
Abstract
Shear modulus is a critical factor that significantly influences the mechanical properties and overall performance of these textiles. Understanding the mechanics behind fabric performance during forming operations is of paramount importance, especially given the diverse use of various fabric types as key components in composite products. Fabric's ability to undergo shear deformation is a pivotal attribute in forming and facilitating the transformation of 2-dimensional preforms into intricate 3-dimensional structures. In numerous industrial applications, the manufacturing of composite materials heavily relies on carbon and Kevlar fibers. This research investigates the relationship between shear stress and wrinkling in single-layer structures. The investigation involved woven fabrics composed of carbon, Kevlar, and hybrid carbon-Kevlar configurations. The study encompassed an assessment of shear characteristics, wrinkling force, and fabric stiffness for each fabric variant. To comprehensively analyze the intricate interplay among in-plane shear characteristics, fabric parameters, and tow properties in the scope of shear behavior, the study's findings underwent meticulous scrutiny. Selected tow and fabric parameters exhibit a substantial paired association with the fabric shear modulus, a deduction derived from analysis of experimental results. The formulated fabric shear index serves as a valuable tool for categorizing the fabric's response to shear forces. The shear force component that triggers the onset of buckling demonstrates a proportional relationship with the cube root of the fabric shear modulus. This observation sheds light on the intricate connection between shear properties and mechanical behavior, offering valuable insights into the fabric's performance under various conditions.
Introduction
Shear modulus measurements play a crucial role in ensuring that fabrics perform as expected in various applications, from fashion and apparel to advanced composite materials. Understanding and controlling shear modulus helps designers and engineers optimize fabric properties for comfort, performance, and functionality in their intended applications.
The woven fabric undergoes various weight applications to determine the optimal shape that aligns with its intended purpose. The way the fabric drapes significantly influences both the appearance and comfort of the garment. 1 Fabric shear rigidity, a crucial factor governing fabric draping, is related to fabric stiffness. The acceptability of woven fabrics for clothing hinges on their shear properties. 2 Shearing of fabric is vital for creating intricate 3-dimensional shapes in composite materials, where the fabric needs to adopt complex configurations.
It was observed that the most significant shear angular deviation occurred when wrinkles assumed their characteristic forms. 3 Shear deformation manifests in three stages: shear without tow sliding, shear with tow sliding, and tow jamming, as evident from the fabric shear stress/strain curves. When two tow systems, such as warp and weft tows in woven fabric, approach jamming, friction at the crossover points primarily resists shear deformation. This frictional resistance arises due to tow contacts, causing resistance when attempting to slide past each other. 4 Fabric buckling pertains to the fabric's ability to accommodate a different shape without wrinkling. 5 In high-performance composite component design and development, buckling of fiber-reinforced laminated plates raises concern.6,7
The rapid expansion of using high-performance fibers like carbon and Kevlar in textile polymer composites has been notable. Industries, such as automotive, extensively employ technical fabrics. Woven cloth finds application across diverse textile products. The composite manufacturing employs various techniques, including bending 2D fabrics into desired 3D shapes. 8 The interaction between the friction coefficient and transverse stiffness of tows highlights their role in the material sensitivity analysis. The friction coefficient is especially crucial as strands interact just before jamming during fabric shearing. 9
Large fabric deformation during preform creation results in significant wrinkling during sheet formability, impacting composite creation. Consequently, each production method imposes specific structural design constraints. The weave pattern influences the reinforcement's deformability due to in-plane shear mechanisms. 10 The fabric permeability’s alteration by performing faults and deformation state variations can affect impregnation.11–14 Liquid composite molding processes, particularly resin transfer molding, may be affected by performing defects, influencing final composite quality.15,16
The presence of defects, such as wrinkling, can limit behavior in specific deformation modes. Decreased in-plane shear and increased laminate wrinkling characterize reduced formability. In multi-laminate structures, the amount of wrinkling is intricately linked to fabric lay-up. Increased orientation between tows of different plies reduces formability.8–17 With greater laminate relative orientation, the compressible neighboring ply region becomes less deformable, intensifying wrinkling.
Carbon-Kevlar hybrid reinforcement is frequently employed where strength and impact resistance are crucial for deep press forming. Yet, research on hybrid reinforcement performance remains limited. Such hybrid reinforcement is preferred when both strength and impact resistance, as seen in protective helmets or car bumpers, are needed.18–20
Maximizing component structural performance often involves using multi-layer reinforcements with varying ply orientations. However, the relative orientation’s effect on deformation characteristics presents a potential for defects. 18 Inter-ply friction within laminate structures can impact crease or fold behavior. Friction between adjacent plies hinders relative sliding, contributing to crease worsening. 21
To assess textile reinforcement material in-plane shear behavior, methods like fabric shear compliance and locking angle measurements can be used.22,23 Fabric shear measurement methods include the twisting method, Direct Shear Force Measurement method, Bias-Extension test method, and Picture Frame test method. 24 Friction between fabric tows significantly affects shear stress and is interrelated. The variables influencing fabric shear behavior can be identified through the twist method.23–25
The characteristics of tows used in fabric creation significantly impact flexural rigidity. Flexural rigidity pertains to a fabric’s resistance to bending or folding under external forces. 26 Fabric behavior post-locking is influenced by tow material characteristics, transverse compaction resistance and flexural stiffness. Therefore, fabric wrinkling initiation depends on testing kinematics, fabric geometry, and tow material qualities. Although pre-locking stage fabric behavior has been studied extensively, the mechanism behind post-locking deformation remains not fully understood. 27
Carbon fibers, renowned for their high strength and stiffness, are extensively used in woven fabrics. While they offer high tensile strength and elasticity, their high stiffness can lead to brittleness and delamination under certain loads. Kevlar’s inclusion in woven textiles is due to its exceptional impact and abrasion resistance. Preferred for impact-resistant materials, Kevlar fibers possess higher tensile strength and lower elastic modulus compared to carbon fibers. By combining both fibers, carbon-Kevlar hybrid woven fabrics achieve a balance between rigidity and impact resistance.
