
Abstract
Workwear clothing is one of the essential personal protective equipment for workers and plays a crucial role in preventing the entry of environmental heat into the body and facilitating thermal exchanges between the human body and the environment. Improving the coating of workwear fabrics while maintaining air permeability is considered an engineering control measure to protect workers in environments with thermal stress. This study aimed to optimize the coating of workwear fabrics with TiO2 nanoparticles to enhance thermal insulation properties and air permeability using the response surface methodology (RSM) and MATLAB. The input variables were the titanium isopropoxide volume and reaction time in the ultrasonic, while the output variables were the coating percent, air permeability, and thermal conductivity coefficients. The morphology of TiO2 nanoparticle and coated fabric (FE-SEM, EDS, FTIR, FTIR-ATR, DLS, and XRD), The intrinsic properties of fabrics (Yarn Count, Abrasion Resistance, Tensile, Tearing Strength), the Water Vapor permeability, Surface wetting resistance, and Durability test were evaluated according to the standard methods. No significant differences were observed in the intrinsic properties between the coated and uncoated fabrics. Increasing the coating percent of fabrics with TiO2 nanoparticles was accompanied with a decrease in the thermal conductivity coefficient and an increase in air permeability. The positive effect of nanoparticle coating is a significant step towards introducing a new generation of smart textiles with the potential to improve thermal insulation properties while maintaining air permeability. This advancement aims to preserve and enhance the health and safety of workers exposed to thermal stress.
Keywords
Introduction
A significant portion of the daily workforce is directly or indirectly exposed to heat stress, which is one of the most important and common occupational challenges. 1 Investigating the status of heat stress exposure and its effects on workers, especially in low- and middle-income countries with hot and semi-hot climates, is crucial due to the presence of factories and small to large businesses. 2 Heat stress-related illnesses are considered silent killers worldwide, and their prevalence has increased with climate change and rising temperatures. 3 In fact, heat-related deaths in 2020 were reported to be 15 times higher than in 2001. 4
In outdoor work environments such as agriculture, brickmaking, construction, roadworks, military zones, and barracks, as well as enclosed work environments like bakeries, mines, foundries, metal industries, glassmaking, welding, dry cleaners, and confectioneries, workers are exposed to thermal radiation and heat stress more than other individuals in society due to the nature of their duties and long working hours. Generally, this heat stress is influenced by six main parameters, including four environmental parameters: air temperature, radiant temperature, relative humidity, and air velocity, as well as two personal parameters: metabolic rate (workload) and the insulation properties of work clothing. 5
In the industry, due to the presence of harmful physical, chemical, and biological factors, the use of Personal Protective Clothing (PPC) is mandatory in industrial work environments. The type of clothing worn in hot environments is considered an important personal protective equipment, as it not only prevents contact of the skin with chemicals and the occurrence of abrasions and cuts on the body but also plays a crucial role in preventing the entry of environmental heat into the body and protecting against heat stress.6,7 The EN ISO 11,612 standard addresses the thermal insulation, heat, and flame resistance of clothing for individuals exposed to heat stress and aims to protect them from heat and flames while meeting the necessary performance requirements. 8
Heat is generally transferred in three ways; conduction, convection, and radiation. When the body dissipates its accumulated heat through these three mechanisms, it encounters a barrier provided by the protective clothing. 9 The clothing worn by workers in hot environments (open or enclosed) should effectively prevent the entry of environmental radiation into the body and have the ability to allow for proper airflow to facilitate the transfer of body heat to the environment, as well as absorb and evaporate perspiration. In other words, there are mutual exchanges between the work environment, the worker, and the clothing. 5 In various industries where individuals are exposed to heat stress, the concept of thermal transfer properties in textiles can be categorized into four groups: flame resistance, thermal insulation, moisture absorption, and heat dissipation. 10 This study focuses on the thermal insulation properties based on its research objectives. Coated fabrics by nanoparticles with thermal insulation properties can significantly impact the thermal insulation properties of textiles when exposed to thermal stress and heat radiation. 11 Nanoparticles are more effective in absorbing and emitting heat radiation compared to larger-sized particles. Among various nanoparticles, titanium dioxide (TiO2) in nano dimensions is considered as one of the best choices due to its self-cleaning, antimicrobial, simplicity of synthesis, high effective surface area, and high surface energy. It also improves the impact and tensile strength properties while maintaining low thermal conductivity coefficient.12,13
Air permeability is one of the most important parameters for the comfort of fabric, especially when investigating its thermal-physiological properties. Therefore, it is necessary for workwear fabric to have suitable characteristics in terms of thermal comfort properties, such as air and water vapor permeability, water absorption, as well as durability and softness properties, including tensile and flexural strength. This ensures that the workwear fabric does not hinder heat transfer mechanisms, such as heat dissipation and evaporation of sweat from the body to the environment, ultimately preventing thermal stress on the body. 14 This allows for the creation of a comfortable sensation throughout the day by controlling body temperature and moisture. Adequate air permeability in workwear fabric promotes body cooling and dryness in hot and humid conditions. Additionally, air permeability can assist in ventilating the inside of the garment, preventing excessive sweating and sweat accumulation. 15
Ultrasonic waves act as a powerful tool for the synthesis of TiO2 nanoparticle at low temperatures with anatase structure and loading on fabric. 16 The use of ultrasonic energy for the synthesis and deposition of nanomaterials on textile substrates is considered as one of the most cost-effective, easy, and compatible approaches. 17 In liquids, ultrasonic waves induce physicochemical changes and generate a large number of unstable bubbles. Due to pressure differences, these bubbles rapidly implode, producing thermal energy with local temperature and pressure increases of up to 5000 Kelvin and 20 Megapascals, at a cooling rate of 1010 Ks−1 18 According to the Sadr et al., titanium isopropoxide (TTIP) was expressed as a precursor of titanium dioxide nanoparticles and showed the importance of ultrasonic radiation for the in situ synthesis of nanoparticles. 19
In recent years, there has been a significant focus on the production of new generation fabrics. In this regard, various protective materials have been developed for textile fibers to prevent damage caused by thermal radiation to workers in outdoor or enclosed spaces.20,21 Most of the past studies have been on the Workwear clothing of high-risk (and high-metabolism) workers such as firefighters’ clothing, or on specific types of fabric such as Nomex or Aramid. But this study was done on cotton-polyester fabric (70% - 30%). Therefore, taking into account that most of the studies have been on fireproof clothing materials, research on clothing materials of people working in medium and low risk work environments is very limited. 22 The target group of this study is the workwear for hot workplace environments with medium and low risk. Therefore, according to the existing chat, this study investigated the work clothes of the mentioned group.
