
Abstract
This study explores the mechanical and thermal characterization of epoxy-based composites reinforced with chemically modified woven cotton fabrics using the resin infusion technique. The woven fabrics construction parameters were varied in terms of weft yarn counts (16, 20, and 24 Tex) and pick densities as defined by pick wheel teeth (PWT) (30, 36, and 41 T). The fabrics were surface treated with 6% concentration of sodium hydroxide (NaOH) using the alkali treatment method. The obtained results revealed that mechanical strength improved with decreasing weft yarn count and increasing PWT. Notably, chemically treated composites with the highest PWT exhibited superior strength compared to untreated counterparts, attributed to more compact microstructures, reduced fabric/fiber breakages, and enhanced interfacial bonding between the reinforced plain-woven cotton fabric and epoxy matrix. Thermogravimetric analysis (TGA) showed that all composites have higher thermal stability above 300°C, with untreated fabric composites exhibiting the highest resistance to degradation, whereas the treated composite quickly degraded at an onset temperature of 288.4°C due to the removal of the hemicellulose, decomposition of the cellulose, and lignin content. In conclusion, the study indicates that surface treatment and woven construction parameters such as weft yarn counts and pick wheel teeth, as well as the resin infusion technique, significantly influence the mechanical, microstructural, and thermal properties of resin-infused woven cotton reinforced composites for potential application in industrial and automotive sectors, offering lightweight, durable solutions for components such as construction and building panels, doors, and roof panels.
Introduction
In recent years, natural fibers have been considered an alternative replacement for synthetic fibers as reinforcement materials in polymer-based composites due to environmental concerns. These natural fibers, such as cotton, jute, kenaf, flax, hemp, and sisal, are commonly used for the production of natural fiber-reinforced composites due to their availability, lower cost, low density, specific high mechanical properties, renewability, recyclability, eco-friendliness, and biodegradability.1,2 Whereas their synthetic counterparts, which include glass and carbon fibers, among others, are expensive and nonbiodegradable, with adverse environmental impacts due to high carbon emissions. Thermoset polymers such as epoxy resin are commonly used for composites manufacturing due to their excellent interface compatibility potentials in matrix composites and for coatings, anti-corrosion, and adhesive agents for a wide range of applications in aircraft and aerospace, electronic parts and electrical appliances, construction, and transportation due to their high mechanical strength, chemical resistance, high adhesion and corrosion resistance, and thermal stability when compared to other hydrophobic vinyl polymers like polymethyl methacrylate and polystyrene. 3
Natural fiber-reinforced polymer composites (NFRPCs) are sustainable and lightweight, thus being used in automobiles, aerospace parts, the building and construction industries, and a wide range of engineering applications such as interior door panels, fiber-reinforced concrete, boat hulls and decks, geotextiles, bicycle frames, biodegradable casings, etc.4–10 Despite the huge advantages and applications, the major disadvantages are the incompatibility between the hydrophilic natural fibers and the hydrophobic polymer matrix. Others include high moisture absorption properties, low thermal and dimensional stability, and property variations, thus resulting in difficulties in accurate predictions of the developed composites’ properties.11–17 However, these disadvantages can be overcome by enhancing the fiber/matrix interfacial adhesion with appropriate chemical modifications and surface treatments. Treatments such as physical treatment (e.g., cold plasma treatment and corona treatment), 18 alkali treatment,19,20 acetylation, 1 as well as compatibilizations via the use of maleic anhydride, organosilanes, isocyanates, permanganate, and peroxide treatment agents for adhesion promotion, 21 chemical modification of the resins, 22 doping of the woven fabric, 23 and the use of coupling agents24,25 are effective to enhance and improve the properties of natural fibers26–29 and have been employed to enhance fiber/matrix adhesion for high performance of the obtained composites. Although different chemical treatments have proven to be suitable for enhancing the mechanical properties of natural fiber-based composites to a certain degree, consequently, the difficulties in choosing the best treatment method for a particular reinforcing fabric substrate. However, the choice of appropriate treatment methods for the different classes of natural fibers remains a challenge; hence, there are still rooms for further improvements in mechanical properties using the right treatment method.
Natural fibers in the form of woven fabrics have been reported to provide the possibility of producing better dimensionally stable structural components, excellent strength and durability, and superior functionality due to the interlacing of fiber bundles in both directions of the warp and weft, which increases the strength of the laminate.30–37 Thus, the merits of using woven fabric-reinforced polymer composites produce balanced in-plane mechanical properties, better strength and stiffness, excellent drape ability, and enhanced resistance to impact damage.38,39 However, the intrinsic mechanical characteristics of these reinforced woven laminates, such as with plain weave fabrics, depend on certain processing parameters, which include the type of weaving techniques and weaving parameters, type of reinforcement in both the direction of weave and the direction of yarns, degree of fiber loading, and type of matrix-material. 1 Zeinedini et al. 40 investigated the translaminar fracture of cotton fabric and epoxy resin composite systems and confirmed that the cotton/epoxy laminated composites are considerable and can be a strong candidate to use in place of different types of wood and synthetic fiber-reinforced laminates.
Furthermore, the behavior of natural fiber-reinforced polymer composites (NFRPCs) also depends upon certain factors, such as fiber volume fraction, orientation of reinforcement, fiber nature (permeable or impermeable), geometry of exposed surfaces, and diffusivity. 8 Reports have it that different fiber orientations have resulted in improved performance of natural fiber composites, with different levels of anisotropy having superior properties than the fiber in isotropic.41,42 Furthermore, Rangasamy et al. 43 investigated the influence of woven jute fiber orientation on the mechanical and thermal properties of epoxy matrix composites. Their study revealed that composites with a 30° fiber orientation exhibited superior tensile, flexural, and impact properties compared to other orientations. Specifically, the maximum flexural strength and highest impact strength were observed in composites with fibers oriented at 30°. The orientation of the jute fibers significantly impacted the mechanical properties of the composites. However, further research is needed to explore the effects of variations in other factors, which include woven fabric construction parameters such as yarn count and pick spacing, on composite development. Therefore, the superior mechanical properties are primarily influenced by fiber orientation, loading percentage, and chemical treatment. However, despite improvements in strength and durability, the dimensional stability of textile composites still experiences undesirable structural changes in size and shape under various conditions, which limits their performance and reliability.
