
Abstract
This paper investigates the quasi-static mechanical properties and damage behavior of flexible composites prepared from high-performance glass fiber-based multi-axial warp knitted fabrics as reinforcement and high tenacity environmentally friendly thermoplastic polyurethane as a matrix. The composites were produced by attaching thermoplastic polyurethane (TPU) to the top and bottom of the fabric using a vulcanization machine, followed by hot-pressing for different temperatures and time settings. Moreover, the effects of different preparation processes on the tensile strength, static puncture resistance, and tear strength of flexible composites were investigated in this paper. The results indicated that both hot-pressing temperature and vulcanization time had a significant impact on the mechanical properties of the composites. With an optimum vulcanization temperature of 185°C and a vulcanization time of 10 min, the composite provides optimum tensile strength and puncture resistance. Tear strength is the worst and is related to the reinforcement’s organisational structure and the interfacial bond’s strength. The results of this study are of theoretical and practical significance for applying high-performance multi-axial warp-knitted flexible composites as raw materials in the construction field.
Keywords
Introduction
In recent decades, composite development has promoted the scope of industrial applications of flexible composites. 1 Flexible composites comprise flexible resins and fabrics characterized by certain bending and extrusion deformation without failure.2,3 It exhibits low stiffness at low loads with excellent folding properties at high loads with specific stiffness and strength. Therefore, it is widely used in architectural membranes, inflatable kayaks, airbags and aerospace applications.4–7 TPU with high toughness are often used to improve the brittleness of reinforcements or to increase stress concentration by replacing epoxy resins as a matrix.8–11 Woven, knitted and axial fabrics, as well as spacer fabrics, are often chosen as reinforcement for flexible composites. Multi-axial warp-knitted fabrics have high tensile strength and excellent tear resistance in all directions. 12 The flexible composite material prepared in this paper using thermoplastic polyurethane and multi-axial warp-knitted glass fiber fabric has excellent performance. It is widely used in building materials, light box cloth advertising, tent materials, inflatable materials, boat hull materials, etc.
In fact, some scholars have studied the preparation process of flexible composites in recent years.13–15 Hou et al. 16 investigated the effect of vulcanization temperature and strain on the mechanical properties of silicone rubber materials. It was found that the tensile strength of silicone rubber cloth increased and then decreased with the increase of vulcanization temperature, which also greatly influenced the compressive mechanical properties. Mishra et al. 17 proposed a polymer composite with a three-dimensional woven textile structure. The optimum process parameters for different 3D woven structural matrix composites were determined, and the optimum conditions were 12% hardener, 140°C curing temperature, 900 s curing time and 12 bar moulding pressure. Gao et al. 18 investigated the tensile conduct of multi-axial warp-knitted composites who analyzed the impact of temperature on tensile conduct and injury mechanisms. The tensile strength decreases with increasing temperature.
The current phenomenon of flexible composites formed with woven and biaxially braided fabrics as reinforcement materials is damaged under external loads and prone to crack propagation because of the low internal loads they can withstand. Yang et al. 19 investigated a comprehensive study of the mechanical properties of coated biaxial warp-knitted fabrics. First, off-axis tensile tests were performed in multiple directions. The results showed that the highest tensile strength was obtained for the longitudinal specimens, and the lowest tensile strength was obtained for the 45° direction specimens. Xue et al. 20 investigated the strength model of polyvinyl chloride-coated polyester at high temperatures. The strength model of the coated fabric film subjected to bi-directional stretching was established by off-axis tensile testing. The model can predict the warp strength, weft strength and off-axis strength at high temperatures based on the uniaxial tensile strength in the warp direction at room temperature. Zhang et al. 21 investigated the anisotropic mechanical properties and intrinsic structure relationships of PTFE-coated glass fibers. An anisotropic intrinsic structure relationship is proposed through experiments to predict the non-axial creep behavior. Guo et al. 22 performed off-axis stretching of multi-axial warp-knitted polyurethane-coated fabrics in different directions to analyze the tensile curves and elastic modulus of the fabrics. It was concluded that the material is anisotropic, and the tensile strength is related to the direction of the material and the yarn density in that direction. Varsavas et al. 23 studied the use of glass fiber reinforcement obtained by blending with thermoplastic polyurethane elastomers to reduce the brittleness of PLA and prepare composites with optimal mechanical properties. Liu et al. 24 developed a uniaxial warp stress fatigue damage evolution model for flexible woven composites using the theory of flexible woven membrane mechanics and the principle of progressive damage accumulation. Zhang et al. 25 prepared stab-proof composites with different combinations of shear thickening fluid (STF) and thermoplastic polyurethane (TPU) in a sandwich structure. The results showed that the best puncture resistance was achieved when the sandwich composites were first impregnated with STF and then coated with thermoplastic polyurethane.