These studies not only investigate the effectiveness of modifying workwear fabrics with TiO2 nanoparticles on heat transfer properties but also evaluate the influential parameters in nanoparticle synthesis to optimize the coating conditions. Additionally, there are few comprehensive studies that simultaneously optimize the three parameters of nanoparticle coating percent, thermal conductivity coefficient, and air permeability to overcome the limitations of previous studies, which focused solely on reducing the thermal conductivity coefficient of the fabric while maintaining air permeability (thermal comfort) of the coated workwear fabric. This research aims to address this gap and provide an optimal design using experimental design software to investigate the Interaction of Input variables with responses and MATLAB software to investigate the interaction between the responses. As far as we searched, very few literatures based on optimize and the relationship of reaction time in the ultrasonic with thermal conductivity coefficient and air permeability (thermal comfort) was found. Therefore, we propose a study that explicitly describes and elaborates the effects reaction time in the ultrasonic and TiO2 nanoparticle onto thermal insulation properties of cotton-polyester fabrics. as well as, we believe that this approach is unique in its scope and can be further extendable for other types of fabrics substrates.
Materials & method
Materials and fabric properties
Titanium isopropoxide (TTIP) (C₁₂H₂₈O₄Ti), absolute ethanol (C2H5OH), and sodium hydroxide (NaOH) were all supplied with analytical grade from Merck.
According to standard number 6914 in Iran, 23 workwear fabrics are required to be made of pure cotton or a blend of cotton and polyester. In this study, a cotton-polyester fabric (70% - 30%) was obtained from Yazd Weaving Company (Yazd, Iran) with a baseline weight of 246.67 g/m2. This fabric was prepared before dyeing, and the effect of dyeing on heat transfer performance was eliminated as a confounding factor.
Synthesis of TiO2 nanoparticles and fabric coating
Before the coating process, two preparation steps were carried out to remove contaminants and enhance the material adsorption on the fabric surface. In the first step, circular pieces of fabric with a diameter of 6 centimeters were cut. Each fabric sample was soaked in ethanol for 20 minutes. Then, the fabric was rinsed with distilled water and dried in an oven at a temperature of 80°C for 30 minutes. 19 In the second step, a 10% w/v sodium hydroxide solution was used to activate the fabric and improve material adsorption on the fabric surface. 24 The fabric was placed in an ultrasonic bath (PANASONIC 2600s model, 220 AC voltage, 50 Hz frequency, 50 watts’ power, 20°C, 2.6-liter volume) in contact with the sodium hydroxide solution for two hours. Afterward, the fabric was removed from the solution, rinsed with distilled water, and dried in an oven. Finally, the fabric was weighed after drying, and this weight was considered as the initial weight of the fabric before coating.
In situ synthesis method was used for the synthesis of titanium dioxide nanoparticles and their simultaneous coating on the fabric surface. The in-situ synthesis method, offers greater stability and requires fewer practical steps for execution, making it more practical than other methods.
19
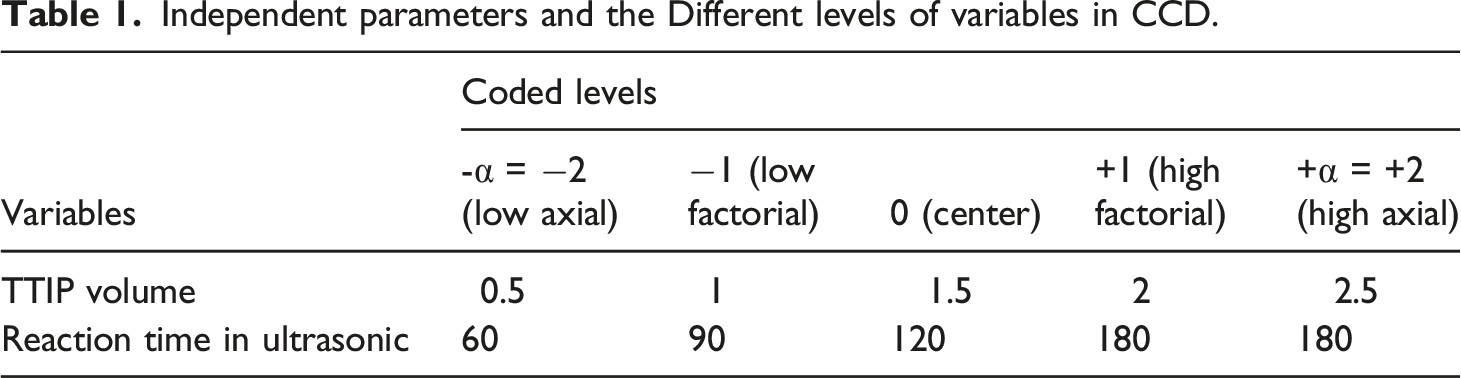
The steps of the procedure are shown in Figure 1. The fabric prepared in the previous step was incubated with 20 mL of 2.4 M NaOH(aq) in an ultrasonic bath for 20 minutes. Then, a specific amount of titanium isopropoxide (TTIP) was dropped to the solution containing the fabric. The fabric was incubated inside the ultrasonic bath for 60-180 minutes. Then, the fabric was removed, rinsed three times with distilled water, and dried in an oven at 80°C for 30 minutes. The coating percent was calculated using the following formula,
1
where M1 and M2 represent the mass of the fabric before and after the coating by TiO2 nanoparticles, respectively The schematic image of in-situ synthesis of TiO2 nanoparticle on Fabric fibers.