Various woven fabric construction (weaving) parameters such as weave pattern, weave factor (cover factor), fabric firmness factor, air permeability, yarn type, count, and pick spacing affect the strength, stiffness, and toughness of the composite. 44 Pick density, also known as picks per inch (PPI), is a crucial parameter in weaving that quantifies the number of weft yarns, or picks, inserted per inch of woven fabric. This metric is essential in determining the fabric’s density, texture, strength, and overall quality. Pick wheels are devices specifically designed to control and measure the PPI during the weaving process. The number of teeth on a pick wheel directly influences the spacing of the weft yarns, thereby determining the tightness or looseness of the weave. This spacing not only affects the physical characteristics of the fabric but also has a significant impact on the orientation of the fibers within the fabric. Changes in the pick wheel settings, often referred to as picks change wheels, can alter the fiber orientation of the cotton fabric, which in turn influences the mechanical properties of the resultant composite materials. This intricate relationship between pick density and fiber orientation is vital for optimizing the performance characteristics of woven composites. Begum and Milašius 45 presented recent studies on the weave factor along with the effect of weave parameters and particularly the weave structure on various properties of woven fabrics. Other construction elements of woven structures include fabric packing factor, fabric-specific volume, crimp, float, weave repeat, areal density, thread density, etc. 46 These weave structures have been studied extensively and found to have direct and indirect effects on several application properties such as tear strength, 47 tensile strength,48,49 fabric friction properties, 50 shear properties, 51 thermal properties, 52 air permeability, 53 comfort properties, 54 microbial barrier properties, 55 compressional properties, 56 fabric elasticity, 57 fabric roughness, 58 drapability of fabric, 59 ballistic properties, 60 and acoustic properties. 61 Aisyah et al. 62 in their study on effects of fabric counts and weave designs on the properties of laminated woven kenaf/carbon fiber reinforced epoxy hybrid composites, assessed how different fabric construction parameters such as weave designs (plain and satin) and fabric counts (5 × 5 and 6 × 6) affect the properties of laminated woven kenaf/carbon fiber reinforced epoxy hybrid composites. These composites were fabricated using a vacuum infusion technique with epoxy resin as the matrix, combining woven kenaf yarn (500 tex) and carbon fiber. Their results showed that plain fabric outperformed satin fabric in achieving higher tensile and impact strengths. Additionally, composites with a 5 × 5 fabric count exhibited significantly higher flexural modulus compared to those with a 6 × 6 count, likely due to structural and design differences. Furthermore, plain woven fabric composites demonstrated superior adhesion properties over satin woven fabric composites, evidenced by lower fiber pull-out.
Fabric count refers to the density of warp and weft threads per square inch in woven fabric, typically represented as “60/60” or “80/70”. The first number denotes warp threads per inch, while the second denotes weft threads per inch. A higher fabric count indicates a finer, smoother, and more tightly woven fabric. Fabric construction refers to the specific way warp and weft threads interlace to create the fabric, influencing its appearance, texture, strength, drape, and other properties. Both fabric count and construction are crucial considerations when choosing fabric for different applications, as they significantly impact the fabric’s overall properties and performance.
Furthermore, various composites manufacturing techniques such as resin infusion technique, resin transfer moulding (RTM), vacuum-assisted resin transfer moulding (VARTM), resin film infusion (RFI), hand lay-up, and vacuum bagging have different degrees of influence on the composites’ performance.63–65 For instance, the resin infusion technique has some potential effects on the fiber volume fraction and void content of the composite, which can effectively improve its mechanical and physical properties. 66
The vacuum-assisted resin infusion (VARI) of liquid composites is the most amenable for fabric-reinforced thermoset composites manufacturing because it produces high-quality composites with simple technology requirements, uses low processing temperatures, and is easily scalable to larger product sizes,67–69 hence its adopted in the current study. The vacuum resin infusion technique is a well-established manufacturing process for high-performance composite structures, owing to its better technology and cost-effectiveness when compared to other techniques. This fabrication method has a competitive edge, which could improve the composites’ physical and mechanical properties by effectively avoiding a non-uniform distribution of resin in the matrix. 64 Nagaraja et al. 70 have reported obtaining extremely high mechanical strength with treated woven fabric-reinforced epoxy composites fabricated with the resin transfer moulding RTM technique. Furthermore, it has been reported 3 that composites prepared by the resin infusion technique will have fewer defects such as voids and air pockets when compared to the traditional hand lay-up method, as air bubbles inside the layers of fibers are readily eliminated during resin flow using negative pressure to suck the resin into the mould cavity.
Even though a few isolated studies have been conducted in the past to link the weave structure to the mechanical characteristics of woven fabrics, no work on the variation of weft yarn counts and pick densities, which are defined by the pick wheel teeth (PWT), and their subsequent application in composites development using resin infusion, to the best of our knowledge, has been reported, thereby justifying the basis for the current study.
Despite considerable efforts to study the properties of woven composites with different woven fabric construction parameters, the effect of their simultaneous variations in the pick densities and weft yarn count using vacuum-assisted resin infusion processes is not fully understood. Thus, this study seeks to explore the potential of woven cotton-epoxy composites using the resin infusion technique, and to study the effects of the woven fabric construction parameters (changes in pick wheel and weft yarn count) and surface treatment on the mechanical, microstructural, and thermal properties of the composites.
Materials and methods
Materials
Three weft yarns of different counts spun from 100% cotton were obtained from the textile industry. The infusion epoxy resin (Part A) and infusion hardener (Part B) supplied by CASTMECH Technologies SDN BHD were used as the matrix polymers. Sodium hydroxide (NaOH), supplied by Sigma Aldrich Chemical Company, Malaysia, was used for the surface treatment of the woven fabrics.