Flexible composites are subject to inevitable damage caused by the external environment. Therefore, gaining an in-depth understanding of the mechanical properties and damage mechanisms of flexible composites subjected to external loads is necessary. Lin et al. 26 studied that aramid and TPU laminated composites can be used as a sandwich for protective equipment which showed that the flexible composites exhibited significant mechanical properties in terms of tensile performance, dynamic puncture resistance and cushioning strength. Xu et al. 27 studied the puncture resistance of architectural coated fabrics. The results showed that the puncture resistance of the coated fabric was closely related to the size of the punch. Zhang et al. 28 investigated the tearing performance of PVC-coated fabrics and proposed a new model to predict the critical tear strength. The results showed that the strength utilization of warp and weft yarns of different coated fabrics was similar. Qu et al. 29 studied the tensile tear damage characteristics of flexible polyurethane composites. The failure model of the fiber breakage stage was established. The trouser-shaped failure properties of the flexible composites were analyzed in detail. The results showed that the tearing process was divided into three phases: displacement, fiber stretching, and fiber fracture.
Most of the research has been on the mechanical properties of woven fabrics, biaxial warp-knitted flexible composites and rigid composites formed by multi-axial warp-knitted fabrics.30,31 There is less research on high-performance multi-axial warp-knitted stretchy composite. This paper uses environmentally friendly and high-tenacity TPU as the matrix of the composites and multi-axial warp-knitted glass fiber fabric as the fabric reinforcement. The vulcanizer forms the multi-axial warp-knitted flexible composite material at different temperatures and vulcanization times. Compared with existing materials of the same type, the material has higher strength when subjected to internal and external loads, inhibits crack expansion in multiple directions, and has excellent ageing resistance for applications in construction. This paper will provide theoretical studies on multi-axial warp-knitted flexible composites’ static mechanical failure modes. And the multi-axial flexible composites’ mechanical properties were investigated from the construction material development perspective.
Experimental investigation
Preparation of flexible composite
Parameters for the preparation conditions of multi-axial warp-knitted flexible composites.

A simplified model of a multi-axial warp-knitted flexible composite is shown in Figure 1(a) the top and bottom of the TPU sheet are covered with a multi-axial glass fiber fabric, which is hot pressed by a flatbed vulcanizer at a set temperature, time and pressure in Figure 1(b). In Figure 1(c), the microstructure of the multi-axial warp-knitted flexible composite with fibers wrapped by TPU can be seen under a scanning electron microscope. Figure 1(d) demonstrates the flexibility of the flexible composite. This Figure shows that the flexible composite exhibits a compact form and significant bending angles during bending without delamination. (a) Simplified schematic of the sample (b) Flexible composite preparation equipment (c) SEM of the microstructure of multi-axial flexible composites (d) Image of the softness of the flexible composites.
Mechanical property test
Methods for mechanical property tests of multi-axial warp-knitted flexible composites.

Figure 2(a) shows the tensile tests were performed on the MTS using pneumatic clamps to tighten the ends of the strip samples at an intermediate clamping distance of 75 mm. The machine components used for the tensile test were performed at a 50 mm/min tensile velocity. The maximum strength of multi-axial warp-knitted flexible composites under uniform stress conditions in different tensile directions was investigated. Test components and dimensions for (a) tensile test (b) static puncture resistance test and (c) tearing test.