Experiments design
Independent parameters and the Different levels of variables in CCD.
Determining thermal conductivity coefficient
The thermal conductivity coefficient of the samples was determined using the HEAT TRANSFER SERVICE UNIT with model H112, manufactured by HILTON in England. The operation of this device is based on Fourier’s law and complies with ISO 8301 standard. 25
Determining air permeability
The air permeability was measured using the Air Permeability Apparatus, model TF164 E, according to ASTM D737 standard. 26 In this experiment, under 100 Pa pressure gradient, the volume of air passing through the fabric per square centimeter per second (ml/cm2/sec) was measured. The measurements were taken at 5 different randomly distributed points on the fabric, and the average value was reported.
Determining structural features
The structural characteristics of the nanoparticles and fabric samples were examined using Field Emission Scanning Electron Microscopy (FES-EM) with a model MIRA2, manufactured by TESCAN in the Czech Republic. Elemental analysis was recorded using Energy Dispersive X-ray Spectroscopy (EDX) connected to the same microscope, with a model XL30 from the XL series manufactured by Philips in the Netherlands. FTIR spectrum of the nanoparticles were recorded using Fourier Transform Infrared Spectroscopy (FTIR) with a model TENSOR 27 manufactured by Brucker in Germany, and the fabric was analyzed using Fourier Transform Infrared Spectroscopy-Attenuated Total Reflectance (FTIR-ATR) with a model AVATAR manufactured by Thermo. The crystal structure of titanium dioxide nanoparticles was identified using X-ray Diffraction (XRD) with a model PW 1510 manufactured by Philips in the Netherlands. X-ray diffraction for the modified fabric samples was performed by placing the XRD diffractometer, X'Pert PRO PANalytical, with Cu Ka X-ray radiation at 40 kilovolts, 50 mm, and λ = 1.5406 Å at room temperature. The X-ray diffraction data were collected in the θ-2θ range of 1 to 80 degrees with a step size of 0.2 degrees and a scanning rate of 1 second.
Determining the intrinsic properties of fabric
In order to evaluate the effect of nanoparticle coating on the intrinsic properties of the fabric, Yarn Count, Abrasion Resistance, Tensile, tearing strength, and moisture absorption (Water Vapor permeability and Surface wetting resistance) were conducted.
1. yarn count:The yarn count was determined according to the BS-ISO-7211-5 standard 27 to assess the fineness of the fibers. It was calculated by dividing the length of the fibers (in meters) by the weight (in grams).
2. Abrasion Resistance: The abrasion resistance of the samples was determined according to ASTM D3884 standard 28 using the Taber Abraser apparatus, model 174, manufactured in the USA.
3. Tensile Strength: The tensile strength (force required to break) of the samples was determined according to ISO 13,934-1 standard 29 or ASTM C1557-14 standard 30 using the Tensile Tester apparatus, model 5566, manufactured in the USA.
4. Tearing Strength: The resistance of the samples to tearing was determined according to ASTM D-5587 standard 31 using the Elmendorf apparatus manufactured by MESDAN in Italy.
5. moisture absorption:Water Vapor permeability and Surface wetting resistance of the samples was determined according to ASTM D 4772-97 standard. 32
Durability test
To thoroughly examine the durability of the coated materials on the fabric, a durability test was conducted following the AATCC standard method. 33 The coated fabric underwent three cycles of washing. In this test, the coated fabric was immersed in water at a temperature of 40°C, and 37% of detergent not containing any fluorescent whitening agents and phosphates. It was then hand-washed for 45 minutes and subsequently dried at a temperature of 80°C for 2 hours. Finally, to assess the longevity and quality of the synthesized coating material on the fabric surface, the coating percent, air permeability, and thermal conductivity coefficient of the optimized sample were measured.
Results and discussions
Response surface outcomes and modeling
The results of the experimental design using the central composite method.

*TTIP: Titanium isopropoxide.
*US Time: Reaction time in Ultrasonic.
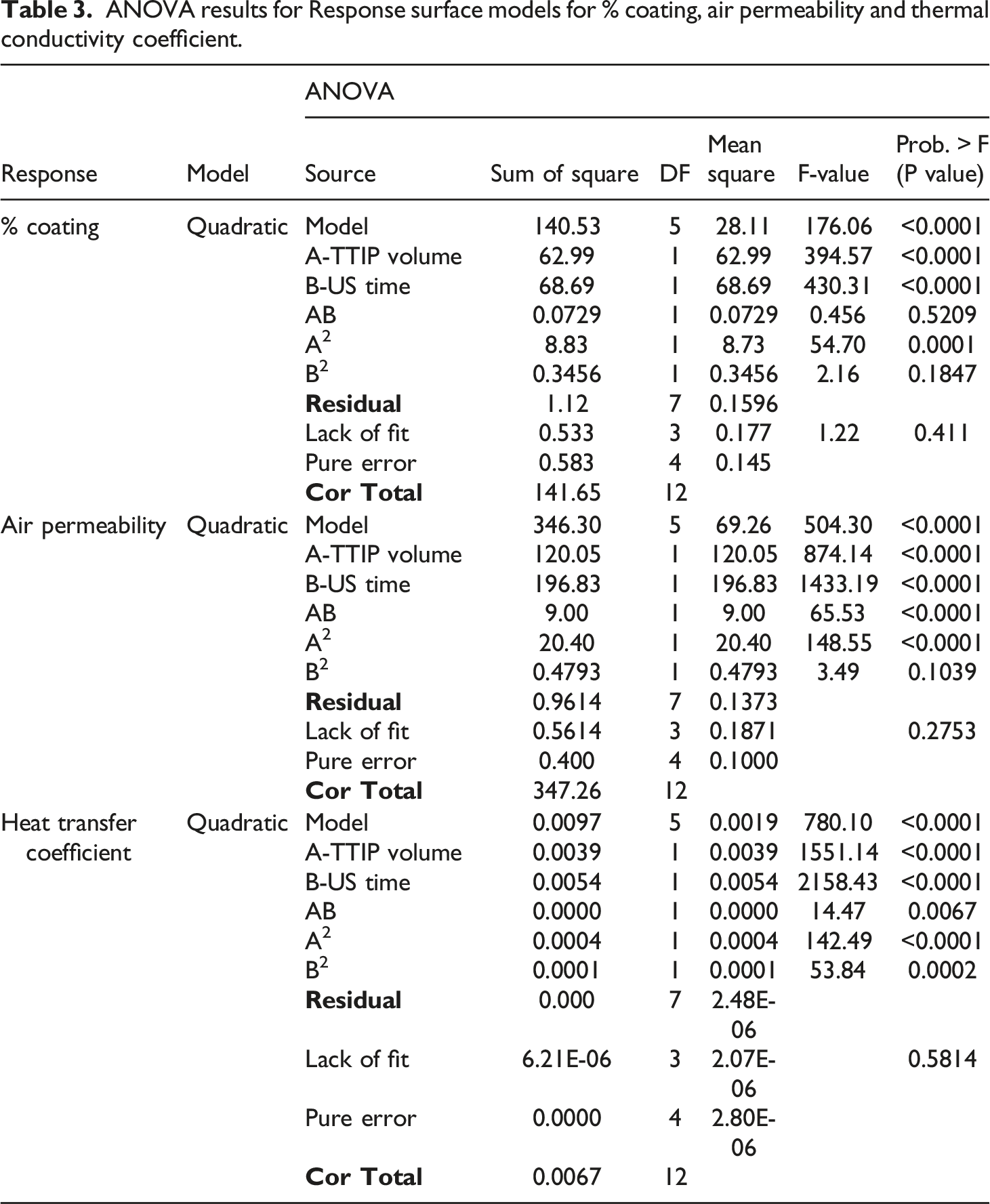
ANOVA results for Response surface models for % coating, air permeability and thermal conductivity coefficient.
Mathematical equations predicting the effects of input variables on responses.

A: Titanium isopropoxide volume B: Reaction time in ultrasonic.
The Interaction of Input variables with responses
The output plots of the experimental design are shown in Figure 2. In Figure 2(a), the difference between the actual values and the predicted values of the responses, as well as the scatter of the errors, are depicted. The clustering of points around the central line indicates the agreement between the laboratory results and the mathematical equations. Based on the points surrounding the diagonal line in Figure 2(a), a satisfactory and acceptable correlation was reported between the predicted and actual values, confirming the model’s adequacy. Furthermore, comparing the actual values versus the predicted values of the responses demonstrates that the obtained coefficient of determination (R-squared) for all three responses (R2 = 0.98) is highly suitable. (a) The plot of predicted vs. actual values, (b) 3D surface plots of The Interaction of Input variables with responses. *i: coating, ii: air permeability, iii: thermal conductivity coefficient.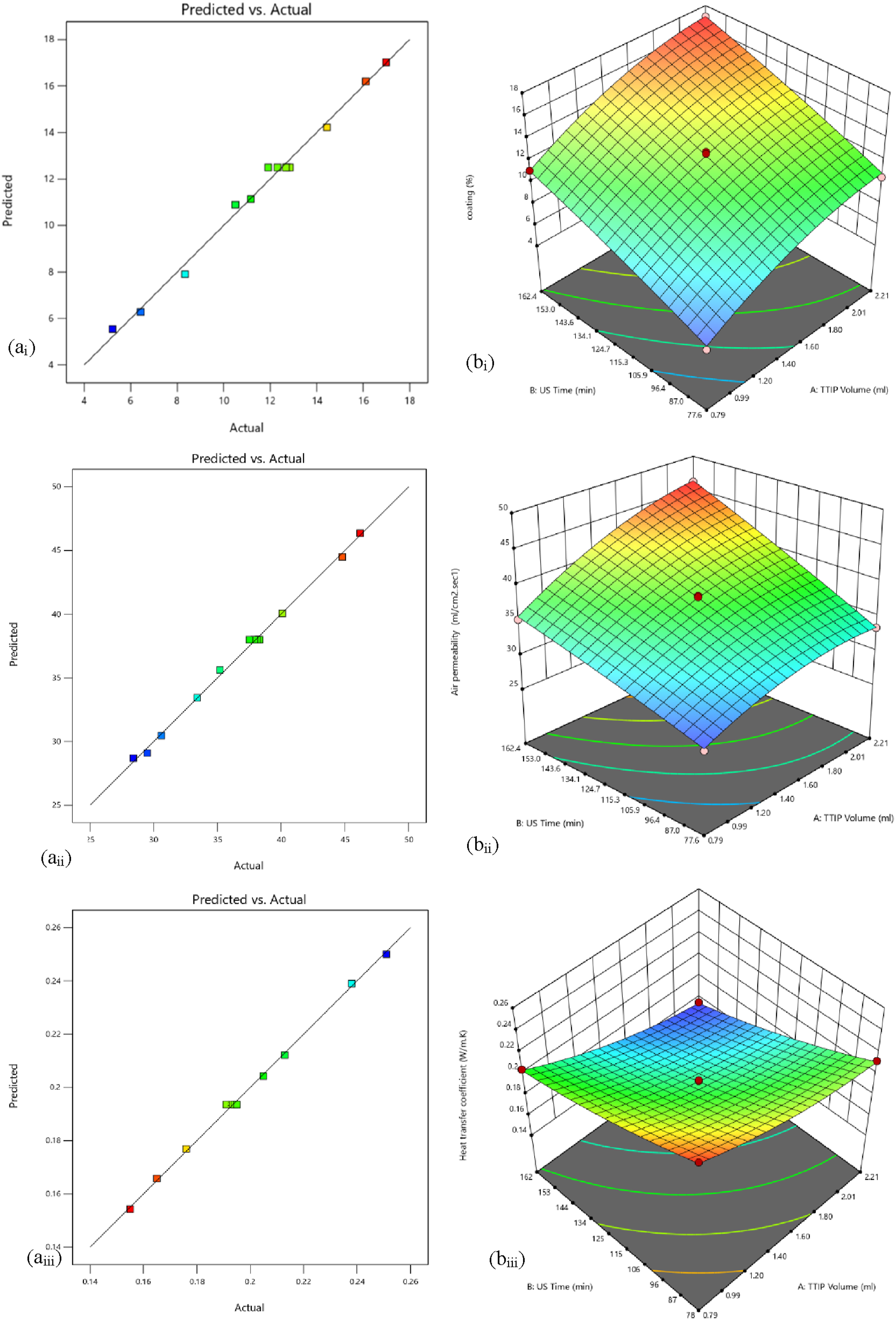
The 3D response surface plots are shown in Figure 2(b), depicting the effects of the response surface levels. The interaction effect of the TTIP volume and radiation time of ultrasonic waves on the coating percent is shown in Figure 2(b)i. It can be observed that with an increase in the TTIP volume and the radiation time, the coating percent of nanoparticles on the fabric increases. The input variables had both consistent and increasing effect on coating percent. The results of optimization of nanoparticle synthesis by Sadr et al. demonstrated that the relative amount of synthesized and coated TiO2 nanoparticles on cotton fabric is dependent on the TTIP volume and ultrasonic radiation time, and there is a direct relationship between them. 19 Additionally, a study by Pakdel et al. stated that the coating percent (loading level) of nanoparticles on fabric is one of the influential parameters affecting the thermal protection performance. 34
The interaction effect of the TTIP volume and radiation time of the ultrasonic waves on the air permeability is shown in Figure 2(b)ii. According to the results, increasing the TTIP volume and the radiation time leads to an increase in air permeability on the fabric. The input variables had both consistent and increasing effect on the air permeability. Additionally, increasing the nanoparticle coating percent results in increasing the breathability of the fabric. One possible reason for this increase could be the simultaneous application of in-situ synthesis and ultrasonic waves, which causes the nanoparticles to bond with the fiber during synthesis, preventing excessive clogging of the fabric pores. According to the study by Jazari et al., air and water vapor permeability are influenced by the dimensions of the pores and the fabric material, providing a measure of the fabric’s ability to absorb and transfer sweat vapor and facilitate heat transfer from the human body to the environment. The pore dimensions and distribution in the fabric are a function of the fabric’s geometry. Yarn diameter, fabric structure, warp and weft density, and yarn count are among the main parameters that affect the porosity of fabrics. 14 Yarn count is one of the influential parameters on fiber fineness and has an inverse relationship with it. The yarn count for the untreated fabric was 20.51 m/g, while for the treated fabric, was 23.95 m/g. Therefore, considering the increase in yarn count of the fabric after coating with nanoparticles compared to before coating and the inverse relationship between yarn count and fiber fineness, it can be concluded that this coating has resulted in finer fibers in the fabric, thereby increasing its air permeability. 35 Fabric coating should be done in a way that provides both thermal protection and thermal-physiological comfort for individuals using these fabrics for workwear purposes.