Preparation of woven cotton fabric
The weaving of the cotton fabrics was done
61
on a Northrop loom model 157 running at 180 r/min using three different pick wheels (30 T, 36 T, and 41 T), weft yarn counts of 16 Tex, 20 Tex, and 24 Tex, and a warp yarn count of 16 Tex (Figure 1). (a) Weft yarn samples (16 Tex, 20 Tex, and 24 Tex) used for weaving the cotton fabrics and (b) A plain-woven cotton fabric used as reinforcing material for the composite.
Woven fabric Construction Details.

Surface treatment of woven cotton fabrics by alkali method
After the weaving process, the woven cotton fabrics underwent alkali treatment to enhance their properties. The fabrics were immersed in a 6% sodium hydroxide (NaOH) solution at room temperature for 3 h, 29 increasing fiber surface area, crystallinity, and wettability while removing impurities. Following the treatment, the fabrics were thoroughly washed and rinsed with distilled water, neutralized with 2 wt% acetic acid, and washed again. Finally, the alkali-treated fabrics were oven-dried at 70°C for 12 h, ensuring complete moisture removal before composite fabrication using epoxy resin infusion, which ensures improved mechanical properties and optimal performance of the final composite material.
Characterization of woven cotton fabrics
The tensile strength tests were carried out on all samples (untreated and alkali-treated), specifically in the warp and weft directions, using an Instron tensile machine (model 1026) fitted with a load cell of 300 kg capacity and a speed of 250 mm/mm at a standard atmospheric condition of 27 ± 2° and 60 ± 2% RH per the ASTM D5035 standard test method. The mean breaking load and elongation at break were determined with a sample dimension of 140 mm × 50 mm for an average of five (5) specimens per sample.
Composite preparation process
The epoxy-woven cotton fabric composite was prepared by the vacuum resin infusion technique and cured in a vacuum-infused sealing bag. The pictorial fabrication setup process is shown in Figure 2(c). Firstly, the infusion epoxy resin Part A and hardener Part B were mixed according to the manufacturer’s directive in a plastic container, from which it was subsequently fed through a vacuum hose to a pre-assembled sealing bag containing a layer of untreated woven cotton fabric laid for the resin mixture to get complete impregnation of the substrates inside the infusion bag prior to curing. Pictorial images of (a) infusion epoxy resin and hardener, (b) woven cotton fabric, (c) resin infusion process of woven cotton-epoxy composite, (d) resin-infused woven cotton-epoxy composite sample, (e) flexural strength testing machine showing the 3-point bending configuration and (f) tensile strength testing procedure showing the test specimen.
Secondly, acetone was used to clean and prepare a high-tempered glass table, ensuring the removal of residual resin from previous infusion processes and eliminating any dust particles. Subsequently, a wax mold release agent was applied to the table surface to facilitate the easy removal of the composite laminate after fabrication. After placing the woven cotton materials on the table, the peel ply and mesh flow were placed. The fitting pipes for the inlet and exit were covered in a chopped strand mat (CSM) and wrapped with a spiral tube before being positioned above the table. After that, a vacuum mesh bag was covered with pleated sticky tape and sealed over the mould. The outlet resin was attached to the vacuum pump’s pressure pot, and the inlet resin was clamped throughout the drop test. The pressure applied forced out all the air in the mould. The pump was turned off after 20 min, and the mould area was examined for any leaks. The prepared epoxy mixture was infused into the mould, flowing uniformly parallel to the fabric weft direction until the end. An excessive amount of resin flowed into a resin trap. The woven composite was demoulded from the mould after 24 h of curing under laboratory condition. The composite structure was allowed to cure at a temperature and humidity of 20 ± 2°C and 65 ± 2% RH, respectively for approximately 24 h. This procedure was repeated with treated woven fabric to obtain another epoxy-based composite structure reinforced with alkali-treated woven fabric. After adequate curing, the composite laminates were removed and cut into different ASTM test samples for analysis. The detailed manufacturing processes are presented in Figure 2.
Tensile property analysis
The tensile characteristics of the composite sample were measured using an Instron Tensile Tester, Model 1026 universal testing apparatus, running at room temperature and 500 mm/min crosshead speed in accordance with the ASTM D3039-76 standard method. The test specimen dimensions were a gauge length of 50 mm, a width of 6 mm, and an average thickness of 3 ± 0.1 mm. An average of five (5) specimens per sample were used to generate the results.
Flexural property analysis
Flexural tests were performed using the 3-point bending method according to the ASTM D790-99 standard procedure. The samples were tested at a crosshead speed of 0.5 mm/min. The test specimen utilized in the 3-point bending experiment had gauge lengths (L), widths (d), and thicknesses (t) of 100 mm, 20 mm, and 3 mm, respectively. Figure 2(e) displays an image of the experimental setup.
Scanning electron microscopy
Field emission scanning electron microscopy (FESEM ZEISS FE-SEM SUPRA 40VP Germany) was deployed to determine the microstructural characteristics of the tensile fractured surfaces of untreated and treated cotton-epoxy composites for the different pick wheel teeth. Using a Quorum Sputter-Coater (Quorum model Q150RS, UK), a thin layer of platinum was sputter-coated onto the samples.
Thermogravimetric analysis
In studying the thermal properties of neat epoxy, untreated and alkali-treated cotton-epoxy composite structures, with emphasis on the impact of alkali treatment on the composite’s thermal behavior. Thermogravimetric analysis (TGA) analyzer (NETZSCH TG 209 F3 Tarsus) model follows the ASTM D3850 standard procedure, which is a thermo-analytical technique employed to examine the onset degradation and decomposition temperature behavior of the composite’s specimens. The TGA was at a temperature range of 30 °C–600°C with a 10°C/min heating rate in a nitrogen gas environment using 5 mg of sample weight, and all data analysis was obtained using in-built Proteus software.
Results and discussion
Tensile properties of woven cotton fabric
Tensile properties of untreated and alkali-treated plain woven cotton fabric.

However, after alkali treatment of the cotton fabrics, the treated cotton fabric showed relatively increased tensile strength and extension at break of 22.8 MPa and 18.7 MPa and of 9.7% and 8.4% on the warp and weft-wise directions, respectively, when compared to the untreated. Similarly, Aruchamy et al. 37 reported a 24% variation in tensile strength in the warp and weft directions with cotton/cotton-woven plain fabrics. The warp-direction cotton yarn recorded a higher breaking strength than the weft-direction cotton yarn, which had a lower breaking strength and a similar yarn linear density. 55
From the results obtained, it can be observed that the alkali-treated woven cotton fabrics recorded higher tensile strength and extension-at-break with maximum improvements of 5.7% and 4.8% and 18.6% and 22.6% on both warp and weft directions, respectively, as compared to untreated cotton fabric, which is because of the effective impart of the surface treatment on the raw cotton fabrics. The treated woven cotton fabrics showed maximum tensile strength and extension-at-break in both directions of warp and weft. The higher percentages of extension at break along the warp direction may be associated with the presence of the applied size (starch) on warp yarns during weaving and the subsequent alkali treatment, which increased the percentage of breaking extension. The low extension values in the weft direction could be attributed to the considerable weft crimp percentages of the fabrics. 31
Furthermore, the improvement in tensile strength is due to the increased closely packed cellulose crystals and higher cellulose content present in the treated woven cotton fabrics after treatment resulted from the removal of lignin and other non-cellulosic components from the natural cotton fabrics, thereby increasing the amount of cellulose per unit mass of the fiber. The formation of hydrogen bonds between the cellulose chains freed by the removal of hemicellulose and lignin binding structures resulted in rearrangement and increased crystallinity of the fiber, which in turn improved the overall fiber strength. 72 The improved fiber strength further increases the strength of its reinforced epoxy composites due to increased reinforcing ability and effective stress transfer within the composite, as extensively discussed in subsequent sections. The tensile strength and breaking extension of the woven cotton are higher in the warp direction than in the weft-wise direction for both untreated and alkali-treated fabrics. However, the alkali-treated cotton fabrics showed improved tensile properties compared to untreated cotton fabrics prior to composites fabrication, indicating that surface treatment is a major factor in the strength behavior of cotton fabrics with an optimum alkali NaOH treatment of 6% concentration which effectively enhanced the fabric properties by removing the non-cellulosic component such as lignin, hemicellulose, pectin and other impurities such as dirt, natural oil and waxy substances from the cotton fiber which could impair the fiber/matrix adhesion reaction during exposure of the hydroxyl group to the resin, 27 hence, in order to achieve a maximum utilization of the fiber strength in the composites, a good interface is required for effective stress transfer from the matrix to the fiber thereby facilitating the mechanical interlocking during composite formulation. The impact of surface treatment on the cotton fabric obtained is in tandem with findings by other researchers 72 on the alkali treatment of harakeke flax fiber in PLA matrix composites.
Tensile properties of cotton fabric-reinforced epoxy composites
Effect of weft yarn count and pick wheel teeth
Figure 3(a), 4(a), and 5(a) present the results of the tensile tests conducted along the weft direction for both treated and untreated woven cotton fabric-reinforced epoxy composites. These figures show the tensile strength properties of the composites at different weft counts of 16 Tex, 20 Tex, and 24 Tex, as well as varying pick wheel teeth (PWT) numbers of 30, 36, and 41 PWT. Observation reveals that the tensile strength values for all woven cotton fabric-reinforced composites are higher than those of the unreinforced neat epoxy (Figures 3, 4, and 5). The reason is that the woven fabrics used as reinforcement have improved the tensile strength values based on the reinforcing fabric structure. The improvement recorded stood at 19.9% for the 30 PWT (Figure 3(a)), up to 16.4% for the 36 PWT (Figure 4(a)), with the 41 PWT having an increment of 20.5% (Figure 5(a)). The added woven fabrics are seen to positively impact the tensile performance of the resultant epoxy composites, which is expected because of the hard nature of the woven fabrics being included in the epoxy resin. The results obtained by Özdemir and Içten
73
revealed that the tensile properties and the impact behavior of the woven composites are affected by the weaving pattern. It was observed that warp rib woven fabric reinforced composite showed the best tensile performance in the weft direction, whereas 2/2 matt woven fabric reinforced composite showed the best tensile properties along the warp direction. The effect of weft yarn count (16 Tex, 20 Tex, and 24 Tex) on the tensile strength (a) and modulus (b) of treated and untreated woven cotton fabric-reinforced epoxy composites for pick wheel teeth (PWT) with a number of 30 T. The effect of weft yarn count (16 Tex, 20 Tex, and 24 Tex) on the tensile strength (a) and modulus (b) of treated and untreated woven cotton fabric-reinforced epoxy composites for pick wheel teeth (PWT) with a number of 36 T. The effect of weft yarn count (16 Tex, 20 Tex, and 24 Tex) on the tensile strength (a) and modulus (b) of treated and untreated woven cotton fabric-reinforced epoxy composites for pick wheel teeth (PWT) with a number of 41 T.


On the effect of weft yarn count, it was observed that the tensile strength for both treated and untreated woven cotton fabric–epoxy composites decreased with an increase in weft yarn count (Tex) for all the different pick wheel teeth (30, 36, and 41). The composite strength decreased with increasing linear density from 16 Tex to 24 Tex. The optimum value was obtained with a weft count of 16 Tex with a value of 77.08 MPa, which was reduced to 65.11 MPa at a linear density value of 24 Tex (Figure 3(a)). This behavior was also observed for the 36 PWT and 41 PWT, with the 16 Tex weft yarn count, respectively, having the highest strengths of 71.13 MPa (Figure 4(a)) and 72.73 MPa (Figure 5(a)). All the reported values above are for the treated woven fabric reinforcements, which had similar behavior but had lower values than their untreated counterparts. The yarn count (Tex) represents the weight in grams of 1000 m of yarn. It is a direct measure of the linear density or thickness of the yarn. The lower Tex value yarn counts indicate finer yarns, which translated to higher tensile strength in the composite system, and this might have been responsible for the increasing tensile properties as the weft yarn count reduced. 62 In this study, the reduced yarn count is found to have effects on the fabric weight, density, strength, and durability, which are also influenced by the yarn type and the fabric construction parameters. This phenomenon was confirmed by Özdemir & Mert 74 in their study on the effects of fabric structural parameters of weave and yarn densities on the tensile properties of woven fabrics. They observed that increases in yarn densities improved the physical properties of cellular woven fabrics, as plain-woven fabric exhibited better tensile performance than cellular woven fabrics. In a separate study by Shanbeh et al. 51 on the effects of weft density, weft count, and fiber type on the shear behavior of woven fabrics in the principal directions of cotton fabric, it was confirmed that weft density is the most dominant parameter that affects fabric shear properties, fabric firmness factor, fabric cover factor, and shear rigidity of fabrics along the principal directions.
More so, observations show that with an increasing number of pick wheel teeth from 30 to 36 and then 41, the tensile strength values for treated woven cotton fabric-epoxy composites at weft counts of 16 Tex showed an increasing trend from 30 PWT to 41 PWT.
On the other hand, the values of tensile strength for the untreated composite also increased with an increase in the number of PWTs. When the weft count was 16 Tex, the treated woven cotton fabric-epoxy composite gave tensile strength values of 77.08 Figure 3(a), 71.13 Figure 4(a), and 72.73 MPa Figure 5(a) with respect to 30, 36, and 41 PWT, respectively. This is the same for other weft counts of 20 Tex and 24 Tex, which also recorded improved performances for the higher values of the pick wheel teeth. The higher PWT means an increasing weft density, which gives tighter structures improved tensile strength and is responsible for the observed behaviors.
Similar behavior was observed by other researchers 36 in their study on the mechanical characteristics of woven cotton/bamboo hybrid reinforced composites compared to woven cotton/cotton fabric reinforced composite laminates with epoxy resin as the matrix material. They examined five different fiber loading conditions (30, 35, 40, 45, and 50 wt%) and found that the cotton/bamboo reinforced composite with 45 wt% fiber loading exhibited the best mechanical properties and interlaminar shear strength (ILSS), attributed to the weft direction of the bamboo yarn.
Abou-Nassif 75 whose work was on the effects of weft density and weave structures on the physical and mechanical properties of micro-polyester woven fabrics with plain, twill, and satin weave structures, reported that acceleration of the weft density from 61 to 80 picks/inch led to an increase in mechanical properties. Thanikai et al. 47 reported that the tensile and tear strengths of cotton-woven fabrics depend on the flexibility of the yarn in the fabric structure and the weave parameters such as the crossing over firmness factor, floating yarn factor, fabric firmness factor, and weave factor.
Overall, it could be inferred that tensile strength values increased with a decrease in weft count and an increase in pick wheel teeth (PWT). Thus, it is evident that weft yarn count and pick change wheel greatly affect the tensile strength properties and performance of woven fabric-reinforced composites, because when these parameters (weft counts and pick wheels) changed, the behavior of weft way tensile strength changed as also reported by Alavudeen et al. 76
The variation in tensile modulus with different weft counts and pick densities, as presented in Figure 3(b), 4(b), and 5(b), indicates significant improvements with alkali-treated fibers. Among the three weft counts studied (16, 20, and 24 Tex), the maximum tensile modulus was observed at 16 Tex (2645.3 MPa) for the 30 PWT (Figure 3(b)). This value gradually decreased as the weft count increased, with 2507.4 MPa at 20 Tex and 2466.6 MPa at 24 Tex.
It was also observed that for all the PWT, the tensile modulus of the treated and untreated composites decreased with increasing values of weft count. The increase in tensile modulus (Figure 3(b), 4(b), and 5(b)) followed the same pattern as the tensile strength (Figure 3(a), 4(a), and a5(a)) with increasing pick wheel teeth. 41 PWT recorded the highest stiffness (resistance to deformation) with a value of 2790.8 MPa at 16 Tex weft yarn count (Figure 5(b)), and 30 PWT had the lowest modulus of 2645.3 MPa at 16 Tex weft count (Figure 3(b)), indicating the effect of pick densities on the fabric’s performance properties. 31 Tensile modulus is a measure of the composite’s stiffness. The addition of the woven fabric increased the material’s rigidity, causing over a 27% increase in its resistance to deformation compared to the virgin (unreinforced) epoxy resin matrix.
Effect of alkali treatment
On the effect of treatment, it was found that the values of the treated composites were higher than those of the untreated, irrespective of the weft count and the changing pick wheel teeth. Improvements of up to 9.8% (30 PWT), 8.7% (36 PWT), and 8.4% (41 PWT) for Figures 3(a), 4(a), and 5(a), respectively, were recorded for the different weft yarn counts when treated with alkaline solution. Nonetheless, the observed result could be attributed to the effect of alkali treatment on the woven cotton fabric, as the treatment helped to reduce the number of hydrophilic (OH) groups in the cotton fabric, which in turn decreased the susceptibility to liquid absorption, resulting in an improvement in the tensile strengths. 77 Ameer et al. 7 also reported similar improvements in the tensile as well as the flexural strengths of treated fabric composites compared to untreated. Sawpan et al. 25 also reported that alkali fiber treatments were found to improve tensile properties due to good fiber/matrix adhesion and increased matrix crystallinity.
Interestingly, generally, the treated fabric composites showed better tensile properties than untreated composites due to the enhancement of the bonds between the alkali-treated cotton fabric and the epoxy resin matrix. The improvement in the tensile properties of the cotton fabrics with alkali treatment was contingent upon the dissolution of hemicellulose and the development of crystallinity as well as fibrillation. The observed result was corroborated by the work of Lai et al. 78 who characterized and studied betel palm woven hybrid composites.
Flexural properties of cotton fabric-reinforced epoxy composites
Effect of weft yarn count and pick wheel teeth
The weft direction flexural strength of both treated and untreated cotton fabric-reinforced epoxy composites was investigated. The flexural strength and modulus results obtained are given in Figures 6, 7, and 8 for the different pick wheel teeth. Considering the effect of the weft yarn counts, the flexural (bending) strength and modulus are seen to be behaving differently when compared to the tensile properties. From the results, the unreinforced neat epoxy showed a flexural strength of 78.98 MPa, which further improved upon reinforcement with plain-woven cotton fabric; thus, the cotton fabric-reinforced epoxy composites exhibited higher flexural strength with up to 27.37% improvements compared to neat epoxy (Figure 8(a)). The effect of weft yarn count (16 Tex, 20 Tex, and 24 Tex) on the flexural strength (a) and modulus (b) of treated and untreated woven cotton fabric-reinforced epoxy composites for pick wheel teeth (PWT) with a number of 30 T. The effect of weft yarn count (16 Tex, 20 Tex, and 24 Tex) on the flexural strength (a) and modulus (b) of treated and untreated woven cotton fabric-reinforced epoxy composites for pick wheel teeth (PWT) with a number of 36 T. The effect of weft yarn count (16 Tex, 20 Tex, and 24 Tex) on the flexural strength (a) and modulus (b) of treated and untreated woven cotton fabric-reinforced epoxy composites for pick wheel teeth (PWT) with a number of 41 T.

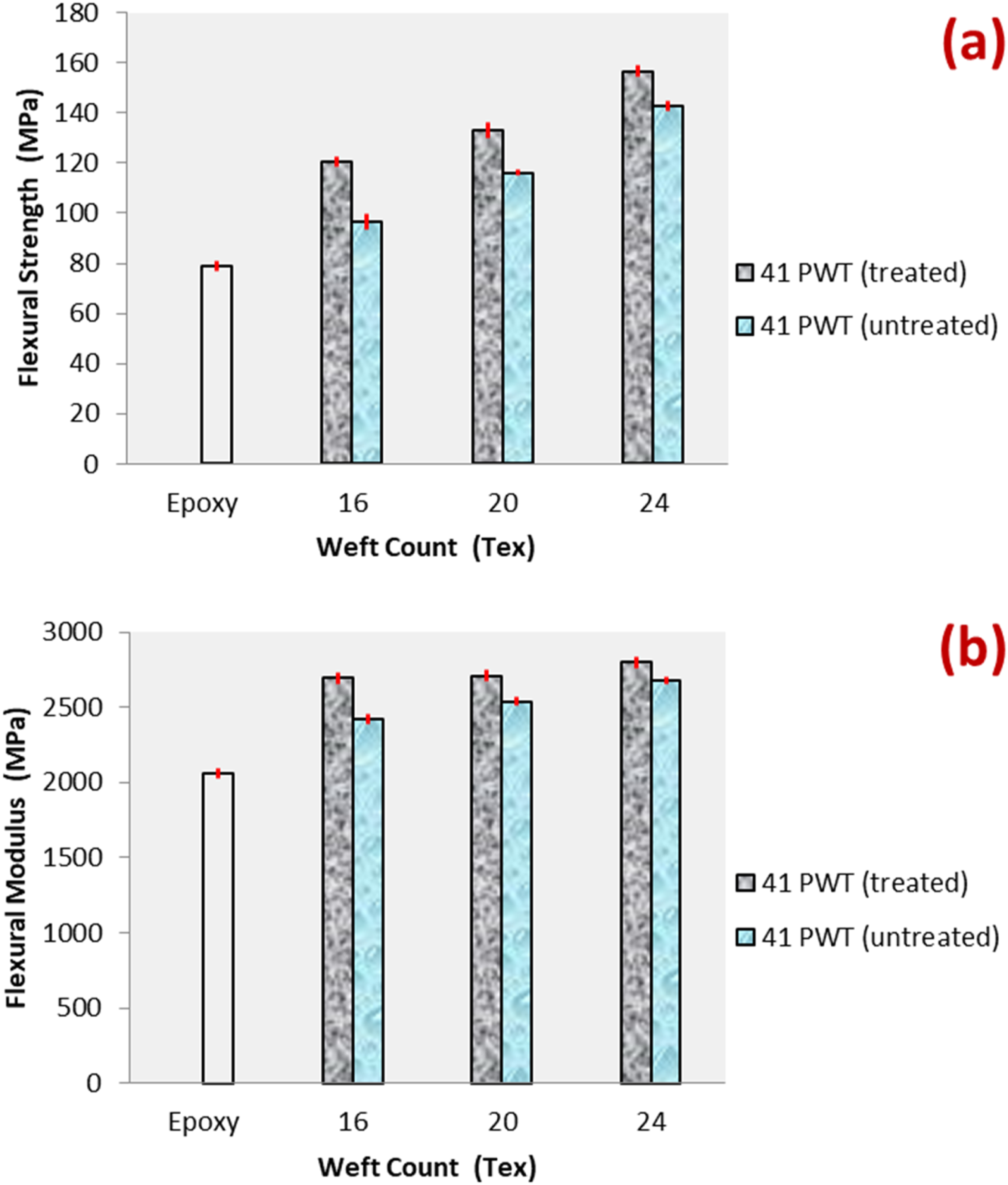
The variation in pick wheel teeth directly impacts pick density (the number of weft yarns per unit length in woven fabric), which in turn affects fabric properties such as stability, strength, coverage, flexibility, and insulation. In this study, increasing the pick wheel teeth from 30 T to 41 T resulted in higher flexural strengths. For the 24 Tex weft yarn count, flexural strength increased from 131.75 MPa at 30 T to 144.17 MPa at 36 T, and 156.59 MPa at 41 T. This increase is likely due to the higher weft yarn density, which enhances the cover factor and subsequently the fabric’s reinforcing ability. Sajn et al.57, in their study on the influence of constructional parameters on the deformability of elastic cotton fabrics, found that the type of weave, plain or twill, significantly influenced the non-recoverable deformation level, and the increase in weft densities in the weft direction significantly influenced the non-recoverable deformation level. The increased number of pick densities and weft yarn counts indicate that weaving parameters, such as yarn count and pick change wheel, significantly influence the reinforcing fabrics and the properties of the resultant composites.
The results from the current study indicate that optimal flexural properties of woven composites (strength of 156.59 MPa, and modulus of 2796.4 MPa) can be achieved using weft yarn counts and pick change wheels in the range of 20–24 Tex and 36–41 PWT. This suggests that increasing the yarn count and pick change wheel settings enhances the bending strength and compactness of the composites.
Similarly, the flexural modulus results are presented in Figure 6(b), 7(b), and 8(b), and the improvements recorded were in line with the increases in the weft yarn count and pick wheel change. The flexural moduli for the 16 Tex, 20 Tex, and 24 Tex at 30 PWT were, respectively, 2400.7 MPa, 2609.6 MPa, and 2635.6 MPa (Figure 7(b)). These values increased with the increment of the pick wheel teeth from 30 T to 41 T. The recorded improvement of the modulus is a direct effect of the composite’s increased stiffness and resistance to bending and increased yarn density in the reinforcing fabric. Similarly, Sathish et al. 5 also obtained maximum flexural strengths with cellulosic fiber fillers reinforced epoxy composites due to higher cellulose constituents that resulted in higher degree cellulose polymerization with the epoxy matrix and the capability of tension and bending resistance. The combined effect of hybrid fiber stiffness and strong interfacial adhesion was also the reason for maximum flexural strength. Other researchers 79 also observed increased mechanical properties with an increase in the lamina content and fiber volume fraction in the cotton direction.
Effect of alkali treatment
When treatment is considered, it is evident in Figure 6(a), 7(a), and 8(a) that the alkali treatment consistently improved the flexural strength of the composite. When compared to the untreated composite, generally, the flexural strength values for the treated composites were slightly higher than the untreated counterpart, with a maximum improvement of 44.6%, especially at 41 PWT. For weft count of 16 Tex, at 30 PWT Figure 6(a), the untreated composite had a flexural strength of 102.36 MPa which increased to 106.38 MPa after treatment. This improvement is seen to increase with increasing weft yarn count from 20 Tex (118.42 MPa) to 24 Tex (131.75 MPa) for the composites with treated samples. This behavior is seen to have similar patterns for all the other pick wheel teeth (36 PWT and 41 PWT). It is known that the direct system of yarn linear density is proportional to the yarn weight, and higher numbers translate to a higher weight of yarn. This is the case with the flexural properties, where the increasing weft yarn count (16 to 24 Tex) increased the flexural properties (resistance to bending). This shows that higher Tex values are more favourable for stable cotton fabric-reinforced epoxy composites when bending properties are of great consideration. This indicates that increased yarn weight enhances bending resistance, making it advantageous for applications in lightweight, durable components across industrial, construction, building, and automotive sectors. These findings align with research by Owen et al. 77 which investigated the effects of alkali treatment on mechanical properties of woven cotton-reinforced epoxy composites.
Morphological properties of cotton fabric-reinforced epoxy composites
Figure 9 shows the morphologies of the fractured surfaces of treated and untreated woven cotton fabric-epoxy composites at different pick wheel teeth (PWT). From the SEM micrographs in Figure 9, it can be observed that the alkali-treated woven cotton fabric-epoxy composites showed more compact microstructures, well-reduced fabric/fiber pullout, and a good interface region, indicating better interfacial bonding between the reinforced woven cotton fabric and the epoxy matrix in Figure 9(a)-(i), 9(b)-(i), and 9(c)-(i) compared to the untreated counterpart, which could be the reason for the observed better tensile properties shown in Figures 3, 4, and 5. Similar results have been previously reported
28
where surface-treated woven structures interacted better in the epoxy composite system due to fiber/matrix compatibility and a robust interfacial bond between the matrix and reinforced modified woven structures, which consequently resulted in increased composites’ mechanical properties. Ameer et al.
6
also obtained higher tensile and flexural properties due to good impregnation of fiber and a better fiber-matrix interface; however, they attributed the presence of voids and a weak interface in the microscopic images to an increased fiber volume fraction. Macedo et al.
18
in their SEM images, also confirmed improved wettability and interface with plasma modification of the kapok fiber surface, thus improving matrix/filler adhesion. SEM micrographs of the fractured surfaces of (i) treated and (ii) untreated woven cotton fabric-epoxy composites for 20 Tex weft count at (a) 30 PWT, (b) 36 PWT, and (c) 41 PWT at 1000x magnifications, respectively.
Furthermore, the SEM micrographs of the untreated woven cotton fabric-epoxy composites revealed some pores and fabric/fiber breakages, indicating evidence of pull-out, fabric de-bonding, and poor interfacial adhesion between the woven cotton fabric and the epoxy matrix in Figure 9(a)-ii), 9(b)-ii), and 9(c)-ii). These observed results lend credence to the low mechanical properties found with untreated composites.28,29 Aruchamy et al. 36 also observed a SEM image of a woven cotton/cotton fiber composite with micro-crack initiation, debonding, crack initiation, voids, and fiber pull-out due to poor adhesion levels of the fiber and matrix.
Similar observations were reported by Wan et al. 3 that the fiber breakage that occurred during stress transfer from the epoxy matrix to the fibers was attributed to the non-rich resin region (not fully embedded) of the epoxy, which resulted in fiber debonding and poor interfacial adhesion between the matrix and fiber, which led to a reduction in the composites’ tensile properties. It was further observed that resin shrinkage also resulted in a decrease in residual stresses. 80 When the pick wheel teeth are considered without treatment, the different pick wheels confer different pick densities, which affected the fracture behavior of the composites. 41 PWT Figure 9(c)-ii) with higher pick density was more stable without catastrophic fracture compared to 36 PWT Figure 9(b)-ii) and 30 PWT Figure 9(a)-ii), which recorded higher breakage and distortions. This is therefore a factor to be considered in the development of woven textile composites for optimum performance, as a lower tooth change wheel means less tight structure (less pick density) and vice versa. Similar studies on the mechanical and damage behaviors of carbon/epoxy woven fabric composites with weave patterns and areal densities under tensile loading also found that the damage developments essentially related to the fabric geometry resulted in various mechanical behaviors10,34 and highest resin permeability, tensile strength, flexural strength, and modulus due to the high apparent porosity of the fabric reinforcement and the efficient load-bearing structure of the composite.