As shown in Figure 2(b), the sample is fixed on the fixture in the static puncture test, and the effective test area is a circle of 45 mm in diameter. The puncture head is 8 mm, and the puncture sample is 100 mm × 100 mm, with a puncture velocity of 200 mm/min. The relationship between the puncture properties of the flexible composites and the vulcanization time and temperature was investigated. The external force perpendicular to the composite plane was evaluated for the maximum load the flexible composites can withstand.
It can be seen in Figure 2(c) for the tear test, the length of the sample was 150 mm, the width was 75 mm, and a 15 mm cut was made on one side of the sample to form a slit. The tearing velocity was 150 mm/min. The tearing properties of multi-axial warp-knitted flexible composites under different preparation processes were investigated, and the tearing damage modes of flexible composites in different directions were explored. The experimental environment test adopts standard atmosphere conditions, with a temperature of 20 ± 2.0°C and relative humidity of 65 ± 4.0%. After removing the flexible composite prepared from the vulcanizer must be placed and cooled under standard atmospheric conditions for 24 h before testing.
Results and analysis
Analysis of tension properties of flexible composites
Through tensile testing, it was found that the preparation process of the flexible composite influenced the peak load. When the sample preparation process is the same vulcanization time and different temperatures, the peak tensile load of the samples appears to vary. Figure 3(a) showed that the peak tensile load of the samples was positively correlated with the increase in temperature based on the peak load of samples 1#, 4#, 7#, in 0°, 45° and 90° tensile directions at a vulcanization time of 5 min. Figure 3(b) clearly showed that the peak load of samples 2#, 5# and 8# showed an inverted “V” shape with the increase of temperature at 10 min of vulcanization time, and the peak load first increased and then decreased. As Figure 3(c) indicates, the peak forces of samples 3#, 6# and 9# decreased with the temperature increase at the vulcanization temperature of 15 min. Similarly, it can be compared that when the sample preparation process does not have the same vulcanization time and the same temperature, the peak tensile load of the samples will also show different changes. Curing time (a) 5 min (b) 10 min and (c) 15 min peak tensile load of the sample, hot-pressing temperature (d) 175°C (e) 185°C (f) 195°C peak tensile load of the sample.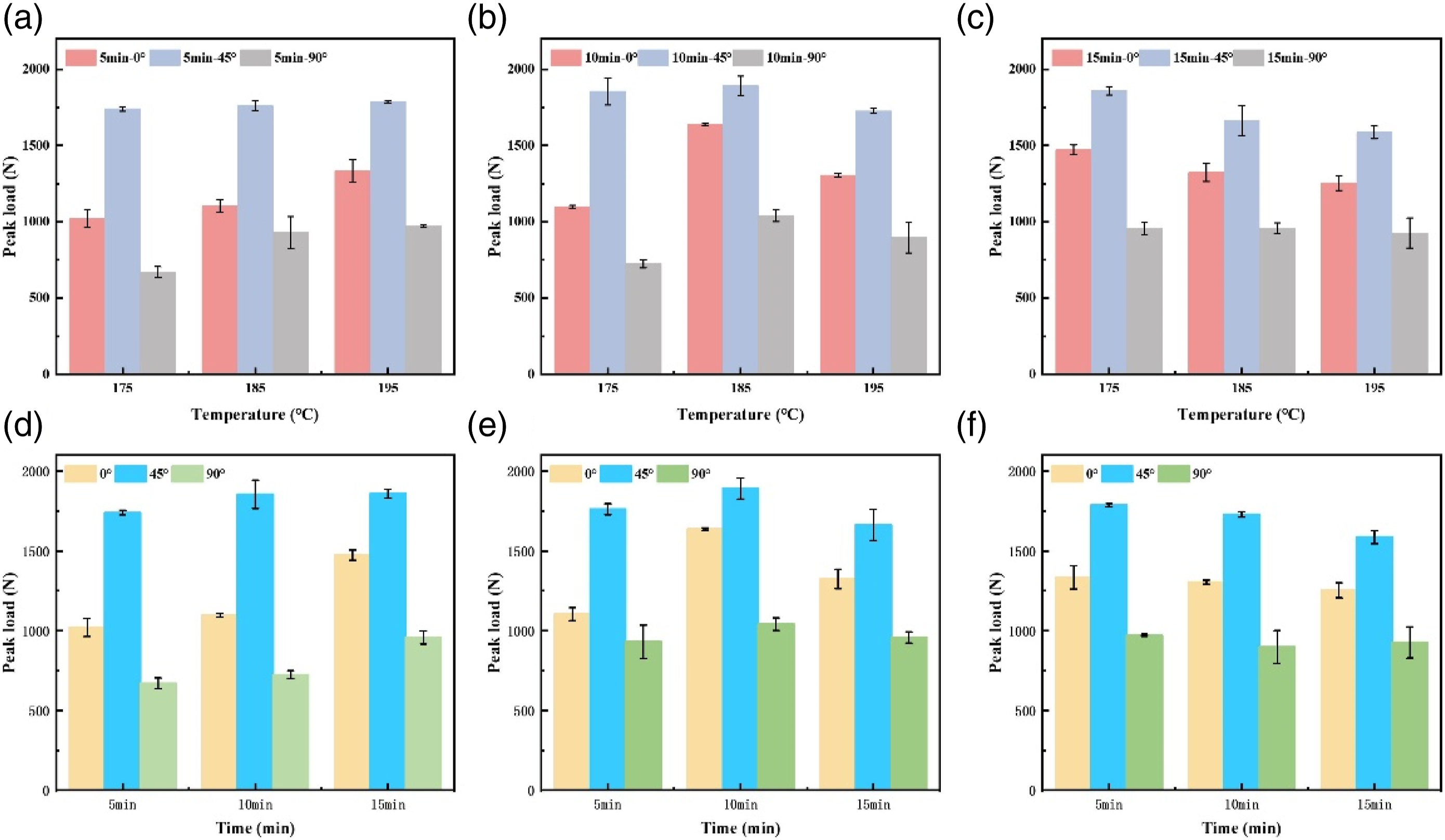
