
Abstract
In this study, production of multilayer surfaces for acoustic and thermal insulation was investigated. After the optimum textile materials had been chosen to provide acoustic and thermal insulation, surfaces were created using different relative methods in this field. Sublayer nonwoven produced from slotted polyester fiber was combined with two different top layers of fabrics, one of which was the top layer of fabric woven from plain weave obtained from texture yarns, which, in turn, was produced from hollow polypropylene, and the other was plain weave obtained from texture weft yarn, which was produced from conventional polypropylene fibers separately. Subsequently, these two different surfaces were combined with polyurethane-based material. Pumice stone powder in three different concentrations and two different sizes was added to enhance acoustic and thermal insulation, after which the sublayer had been coated with an adhesive material to produce multilayer adhesive force and adherence to the wall. Consequently, air permeability, sound absorption, and thermal conductivity coefficients of multilayer surfaces were researched with regard to the type of top layer of fabrics, concentration, and particle size of pumice stone powder. The results demonstrate that the properties of multilayer surfaces concerning acoustic and thermal insulation increase with the increasing concentration of pumice stone powder and with the decreasing sizes of pumice stone particles. In addition, air permeability of multilayer surfaces was ensued to decrease with the increasing concentration as well as particle size of pumice stone powder.
Introduction
More particularly in smaller areas, modern city life has been enhancing human comfort, one major requirement of which is tranquility and prevention of noise pollution. In this regard, technologies of acoustic insulation in the newly built buildings are frequently employed. Another requirement of human comfort in the living space is to overcome problems regarding thermal insulation systems in buildings, which otherwise would have increased the heating costs. For these reasons, research has been conducted for the development of acoustic and thermal insulation in the living space. Rubber, tea leaf fiber, polyethylene, hollow polyester fiber, polypropylene (PP), jute fiber, rise husk, lignocelluloses, corn cob, hemp, flax, lignocelluloses produced from beech tree, pine, bamboo and banana fibers along with wool, and cotton and glass fibers were investigated as acoustic insulation materials [1–16]. Similarly, paraffine, eutectic organics, capric acid, expanded graphite, carbon fiber, polyethylene glycol, acrylic fiber, polyester fabrics, polyester-cotton fabrics, cotton fabrics, lyocell fabrics, poplar tree seed fiber, and bamboo fabrics were employed as thermal insulation materials [17–26].
Coating and laminating processes are often carried out in textile so as to provide textile materials with technical and functional properties. Furthermore, a variety of materials with different properties are combined through coating and laminating processes and their methods. The materials used and the coating resin determine the quality of fabrics produced. The fabrics coated and laminated have a variety of areas of use, ranging from agrotech, medtech, hometech, buildingtech to protective clothes [27].
In this study, production of multilayer surfaces providing acoustic and thermal insulation was investigated so as to provide insulation in buildings. After the optimum textile materials had been chosen aimed at acoustic and thermal insulation, surfaces were reinforced with pumice stone powder to develop the acoustic and thermal insulation properties of multilayer surfaces. Consequently, these surfaces were coated with an adhesive material in order to provide the wall with the property of multilayer surface adhesion. Consequently, porosity, air permeability, sound absorption coefficient, thermal conductivity coefficient, and adhesive properties of surfaces were investigated in accordance with the type of top layer of fabric, concentration, and particle size of pumice stone powder.
Experimental
Pumice stone
First, pumice stone was grinded by using a bead mill and pulverized pumice stone was sieved with pore sizes of 250 µm and 150 µm, respectively. Second, chemical constituents and physical structure of this material was analyzed by using scanning electron microscope (SEM) and energy-dispersive X-ray spectroscopy (EDX) by using ZEISS/EVO 40 electron microscope. Furthermore, X-ray diffraction (XRD) spectra of pumice stone powder were recorded on Bruker D8 Advance X-ray diffractometer with Cu-Kα radiation at voltage of 40 kV and current of 30 mA. Figure 1 shows the chemical constituents of pumice stone.
Chemical constituents of pumice stone.
Pumice stone consists of 54.29% oxygen, 26.50% calcium, 11.91% silisium, 4.79% carbon, 1.33% aluminum, and 1.27% iron. Figure 2 illustrates XRD spectra of pumice stone.
X-ray diffraction spectra of pumice stone.
According to the XRD spectra results, the reflection peaks of pumice stone were 2θ = ∼26.68 and 2θ = ∼5.20. According to the XRD spectra results, the crystallinity index (Crl) of pumice stone was calculated in accordance with the Segnal empirical method by the following equation [28]
Fabrics
Properties of layers.

SPET: slotted polyester; HTPP: hollow texture polypropylene; TPP: texture polypropylene.
Coating paste
In order to apply pumice stone powder to PP fabrics, polyurethane (PU)-based coating material was used as linking agent. Furthermore, in order to prepare coating paste, RUCO-COAT PU 1110 (Rudolf Duraner), RUCO-COAT FX 8011 (Rudolf Duraner), and RUCO-COAT TH 821 (Rudolf Duraner) were mixed. RUCO-COAT PU 1110 is water based and aliphatic polyether PU dispersion in anionic form. RUCO-COAT FX 8011 is blocked isocyanate cross-linking agent in anionic form. RUCO-COAT TH 821 is synthetic thickener, acrylate in anionic structure. The coating chemicals were purchased from Rudolf Duraner Incorporated Company, headquartered in Bursa, Turkey (hereinafter referred to as Rudolf Duraner Inc.). The chemical structure of PU is given in Figure 3.
Chemical structure of polyurethane.
PU dispersion and cross-linking agent were used in the ratio of 19:1. Then, pumice stone powder was added to paste prepared at the rate of 5%, 10%, and 15%, respectively, based on the weight of paste.
Gecko effect of coating paste
The adhesion characteristic of fabric was provided by using RUCO-COAT AC 2510 water based and polyacrylic ester dispersion in anionic–nonionic form purchased from Rudolf Duraner Inc. The chemical structure of polyacrylic ester is given in Figure 4.
Chemical structure of polyacrylic ester [29].
Method
In this study, porosity, air permeability, sound absorption coefficient, thermal conductivity coefficient, and adhesive properties of surfaces consisting of two fabrics, the mixture of PU/pumice stone powder, and polyacrylic ester-based material were investigated. First, water-repellent finishing process was applied to sublayers of fabrics produced from SPET fibers. Second, sublayers of fabrics were coated with the mixture of PU and pumice stone powder in order to promote insulation properties of fabrics. After surfaces had been combined with top layer of fabrics, the multilayer surfaces were coated with polyacrylic ester-based material to provide adhesion properties.
Water-repellent finishing process
Sublayer nonwoven fabrics were applied water-repellent finishing by using RUCO-DRY DFY fluorocarbon based and purchased from Rudolf Duraner Inc. in accordance with padding method so as to impede absorbing of sublayer of PU and polyacrylic coating materials. Afterwards, the fabrics were dried by using stenter drier (ATAC Lab. Machines GK40E) at 100℃ for 5 min.
Coating
Properties of the fabrics following coating processes.

SPET: slotted polyester; HTPP: hollow texture polypropylene; TPP: texture polypropylene; PU:polyurethane.
Calculation of porosity
The porosity of material was calculated using equation (2). The values of measurement of bulk density and density of sample skeletons were replaced in the following equation

The measurement of air permeability
Measurements of air permeability were performed at the fabric surface of 20 cm2 via determination of the amount of air for 1 s at 100 Pa pressure difference and the results were stated in mm/s. The test was conducted in five different areas of multilayer surfaces in accordance with TS 391 EN ISO 9237 standard [31] and the measuring instrument is shown in Figure 5. The measurements of air permeability were iterated 10 times.
Testing instrument for air permeability.
Measurement of sound absorption coefficient
Sound absorption coefficient of materials was measured in accordance with ISO 10534-2 standard [32] by using a measuring instrument of Brüel & Kjaer Impedance Tube, which is based on two microphone transfer function method (Figure 6).
Impedance tube measuring instrument.
Brüel & Kjaer Impedance Tube consisted of two tubes whose diameters were 10 cm and 2.9 cm, respectively. The measurement of the material in the frequency range of 0–1600 Hz was conducted with the bigger tube, whereas the smaller tube was used for the measurement of the material in the frequency range of 600–6300 Hz. At one end of the tube, a loudspeaker was placed to function as a sound source. At the other end of the tube, the test material was situated so as to measure sound absorption properties. The measurements of sound absorption coefficient were iterated three times.
