
Abstract
The main objective and the originality of this work are to create a hybrid natural/natural fiber bio-composite by Response Surface Methodology RMS technique based on statistical analysis of variance ANOVA by using the properties of the individual fiber bio-composites. Hybrid bio-composites are manufactured by combining two or more dissimilar kinds of fiber in a single continuous phase. In the first section, Response Surface Methodology using a Box-Behnken experimental design and the Analysis of Variance are applied to investigate the effects of the type of fibers, the type of chemical treatment, the volume fraction of fiber and the treatment time on the tensile properties namely, ultimate tensile strength and Young’s modulus in the tensile quasi-static loading when used two resins namely, epoxy and polyester. In the studied range, statistical analysis of the results showed that selected variables had a significant effect on the mechanical properties, except the treatment time that has a very weak significance effect on the mechanical properties. Then, to maximize the mechanical properties, the optimal conditions coded by RSM were found: the type of fibers of [−0.28 and −0.33], the chemical treatment of −1, the volume fraction of fiber of 1 and the treatment duration of [−0.97 and −1] for epoxy resin matrix. Similarly, when used the polyester resin matrix; the type of fibers of −0.26, the chemical treatment of −1, the volume fraction of 0.99 and the sinking time of [−0.94 and −0.93]. The obtained optimum parameters were confirmed experimentally in the second section.
Introduction
Physical and mechanical properties of sisal, jute, flax fibers and resins used in this study.