According to Figure 3(d), it can be seen that when the same temperature is different vulcanization times, the peak load of samples 1#, 2#, 3# are in a tensile state and the peak load increases with the increase of time. Figure 3(e) shows that the peak loads of samples 4#, 5# and 6# increase and decrease with increased vulcanization time. Figure 3(f) shows that in samples 7#, 8# and 9#, the peak load gradually decreases with the increase of time. In this comparison, the tensile peaks of sample 5# in all three directions of 0°, 45° and 90° are better than the tensile properties of other samples prepared under the same conditions at the same temperature, different vulcanization times, different temperatures and the same vulcanization times.
The degree of TPU impregnation within the multi-axial warp-knitted fabric at different temperatures and vulcanization times was observed by scanning electron microscopy. Figure 4 shows the degree of TPU impregnation in the SEM state of the multi-axial warp-knitted flexible composites prepared at different temperatures and times, respectively. The SEM images showed that the rate and depth of TPU impregnation varied with temperature and time. The higher the temperature and the longer the vulcanization time, the faster the TPU impregnation. SEM of flexible composite at different temperatures and times.
The analysis reveals that the vulcanization temperature improves the degree of fabric penetration by increasing the fluidity of the TPU melt, and the hot-pressing time improves the composites’ mechanical properties by prolonging the TPU melt’s penetration time. Too high a temperature will destroy the properties of glass fibers. Too long a vulcanization time will result in the yarn being fixed too tightly by the TPU and not sliding easily, weakening the deformation ability of the composite material and causing brittle damage to the composite material during stretching; similarly, too low a vulcanization temperature and too short a vulcanization time will result in lower penetration degrees of the TPU, and the formation of a composite material with poorer mobility and poorer adhesion.