The shear properties of the fabric inherently influence the shear properties of its composites. The mechanical behavior of composite materials is intrinsically tied to their constituent materials, including fabric reinforcement. Fabric shear properties, including shear modulus and shear strength, play a pivotal role in how the composite material responds to applied forces, particularly shear stresses or deformations. 28 Therefore, any alterations or enhancements in fabric shear properties can result in corresponding changes in composite shear properties. Understanding and optimizing fabric shear properties are vital steps in tailoring composite mechanical performance for specific applications, spanning aerospace, automotive engineering, construction, and beyond. 29
The article aims to explore the relationship between shear modulus and tow characteristics in woven carbon, Kevlar, and carbon-Kevlar hybrid textiles, highlighting the interaction with fabric structure for an improved understanding of in-plane shear behavior in high-performance woven fabrics.
Materials and methods
Samples properties
Carbon tow bundles or strands are referred to as “Carbon tows.” Numerous thousands of individual carbon fiber filaments are bundled together to form a fiber tow, also known as a ribbon. The number of filaments, thickness, and width is the Carbon tows’ specifications. The tow strengths were tested according to ASTM D4018. The tow thickness was measured according to ASTM D1777, while the tow width was measured by a micrometer.
The mechanical and specification parameters of tows.
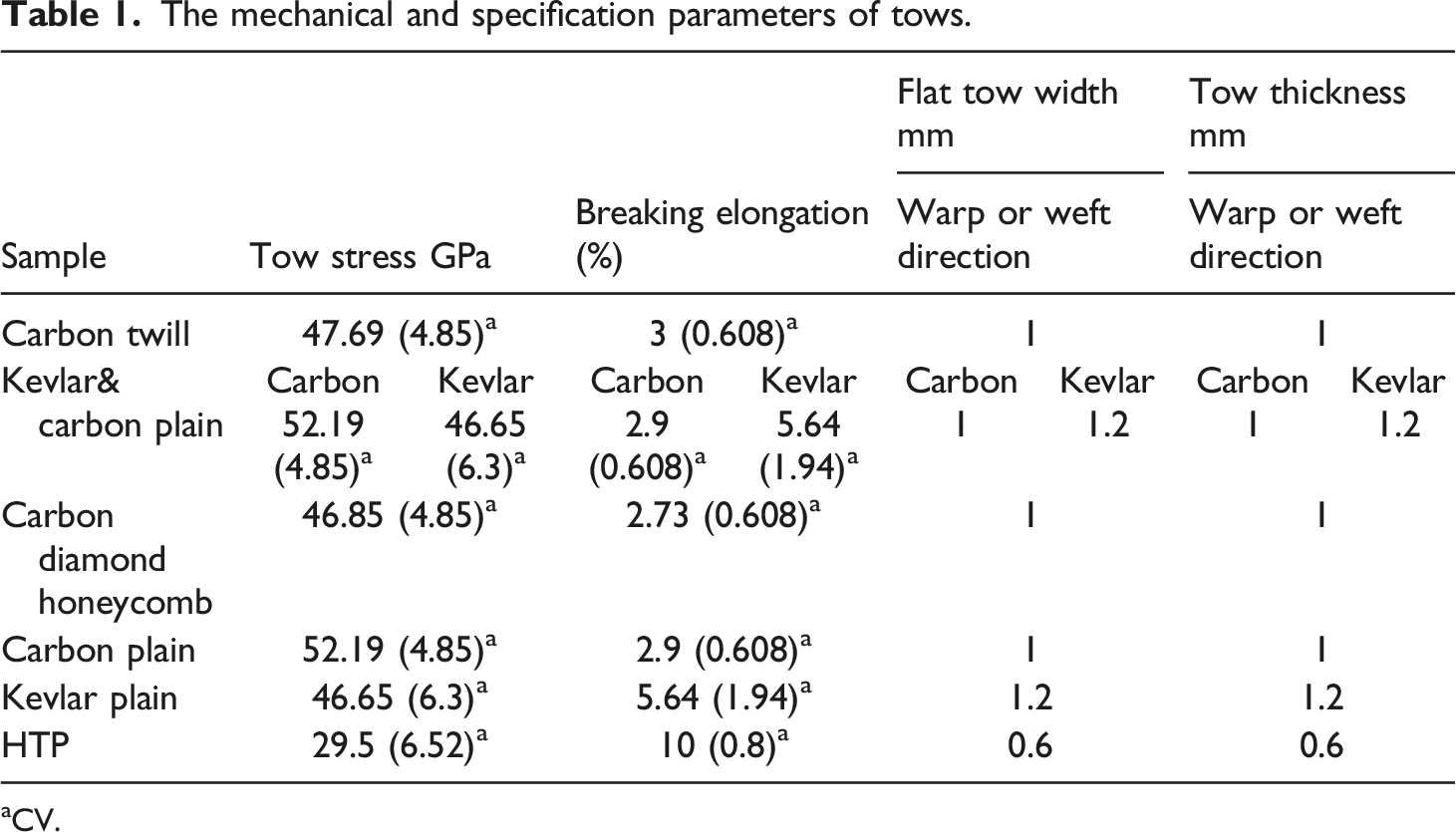
aCV.
Carbon, kevlar tows, and fabric bending rigidity
Based on Peirce’s cantilever testing procedure, in which a tow bends under its own weight, ASTM D1388, is the test method for measuring a tow’s effective bending rigidity. The average value for the tow’s bending rigidity was obtained from five measurements. 27 To compare the properties of the tow and the fabric flexural rigidity and modified tow flexural rigidity were used.
The flexural rigidity of the fabric = W (l/2)3
W is the weight per unit area of the fabric in milligrams/cm2
l is bending length overhanging length in cm
Carbon tow refers to a bundle of carbon fibers used in composite materials. To calculate the flexural rigidity of a carbon tow, you need to consider the properties of the individual carbon fibers and the geometry of the tow.
Flexural rigidity of single tow = W t (l t /2)3
W t is the weight per unit area of the tow in milligrams/cm2, l y is the bending length, overhanging tow lengths in cm.
To compare the flexural rigidity of the tow with that of fabric modified tow flexural rigidity was introduced.
The modified tow flexural rigidity = flexural rigidity of single tow x number of ends per meter.
Fabric sample properties
Fabric’s physical and mechanical properties.

aHigh-tenacity polyester.
Setup for measuring fabric in-plane shear property
The apparatus design facilitates testing of the fabric on a horizontal plane to account for the influence of fabric weight on the observed shear force value. This setup enables the measurement of the pure shear force of the fabric. A schematic representation of the shear configuration is depicted in Figure 1, illustrating one end clamped in a movable jaw that can oscillate, while the other end is affixed to a force transducer via a clamp. To generate shear force on the sample, the movable jaw is directed to move in a linear trajectory. Throughout the application of shear force, the fabric sample maintains a horizontal orientation. The shear force is continuously monitored during jaw movement and recorded on a laptop. Simultaneously, a high-speed camera captures images of the fabric, and the video is also recorded on the laptop to calculate the shear angle. Three samples of each fabric variant are examined to determine fabric shear force measurements concerning the shear angle. The shear force exerted on the sample was monitored until the occurrence of wrinkling. In the case of fabric, the sheared area corresponds to the actual area of tows involved in the sample shear. The fabric sample is shaped as a 100 × 100 mm square. The movable jaw shears the fabric specimen until the onset of wrinkling, at which point it changes direction to shear the fabric specimen in the opposite direction, while simultaneously measuring the shear force. Set-up for measuring the fabric shear properties.
The technique is employed to measure the initial shear modulus and the pure fabric shear force. As shown in Figure 2, the sample initiates the application of shear force at low shear angle values. As the shear angle increases, the specimen will start to buckle before the threads reach jamming point. The movable jaw halts and then reverses direction to capture the hysteresis in the shear stress-shear strain relationship. The following equations can be employed to deduce the initial shear modulus, shear moment, and pure shear force: Fabric shearing.
For each sample, three tests were conducted. The average shear force was recorded across varying shear angles.
Shear Force (Fs) N
Shear Stress = (F/A) MPa
Shear Strain = Δy/Lo, Shear Modulus = Shear Stress/shear Strain = (F/A)/(Δy/Lo) MPa,
Pure fabric shear moment = Fs × Lo kN.m.
Here, Fs denotes the force measured by the load cell, and Lo represents the distance between the fixed and movable jaw. A signifies the sheared area, and t indicates the fabric thickness.
The actual area of the fabric subjected to shearing (A = l x t)
Where l and t represent the widths of all the tows involved in the shearing and the thickness of the sheared fabric, respectively. To ascertain the shear force of the fabric sample under analysis, three experiments were conducted.
Measurement of inter-tow friction between warp and weft tows
Friction measurements were conducted between the warp and weft strands. The weft tow was threaded through the warp strands, as illustrated in Figure 3, arranged on a stationary frame. The friction at the point of intersection between the strands was quantified by measuring the force needed to move the weft tow. The assessment of friction between the warp and weft tows was performed using the same apparatus shown in Figure 1, with some modifications made to immobilize one set of tows and allow movement of one end of the interlaced tow. The objective was to ascertain the force required to move the tow, simulating the condition of tows crossing under shear forces. Measurement of friction between the warp and weft tows.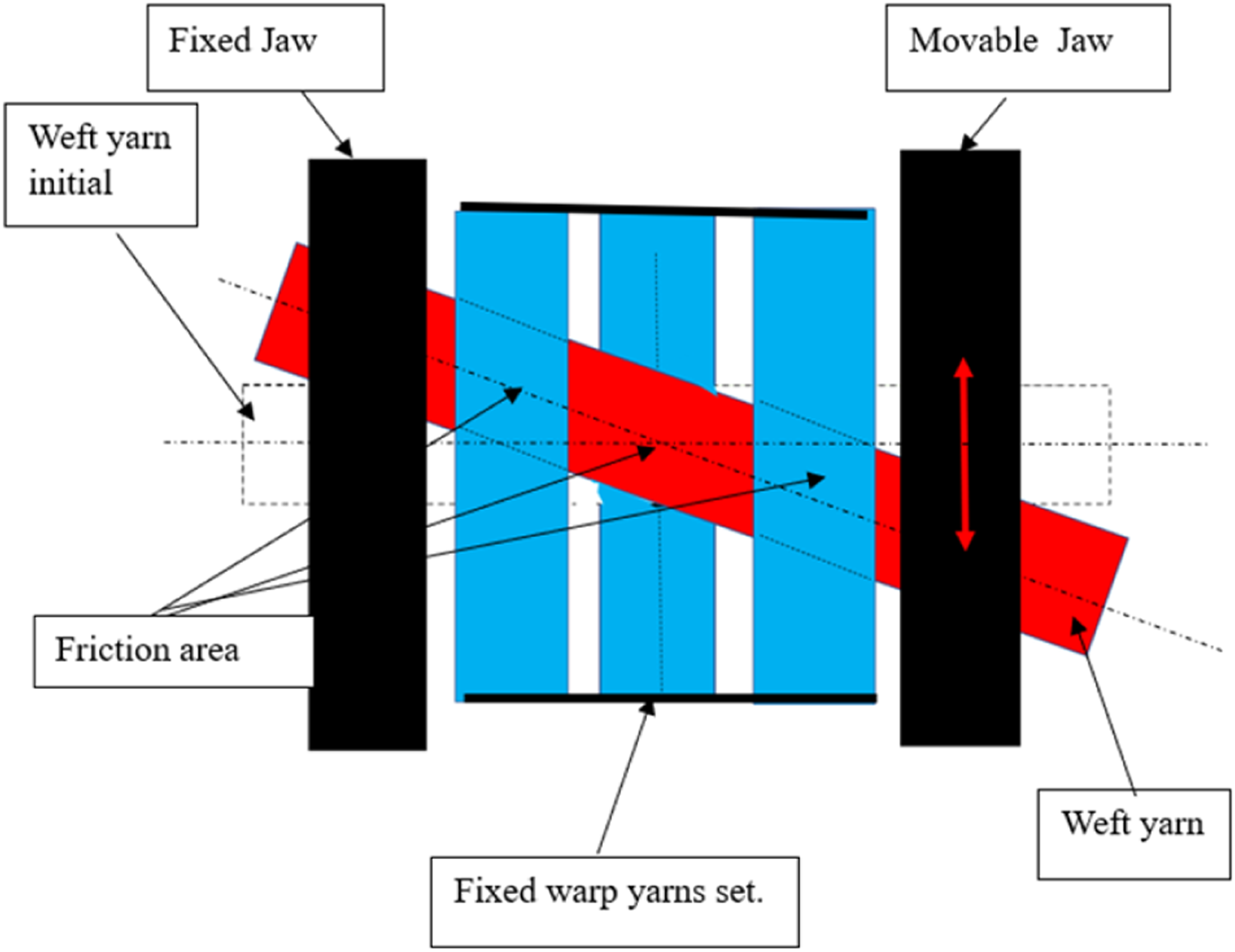
Shear deformation occurs in four stages: initially shear without tow sliding, followed by shear with sliding, further shear with sliding, and finally jamming. Initially, friction at the warp and weft cross-over points impedes shear deformation, succeeded by the action of elastic forces as the warp and weft tow systems reach shear locking and fabric wrinkling. As a result of tow sliding, the fabric’s bending stiffness is lower than its axial stiffness in the tow directions, especially for non-crimp fabric (NCF). 30
Analysis of shear behavior in different samples
The relationship between shear force and shear angle for the various samples is depicted in Figure 4. Diagram of shear force versus shear angles for different samples.
Shear force and shear angle exhibit different responses, as indicated by the measurement results.
Fabric shear differs from that of a due to several factors
The fabric is composed of two sets of tows: warp and weft, perpendicular to each other and overlapping at their intersections. Neither of the tow pairs is in proximity to each other unless the fabric becomes jammed. If friction forces at the tow intersection points exceed the bending force applied to the tow body, the tows may bend. Conversely, in low-friction scenarios, the shear force causes tows to slide over the opposite set of tows. In situations with low friction coefficients and high tow stiffness, a higher shear force is needed to deform the fabric. An increase in fabric cover factor leads to an increase in the expected fabric shear modulus. Fabrics with more tow crossings exhibit higher shear modulus values. The initial shear modulus of fabric rises with higher warp or weft density per centimeter, which enhances fabric stiffness. This, in turn, results in noticeable out-of-plane wrinkles originating from significant in-plane shear zones. As the shear angle increases, tension force might be exerted, leading to anticipated tension-shear deformation—the deformation occurring when the tow is initially extended.
When a fabric undergoes shear deformation, strain is experienced in the direction perpendicular to the applied force. If shear strain surpasses a specific threshold, wrinkles can form in the fabric. Consequently, the fabric wrinkles even when draped over a curved surface under its own weight. Figure 5 provides a snapshot of various samples hanging freely over a 125 mm-diameter ball, depicting the fabric’s free draping on the ball. After draping, the three-dimensional deformation shapes of the fabric result in changes in warp-weft angles and wrinkles.
8
Wrinkling of the different samples under their own weight. (a) Carbon – Kevlar plain weave fabric. (b) Carbon twill weave fabric. (c) Kevlar plain weave fabric. (d) Carbon diamond weave fabric.
The fabric’s ability to be formed is constrained by wrinkling, which depends on the shear modulus of the fabric and may significantly lower the performance of the composite. Fabric wrinkling brought on by compressive forces acting in-plan. The critical “locking angle,” or critical shear angle, is the shear angle at which buckling first appears.31,32
Relationship between fabric shear properties and wrinkling behavior
The interplay between shear measurement data and wrinkling behavior illustrates the connection between a material’s mechanical response to shear stress and its tendency to display wrinkling or surface distortions. Shear stress application on a material induces a combined effect of normal and shear deformation. While normal deformation causes alterations in the material’s height, shear deformation leads to changes in shape or surface texture. Wrinkling, a specific deformation form, emerges when localized compression or buckling transpires in the material due to the compounded impact of shear and normal stresses.
Shearing in woven fabric transpires through the relative movement of two sets of tows: warp and weft, proceeding in orthogonal directions. During the fabric’s shearing process, the forces affecting the tows undergo continuous changes. The unit cell of a plain-woven fabric, along with geometric parameters such as tow diameter, thread spacing, and crimp contraction, correlates with the fabric’s specifications. Figure 6 illustrates the initial structural diagram of a weave repeat during the application of in-plane shear force. Phases of geometric disposition of threads in woven structures under shear forces. (a) The geometry of the plain-woven structure. (b) The geometry of the plain-woven structure at an intermediate stage. (c) The geometry of the plain-woven structure at the Shear-looking stage. (d) The geometry of the plain-woven structure at the post-looking stage fabric wrinkling. (e) The geometry of the plain-woven structure’s deformation.
The analysis of the shear force reveals two primary components. Firstly, the shearing force tends to push the weft tow aside against the acting friction forces. Secondly, tension arises from the other component, causing the weft tow to extend until crimp removal. The fabric undergoes dimensional changes until reaching a critical value. An escalation in shear force leads to fabric shear buckling, as depicted in Figure 6(b). At the intersections, the warp and weft tows become crimped over each other, as shown in Figure 6(d).
Prior to the locking stage, tow movements during shear exhibit distinct behavior compared to the post-locking stage. The subsequent application of shear force following locking is determined by material characteristics and tow structure, such as transverse compaction resistance, flexural rigidity, and fiber volume fraction. 29 Consequently, the warp and weft directions slide against each other, counteracting friction at the tows’ intersection until they’re adjacent, as illustrated in Figure 6(c). The fabric after shear locking is presented in Figure 8(d), displaying maximum fiber volume percentage as a result of firm compression due to shear stress. No further fabric deformation under in-plane shear occurs for a component of the shear force, as the fabric’s buckling force balances it after post-shear locking. Depending on fabric design, warp and weft intersect at different points to shape the fabric.
When subjected to in-plane shear force, the weft tow slides aside to counter the applied force. As depicted in Figure 6(d), the warp and weft tow intersection allows fabric buckling under shear force, resulting in wrinkles. Consequently, the fabric curves to supply a buckling force that opposes the shear force component in the fabric plane’s direction. This indicates that the fabric bends due to increased normal forces between overlapping tows at weave intersections, enhancing sliding friction during fabric deformation, as shown in Figure 6(e).33–37
The correlation between shear and wrinkling behavior can be further understood through theoretical models, empirical observations, and experimental studies. These can yield an analytical model describing material wrinkling under shear, accounting for elastic properties, geometric constraints, and boundary conditions. Such models elucidate wrinkling mechanisms and provide guidelines for designing structures to control or minimize wrinkling.
Given the fabric’s thinness, simple shearing-induced deformations can be simulated using the theory of thin plates.5,38 Consequently, the fabric’s buckling deformation under applied force relies on its bending stiffness. The critical buckling force is thus expressed as:

The constant C is derived from experimental data.
In terms of wrinkle formation, the shear modulus of the different samples plays a critical role. Let’s start by defining the shear modulus. The shear modulus, also known as the modulus of rigidity, quantifies a material’s resistance to deformation caused by shear stress. For woven fabrics, the shear modulus establishes the material’s ability to endure shear forces, as occurs during bending or torsion. The shear modulus of woven fabrics is notably influenced by tow characteristics and fabric design. The fabric’s shear modulus is impacted by factors like the cross-sectional shape, tensile strength, and elastic modulus of the tows. 40 Additionally, the fabric’s design and specifications contribute to this. The provided table offers an analysis of diverse fabric shear moduli, tow properties, and fabric characteristics.
Different fabric shear modulus and tow and fabric properties.
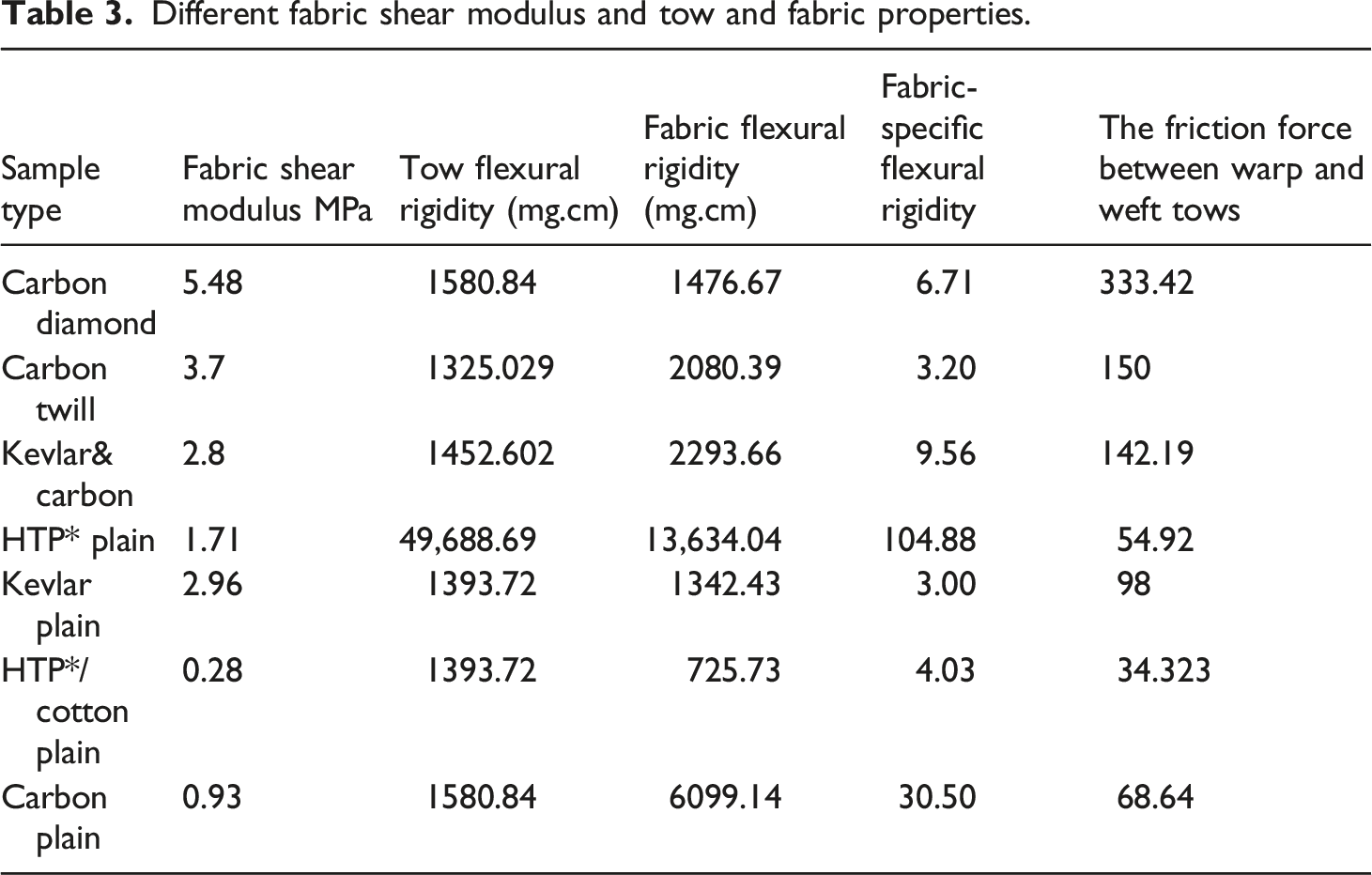
Figure 7 shows a comparison of the shear modulus of the different samples. The shear modulus of different fabrics.
The shear modulus values for the various fabric types are depicted in Figure 7. The analysis of Figure 7 reveals the following insights: • The carbon fiber fabric exhibits the highest shear modulus value, while the HTP/cotton fabric displays the lowest value. • In samples of carbon/Kevlar with Kevlar strands used as the weft, the shear modulus experiences a further decrease. The utilization of carbon/Kevlar plain weave leads to a reduction in the shear modulus, indicating that Kevlar is more flexible and possesses a lower coefficient of friction compared to carbon tows. • The fabric design of the carbon fabric influences the shear modulus value due to differences in the number of tow intersections in diamond fabric and twill carbon fabric. • The HTP/cotton sample has the lowest shear modulus value, which can be attributed to the lower stiffness of cotton tow when compared to HTP tows. This reduction in stiffness diminishes its resistance to applied shear forces.
Based on the investigation’s findings, the fabric’s shear modulus values are contingent on multiple factors, including the properties of both the tow and the fabric, particularly their flexural stiffness, as well as the maximum friction force between the warp and weft tows.
Effect of certain tow properties on shear modulus
Effect of friction between tows on fabric shear modulus
The mechanical properties of a fabric are intricately linked to its formability, with crucial influencing factors being the friction present at the intersections of warp and weft tows, along with their bending stiffness.
23
In Figure 8(a), the friction force’s value is illustrated over time as the tow slides between two interlaced tows. The force reaches its peak value, necessary for sliding the tows over one another, and then gradually decreases. A higher shear modulus is the result of minimal tow movement at intersection points with elevated friction between weft and warp tows. This correlation denotes that the fabric’s shear modulus increases with the level of friction that prevents the warp and weft tows from sliding past each other. Shearing deformations within the fabric manifest as the shear angle θ increases, leading to reduced gaps between tow sets and the onset of shear locking.
41
(a) Record of friction force versus time (sec). (b) The shear modulus and the value of maximum frictional force for different fabrics. (c) Shear modulus versus maximum friction force.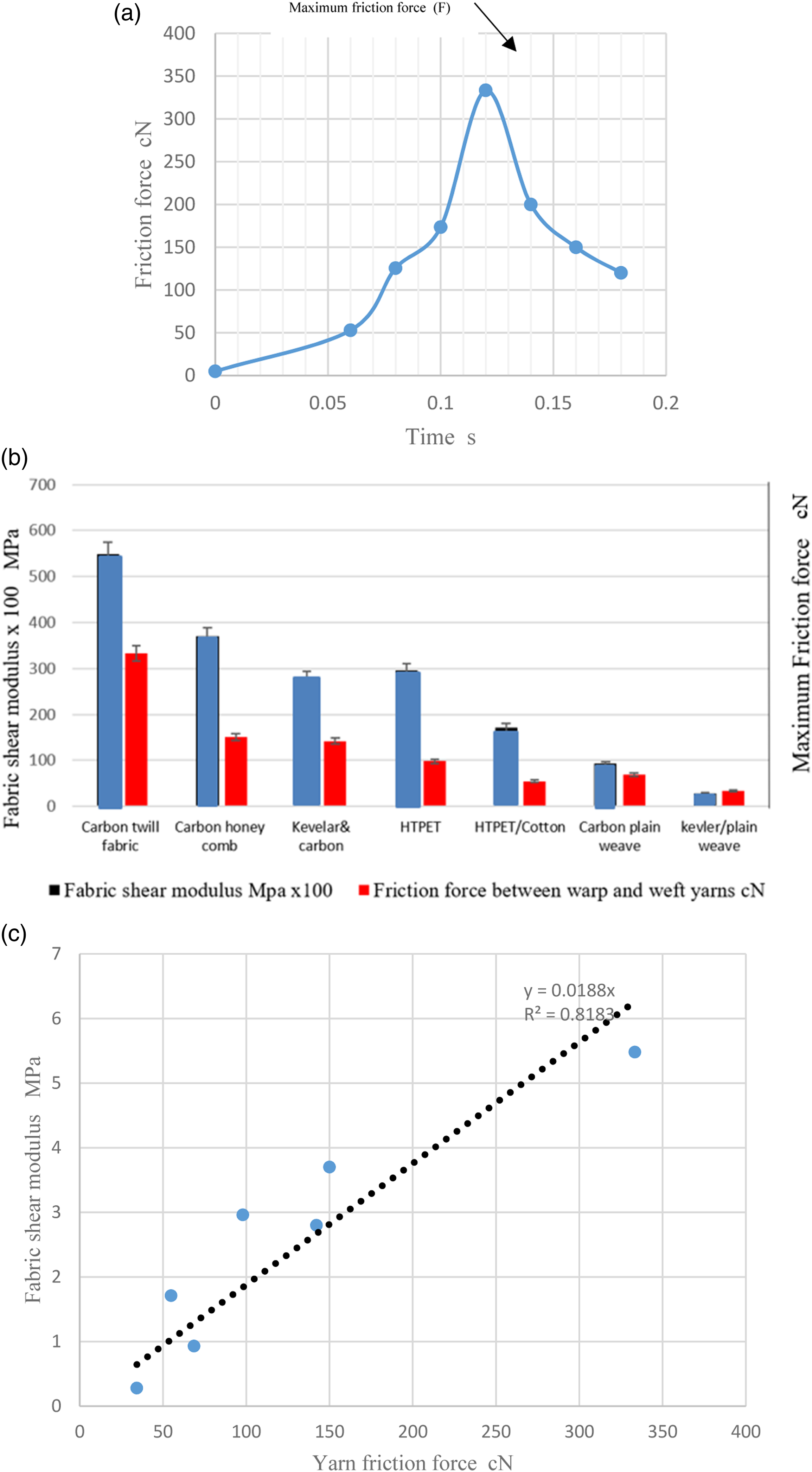
The fabric's deformation during shear is impacted by tow-to-tow friction; an increase in friction amplifies shear force, while the opposite holds true. Easier fabric deformation under shear occurs when tows possess low friction properties, leading to jamming at a lower shear force.23,39 A substantial initial shear stress is required for significant inter-tow friction, which in turn elevates the shear modulus value. This trend is also observed in fabrics featuring a greater number of intersections per fabric unit. Figure 8(b) graphically displays the shear modulus and the maximum frictional force values for various fabrics. Meanwhile, Figure 8(c) underscores the high correlation between shear modulus and the maximum tow friction force value.
Effect of the tow and fabric flexural rigidity
The properties inherent to individual fibers, encompassing parameters like fineness, flexural rigidity, tow count, cross-sectional fiber quantity, tow twist level, tow structure, and tow compactness, exert a significant influence on the tow flexural rigidity. Notably, the collective rigidity of these constituent fibers corresponds to the minimum value observed in tow flexural rigidities.39–41 This phenomenon elucidates the rationale behind the elevated tow flexural rigidity exhibited by carbon tows within diverse fabric configurations.42,43
The bending stiffness of fabrics holds substantial importance within industrial settings, especially in composite applications. The fabric’s stiffness is contingent upon multiple factors, including fiber type, tow properties, fabric design, and specifications. The resultant fabric structure, intertwined with constituent tow architecture, significantly contributes to the fabric’s bending stiffness. Furthermore, the flexural rigidity inherent to the formed fabric exhibits an inverse correlation with the count of warp and weft threads.35,44–46 The interplay between fabric shear modulus and the ratio of modified tow stiffness to fabric stiffness across distinct samples is appropriately illustrated in Figure 9, underscoring a robust correlation between these two parameters, as depicted in Figure 10. Fabric shear modulus and the ratio of (modified tow stiffness/fabric stiffness). Fabric shear modulus versus the ratio (Modified tow flexural rigidity/fabric flexural rigidity (β).

The Fabric Shear Index (FSI), which describes how fabric behaves when subjected to shear forces, was created by combining numerous experimental data.
Fabric shear index (FSI) is calculated as follows: 
Figure 11 shows a linear relationship between the shear modulus and the suggested fabric index. Shear modulus versus the suggested fabric index.
The shear force component that initiates buckling, denoted as ‘Fcr’, is determined by equation (3) and is directly proportional to the cube root of the fabric's shear modulus i.e. (τ)1/3.
Consequently, for the same sample dimensions
The value of K depends on the sample dimensions.
The value of K for the measured samples was found to be 5.3.
Figure 12 depicts the relationship between the calculated and measured critical force values, which have been found to exhibit a strong correlation. The calculated value of the critical force versus the measured critical force.