The properties of the composite depend not only on the properties of the fiber but are also controlled by the properties of the matrix, interfacial adhesion between the fiber and matrix and the design of the hybrid system. In order to improve their properties researchers turned their focus on the study of effect on mechanical properties due to hybridization of artificial–artificial, natural–artificial and natural–natural fiber types. 17 Hybrid composites consist of an amalgamation of two or more fibers in a polymer matrix. Recently, hybrid composites materials have gained some attention from researchers to study their behavior in the materials field as it shifts from composites to the development of hybrid composites and addressed the competitiveness, capabilities and suitability of hybrid natural–natural fibers as reinforced fillers in polymeric matrices.
Schneider and Karmaker 18 developed composites using jute and kenaf fiber and polypropylene resins and they reported that jute fiber provides better mechanical properties than kenaf fiber. Recently, Venkateswaran 19 reported that sisal/banana hybrid natural fiber composite specimens were prepared with different rations by taking 0.4 vol fraction and tensile properties of these hybrid natural fiber composites are also examined using rule of mixtures (RoHM). In the next study, Venkateswaran 20 studied the mechanical properties such as tensile strength, flexural strength, impact strength and water absorption rate of sisal and banana fibers reinforced epoxy composite materials. They have observed when the hybridization of the sisal fiber with banana/epoxy composites up to 50% by weight increases the mechanical properties and also decreases the water absorption properties. Boopalan 21 studied the mechanical and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. Jute fiber was hybridized with banana fiber, in order to enhance the better mechanical properties of composites.
In other words, the adhesion between the reinforcing fibers and the matrix plays an important role in the final mechanical properties of the materials; when natural fiber used as reinforcement in composite materials, many problems occur at the interface due to incompatibility. Fiber -matrix interaction can be improved by surface or structural modification of the fibers using various processes such as alkali treatment, bleaching, acetylation and steaming. It is worth to mention that the chemical treatment of the fibers can either increase or decrease the strength of the fibers, and hence good understanding of what occurs structurally is require. 22
In this paper, two types of chemical treatment namely, alkaline (sodium hydroxide) NaOH and sodium bicarbonate NaHCO3 were applied to modify the surface characteristics the raw of the flax, jute and sisal fibers. In alkaline treatment, fibers are immersed in NaOH solution for a given period of time. Ray 23 and Mishra 24 treated jute and sisal fibers with 5% aqueous NaOH solution for 2 h up to 72 h at room temperature. Similar treatments were attempted by Morrison 25 to treat flax fiber. Asumani 22 studied the alkali and silane treated kenaf fiber reinforced polypropylene composites. It has been noted that the tensile strength and modulus increased significantly by 25% and 11% respectively after treatment with 5% alkali. Another, Rajesh and Prasad 26 studied short jute fiber/PLA composites with different concentrations of NaOH and H2O2 treatments on jute fibers. The effect of fiber loading and alkali concentrations used for fiber treatment on the mechanical properties of the composites were investigated. It was reported that the tensile properties of composites with treated fiber at higher fiber loadings were better than those of untreated fiber.
Our study aims to develop models, many researchers in various fields have identified the application of statistical optimization as the best approach for time saving and accurate results in modeling and optimization of many engineering and scientific processes. For example, Rasyid et al.,26,27 have optimized the conditions for non-woven flax fiber reinforced acodur bio-composites while considering moisture content, curing time and temperature as input variables and flexural strength and modulus as response variables. Similarly, Benkhelladi et al. 28 applied desirability function-based multi-objective optimization for hybrid natural/natural bio-composites to obtain the highest mechanical properties.
Although we mentioned many studies about bio-composites, there are few studies in literature studied the mechanical properties of natural–natural hybrid fiber reinforced polymer bio-composites, i.e. The main goals of the first part of this work are to prepare natural hybrid bio-composite plates using response surface methodology (RSM) and the desirability function approach. Then, the ANOVA study involves the effects of input parameters, namely and coded; type of fiber (X1), chemical treatment (X2), volume fraction of fiber (X3) and treatment duration (X4) on mechanical properties of bio-composites. In the second part of this work, the different tests realized to characterize the mechanical properties of the optimal natural hybrid bio-composite reinforced with polyester or with epoxy resins which were experimentally analyzed.
Materials and methods
Materials
In this present investigation sisal (Agave sisalana), jute (Corchorus Capsularis of Tiliaceae) and flax (Linum usitatissimum) fibers are used for fabricating the bio-composite specimens. All of the materials employed in this work were obtained from commercial sources and used as received. The definitions of fibers are discussed in detail as follows:
Jute fiber
Jute is a bast fiber whose scientific name is Corchorus Capsularis of Tiliaceae family. Jute is a natural biodegradable fiber with advantages such as high tensile strength, excellent thermal conductivity, and coolness etc. Its abundance in availability with cheaper cost has acquired importance of its use in polymer composites. 29 Jute fiber extracted from the bark of jute plant has three major categories of chemical compounds namely cellulose (58–63 wt%), hemicellulose (20–24 wt%), and lignin (12–15 wt%) and some other small quantities of components like fats, pectins, aqueous extracts, etc. 30
Sisal fiber
Natural sisal fiber is a hard fiber extracted from the leaves of the sisal plant in the form of long fiber bundle. This plant, scientifically named A. sisalana Perrine, is of Mexican origin and is grown in Brazil, East Africa particularly in Tanzania, Haiti, India, Indonesia and Thailand. 4 A sisal plant produces about 200–250 leaves and each leaf contains 1000 ± 1200 fiber bundles which are composed of 4 wt% fiber, 0.75 wt% cuticle, 8 wt% dry matter and 87.25 wt% water. So normally, a leaf weighing about 600 g will yield about 3% by weight of fiber with each leaf containing about 1000 fibers. Sisal fibers with excellent mechanical property are mainly used as textiles, strings, mats, yarns, art ware and reinforced material. 31
Flax fiber
Flax, L. usitatissimum, belongs to the best fibers. It is grown in temperate regions and is one of the oldest fiber crops in the world. It’s an 80 to 120 cm high plant which possesses strong fibers all along its stem and contains 70% of cellulose. These cellulose based fibers have low density, good tensile strength, stiffness and high aspect ratio.32,33
Fiber preparation methods
In order to improve the interfacial properties between the fibers (the sisal, jute and flax fibers) and the matrix, we were subjected to several surface treatments. The fibers were cut into 300 ±2 mm long pieces, washed with distilled water and oven dried at 45°C until obtaining a constant weight. In this study, fibers were treated with sodium hydroxide NaOH and sodium bicarbonate NaHCO3, with various times 4, 12 and 24 h.
The volume fraction of fiber (VF) is calculated by using the following relation.
34
Optical microscopy image of a longitudinal sisal, jute and flax fibers.