Figure 5 shows the time course of tensile damage resistance and tensile stress-strain diagram plots for sample 5# at 0°, 90° and 45° angles. From Figure 5(a) and (b), it can be concluded that the composites in the 0° and 90° directions fracture at the fiber crossover at ±45° during stretching. Figure 5(c) shows that the 45° direction then breaks perpendicular to the stretching direction. Multi-axial warp-knitted fabrics as reinforcement for flexible composites can withstand high-strength loads and have high mechanical properties during the stretching process because the fibers are distributed in multiple directions. As shown in Figure 5(d), the stress-strain curve of the flexible composite has the largest slope in the 45° direction. It represents that Young’s modulus of the composite material is larger in the 45° direction, the less prone to deformation. The deformation of multi-axial warp-knitted flexible composites is divided into three stages. The first stage is the resistance-strengthening stage. The composite material is gradually stretched from the relaxation state, the load increases, the specimen becomes taut, and the deformation is small. In the second stage, the deformation of the composite material is intensified. The fiber gradually produces stress concentration, which further increases with the destruction, and the third stage is the destruction stage, in which the composite material is destroyed. Tensile damage process of samples in (a) 0° direction, (b) 90° direction and (c) 45° direction, (d) Tensile stress-strain curves of sample 5# in three directions.
As shown in Figure 6(a) and (b), the multi-axial warp-knitted flexible composite shows fiber cross breaks along ±45° during stretching in the 0° and 90° directions, and the SEM shows the damage pattern of the sample in the case of fiber breakage. The bond between matrix and fibers is preferable when suitable vulcanization temperature and vulcanization time are selected. As the load increased, the composite developed a damage pattern as it reached its limit. Figure 6(c) shows that the sample is oriented at 45° with fiber fracture and damage patterns. It can be seen that the fibers fracture along the vertical tensile stress direction, and matrix cracking and fiber fracture occur. The highest tensile load of 4 flexible composites is in the 45° direction. Sample (a) 0°direction (b) 90°direction (c) 45°direction tensile damage pattern and its SEM image.