Measurement of thermal conductivity coefficient
Thermal conductivity coefficient of the samples was measured according to the TS 4512 Standard (TS 4512: Determination of Thermal Transmittance of Textiles, 1985) [33] by using P.A.HILTON LTD.H940 instrument shown in Figure 7. In order to measure thermal conductivity coefficient, samples with the diameter of 25 mm was primarily tested. Heat value (Q) in watt was noted from the digital screen of the instrument. The value of measurement of the thickness and the area of fabrics tested as well as heat difference were replaced in the following equation [34]
Testing instrument for heat transfer.

Results and discussion
Calculation of porosity
Skeleton and bulk densities and porosity of multilayer surfaces.

SPET: slotted polyester; HTPP: hollow texture polypropylene; TPP: texture polypropylene.
The results showed that porosity of multilayer surfaces increased with increasing concentration of pumice stone powder and with the decreasing particle size of pumice stone powder. The amount of pumice stone powder per meter square increased with the increasing concentration of pumice stone powder. Due to the microporous structure of pumice stone, the increase in the concentration of pumice stone caused the increase in microporosity of multilayer surfaces. In addition, the decrease in the particle size of pumice stone powder caused the increase in the sizes of air gaps among pumice stone particles. With regard to the results in terms of top layer of fabric, the porosity of multilayer surfaces including HTPP top layer of fabric was found to be higher than that of multilayer surfaces with TPP top layer of fabric. Moreover, the lumen layer in hollow PP fibers was considered to result in the increasing porosity of multilayer surface with HTPP top layer of fabric.
Measurement of air permeability of multilayer surfaces
In order to impede impairment of the wall onto which fabric was adhered due to airlessness, fabric produced was intended for enabling air permeability. Hence, air permeability of multilayer surfaces was analyzed and the results are given in Figures 8 to 12 pursuant to sublayer of fabrics, concentration, and particle size of pumice stone powder, respectively.
Air permeability of multilayer surfaces produced from different top layer of fabric. Air permeability of top layer of fabric woven from conventional PP fiber and 250 µm sized pumice stone powder. Air permeability of top layer of fabric woven from hollow PP fiber and 250 µm sized pumice stone powder. Air permeability of top layer of fabric woven from conventional PP fiber and 150 µm sized pumice stone powder. Air permeability of top layer of fabric woven from hollow PP fiber and 150 µm sized pumice stone powder.

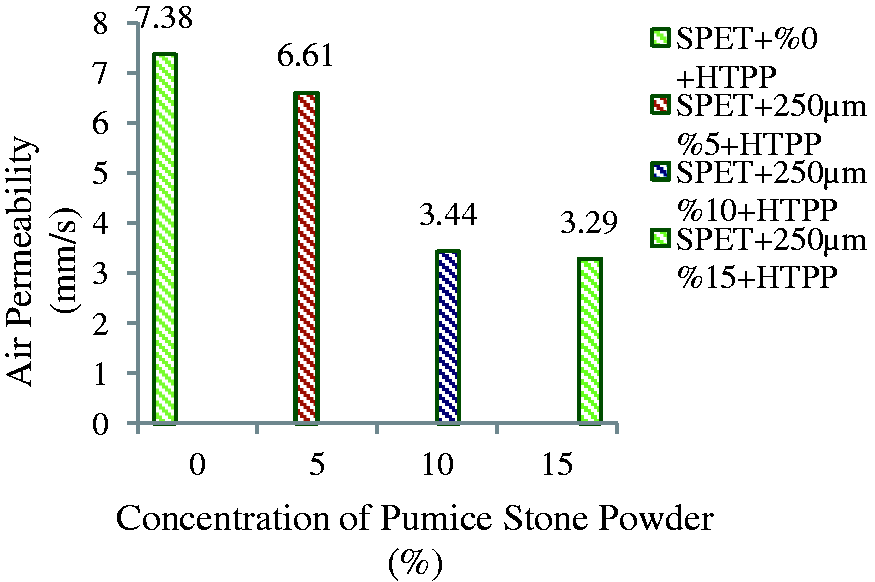
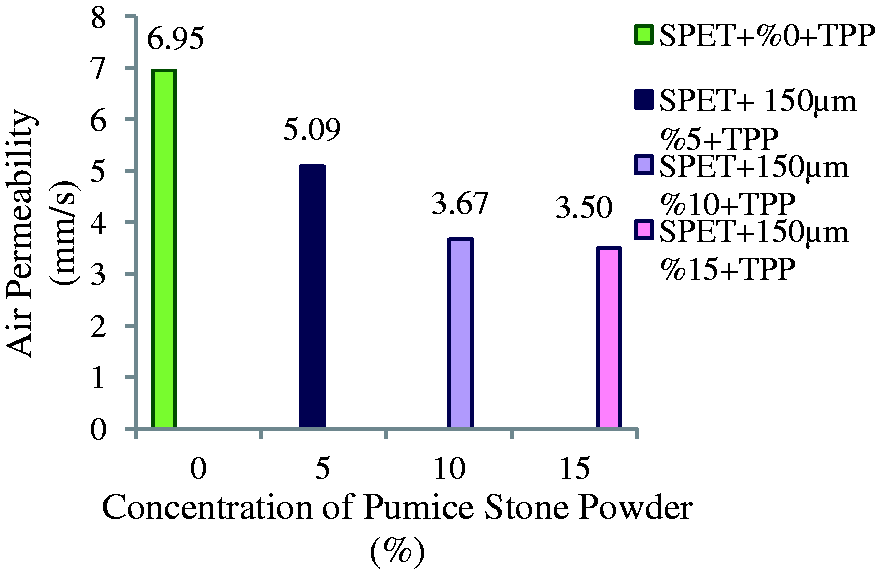