Mechanical tensile properties of individual fibers
The mechanical tensile properties (ultimate tensile strength, elongation at break and Young’s modulus) of the sisal, jute and flax fibers at various gauge length (GL) have been determined following the ASTM D3822-07 standard, using a Universal Testing Machine (model EZ20; Lloyd Instruments Ltd, UK), equipped with a load cell of 20 kN. The fibers underwent testing under standard conditions of 24°C and 60 % relative humidity. Each fiber was mounted into the machine grips individually, using sandpaper. The tests were conducted using a crosshead speed of 1 mm/min until rupture occurred. Table 1 shows the average values of physical and mechanical properties real of natural fibers (sisal, jute and flax) and resins (epoxy and polyester) used in this study. 20 identical specimens from each fiber and resin were tested and the average value is tabulated.
Treatment with NaOH
In this process untreated sisal, jute and flax fibers, they were respectively immersed in 7, 9 and 1 wt% NaOH solution for various times 4, 12 and 24 h at room temperature. Then, the fibers were washed several times with fresh water to remove any NaOH sticking on the fiber surface, neutralized with dilute acetic acid and after that, washed again with distilled water. Finally, pH was maintained at 7. The fibers were then dried at room temperature until a constant weight was reached.
Treatment with NaHCO3
Similarly, the second treatment method consisted of soaking the raw of the sisal, jute and flax fibers in 25, 25 and 10 wt% NaHCO3 solution for various times 4, 12 and 24 h at room temperature, respectively. The fibers were then taken out of the solution, drained, and washed several times with tap water to remove any residual NaHCO3 traces sticking on the fiber surface. Then, fibers were neutralised with dilute acetic acid. After that, rinsed again with distilled water. Finally, the fibers were dried at room temperature until a constant weight was reached.
Scanning electron microscopy studies
The scanning electron microscopy (SEM) technique is an excellent tool for examining the surface morphology of fibers, both treated and untreated. Examining the surface morphology of fibers is essential to evaluate their potential as effective reinforcement and their resistance to fiber pullout. The SEM photographs of morphology in diameter direction of both untreated and treated surfaces specimens were examined with the help of Scanning Electron Microscopy (Model: JSM 6360LV). The longitudinal topographic surface of the fibers before and after chemical treatment with sodium bicarbonate at various times are presented in Figures 2–4. The surface of the all fibers becomes smoother after the chemical treatment due to the elimination of impurities from the fiber external surface as compared to untreated fiber without treatment. It also improves the natural fiber’s mechanical properties and the interface adhesion of the fiber and the polymer when used to develop polymer composites.35,36 Scanning Electron Micrographs of flax fiber: (a) untreated (b) NaHCO3 (c) NaOH. Scanning Electron Micrographs of sisal fiber: (a) untreated (b) NaHCO3 (c) NaOH. Scanning Electron Micrographs of jute fiber: (a) untreated (b) NaHCO3 (c) NaOH.


Mechanical properties of bio-composite
In order to evaluate the effect of the fibers’ type, chemical treatment, volume fraction and treatment time on the mechanical properties (ultimate tensile strength and Young’s modulus) the modified bio-composites were measured using a Universal Testing Machine (model EZ20; Lloyd Instruments Ltd, UK), equipped with a load cell of 20 kN. The clamps used during the tests have self-concentric alignment and are manually adjusted by mechanical springs. The tensile static tests were performed at a constant speed of 2 mm/min and the longitudinal strain was measured using an extensometer with 30 mm gauge length. All tests were conducted at a room temperature of 26°C and a relative humidity of approximately 30%. Tensile tests were conducted according to the ASTM D 3822-01 specifications (American Society for Testing and Materials). In each case, five specimens for each bio-composite were tested and the average value is tabulated. The experimental configuration is shown in Figure 5. Experimental setup.
Statistical analysis
RSM experimental design
The response surface methodology (RSM), firstly induced by Box and Wilson,37,38 is a method for the accurate prediction of engineering system input–output relationships by taking a full consideration for parameter interaction. It has been widely applied in numerous manufacturing fields for the design, development and formulation of new products, as well as in the improvement of existing product designs. This procedure includes six steps. These are, (1) define the independent input variables and the desired output responses, (2) adopt an experimental design plan, (3) perform regression analysis with the quadratic model of RSM, (4) calculate the statistical analysis of variance (ANOVA) for the independent input variables in order to find parameters which significantly affect the response, (5) determine the situation of the quadratic model of RSM and decide whether the model of RSM needs screening variables or not and finally, (6) optimize, conduct confirmation experiment and verify the predicted performance characteristics.
The RSM offers several experimental designs depending on the number of design factors, such as Box–Behnken Design (BBD), Central Composite Design (CCD), etc. The BBD is selected to generate the design matrix since it needs fewer experiments when the number of factors is about 3–4.