The interaction effect of the TTIP volume and ultrasonic radiation time on the thermal conductivity coefficient was illustrated in Figure 2(b)iii. According to this graph, an increase in TTIP volume and ultrasonic radiation time resulted in a decrease in thermal conductivity coefficient. The input variables are consistent and have decreasing effect on the thermal conductivity coefficient. As shown, with the reduction in fiber diameter, a decrease in the amount of heat transferred by the fabric was observed, indicating an increase in thermal insulation properties. The thinner fibers have lower thermal conductivity coefficient. In a given porosity, an increase in fiber diameter leads to a decrease in fiber-to-fiber contacts, which in turn reduces the number of heat flow paths. 36 Schwarz (2024) et al., in their study aimed at optimizing woven fabrics for thermal protective clothing, stated that yarn composition and fabric structure have an effect on thermal performance and comfort. 37 In the other hand, fabric activation with alkali solution, made the fabric more hydrophilic, and resulted in finer fibers. This is due to the relative change in yarn count. Thus, based on the results of this study, fabric activation leads to an increase in yarn count and consequently an increase in fabric permeability. Moreover, as the fabric fibers become thinner, the porosity and trapped air volume between the fibers increase, leading to a decrease in thermal conductivity coefficient.
The interaction between the responses
In Figure 3, the interaction effects of three responses were evaluated in the form of a 3D graph (a) and a two-dimensional contour plot (b) with MATLAB. Each black point in the graphs represent one of the experimental conditions. According to the figure, a direct relationship between coating percent and air permeability was observed, while an inverse relationship between coating percent and thermal conductivity coefficient was observed and the lowest thermal conductivity coefficient was associated with the highest coating percent and air permeability. In fact, as the coating percent of nanoparticles on the fabric increased, the fabric became more air permeability and its thermal conductivity coefficient decreased. Therefore, the positive effect of nanoparticle coating as a thermal insulator while maintaining air permeability can be suggested for workwear fabrics. The study by Mandal et al. showed that the fabric weight and thickness are among the most important factors influencing the thermal performance of single-layer fabrics.
38
Consistent with the results, the fabric thickness increased after coating, and increasing the fabric thickness led to an increase in trapped air volume, resulting in improved thermal insulation properties. Additionally, the use of titanium dioxide nanoparticles successfully reduced the thermal conductivity coefficient due to their low thermal conductivity coefficient property. Another reason for the reduction in thermal conductivity coefficient by these nanoparticles is the formation of a small air pocket between the insulation structure, which hinders heat transfer.
39
Multiple studies have shown that nanoparticles, due to their nucleation property, accelerate the crystallization process and consequently slow down heat transfer and increase the melting temperature in composites, enhancing their fire resistance.22,40 The interaction between the responses (Coating, Air permeability and heat transfer coeifficient) a: 3D graph and b: 2D countor.
Determination of optimal conditions and confirmation tests
The determination of optimal conditions from the input variables to achieve desired coating, air permeability, and heat transfer coefficient was performed. Based on the developing high-heat resistant work fabric, the optimal conditions were determined to achieve the lowest thermal conductivity coefficient (maximizing thermal insulation) and fabric coating percent with synthesized nanomaterials, while also maximizing air permeability of the fabric to ensure thermal comfort for individuals. According to the above-mentioned criteria, the optimal conditions were found to be 2.2 mL of TTIP and a 162.42-minute duration of ultrasonic wave irradiation, with a high desirability value (0.99).
Confirmatory tests and comparison with the optimal conditions.

Morphological and structural analysis of TiO2 nanoparticles
In order to determine the morphological and structural characteristics of the synthesized TiO2 nanoparticles, FE-SEM, XRD, and FTIR spectroscopy images were obtained. Figure 4(a) shows the FE-SEM images of synthesized TiO2 nanoparticles. Additionally, based on the DLS results(Figure 4(b)), the average particle diameter was found to be 68.15 nm. The results of tests indicate the formation of TiO2 nanoparticles. Morphological and structural analysis of synthesized TiO2 nanoparticles, (a) FE-SEM images of TiO2 nanoparticles, (b) Size distribution of TiO2 nanoparticles obtained by DLS measurements, (c) XRD spectra and (d) FTIR spectra.
The structure of TiO2 nanoparticles were further confirmed by XRD spectra (Figure 4(c)). All the diffraction peaks in the XRD spectra were related to the characteristic peaks of TiO2 in the anatase phase (JCPDS file 73-1764). The diffraction peaks indeed appeared at 2θ = 10.01°,27.33°, 37.78°, 47.69°, 54.22°, 55.41°, and they were well indexed to the corresponding tetragonal crystal planes (101), (004), (200), (105), (211), (204) respectively. 41
According to the FTIR spectrum of the synthesized TiO2 nanoparticle powder (Figure 4(d)), the stretching vibrations appearing in the wavelength range of 400 cm−1 to 800 cm−1 indicate titanium anatase and peaks appearing in the wavelength of 652 cm−1 and 693 cm−1 indicate the stretching vibrations of Ti-O. And peaks appearing in the wavelength of 745 cm−1 indicate the stretching vibrations of O-Ti-O. 42 The peak observed at 1349 cm−1 corresponds to the vibrations of C-H bending. The mentioned peaks are associated with the presence of impurities or unreacted starting material. Furthermore, the stretching vibrations appearing in the 1643 cm−1 is attributed to the Ti-OH bending. The stretching vibrations at 3362 cm−1 is associated with the hydroxyl group (O-H), which is caused by water absorbed on the surface of nanoparticles. 43
Surface morphological and structural analysis of coated fabrics
The morphological and structural characterization of the fabric coated with synthesized TiO2 nanoparticles was performed using FE-SEM, XRD, FTIR-ATR spectroscopy, EDX, and elemental analysis. Figure 5 shows the FE-SEM images for (a) uncoated, (b) NaOH treated, and (c) coated fabric with TiO2 nanoparticles. As observed in Figure 5(c), TiO2 nanoparticles were observed on the fabric fibers, indicating the influence of fabric’s chemical composition on the nature of synthesized TiO2 nanoparticles.44,45 The EDX spectra in Figure 6 indicates the presence of C, O, and Ti in the structure of fabrics coated with TiO2 nanoparticles. Ti signals observed in EDX analysis patterns of the fabric coated with TiO2 nanoparticles were recorded. EDX spectra, as well as FE-SEM images, confirmed the in-situ formation of TiO2 nanoparticles onto the fabric fibers. FE SEM image of fabric for (a) uncoated (b) NaOH treated (c) coated with TiO2 nanoparticles. (a) EDX spectrum of TiO2 nanoparticles agents coated on fabric.

