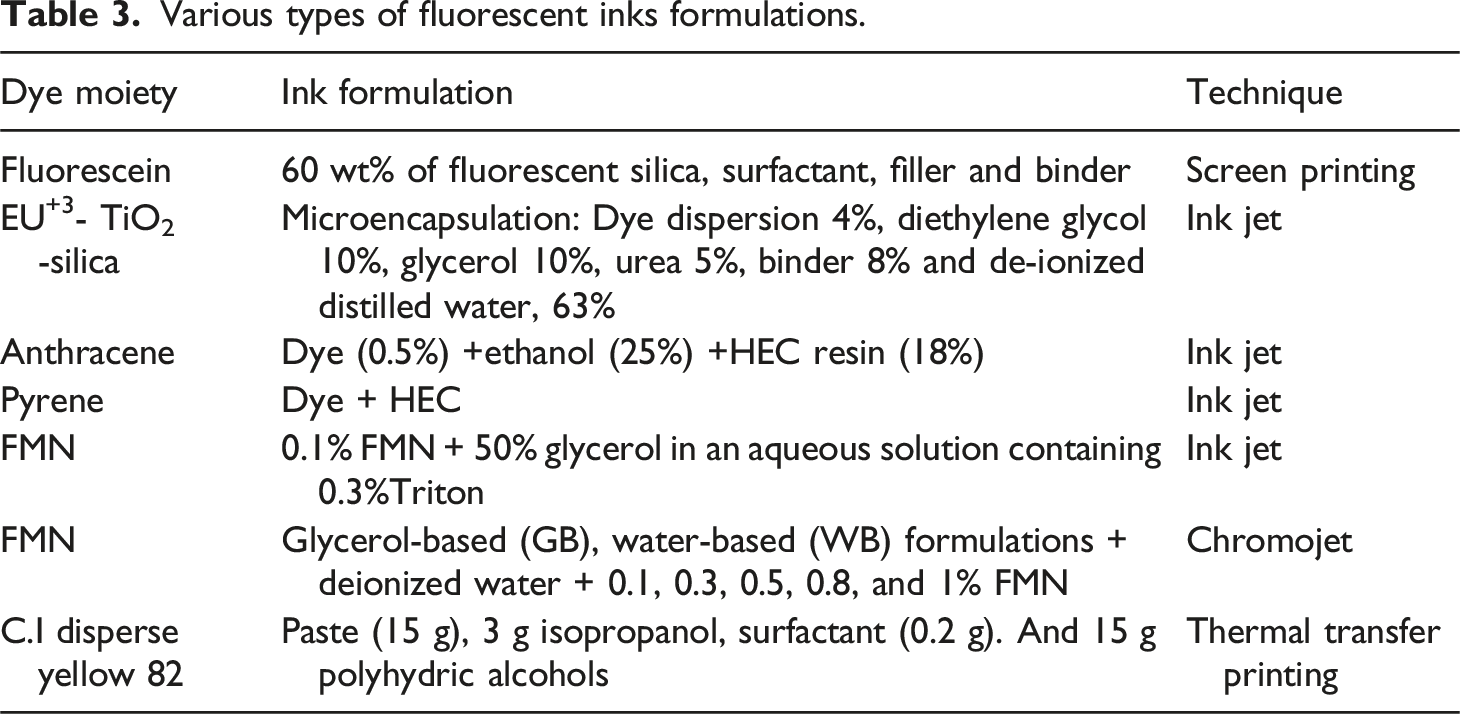
The contact angle is used to measure the wettability of the ink, the wettability is worse when the ink contact angle is high. The surface property affects the inkjet fluency from the nozzles and the printing. It is exhibited that the inks have different contact angles based on the dyes structures. The dye that has larger flat structure effect the spreading wetting of ink on the substrate’s surface such as substituted anthracene derivative with higher degree of conjugation. 63
Printing methods
Heat transfer printing
Heat transfer printing may be a one in all most major cloth printing ways. Heat transfer printing technique involves transfer of color from one surface to a different, typically from paper to textile. Transfer printing within the textile trade typically means that the sublimation of thermally stable dyes from a colored style on paper at extreme temperature followed by absorption of the dye vapors by artificial fibers within the cloth. The paper presses against the material and dye transfer happens with no distortion of the pattern. In the last years, transfer printing has induced respectable tutorial and industrial, this may be due to exaggerated production of artificial chemical compound materials. Colorful designs have recently become increasingly popular in the fashion business, thanks to the use of fluorescent ink and heat transfer printing technique. Sports apparel, such as running/outdoor clothing or sports uniforms, are printed in bright color. 64
Screen printing technique
Screen printing is a flexible and easy-to-use technique. A mesh is coated with compound that closes all openings in the screen and prevents the dye paste from passing through it except in the regions where the design is to be printed. Each hue is represented by a single screen. A squeezer forces the paste through the screen’s apertures by writing or pasting something here and then pressing the Paraphrase button. 65
Ink jet printing technique
The inkjet printing technique has several benefits, including accurate material deposition at precisely defined positions on paper or substrate, minimal waste and material consumption, good pattern quality, low pollution, and a particularly quick response to the frequent changes in textile fashion. It is also easy to use in mass production, costs little for materials and equipment, and offers flexibility. 66 There are two groups of pigment dispersion and both inks have their specific physical appearance because of dissimilar pigment environments. 67
Synthesis and printing applications of fluorescent dyes-based inks
Iminio-coumarins dyes and their derivatives are prepared in very simple methods using microwave as a green tool for preparation. The synthetic procedure was accomplished in two steps including synthesis of cyano-N = -methyleneacetohydrazide 2 followed by its cyclocondensation with salicylaldehyde derivatives as illustrated in (Figure 3). These compounds are the building block of a new series of fluorescent probes (Figure 4), which combines the excellent optical properties of coumarin with simplicity of synthesis. Iminocoumarin’s new fluorescent dyes were used in textile printing for both polyester and polyamide fabrics through screen printing technology that produced vivid color prints with high color strength and improved overall fastness properties but low light fastness.