Levels of various independent variables at coded values of RSM experimental design.

Box-Behnken Design (BBD) with independent variables and response values.

A complete description of the process behavior requires a quadratic or higher order polynomial model. Hence, the full quadratic models were established by using the method of least squares, which included all interaction which is termed to calculate the predicted response. The quadratic model is usually sufficient for industrial applications. For n factors the full quadratic model is shown in equation (3):
Regression equations
In the empirical approach, prediction of ultimate tensile strength (σ
u
) and Young’s modulus (E) were done based on the regression analysis of the experimental data. A statistical model gives relationship between response variables (ultimate tensile strength and Young’s modulus) and four independent parameters witch are; type of fibers (X1), type of chemical treatment (X2), volume fraction of fiber (X3) and treatment duration (X4) for both resins matrix used (epoxy and polyester). Based on the RSM method using the quadratic model of equation (2), the approximated quadratic equation is obtained in terms of coded values for both responses are presented in equations (4) to (7): ❖ Epoxy resin ❖ Polyester resin




Figure 6 presents a comparison between predicted and measured values of the ultimate tensile strength (σ
u
) and Young’s modulus (E) of different bio-composites corresponding to different combinations of independent variables were presented in Table 3. The results of the comparison prove that predicted values of the ultimate tensile strength and Young’s modulus are very close to those experimentally recorded. Similarly, the Figure 7 shows the comparison between the values of the tensile proprieties (σ
u
and E) of all fiber reinforced bio-composites corresponding to different combinations of independent variables. The fiber reinforced epoxy bio-composite provides higher values than the fiber reinforced polyester bio-composites in term ultimate tensile strength. For example; σ
u-epoxy
≈ 1.22 σ
u-polyester
and E
u-epoxy
≈ 0.98 E
u-polyester
. Comparison between measured and predicted values for; (a) ultimate tensile strength and (b) Young’s modulus of different bio-composites (natural fibers/epoxy and natural fibers/polyester). Comparison between different bio-composites (natural fibers/epoxy and natural fibers/polyester) for; (a) ultimate tensile strength; (b) Young’s modulus.