As shown in Figure 7, to determine the crystal phase structures of TiO2 nanoparticles on the uncoated and coated fabric surface, it was analyzed by X-ray diffraction (XRD). The XRD spectra of the coated fabric showed that there exit the diffraction peaks at 2θ = 22.5o,25.7o, 36.5o, 38.2o, 47.8o, and 55.3o, among which 22.5o, 25.7o are the diffraction peaks of the cotton fiber.
46
The rest peaks successively correspond to the (101), (004), (112), (200), (211) crystal plane of TiO2 anatase phase, which were regarded as an attributive indicator of anatase phase TiO2 crystallites.
47
XRD spectrum of Uncoated and coated fabrics with TiO2 nanoparticles.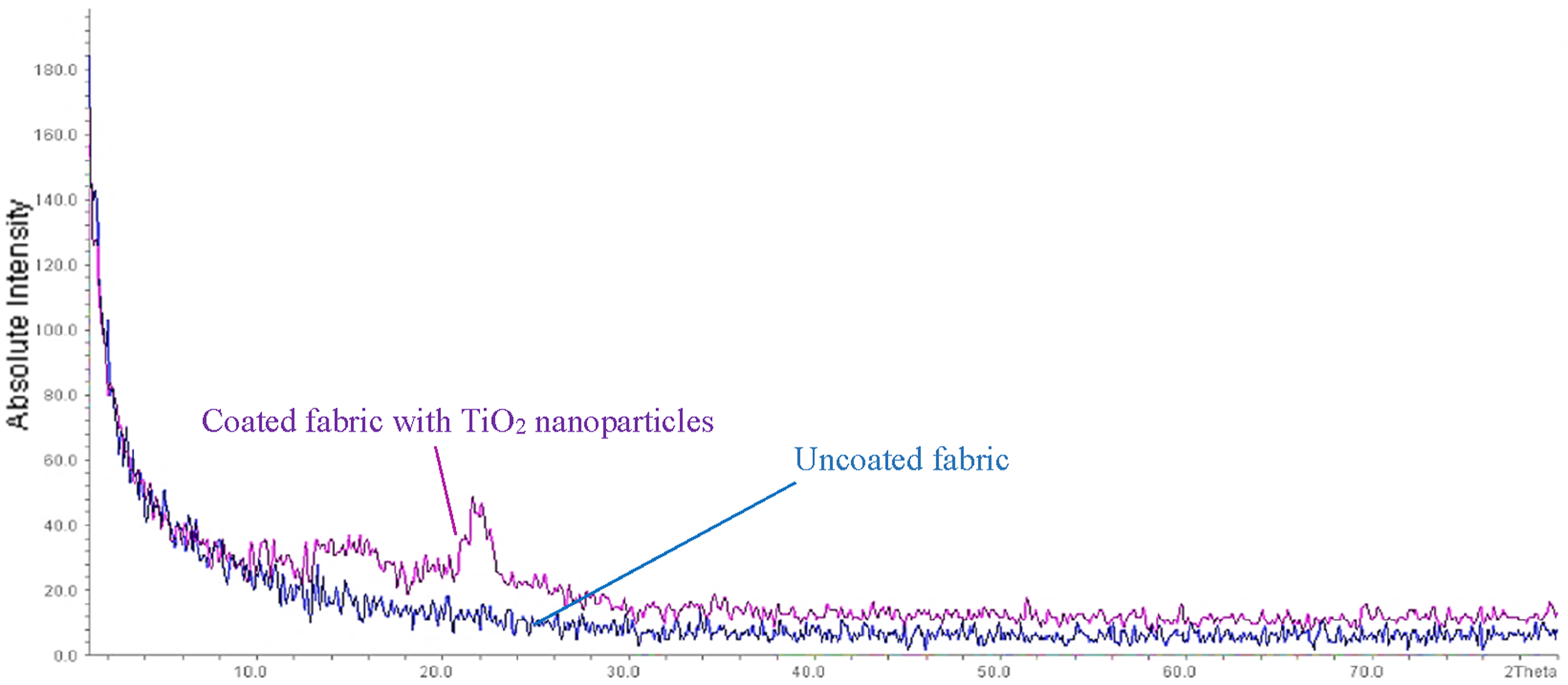
The chemical composition analysis of the fabric after coating with TiO2 nanoparticles was performed and compared using FTIR-ATR spectroscopy (Figure 8). The broad absorption in the range of 850 to 600 cm−1 is attributed to the contribution of TiO2 anatase phase, and the observed peaks within this range, such as 852 cm−1, are assigned to the stretching vibrations of Ti-O and O-Ti-O and peak at 1231 cm−1 indicates the stretching vibrations of Ti-O-Ti. The band at 1423 cm−1 is assigned to the lattice vibrations of TiO2.