68
Synthetic pathway for iminoqumarins derivatives 3a-3n. Emission spectra of compounds (a) 3a-3i, (b) 3j-3r.

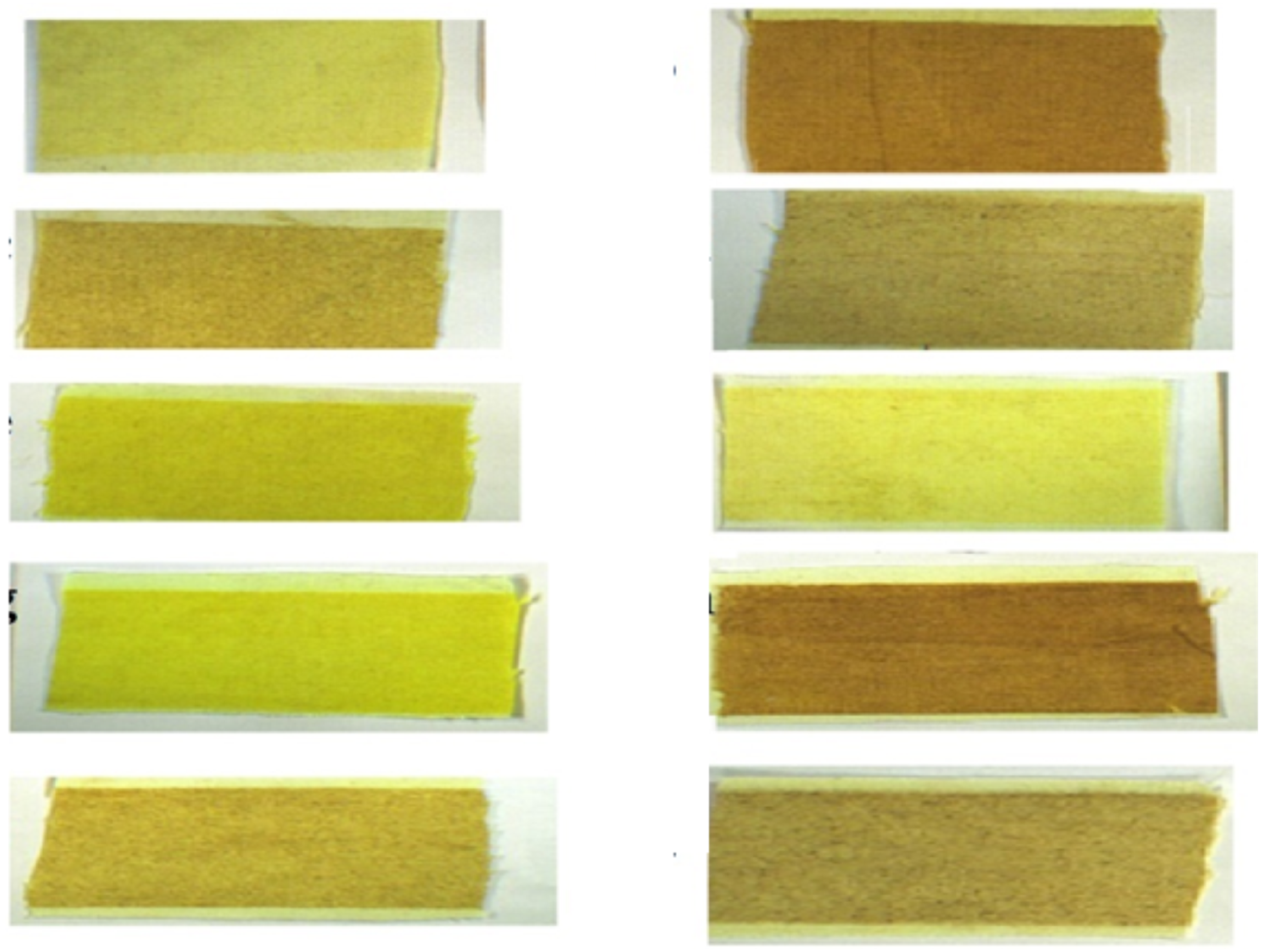
In our Previous work, microwave aided iminocoumarin dyes preparation (Figure 5), the photo physical properties are studied. Polyester and polyamide fabrics were printed from yellowish to greenish shades using these dyes with good fastness properties.
69
The preparation of N, N-(1,4-phenylene) bis(2-imino-2H-chromene-3-carboxamide) derivatives 5a-f.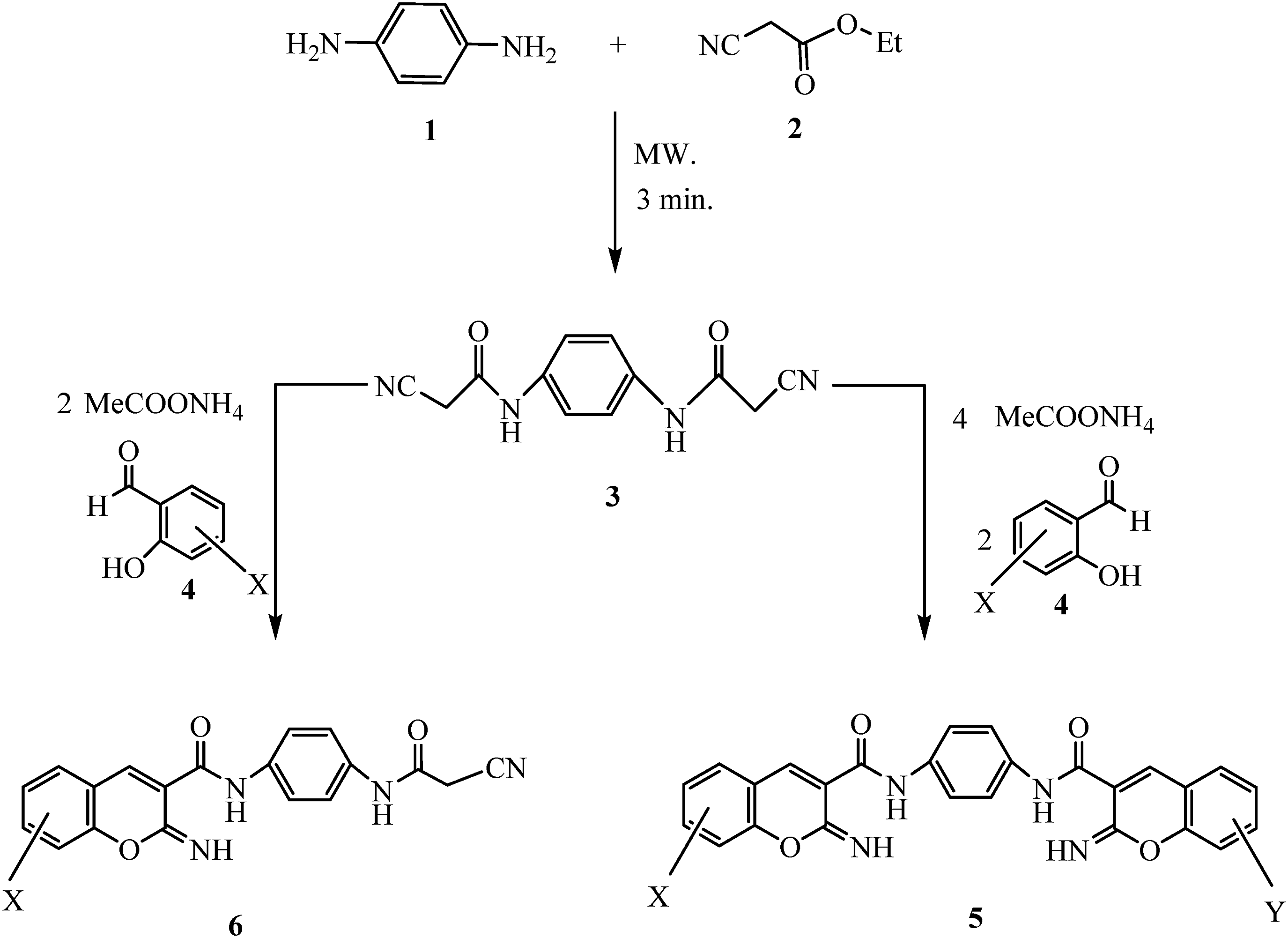
New chromeno [2, 3-d] pyrimidin-4-one based fluorescence dye with bluish and greenish fluorescence emission were prepared as in (Figure 6). Their ability to print polyester and polyamide fabrics were investigated. The quantum yield of these fluorescence dyes lies in the range from 0.10 to 0.9, the photophysical properties of prepared dyes in 1, 4-dioxane were investigated. The dyes are produced in high yield as well as they are prepared from simple, cheap and lab available materials. All prints possess bright colors with high color strength values and overall excellent fastness properties.
70
The preparation of chromeno [2,3-d] pyrimidin-4-one derivatives.
By employing microwave irradiation, certain novel fluorescent dyes were created. By reacting ethyl acetate with salicylaldehyde, acetyl coumarin was created. After reacting further with various aldehydes, the resulting coumarin yields a new class of coumarin derivatives based on the chalcone moiety. The absorption and emission spectra are reported, the conjugation length and strength of the electron-donating moieties exhibit a red-shift in the absorption and emission spectra. A substantial bathochromic shift was seen in the coumarinyl based chromophores when the carbazolyl donor was replaced with a hetaryl or substituted hetaryl group (Figure 7). The silk screen printing method is used to print polyester fabric using the prepared coumarinyl-based chromophores. In some domains, such as OLED materials, two- photon absorption materials, and fluorescent probes in biological applications, these coumarinyl- based chromophores may find use as optical materials (Figure 8).
71
Chalcone-containing coumarin based chromophores. Polyester printed samples using prepared fluorescent coumarins compounds.
N-(4-bromophenyl)-2-(2-imino-2H-chromen-3-yl)benzo [d]thiazole-5- sulfonamide derivatives are the basis for the preparation of fluorescent three inkjet inks. The inks are prepared via surface modification, microencapsulation, element analysis, HNMR, and mass spectra, and then printed using an inkjet printing technology on polyester, polyamide, and paper to provide printed security features. The prints possess very good fastness properties and high fluorescence emission.
The ink formulation of (i) Microencapsulation: dye dispersion 4%, diethylene glycol 10%, glycerol 10%, urea 5%, binder 8% and de-ionized distilled water, 63%. (ii) Surface Modification: pigment dispersion 8%, diethylene glycol 10%, glycerol 10%, urea 5%, (PVA) 4% and de-ionized distilled water, 63%. 71
In another study, wet grinding process was used to prepare nano- Disperse fluorescent yellow paste successfully. TEM measurements exhibited that the shape of particles was nearly spherical, with average size of was 125 nm. Diethylene glycol was added to the ink to give good line image quality. Inkjet printer samples have achieved excellent rubbing and other fastness properties. 72
Anthracene based derivatives were used to make the fluorescent inkjet inks, and the printability of the ink was examined as well as the systematic investigation of the relationship between molecular structure and printability. Finally, the green fluorescent inkjet ink’s ideal formula was discovered. 63
Inkjet printing are used to develop and encode multi-color security patterns that can be further validated by water stimulation and exposed to UV light. water-sensitive fluorescent microgels are created in this work for extremely safe anti-counterfeiting and authenticity detection. The cationic fluorescent dyes 5-aminofluorescein and rhodamine are combined with microgels (MG), which are composed of anthracen-9-yl acrylate, acrylic acid (AAc), and N-isopropylacrylamide (NIPAM). Swelling the microgel-drives system in water changes the flourescent hues, which can alter the dyes’ aggregation state and prevent the FRET process. 73
Water soluble fluorescent ink based on pyrene dyes derivatives for anti- counterfeiting label: Eco-friendly one-step method for prepare PTSA was successfully achieved using sulfonic reaction which was straight forward than conventional procedure. The investigation of optical property illustrated that PTSA has blue fluorescence material. HEC binder was used (30 g/L) to increase ink’s viscosity. The prepared ink thixotropic rheological behavior and used to print paper by screen printing technique. The printed samples are colorless under day light, but design can be detected under 365 nm UV light. Moreover, the results of viscosity test showed that the use of 30 g. of HEC was suitable as a binder for inks, which exhibited good thixotropic. When several designs were screen printed using the created stable R/G/B inks, they were able to display the colors of the pigment under white light and the fluorescence under 365 nm UV light.These fluorescent materials that dissolve in water seem like a good option for anti-counterfeiting labels. 74 another study represents thermal transfer printing technique on polyester fabrics using disperse fluorescent ink. The fluorescent ink is prepared via cyclic sander grinding method. 