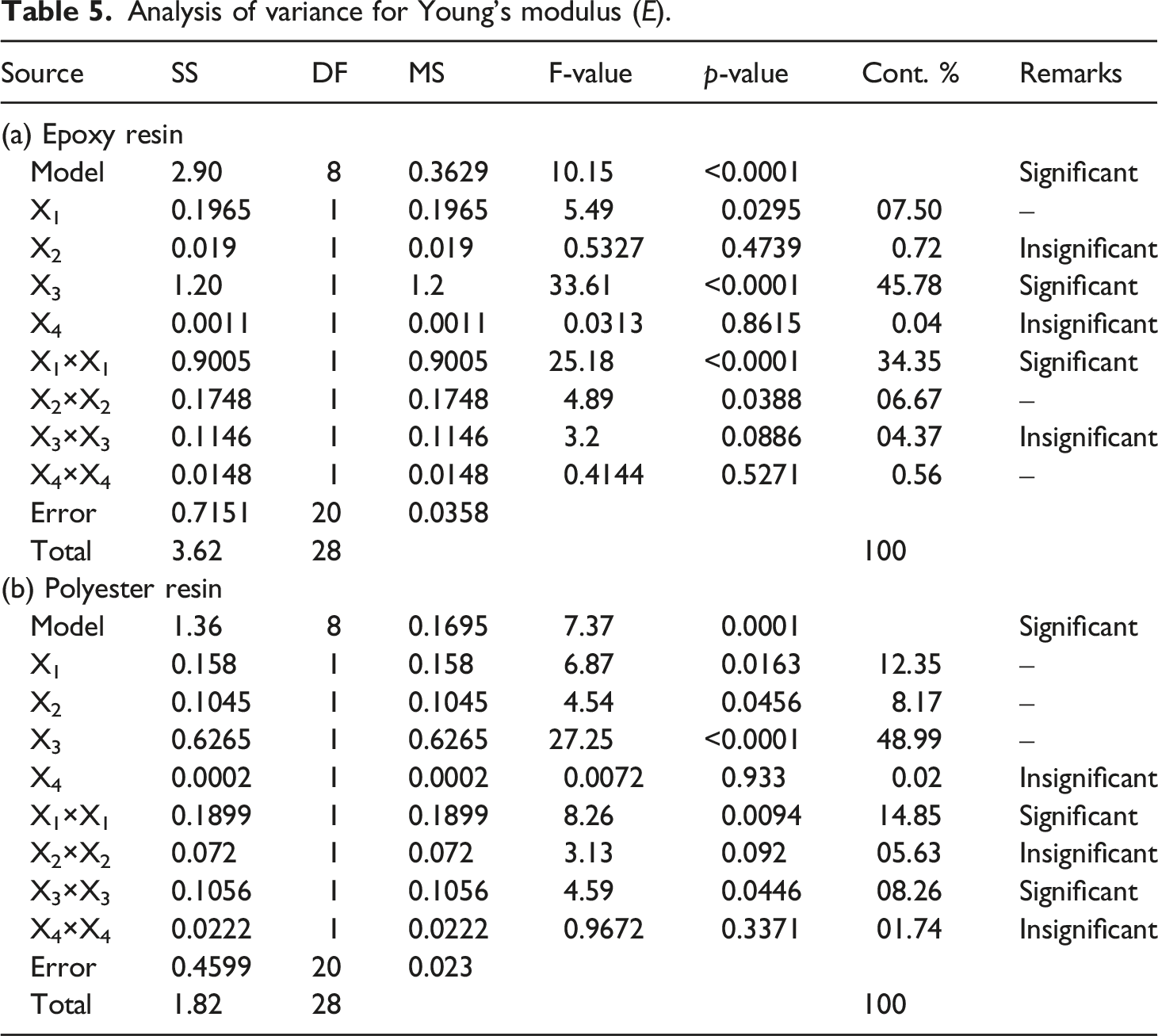
Analysis of variance ANOVA
The ANOVA of the data with the ultimate tensile strength (σ u ) and Young’s modulus (E), with the objective of analysing the influence of type of fibers (X1), types of chemical treatment (X2), volume fraction of fiber (X3) and treatment duration (X4) on the total variance of the results were carried out. The table of ANOVA shows the degrees of freedom (DF), sum of squares (SC), mean squares (MS), F-values (F) and probability (P). The last column of table shows the factor contribution percentage (Cont. %) on the total variation for each factor and different products. The statistical significance of each coefficient was checked by p-values and F-values. A low p-value (≤0.05) indicates statistical significance for the source on the corresponding response (i.e., α = 0.05, or 95% confidence level), this indicates that the obtained models are considered to be statistically significant, which is desirable; as it demonstrates that the terms in the model have a significant effect on the response, and the higher F-values for each coefficient suggest more significance of that term in the model.39,40
Analysis of variance for ultimate tensile strength (σ u ).

Moreover, the determination coefficients of the models (R2) have very high values (0.8308 and 0.9346), which mean that 83.08 and 93.46% of the total variation is explained by this quadratic regression model. Besides, the values of the adjusted determination coefficient (R2 Adjusted) are 0.7631 and 0.9084, for epoxy and polyester matrix, respectively; indicating that the predicted and experimental ultimate tensile strength efficiencies have a high degree of accordance.
Analysis of variance for Young’s modulus (E).
Perturbation plots
The main effects of the single factor (X1, X2, X3 and X4) and the perturbation plots for both response parameters (σ
u
and E) are illustrated in Figure 8. They confirm the ANOVA results demonstrated in Tables 4 and 5 The x-axis in the graphs is the low and high level of the design factor and y-axis is the mean value of the response parameter at a specific design factor level. Figure 8(a) illustrates the perturbation plot of σ
u
for both resins. According to this plot, we understand that the forth factors X1, X2, X3 and X4 have a positive quadratic influence on σ
u
and E. Therefore, the volume fraction (X3) seemed to have a major role for improving the mechanical properties (σ
u
and E) of natural bio-composites while the treatment duration (X4) played the minor. In addition, the factors (X1, X2 and X3) at different levels have different influence on the σ
u
. The Same way, Figure 8(b) represents the perturbation plot for E. From this graph, we can figure out that X1, X2 and X3 have significant impacts on the E, while X4 has less effect. At the same time, all the four processing parameters have positive effects on the E. Main affects graphs for σ
u
and E versus X1, X2, X3 and X4 of the both resin matrices (epoxy and polyester).
Effect of operating parameters on grafting
In order to present the relationship between independent variables (type of fibers (X1), types of chemical treatment (X2) and volume fraction of fiber (X3)) on response parameters (ultimate tensile strength (σ
u
) and Young’s modulus E), the response surface plots of the models were generated and illustrated on the three-dimensional space by varying two variables within the experimental range for both resins matrix tested (epoxy and polyester), while the treatment duration (X4) is kept at the middle level (1 h) and when using three different natural fibers, namely and coded; flax fiber (−1), jute fiber (0) and sisal fiber (+1). From Figures 9 and 10, we could observe the remarkable increases of both response parameters (σ
u
and E) with increases in volume fraction of fiber and chemical treatment in the bio-composites arranged in specific order which is jute, sisal and flax. In addition, these two variables exhibited significant positive quadratic effects in response of response parameters (Equation (4) and (5). Moreover, the surface modifications could remove surface impurities and increase surface roughness. These modifications increase to bonding of the fiber with the resins matrix there by improving the fiber-matrix interaction, subsequently, significantly increased the ultimate tensile strength and Young’s modulus of the composites. Several authors,45–48 have focussed the studies on the treatment of fibers to improve the bonding with resin matrix. For example, Zou
49
studied the effects of alkali and silane surface treatments on sisal fiber properties and they observed that the surface treatments facilitated good adhesion between fibers and thermoplastic matrix resulting in composites with improved mechanical properties. Comparison of response surface for ultimate tensile strength vs X1, X2, and X3 at the middle level of X4; (a) epoxy matrix and (b) polyester matrix. Comparison of response surface for Young’s modulus vs X1, X2, and X3 at the middle level of X4; (a) epoxy matrix and (b) polyester matrix.

Generally, the plots indicate that the highest ultimate tensile strength and Young’s modulus can be achieved at the volume fraction of fiber is higher (level +1) with NaHCO3 chemical treatment (level −1), when using jute fiber (level 0) and when reinforcing bio-composites with epoxy matrix. Also, for all types of fibers a quadratic increase in the response parameters with increasing the volume fraction of fiber were observed. This is due to the high fibers tensile modulus compared to resins matrix.
Multiple response optimizations
Constraints for optimization of independent variables.

Response optimization for ultimate tensile strength and Young’s modulus.

Validation of experimental results
Creation of the hybrid bio-composites
Optimal levels of factors in actual terms.


Rule of hybrid mixture.
Hybrid bio-composites manufacturing methods
Designations and composition of hybrid bio-composites.

Result of tensile test of different bio-composites.