Analysis of stabbing properties of flexible composites
The different preparation processes affect the puncture resistance of flexible composites, with varying patterns of damage to the samples. As shown in Figure 7(a), under the same time and different temperature conditions, when the vulcanization time is 5 min, the peak puncture resistance load of samples 1#, 4# and 7# increases gradually with the gradual increase of hot-pressing temperature. As shown in Figure 7(b), when the vulcanization time is 10 min, comparing samples 2# and 5#, the change of puncture resistance strength of 8# shows an inverted “V” shape, increasing first and then decreasing. As shown in Figure 7(c), the puncture resistance strength of samples 3#, 6# and 9# gradually decreased at the vulcanization time of 15 min. Sample 5# showed the most apparent force loading and puncture resistance displacement, showing the best puncture resistance under the influence of temperature and time. Curing time (a) 5 min, (b) 10 min and (c) 15 min peak puncture load of the samples, hot-pressing temperature (d) 175°C (e) 185°C and (f) 195°C peak puncture load of the sample.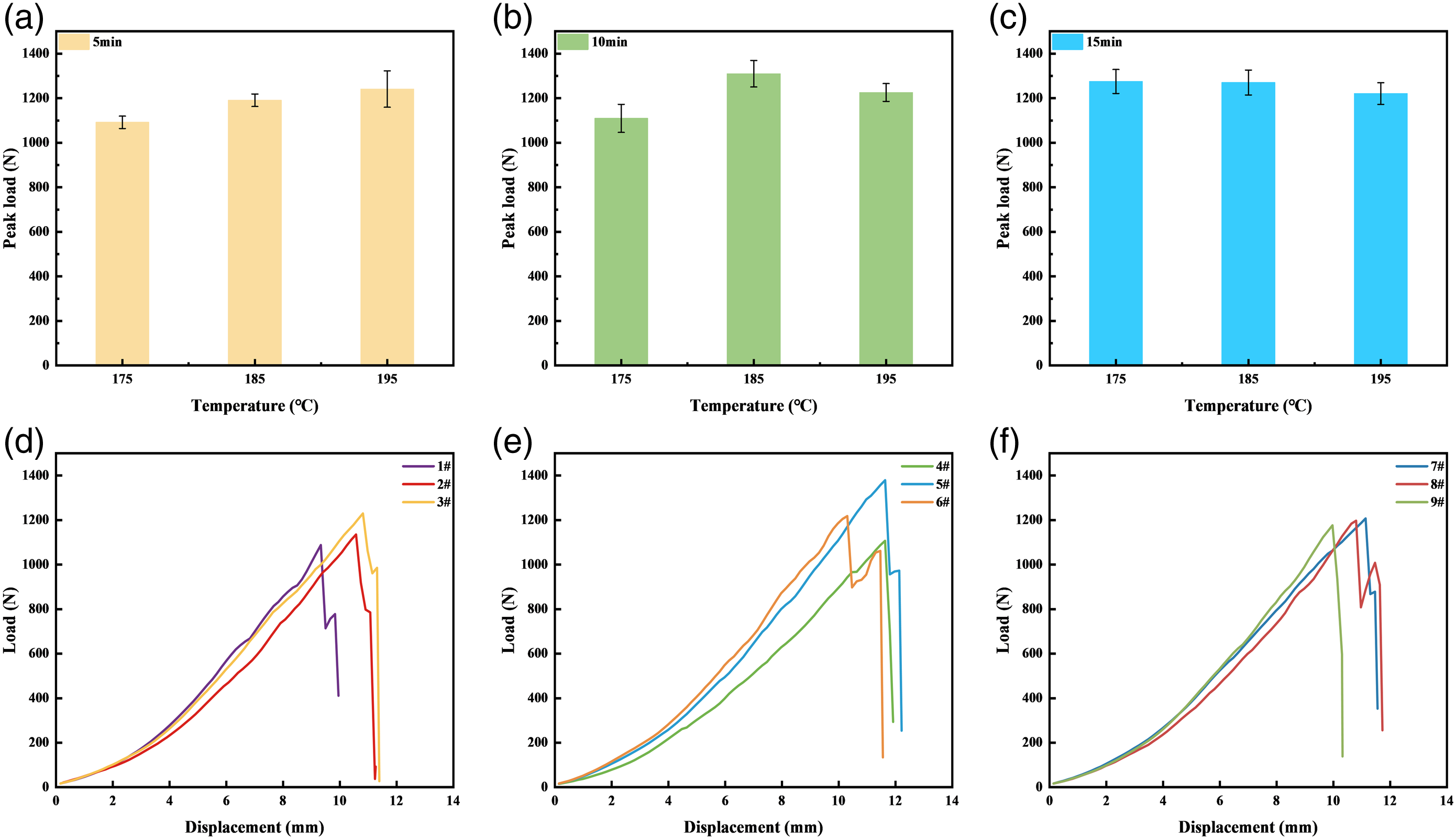
During the puncture process, the sample exhibited a wavy shape and secondary fracture due to the 8 mm punch. A stress transfer damage mode occurred during puncture, fracturing the model in layers. The load-displacement diagrams, as shown in Figure 7(b), (d) and (f), indicate that the punch applied pressure to the multi-axial warp-knitted flexible composite, resulting in the deformation of the sample. As the load increases, the displacement gradually becomes more extensive before reaching the maximum load value. It rapidly decreases, followed by a secondary force peak after partial puncture damage by the punch. The force load decreases quickly after the effectiveness has completely punctured the sample.