considering the results in terms of top layer of fabric demonstrates that air permeability of multilayer surface obtained from the top layer of fabric in which hollow PP fibers were used is higher than that of consisting of top layer of fabric obtained from conventional PP fiber was used. In particular, lumen layer in hollow PP fibers gave rise to the increase in air permeability of multilayer surfaces. The results of air permeability measurements show that air permeability of multilayer surfaces decreased with the increasing concentration of pumice stone powder, which, in turn, might result from filling the macro-sized pores in multilayer surfaces by the micrometer-sized pumice stone powder. Besides, the increase in the concentration of pumice stone powder was deemed to cause the increase in microporosity of multilayer surfaces. Also, air permeability of multilayer surfaces was increased with the decreasing particle size of pumice stone powder. In other words, as particle size of pumice stone decreases, so does the rate of closing macro-sized pores in pumice stone. In particular, micro-sized particles resulted in better air permeability properties as opposed to macro-sized particles. Furthermore, porosity of samples increased with the decreasing sizes of pumice stone particles, which resulted from the increase in air permeability of multilayer surfaces.
Measurement of sound absorption coefficient of multilayer surfaces
Sound absorption coefficients of multilayer surfaces are given in Figures 13 to 17. Further, Figure 13 shows sound absorption coefficients of multilayer surfaces according to top layer of fabric.
Sound absorption coefficients of multilayer surfaces produced from different top layers of fabric. Sound absorption coefficients of top layer of fabric woven from conventional PP fiber and 250 µm sized pumice stone powder. Sound absorption coefficients of top layer of fabric woven from hollow PP fiber and 250 µm sized pumice stone powder. Sound absorption coefficients of top layer of fabric woven from conventional PP fiber and 150 µm sized pumice stone powder. Sound absorption coefficients of top layer of fabric woven from hollow PP fiber and 150 µm sized pumice stone powder.




Upon consideration of the results in terms of top layer of fabric, sound absorption coefficients of multilayer surfaces consisting of the top layer of fabric in which hollow PP fibers had been used were noted to be higher than those of the multilayer surfaces in which the top layer of fabric obtained from conventional PP fiber had been used. Furthermore, porosity measurements showed that lumen layer in hollow PP fibers caused the increase in the amount of air within multilayer surfaces, whereas sound absorption coefficients of multilayer surfaces increased with the increasing porosity of surfaces. Besides, the thickness of multilayer surfaces consisting of the top layer of fabric in which hollow PP fibers (3.70 ± 0.05 mm) was negligibly higher than that of multilayer surfaces in which top layer of fabric obtained from conventional PP fiber (3.50 ± 0.05 mm) was used. Therefore, differences among the thicknesses of top layer of fabrics were deemed as not to influence sound absorption properties.
Figures 14 to 17 show sound absorption coefficients of multilayer surfaces in accordance with concentration and particle size of pumice stone powder.
The abovementioned values indicated considerable amount of differences between sound absorption coefficients of multilayer surfaces ranging from 100 to 1600 Hz frequency. The differences among sound absorption coefficients following 1600 Hz were investigated. Moreover, the results demonstrated that sound absorption coefficients of multilayer surfaces were lower at low frequencies, the reason of which was considered as the highness of the length of sound wave and lowness of the amplitude and, consequently, the ability to pass over the backside of the contacting surface of the sound was easy. Sound absorption coefficients of multilayer surfaces attained the maximum values at 3150–4000 Hz, the reason of which was deemed as the maximum sound absorption efficiency of multilayer surfaces, shortening the length of the sound waves, and increasing the amplitudes. Along with the increase in the amplitude, the increasing interactions between the sound waves and the absorbing surface were deemed to result in the increase in frictions and the amount of the sound energy which transformed into loss of heat energy. On the one hand, sample with the highest sound absorption coefficient in the frequency range of 1600–6300 Hz was the multilayer construction consisting of the top layer of fabric which was weaved from textured weft yarn, and which, in turn, was obtained from hollow PP fiber involving pumice stone powder in the concentration of 15% and in the particle size of 150 µm. On the other hand, sample weaved from textured PP weft yarn without including pumice stone powder had the lowest sound absorption coefficient in the abovementioned range. As a result of measurements of all the samples, one can conclude that sound absorption coefficient increased with the increasing concentration of pumice stone and the decreasing pumice stone particle size. Porosity of multilayer surfaces increased with the increasing concentration of pumice stone and the decreasing particle size of pumice stone. As the porosity of material increased, the capacity of sound absorption of material also increased. Furthermore, this increase resulted from the micropores, silicate, calcium oxide, iron oxide, and aluminum oxide within pumice stone. The microporous structure of pumice stone is shown in Figure 18.
SEM image of pumice stone.
Sound waves were transformed to loss of heat energy as a result of friction between sound waves and micro-sized air gaps. Furthermore, sound waves were absorbed by means of friction with the layer enclosing air gaps which was based silicate, calcium oxide, iron oxide, and aluminum oxide.
Moreover, sound absorption coefficients of multilayer surfaces were deemed to increase with the decreasing particle size of pumice stone because the roughness of surface increased. Consequently, frictions between sound and multilayer surfaces were considered to increase with the increasing surface roughness.
Measurement of thermal conductivity coefficients of multilayer surfaces
Thermal conductivity coefficients of multilayer surfaces were calculated according to the Fourier law. The area of samples was 4.91 × 10−4 m2 and the thickness of the multilayer construction in which textured PP weft yarn had been used as top layer of fabric was measured as 3.50 ± 0.05 mm, whereas the thickness of those in which textured yarn obtained from hollow PP fiber had been used as top layer of fabric was measured as 3.70 ± 0.05 mm by using James Heal Thickness Gauge measures. Figure 19 shows thermal conductivity coefficients of multilayer surfaces with respect to top layer of fabrics.
Thermal conductivity coefficients of multilayer surfaces produced from different top layer of fabrics.
Upon consideration of the results in terms of top layer of fabrics, one can conclude that heat transfer coefficients of multilayer surfaces consisting of the top layer of fabric in which hollow PP fibers were used were higher than those of the multilayer surfaces in which the top layer of fabric obtained from conventional PP fiber was used. Another result was that thickness and density influenced thermal conductivity coefficients of samples. Furthermore, the results showed that the increase in density decreased thermal conductivity coefficient. The decrease in thickness gave rise to the increase in density. In more detail, the amount of fiber per square meter increased with the increasing density insomuch as the decrease in thickness in the same area. In other words, the increase in the amount of fiber could be deemed as the increase in density, which, in turn, was considered as the decrease in thermal conductivity coefficient. In general, thermal conductivity coefficient decreased with the increase in density of material [35].
Figures 20 to 23 show the thermal conductivity coefficients of multilayer surfaces with respect to concentration and particle size of pumice stone powder.
Thermal conductivity coefficients of top layer of fabrics woven from conventional PP fiber and 250 µm sized pumice stone powder. Thermal conductivity coefficients of top layer of fabrics woven from hollow PP fiber and 250 µm sized pumice stone powder. Thermal conductivity coefficients of top layer of fabrics woven from conventional PP fiber and 150 µm sized pumice stone powder. Thermal conductivity coefficients of top layer of fabrics woven from hollow PP fiber and 150 µm sized pumice stone powder.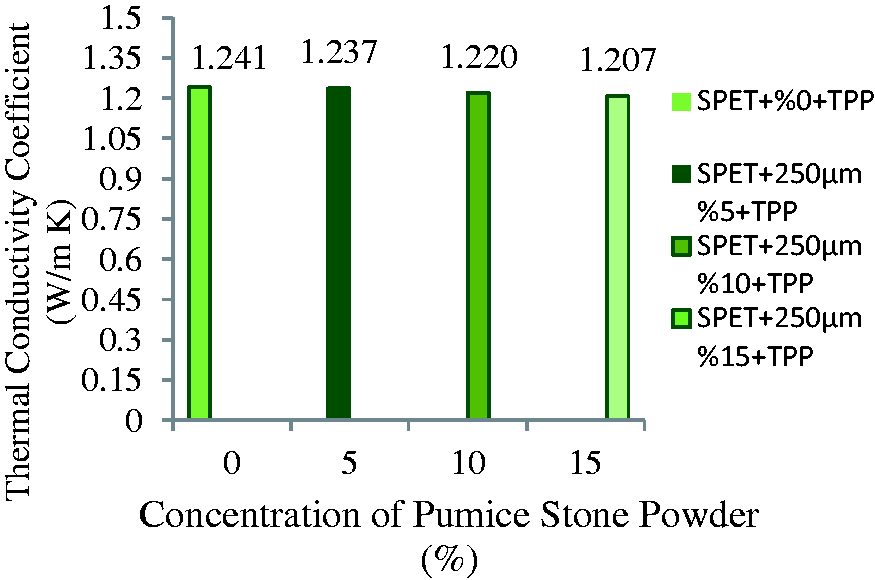



According to Figures 20 to 23, thermal conductivity coefficients of multilayer surfaces decreased with the increasing pumice stone powder. In particular, porosity, the amount of micropores, silicate, calcium oxide, iron oxide, and aluminum oxide increased with the increasing concentration of pumice stone powder per unit area. Silicate-based structure, composition, and the low thermal conductivity coefficient (0.080–0.12 W/m K) of pumice stone resulted in the decrease in thermal conductivity coefficients of multilayer surfaces. In addition, thermal conductivity coefficients of multilayer surfaces decreased with the decreasing particle sizes of pumice stone, resulting from the increase in porosity.
Thermal conductivity coefficients of the insulation materials in the former studies in comparison with those conducted in the latter studies.
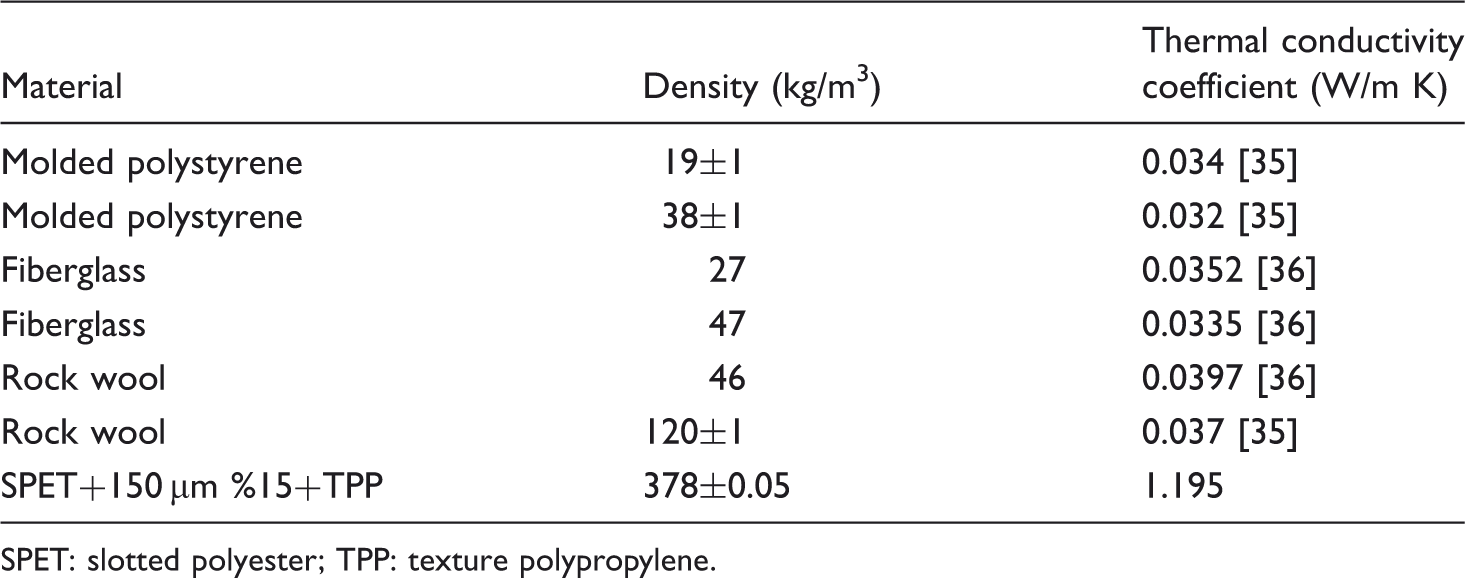
SPET: slotted polyester; TPP: texture polypropylene.
In this study, the comparison between samples with the optimum thermal conductivity and the former samples whose thermal conductivity coefficients were investigated indicated that samples with the optimum thermal conductivity coefficient were valued at high levels. More generally, thermal conductivity coefficient of materials does not only depend on density, temperature, and moisture of material but also depends on atomic, macromolecular, and chain structure as well as interaction with molecular chain or fiber [36].
Analysis of adhesion properties
In order to evaluate the adhesion behavior of technical fabrics produced, a testing apparatus was prepared. The samples were prepared in an area of 100 cm2 so as to analyze the adhesion properties. Subsequently, these samples were adhered onto the wall and 2.5 kg mass was hanged for 60 min in the relative humidity of 65 ± 2% and at the temperature of 20 ± 2℃. Consequently, all the multilayer surfaces still maintained their adhesive position on the wall.
Conclusion
This study aimed the investigation of the effect of concentration and particle size of pumice stone and top layer of fabric type on porosity, air permeability, sound absorption, and thermal conductivity coefficient of multilayer surfaces. Upon research of the literature regarding the application of acoustic and thermal insulation, TPP yarn, SPET, and PP fiber were selected as the optimum raw materials. The different surfaces produced from SPET and the TPP yarn, which was produced from conventional and hollow fiber were combined using PU-based material. On the other hand, pumice stone powder was used to promote acoustic and thermal insulation properties of multilayer surfaces. Furthermore, polyacrylic ester-based material was used to provide multilayer surfaces with the adhesion property. The use of wall fabric obtained from the abovementioned multilayer surfaces was intended. The measurements of air permeability of these surfaces point out to their porous structures. Moreover, porosity of multilayer surfaces decreases with the increasing concentration of pumice stone powder. In other words, porosity increases with the decreasing particle size of pumice stone powder. Consequently, air permeability, acoustic, and thermal insulation properties of multilayer surfaces were enhanced with the increase in concentration of pumice stone powder and the decrease in particle size of pumice stone. As a result, the increase of porousness at microdimensions, porosity, and the amount of composites within the structure of pumice stone per area of multilayer surfaces were concluded to enhance air permeability, acoustic, and thermal insulation of multilayer surfaces.
According to XRD analysis of pumice stone, one can conclude that the crystallinity index of pumice stone was high due to the lowness of the acoustic and thermal insulation capacity of multilayer surfaces. In addition, if pumice stone was more amorphous, the acoustic and thermal capacity of multilayer surfaces would be higher.
Consequently, these surfaces can be employed in buildings so as to provide acoustic and thermal insulation. Besides, these surfaces have adhesion to any surface as well as air permeability not to impair any surface arising out of airlessness.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.