48
Additionally, a broad peak in the region of 2333 cm−1 is assigned to C-H stretching. Although cellulose contains CH2 groups in its structure, the peaks corresponding to symmetric and asymmetric stretching modes have never been separated as distinct peaks. A peak around 1719 cm−1 is due to absorbed water molecules. FTIR-ATR spectra of coated fabrics with TiO2 nanoparticles.
Intrinsic and functional analysis of coated fabrics
This study not only aimed to optimize the fabric coating for improved heat transfer but also to investigate and compare the effect of this coating on the intrinsic properties and structure of the uncoated fabric and fabric coated with nanoparticles in terms of abrasion resistance, friction properties, and tensile strength. These properties are crucial as they affect the thermal comfort of the garment wearer and their interaction with the surrounding environment. The results of this investigation showed no significant difference between the two fabrics in terms of intrinsic properties. The fabric coating with nanoparticles did not significantly affect the Intrinsic functionality and performance of the fabric, and did not cause any significant damage to the structure of cotton. The fabric maintained its performance in terms of Abrasion Resistance, Tensile, tearing strength (Figure 9). This lack of difference suggests that the coated fabric performs similarly to the uncoated fabric and can possess the necessary resistance for use in work environments. Comparison of the amount of resistance (Abrasion Resistance, Tensile, tearing strength) of uncoated and coated fabric.
The comparison between the water vapor permeability and Surface wetting resistance of the coated and uncoated fabric (Figure 10) did not show a significant difference (p > .05, T-Test). This lack of difference indicates that the coated fabric performs similarly to the uncoated fabric and can facilitate heat and air exchange. The coating of the fabric with the nanoparticles resulted in the activation of the fabric, which was due to the relative change in the cross-sectional area of the fabric fibers from an elliptical shape to a circular shape, making the fabric more hydrophilic. Comparison of Water Vapor permeability and Surface wetting resistance of uncoated and coated fabric.
Washing stability
The durability test was performed with three repetitions for the optimized sample, and the response variables were evaluated. The average (SD) results for the coating percent, air permeability, and thermal conductivity coefficient for the coated fabric with nanoparticles after three wash cycles were15.78 % (0.05), 43.3 mL/cm2·sec1 (0.04), and 0.161 W/m·K (0.006) respectively. These results still indicate no significant difference, demonstrating the preservation of efficiency and suitable durability of the coated materials on the fabric.
Nowadays, the use of nanotechnology in the field of textiles has garnered significant attention due to the numerous benefits it offers. The main reason for its popularity is that the various added features to the fabric using conventional methods often do not have a lasting effect and the fabric loses its performance after washing and wearing. However, by employing techniques in the realm of nanotechnology, such as using nanoparticles in the fabric structure and nanofibers, the modifications made are more durable and result in improved functional performance. 49
Based on the results, TiO2 nanoparticles strongly bonded to the fibers, indicating good stability against washing and the formation of a chemical bond between the cotton fabric and titanium. The durability of the nanoparticles after washing can be attributed to two main factors: the covalent bond between the hydroxyl groups of cotton and TiO2, and the important role of ultrasonication. In general, cotton has a large number of hydroxyl group, while TiO2 nanoparticles have a high affinity for hydroxyl and carboxyl groups. Therefore, the covalent bonds between the hydroxyl groups of cotton and TiO2 play a key role in the durable loading of TiO2 nanoparticles onto the fabric surfaces.19,50 Additionally, the use of ultrasonication for nanoparticle synthesis leads to the formation of TiO2 within the molecular chain of the fabric, further enhancing the attachment to cellulose. 51
Conclusion
Recently, research has been focused on advanced textiles with new approaches in synthesis and coating of concentrated structure materials, which can provide thermal comfort along with protection against thermal stress. Therefore, this study aimed to optimize the coating of workwear fabric with TiO2 nanoparticles to improve thermal insulation and air permeability properties through experimental design software and MATLAB. The optimal sample was selected based on the results. The findings showed that the relative amount of synthesized and Coated TiO2 nanoparticles on or inside the fabric depends on the TTIP Volume and reaction time in ultrasonic. Additionally, increasing the coating percent of TiO2 nanoparticles on the fabric increased air permeability while reducing the thermal conductivity coefficient. Thus, the positive effect of TiO2 nanoparticle coating as a thermal insulator, while maintaining air permeability of workwear fabric and without affecting evaporative cooling, can be suggested. Furthermore, the Intrinsic test results did not show any significant changes in moisture absorption and durability after coating with TiO2 nanoparticles, confirming the synergistic role of reaction time in ultrasonic in the simultaneous synthesis and Coating of titanium dioxide on the fabric without significant damage to the cotton fiber structure. The output of this study can be utilized for the optimal selection of fabric with potential applications in workwear production and can contribute to introducing a new generation of smart textiles with improved heat transfer properties by employing novel coating structures to preserve and enhance the health and safety of workers. However, further comprehensive tests, especially regarding the release of coating materials, toxicity, and skin irritation, need to be conducted for its industrial application and introduction.
Footnotes
Acknowledgments
This study, as a part of PhD thesis results, was supported by Tarbiat Modares University. The authors of the article would like to thank the collaboration of laboratories from Tarbiat Mo-dares University, Shahid Beheshti University of Medical Sciences, and Amirkabir University of Technology.
Author’s contribution
All authors of this study have a complete contribution for data collection, data analyses and manuscript writing.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Faculty of Medical Sciences, Tarbiat Modares University.