Numerous factors, including the varied properties of tows and fabric mechanics, shear stiffness of the weave pattern, friction between warp and weft threads at intersections, and fabric weight, collectively influence the likelihood of wrinkles during fabric shaping. Among these factors, a pivotal role is played by shear properties. The redirection of tows under shear forces is intrinsically linked to shear deformation, which is the prevailing mode in the forming process of woven fabric.
35
Consequently, a fabric’s shearability governs the suitable forming depth for deep drawing of the woven fabric sheet used as reinforcement.
8
The fabric’s shear modulus is influenced by characteristics such as warp and weft friction, tow rigidity, weave pattern, and cover factor. Shear stress and shear angle increase hand in hand as shearing progresses, culminating in the onset of buckling. Under shear tension on the fabric, both warp and weft rotate around the intersection point, Figure 13(a). The initial deformation is regulated by friction between warp and weft. As depicted, when tows approach the shear locking angle, additional stress compels the tows to compress against each other. As shown in Figure 13(b), further loading induces tows to compress one another upon reaching the shear locking angle ‘γ’. Fabric deformation under shear stress. (a) Forces acting on the fabric during in-plane shear. (b) Shear stress versus shear angle.
The shear modulus of fabric measures its resistance to shear deformation, which is the distortion or change in shape that occurs when an external force is applied parallel to the plane of the fabric. It quantifies the stiffness or rigidity of the fabric in response to shear stress, a material property. On the other hand, fabric tightness or cover factor gauges the arrangement or packing density of fabric yarns or fibers within the fabric structure. This factor reflects the openness or porosity of the fabric. A high cover factor indicates a dense or tightly woven structure with minimal gaps between yarns, whereas a low cover factor suggests a more open or loosely woven fabric with larger gaps. There isn’t a direct or specific mathematical relationship between fabric shear modulus and fabric cover factor. These properties describe distinct fabric characteristics influenced by various factors like fiber or yarn type, weave structure, fabric density, and manufacturing process. Fabrics with lower cover factors may possess a more open structure, potentially allowing easier shear deformation and lower shear moduli. However, it’s important to note that these relationships depend on various other factors and cannot be generalized without considering specific fabric construction and materials.47,48
Effect of fabric shear during sheet forming
Significant displacements leading to considerable shear of weft and warp fibers during composite production can influence the final shapes achieved. In sheet forming, woven reinforcement is placed between the die and blank holder and pushed into the die cavity by the punch to achieve the desired geometry. Here, the woven fabric’s structure enables distortion via in-plane shear mechanisms. Formability results from the bending stiffness and tensile behavior of the fabric. Interlacing points between warp and weft strands, changing direction during weaving, can impact fabric behavior.
31
Figure 14 captures various samples freely draped over a 125 mm-diameter ball. The subsequent three-dimensional fabric deformation yields noticeable shifts in warp-weft angles and wrinkles.
8
Fabric formability is restricted by wrinkling, which hinges on the fabric’s shear modulus and can notably affect composite performance. Fabric wrinkling arises from compressive forces acting in-plane. The critical “locking angle” or shear angle is where buckling first emerges.
32
As depicted in Figure 14, pressing various samples under a ball plunger alters wrinkle shapes under applied pressure during shaping. The square specimen transforms into a fan with four blades when the woven tow length direction is pulled more noticeably into the hemispherical cavity.
33
Depending on fabric shear characteristics, the fabric may develop diverse-sized wrinkles—four or more. During deep drawing, redistributing tow directions yields a new anisotropic shape. Lower shear modulus materials may expect more creases.
34
Wrinkling of the different samples.
Wrinkling can exert various impacts on the quality of composites, particularly in laminated composite structures.
49
• Wrinkles can lead to poorly bonded areas between layers, giving rise to interlaminar delamination where layers separate from each other. • They can introduce stress concentrations that cause premature failure under load. This can initiate and propagate cracks, thereby reducing the overall strength and stiffness of the composite structure and diminishing its load-carrying capacity. • Wrinkles can expedite the initiation and propagation of fatigue cracks in composites.
To mitigate the effects of wrinkling, several strategies can be implemented, including optimizing different tow properties and fabric parameters.
Conclusion
In summary, the properties of tows, along with the type of fibers used, significantly influence the shear modulus of woven fabrics. The deformation of fabric under shear force encompasses several stages. There are multiple mechanisms that contribute to fabric deformation when subjected to shear force. 1. If the applied shear force is lower than the frictional constraint at intersecting sites, the fabric should act as an elastic grid structure with joints anchored by frictional forces between warp and weft tows. Tow stiffness shapes fabric deformation. 2. The distance a tow travels before reaching the next neighboring tow determines the shear force generated before tows begin sliding over each other. Tows pressing on each other constantly leads to shear locking. 3. Fabric behavior under buckling compression stress varies based on fabric specifications and patterns. 4. The created fabric shear index categorizes fabric responses to shear force. 5. It was discovered that the initiating shear force component, Fcr, is proportional to the cube root of the fabric’s shear modulus. 6. Fabric shear modulus and fabric cover factor are distinct fabric properties describing different behavior and structure aspects. While there might be certain relationships in specific cases, these relationships aren’t universally applicable and depend on fabric-specific factors. 7. The ongoing research about the complementary relationship between shear measurement data and wrinkling behavior is vital. Understanding this connection is crucial for designing and optimizing materials and structures to withstand shear loading while minimizing undesirable wrinkling effects.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.