15% surfactant and 0.1 PH regulator were added to the ink polyester substrate’s fluorescent effect increased to 165.65 and its fluorescence reflectivity improved by 4.1% The printed polyester substrate’s color fastness was enhanced. Specifically, 42 Screen-printing technique was successfully applied to cellulose paper sheets using a novel inorganic-organic hybrid fluorescent ink to counteract counterfeiting. The inks were prepared from thermally and photostable fluorescent perylene-doped silica nanoparticles (PSN), resulting in colorless printed films with absorption and emission bands. The ink exhibited reversible fluorescence upon UV light exposure. 75
A composite powder is used as a fluorescent ink for digital electrophotographic printing, using dyes coumarin derivatives containing benzoxazole and benzimidazole ring. The fluorescent laser printing ink, is produced using eco-friendly emulsion aggregation methods. The thermal properties of the toner are studied using various methods, and the result explained that there is a non-linear relationships between dye quantity and emission 76
Screen printing technique is used to print uncoated paper using fluorescent ink. the study explores the use of hybrid systems in inks by using two printing inks TLC ink and UV-visible, the adhesion characteristics, roughness are examined, the result demonstrated that components of hybrid ink were highly compatible 77
Cellulose and PET fabrics are printed using Flavin mononucleotide (FMN) to produce fluorescent textiles. Flavin mononucleotide are natural compound extracted from vegetables has fluorescence characteristics. In this study the synthesized dyes are replaced by The (FMN) in the ink formulation using inkjet and chromojet technique. The new FMN ink was prepared with different concentrations of FMN with water and glycerol-based systems. The new fluorescence ink was applied on natural fabrics such as cotton duck white (CD) or mercerized cotton (MC), and synthetic fabric such as polyester (PET). The viscosity and surface tension of the ink was measured beside the photophysical and physicochemical properties of all the printed samples. Two characteristic peaks were appeared at around 370 nm and 450 nm on absorbance spectral curves along with the highest fluorescence intensities obtained for the printed samples persisted even after prolonged light irradiation. Before light irradiation, the printed textiles exhibited greenish-yellow fluorescence at 535 nm for excitation at 370 nm then shifted to turquoise blue after light irradiation. The fluorescence intensity varied depending on FMN concentration to water/glycerol system. Furthermore, multifunctional properties such as antibacterial properties and ultraviolet protection was observed for cotton printed samples at the high concentration of FMN. 60