Thermal properties of cotton fabric-reinforced epoxy composites
TGA results for epoxy, untreated and treated cotton-reinforced epoxy woven composites.

Figure 10 illustrates the TGA curves for neat epoxy, untreated cotton-epoxy, and alkali-treated cotton-reinforced epoxy woven composites. The thermogravimetric analysis (TGA) curve of neat epoxy shows an onset temperature of thermal degradation at 311.2°C and a maximum thermal decomposition temperature (DTG) at 343.8°C, with a residual mass of 23.85% non-cellulosic components. In contrast, the untreated cotton-epoxy composite exhibits improved thermal stability, with an onset degradation temperature of 334.1°C and a maximum decomposition peak temperature of 362.1°C. This enhanced thermal performance in the cotton-epoxy composite is attributed to the thermal resistance of the cellulose-rich cotton fibers, which include hemicellulose, pectins, lignin, waxes, and proteins. These components provide higher thermal stability, allowing the cotton fibers to withstand greater temperatures before degrading and contribute to a higher char residue, thereby delaying thermal degradation and increasing the peak decomposition temperature compared to neat epoxy.
81
Combined TGA thermograms of neat epoxy, untreated and treated cotton-epoxy woven composites.
Comparing the TGA curves of alkali-treated cotton reinforced epoxy composites with neat epoxy, the treated composite shows a lower onset degradation temperature of 288.4°C, indicating faster degradation than neat epoxy at 311.2°C. This difference can be attributed to changes in fiber activation, resulting in a faster reaction for the treated fibers compared to untreated ones. However, both the treated composite and neat epoxy exhibit similar thermal stability at approximately 343.5°C and 343.8°C, respectively. The alkali-treated composites also display a lower residual mass of 18.65% compared to the neat epoxy’s 23.85%.
From the combined thermographic curves of neat epoxy compared with both untreated and alkali-treated cotton reinforced epoxy composites, it can be observed that all composite samples exhibited thermal stability above 300°C. The untreated composite sample demonstrated the highest onset temperature at 334.1°C, followed by the neat epoxy with an onset degradation temperature of 311.2°C, and the treated sample with the lowest onset temperature of 288.4°C. This indicates that the fabric surface treatment effectively removes lignin content, creating a larger interface area through bond formation and promoting strong hydrogen bonding between the treated fiber and the polymer matrix. These findings are consistent with Akindoyo et al. 72 who also observed lower onset degradation temperatures with treated harakeke fibers due to the increased formation of intermolecular hydrogen bonds between cellulose molecules. However, their study found that treated fiber composites were more thermally stable compared to untreated composites. Additionally, the untreated cotton-epoxy woven composites exhibited the highest onset degradation and DTG decomposition temperatures of 334.1°C and 362.1°C, respectively, indicating higher degradation temperatures and the lowest percentage of mass residual at 11.30%. This is in contrast to the treated cotton composites and neat epoxy, which can be attributed to the presence of complex lignin structures, hemicellulose, and other natural organic components in the reinforced woven cotton fabrics that degrade at higher temperatures.
The treated cotton-epoxy woven composites exhibited an onset temperature of 288.4°C and a DTG degradation temperature of 343.5°C, indicating that these composites are thermally stable at lower temperatures compared to untreated composites. This suggests that alkali-treated cotton-epoxy composites require less energy to decompose, attributed to the alkali treatment’s effectiveness in significantly removing non-cellulose components such as pectin, wax, oil, lignin, and other impurities from the cotton fiber. Consequently, the treated fibers require less energy for degradation. Similar thermal behavior is observed in other cellulose-based fibers, as reported by Macedo et al. 18 where thermal degradation transitioned to a second-order reaction within the temperature range of 280–315°C. Specifically, hemicellulose degradation occurred at around 280°C, while the degradation of certain cellulose and lignin structures was noted at 315°C. 52
The alkali-treated cotton-epoxy composites demonstrated superior thermal properties and decomposed more quickly than the untreated composites, which had the highest decomposition temperature. The treated composites also exhibited a mass change of 77.33%, compared to 85.44% for the untreated composites, and 68.7% for the neat epoxy. The thermal analysis results align with the mechanical properties observed, as depicted in Figures 3-5 and 6-8, where all treated composites showed enhanced tensile and flexural strengths.
Conclusion
The investigation into the effects of woven fabric construction parameters (yarn count and pick wheel teeth) and alkali surface treatment on the mechanical, microstructural, and thermal properties of cotton fabric-reinforced epoxy composites via the resin infusion technique has yielded insightful results. The study demonstrates that these parameters critically influence composite performance. Lower weft yarn counts significantly enhance tensile properties, while higher weft yarn counts improve bending properties, particularly at elevated pick wheel teeth. Additionally, alkali treatment markedly enhances both tensile and flexural strength. Thermogravimetric analysis (TGA) revealed that untreated composites exhibited higher thermal stability compared to treated composites and neat epoxy, indicating a more complex thermal degradation behavior due to the presence of complex lignin structures, hemicellulose, and other natural organic components in the reinforced woven cotton fabrics that degrade at higher temperatures. Thus, the developed composites exhibit robust mechanical and thermal properties, making them viable for a range of technical and industrial applications. These composites hold considerable promise for use in industrial and automotive contexts, providing lightweight, durable materials for products including furniture, building panels, doors, and roof panels. The findings from this study suggest a pathway for optimizing the mechanical and thermal performance of natural fiber-reinforced polymer composites, thereby advancing their application potential in various engineering fields.
Footnotes
Declaration of conflicting interests
The authors declare there are no competing interests regarding the publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by Ministry of Higher Education, Malaysia; Fundamental Research Grants Schemes (FRGS) FRGS/1 FRGS/1/2022/TK01/UNITEN/02/1.