Samples 1#, 5# and 9# are taken as examples to reveal the damage mechanism of flexible composites. As shown in Figure 8(a), sample 1#, the damage shape is the same as the punch shape showing flat damage. According to the damage morphology and SEM image, the puncture resistance is supported by the strength of the matrix TPU in the first stage, after which the fiber reinforcement carries the external load due to the short vulcanization time and low vulcanization temperature, the fiber pull-out phenomenon occurs. Afterwards, the suppression of crack expansion shows a secondary wave phenomenon. As shown in Figure 8(b), sample 5#, the damage morphology also shows a flat mouth. According to the damage morphology and SEM diagram, it can be seen that the puncture resistance strength relies on the joint action of TPU and multi-axial fiber reinforcement, so sample 5# has the highest puncture resistance strength. As shown in Figure 8(c), sample 9# showed an extension of damage when subjected to external loading, which differed from the flat damage morphology of samples 1# and 5#. Based on the damage morphology and scanning electron microscopy, it is known that the samples showed matrix cracking and reinforcement fracture. Due to the high vulcanization temperature and long vulcanization time, the matrix and reinforcement are excessively bonded, the TPU fixes the yarn too firmly, and the toughness of the composite material decreases, resulting in brittle damage when subjected to external loads perpendicular to the plane. Sample 1# (a), Sample 5# (b) and Sample 9# (c) puncture damage morphology and SEM images.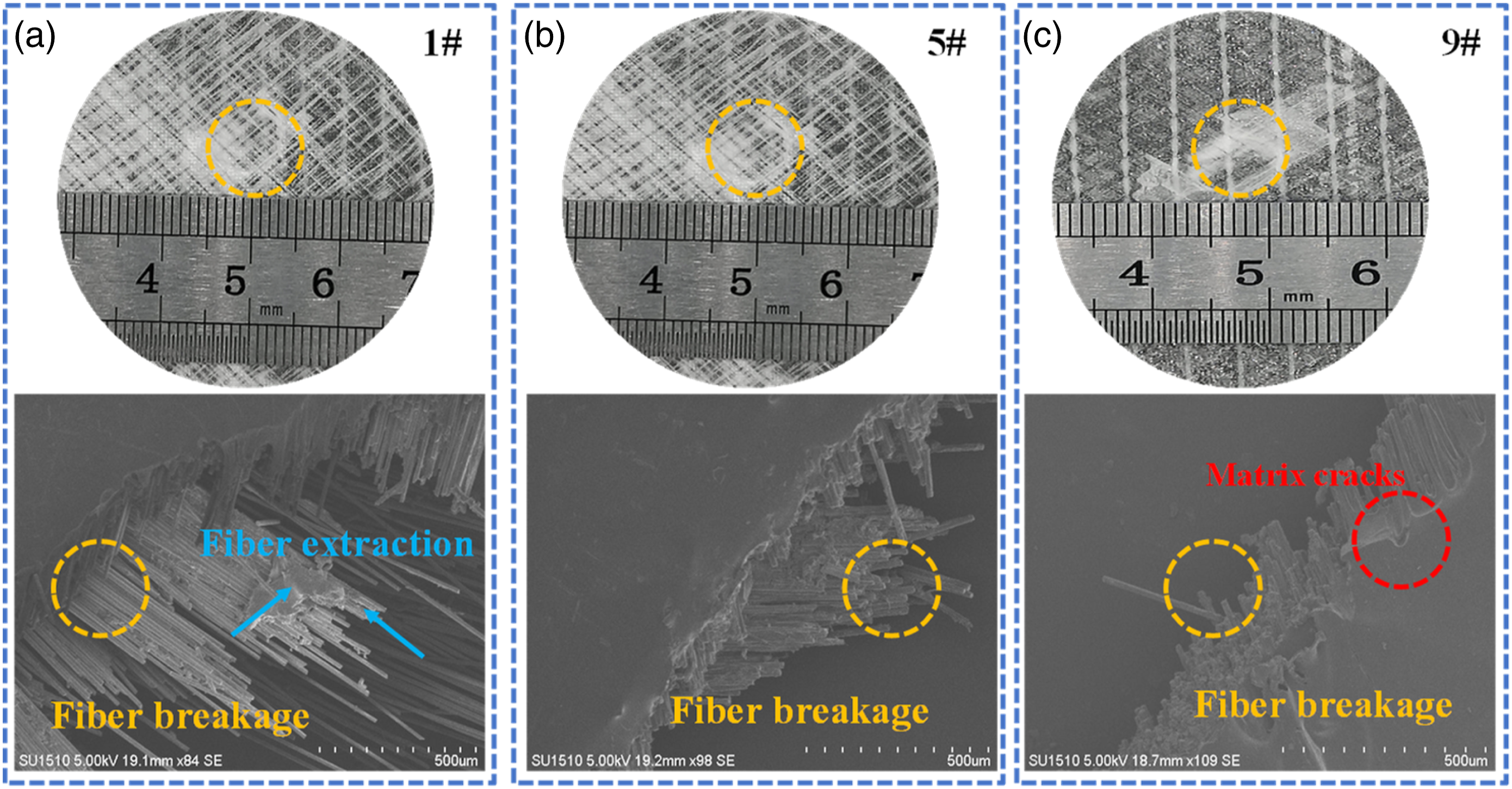
Analysis of tearing properties of flexible composites
Tear strength tests were carried out on samples at different temperatures and vulcanization times of 10 min. It was found that the tearing performance failure modes were different in different directions because the reinforcement of the flexible composite is a multi-axial warp-knitted fabric, and the mount is anisotropic, with different tearing failure modes in different directions. As shown in Figure 9(a), sample 8# had the highest tear strength in the 0° direction and sample 5# had the lowest. And it can be seen that the multi-axial flexible composite tears in the 0° direction forms a tear pattern along the cut direction in ±45° cross. Also, in Figure 9(b), sample 2# has the best tear strength in the 45° direction, and sample 5# has the worst tearing performance, forming a tear pattern along the tangent direction. In Figure 9(c) for tearing in the 90° direction, sample 5# had the worst tear strength and the same tear pattern as in the 0° direction. At 10 min vulcanization time, sample 90° direction tear strength is greater than 0° direction tear than 45° direction tear. Since the direction of the bundled yarn is 90°, in the tearing test of flexible composites, the tearing process in the 0° and 90° directions first destroys the bundled yarn, and then the tearing proceeds along the direction of the yarn ±45° the tearing in the 45° direction proceeds along the direction of the amount. From the chart, it can be