Flavin mononucleotide (FMN), a bio-based fluorescent water-soluble molecule with visible yellow-green fluorescence, derived from Vitamin B2, has been used in the production of photoluminescent and glow-in-the-dark patterned polyester (PET) nonwoven panels. Because the FMN molecule cannot diffuse inside the PET fiber, various biopolymers such as gelatin and sodium alginate, as well as a water-based commercial polyacrylate, were used to immobilize FMN molecules at the PET fiber surface of a nonwoven. Also, air atmospheric plasma activation of PET nonwoven was performed to improve FMN bearing biopolymer/polymer mixture spreading and adhesion. The plasma treatment effectively produced a more hydrophilic PET nonwoven, as well as a reduction in wettability and surface roughness of the plasma treated fiber, with a reduced water contact angle and increased capillary uptake. With sodium alginate thickener, no yellow-green fluorescence of FMN was observed under ultraviolet (UV) light. In the presence of UV light (370 nm), the intense photoluminescent yellow-green glowing nonwoven polyester panel was obtained when the plasma-activated PET was coated with the gelatin mixture or polyacrylate containing FMN. 78
A bio-based natural product like FMN has the potential to be an interesting photoluminescent molecule that textile surface pattern designers can use to create light-emitting textiles and interesting aesthetic expressions. 79
The novel fluorescent dyes based on diketopyrrolopyrrole materials were created as a fundamental component for use in inkjet ink formulations. The symmetric and asymmetric N-substituted DPP derivatives of ethyl formate and ethyl acetate were synthesized and characterized. The observed changes in the photophysical properties of synthesized materials were then investigated using quantum chemical calculations. Photophysical studies of fluorescence dyes in various solvents, as well as the effect of solvatochromism, dye solubility in inkjet inks, and dye solid state emission, were used to select symmetric and asymmetric derivatives for application in inkjet formulation. Furthermore, an inkjet ink based on the symmetric N-substituted DPP derivatives of N,N-diethylformate and ethyl acetate was developed. The fluorescence of inkjet inks printed on polymeric substrates was investigated. Because of stronger inter-particle interactions, the asymmetric N-ethyl acetate dye was less soluble in ink formulation than symmetric derivatives. Based on the photophysical properties of the printed substrate, a final formulation based on symmetric ethyl acetate dye was created for further investigation. The effect of concentration on the intensity of emission as well as the formulation’s color properties was investigated. In ink formulation, the optimum dye concentration of symmetric N, N-diethylacetate dye with the highest fluorescent intensity was 0.3 wt percent. Finally, the formulation of symmetric ethyl acetate dyes for security inkjet ink was carried out. 80
Five perylene acid dyes were synthesized in order to create water-based inks for high-speed ink jet printing, including digital textile printing. When compared to a commercially available azo dye, all of the perylene dyes demonstrated superior stability and optical properties. To ensure excellent long-term stability when formulated as water-based inks, their water solubility was efficiently increased by introducing bulky and hydrophilic substituents. The water-based inks containing these perylene dyes demonstrated excellent print clarity with colors that differed from the basic color composition of the existing digital textile printing inks. They also exhibited good ejection performance and helped conduct well-controlled pattern printing when used in a commercial ink jet printing technique.
Three different dyes (Rhodamine B, Light Green SF Yellowish, Coumarin) were used as luminophores in four different ratios (2.5 wt%, 3 wt%, 3.5 wt% and 4 wt%), and the melamine-formaldehyde (MF) resin was used as curing resin to prepare fluorescent pigments in different colors. To investigate the structure of the fluorescent pigments, IR and X-ray diffractometry were used. The morphology of fluorescent pigments was presented using scanning electron microscopy and particle size distribution. The optical properties were demonstrated using the UV–vis and fluorescence spectrums. It can be concluded that coumarin pigments had a consecutive structure in MF resin, whereas rhodamine B may be the best among the three types of dyes for the preparation of printing inks in terms of particle size. The TG results showed that all of the pigments had good thermal stability, which could be useful in the high-speed printing industry. 81
Future directions
Despite the fact that significant progress has been made in the production of inks based on various types of fluorescent colorants for various purposes, numerous obstacles and issues need to be handled, and there is still a long way to go to prove their practical applicability.
Although classic organic luminophores are not expensive and have higher purity, they have limitation for actual security applications due to the short life time of their fluorescence emission.
As a result, developing security materials with better features such as long lived and delayed luminescence is needed for the advancement of modern antifake technology.
Water-based inks that can provide equivalent features and end use performance to their solvent-based rivals as well as eco-friendly inks that use low cost, simple, and ecofriendly preparation methods, are very important to the progresses required by this less- discovered, but vastly imperative, research arena. Further work is required in producing compounds have multifunctional properties such as, different fluorescent features, UV protection, anti-microbial.
Developing a medium for the fabrication of a fluorescent ink to give good dispersion and stability, required viscosity, and low cost.
Conclusion
Fluorescence effects can greatly intensify the colors effects. Fluorescent textile materials can be considered a part of common consumer goods. The production of fluorescent inks, which have favorable stability, robust dispersion, high fluorescent qualities, good viscosity, and surface tension, also plays a significant and essential role in commercial ink applications.
Footnotes
Acknowledgments
The Researchers would like to thank the Deanship of Graduate Studies and Scientific Research at Qassim University for financial support (QU-APC-2025).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.