Confirmation test results
The four different hybrid bio-composite specimens: HCE1, HCE2, HCP1 and HCP2 (see Table 8) are tested in the universal testing machine to find the tensile properties. Each test was repeated four times and the results are displayed as strength against strain. Also, Figure 12(a)–(d) shows the tensile testing data of various hybrid bio-composites with different fibers content reinforced with epoxy or polyester resins are linear and follows Hooke’s law. Then, the Young’s modulus is calculated by taking the corresponding values of stress and strain from the linear portion of the graph before the first damage zone. The averages of tensile properties (ultimate tensile strength and Young’s modulus) are summarized in the Table 1. Stress vs strain curve for tensile test of various hybrid bio-composites at highest volume fraction of fiber (20%).
The average values of the ultimate tensile strength and Young’s modulus of different bio-composite formulations are plotted in Figure 13 for better comparison. It is observed that the hybrid bio-composite HCE1 had the highest tensile properties (ultimate tensile strength and Young’s modulus) especially when reinforced with epoxy. The lowest tensile properties were produced by jute bio-composite when reinforced with epoxy. The modulus value for the hybrid bio-composite HCP2 fell within these two values. Tensile properties of various bio-composites for both resin matrices: (a) ultimate tensile strength and (b) Young’s modulus.
Conclusion
This paper may help to advance the use of Response Surface Methodology RMS technique, especially with BBD, for the optimization of simultaneous variables, for hybrid polymer bio-composites in the future. Several major findings are summarized in this study and the accompanying conclusions made, as below: 1) The ANOVA shows that: (a) The volume fraction of fiber (concentration of the fiber in the bio-composite) plays a significant role on the mechanical properties (ultimate tensile strength σ
u
and Young’s modulus E) of bio-composites with contributions between (74.46 and 45.78) % for epoxy matrix and (76.33 and 48.99) % for polyester matrix, respectively. The next largest factor influencing on σ
u
and E is the type of fibers with contributions between [(Cont.epoxy-resin ≈ 0.90 and Cont. polyester-resin ≈ 2.15) % and (Cont.epoxy-resin ≈ 07.50 and Cont. polyester-resin ≈ 12.35)] %, respectively. It is followed by the chemical treatment in third position. The treatment of duration comes in the fourth position. (b) Additionally, this study shows that the chemical treatment at lower treatment duration has a positive effect on the tensile properties of bio-composites by improving the adhesion between natural fiber and polymer matrix by eliminating pectin and wax from natural fiber. (c) The mean ultimate tensile strength and the mean Young’s modulus of jute fiber bio-composite at in range of volume fraction of fiber in the present study is much higher than those of flax and sisal bio-composites is this for both resins tested. It is also concluded that the mechanical properties of bio-composite reinforced with an epoxy matrix provides higher properties than the bio-composite reinforced with polyester matrix. 2) From multi-objective optimization: (a) The mathematical models elaborated for ultimate tensile strength σu and Young’s modulus E are very reliable, and they represent an important industrial interest, since they help to make predictions within the range of the actual experimentation. (b) The optimization process is done by maximizing both ultimate tensile strength and Young’s modulus. It depends on the following factor combinations: the type of fibers (X1) of −0.28 and −0.33], the chemical treatment (X2) of −1, the volume fraction of fiber (X3) of 1 and the treatment duration (X4) of [−0.97 and −1] for epoxy matrix. Similarly, when used the polyester matrix: the type of fibers (X1) of −0.26, the chemical treatment (X2) of −1, the volume fraction of fiber (X3) of ∼1 and the treatment duration (X4) of [−0.94 and −0.93]. (c) The new hybrid material which is obtained by the optimisation of input parameters confirms the predicted results. 3) The mechanical characteristics (tensile strength and the Young’s modulus) of hybrid materials are better than the jute, flax and pure sisal characteristics by (8.96%, 3.86%, 9.90% and 2.92%, 10.04%, 21.46%) respectively for epoxy resin and by (0.27%, 5.68%, 14.9% and 2.02%, 6.03%, 5.36%) respectively for polyester resin. 4) In addition, the hybrid bio-composite specimens HCE1 exhibits higher tensile proprieties and can withstand the strength up to 64.71 MPa; hence provide higher Young’s modulus of 2.19 GPa. 5) This study provides evidence that hybridization of natural/natural fibers improved the tensile properties of bio-composites when compared to individual fibers.
Footnotes
Acknowledgments
This work was carried out at the Higher National School of Technology, Alger, Algeria as part of a PRFU research project, Code: A11N01ES161220220004. The authors thank the Directorate General of Scientific Research and Technological Development (DGRSDT) of (MESRS) for the financial support.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.