seen that the trend of the tear strength is opposite to the tensile strength, and the peak force in the three directions decreases and then increases with the increase of temperature in the same vulcanization time. In samples with low vulcanization temperature and short vulcanization time, when the matrix reaches the ultimate strength, the fiber and matrix debonding phenomenon occurs in the 45° direction of the yarn extraction damage. Yarn extraction process because of the reinforcement for the multilayer axial fabric, the extraction process is also influential in the common role, so the tearing properties of higher strength. The tear strength of the samples with moderate vulcanization temperature and time is not much different from that of the samples with high vulcanization temperature and time, which should be related to the structure of the reinforcing body and the strength of the interface. Tear stress-strain curves for curing time of 10 min, (a) 0° direction, (b) 45° direction, and (c) 90° direction, and damage schematic for sample #5.
Conclusions
This paper used a vulcanising machine to prepare high-tenacity flexible composites with thermoplastic polyurethane as a matrix and high-performance glass fiber multi-axial warp-knitted fabric as reinforcement at different temperatures and times. The flexible composites' tensile strength, static puncture and tear properties were evaluated. TPU and multi-axial glass fiber fabrics were hot pressed at set temperatures, times and pressures. The tests showed that the multi-axial warp-knitted flexible composite samples prepared at different process conditions of temperature and time from 185°C-10 min performed better than other temperatures and times at 45° > 0° > 90° in different off-axis stretching directions. In addition, samples prepared at different temperatures and times had the highest peak force load at 185-10 min in the puncture test. The static puncture test showed the same trend as the tensile strength under the influence of temperature and time. In the tear test, tear and tensile strength showed opposite trends, with peak force decreasing and then increasing in all three directions with increasing temperature over the same vulcanization time. Because the tearing properties in the matrix and reinforcement bonding are poor, the tear strength is higher because the fiber extraction phenomenon accompanies the tearing process and the formation of resistance. In summary, the multi-axial warp-knitted flexible composite at a vulcanization time of 10 min and a hot-pressing temperature of 185°C. Tensile and puncture properties are the best, and tearing properties are the worst. This paper mainly focuses on the static mechanical properties of flexible composites. In the future, we will further investigate its dynamic mechanical properties to reveal the mechanical properties of flexible composites comprehensively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The author(s) acknowledge the financial support from the National Science Funds of China (52373058, 11972172) and a Project Funded by the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAP).