
Abstract
In response to the defects of easy delamination, poor impact resistance, and low toughness in laminates, intra-layer aramid/glass hybrid weft-knitted reinforced composites without lamination were designed and prepared. This paper investigated the tensile, bending, and impact response of aramid/glass hybrid weft-knitted reinforced composites. Homogeneous and hybrid composites with glass: aramid hybrid ratios of 1:1, 2:1, 3:1, and hybrid modes of transverse hybrid, oblique hybrid, and vertical interlocking hybrid were prepared by vacuum resin transfer molding (VARTM) technique. The tensile and bending properties were evaluated from stress, modulus, and strain/deflection, and a scanning electron microscope (SEM) was employed. The impact response was analyzed from peak force, maximum displacement, and energy absorption. The results confirm that interlacing brittle glass yarns with aramid yarns exhibits a positive hybrid effect. The ratios of 50%, 33%, and 25% aramid fiber in the transverse hybrid enhanced the longitudinal strength by 72.86%, 52.13%, and 22.01%. The mechanical properties of the oblique hybrid are similar in warp and weft direction; by contrast, the other two hybrid methods demonstrate mechanical anisotropy. This article implements the preparation and mechanical properties research of non-laminated hybrid composites based on weft-knitted structures, which broadens the design and selection of prefabricated components for hybrid composites.
Keywords
Introduction
Advanced fiber-reinforced composites represented by aramid, glass fiber, and carbon fiber are extensively used in aerospace, national defense, and military industry, wind power generation, and other fields by high strength, low density, corrosion resistance, high-temperature resistance, and other advantages.1–4 However, a single raw material is prone to cause defects of high cost or insufficient strength.5,6 For example, although glass fiber is cheap, its strength and toughness are not satisfying. The tensile strength of aramid (2.3–5.5 GPa) is 2-3 times that of glass fiber, but its price is more than ten times that of glass fiber. 7 Therefore, researchers have been exploring fiber hybridization to improve mechanical while optimizing other properties of composites by mixing high-strain and low-strain fibers, considering both cost and mechanical properties.8,9
In recent years, the research on fiber hybrid has been investigated in terms of fiber types, stacking sequence,10,11 stacking number of layers, 12 stacking angle,13,14 fabric structure, 15 etc. Fiber types range from aramid fiber, 16 glass fiber,17,18 carbon fiber, 19 and basalt fiber 20 to ultra-high molecular weight polyethylene (UHMWPE) fiber, 21 and so on. Improving the mechanical properties of composites reinforced by natural fiber via hybrid has also aroused people’s interest. 22 Nagaraja et al. concluded that the stacking sequence of carbon fiber had a significant impact on tensile properties such as tensile strength, strain, and modulus. 23 Zafar et al. proposed that the type of hybridization and the location of constituent fibers affected the peak fracture force and damage degree of the laminate. 24 Silva et al. prepared a variety of specimens with symmetric and asymmetric stacking sequences, hybrid, and non-hybrid, and focused on bending, short beam dynamic mechanics studies. And the laminate [G6K5] with S2 glass fiber on the top surface had a positive hybrid effect. 25 The experiment conducted by Raja showed that the hybrid laminates with plain and basket patterns showed mechanical isotropic distribution, and the twill structure showed enhanced mechanical properties and excellent elasticity and mechanical anisotropy. 26
Because of the weak interlaminar shear strength, easy delamination, and insufficient stiffness in the thickness direction of traditional laminates, 3D woven hybrid composites began to attract researchers' interest because they reduce delamination by introducing z-type yarn in the thickness direction. 27 Bandaru et al. compared the tensile and low-velocity impact (LVI) responses of Kevlar/basalt fabrics, weaving homogeneous and hybrid fabrics with two-dimensional planar woven fabric (2D-P) and three-dimensional angle interlocking (3D-A) structures. 1 Fan et al. tested the static and fatigue bending properties of 3D orthogonal carbon/glass fiber composites. 28 Zheng et al. studied the influence of braided structure and co-braided hybrid structure on the tensile response of carbon aramid hybrid three-dimensional braided composites. 29 Ladani proved that compared with 2D composites, the full-thickness reinforcement using carbon z adhesive improved the type II interlaminar fracture toughness of 3D fiber composites by 150%. 30
However, the production of three-dimensional hybrid woven fabrics is complex, requiring three sets of yarn systems and high equipment requirements. The computer flat knitting machine can conveniently realize the knitting of thicker fabrics without lamination, and the interlocking structure of double-sided loops can fulfill effective thickness direction connections. At the same time, knitted fabrics have the advantages of excellent energy absorption, good formability, and easy processing into various complex shapes. 31 The formability of weft-knitted fabrics is particularly suitable for automotive shell production. Weft-knitted reinforcement materials can also use as aircraft engine components, ship shells, propellers, fins, etc. 32 Studies on weft-knitted reinforced composites based on high-performance fibers like carbon fiber, UHMWPE, aramid, and glass fiber, have been investigated recently. They explored the effects of the resin matrix, preparation process, microstructure, and fiber modification on the mechanical properties of materials. Plain, rib, and interlocking structures are common weft-knitted structures. However, the chief research on weft knitting hybridization is through yarn hybridization, and there is relatively little research on interlayer hybridization. The research includes the effects of resin matrix, preparation process, microstructure, and fiber modification on the mechanical properties of materials. Plain, rib, and interlocking structures are common weft-knitted structures. However, the primary research on weft knitting hybridization is through yarn hybridization, and there is relatively little research on interlayer hybridization. Delavari et al. prepared thermoplastic polypropylene/glass composites reinforced with weft-knitted fabrics using yarn hybrid, focusing on the influence of the hot-pressing process on tensile and bending properties. 33 Üzümcü et al. studied the tensile, bending, impact, and post-impact compression (CAI) properties of weft-knitted reinforced thermoset composites containing glass/polypropylene (PP) blended yarns. 34 Li et al. investigated the tensile properties of ultra-high molecular weight polyethylene composites under 4-, 6-, and 8-layers using plain, rib, and cardigan as weft-knitted structures. 35
The objective is to enhance mechanical properties of composites by adding aramid fibers to glass fiber-reinforced composites and find a suitable hybrid mode and a hybrid ratio, which can not only improve the toughness compared to glass fiber-reinforced composites but also enhance cost-effectiveness. 14 quantities of weft-knitted reinforced composites were prepared by aramid fiber and glass fiber, including three kinds of hybrid modes and three types of hybrid ration, and pure glass fiber fabrics with various structures. The effects of the hybrid ratio, fabric structure, and the length of floating thread on mechanical properties were discussed.
Materials and experiments
Raw materials and reinforcement fabrication
Basic parameters of yarns.

Basic parameters of weft knitted fabrics.
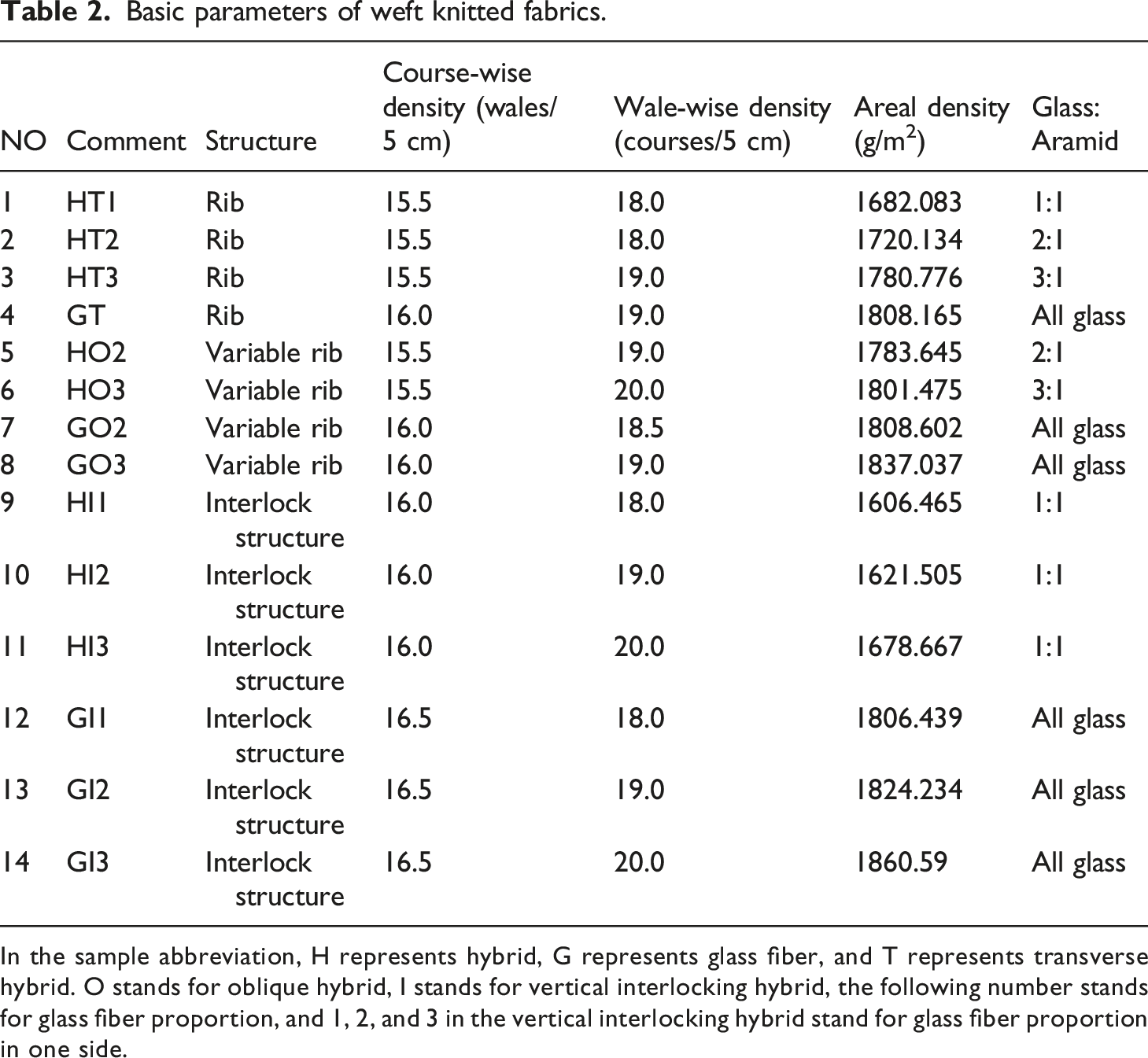
In the sample abbreviation, H represents hybrid, G represents glass fiber, and T represents transverse hybrid. O stands for oblique hybrid, I stands for vertical interlocking hybrid, the following number stands for glass fiber proportion, and 1, 2, and 3 in the vertical interlocking hybrid stand for glass fiber proportion in one side.
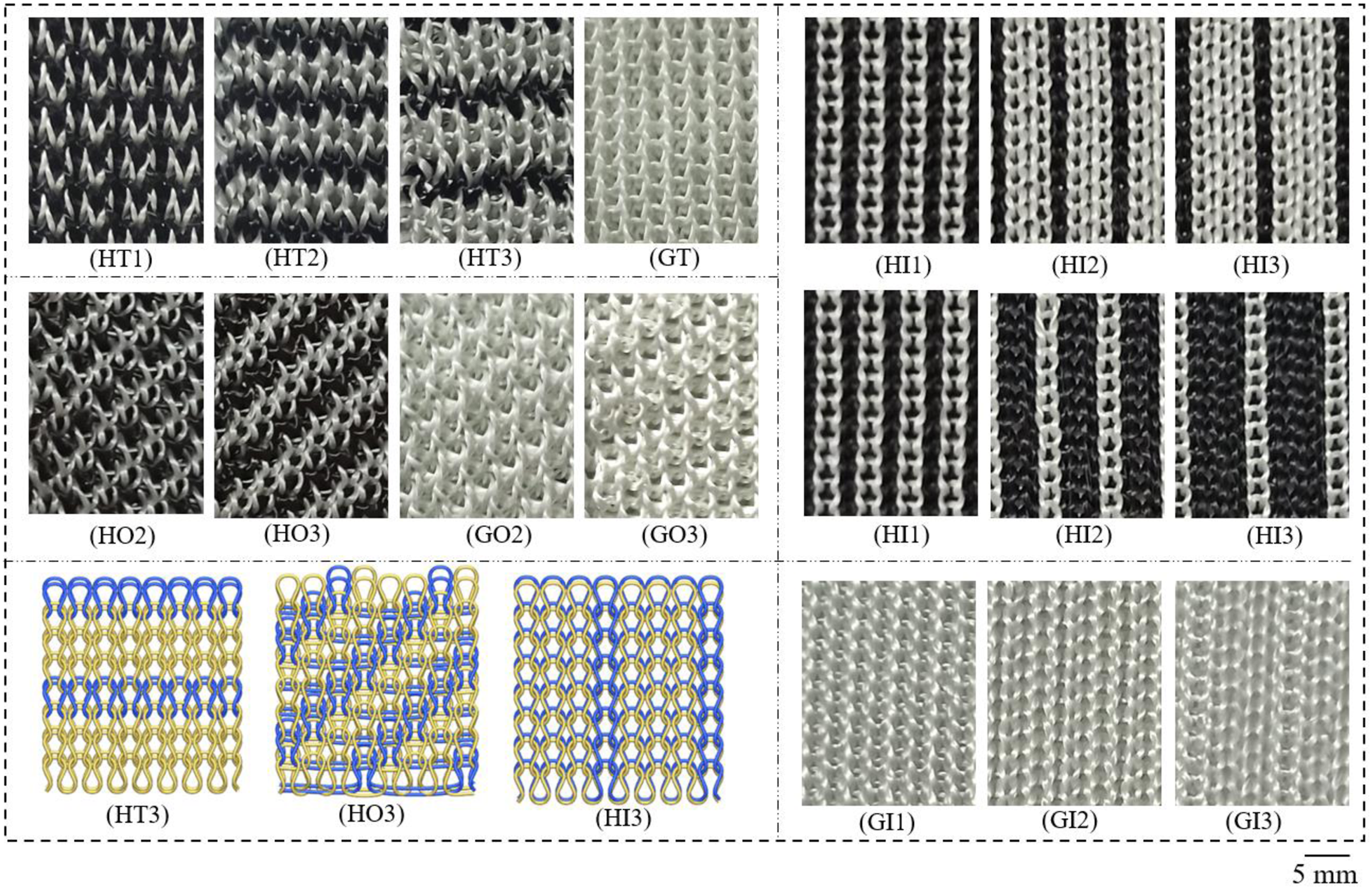
Pictures and loop simulation diagram of non-hybrid and hybrid fabrics.
Preparation of weft-knitting-reinforced composites
As shown in Figure 2(a), the vacuum-assisted resin transfer molding (VARTM) process was used to prepare knitted reinforced composites. The E51 epoxy resin, curing agent, release film, flow mesh, and vacuum bag were provided by Hongxing Composites Co. Ltd. China. Due to the thick yarn and the knitting loop structure, the gap in the fabric is large. Vacuum is used to remove the air in the fiber, and make the resin fully flow and soak. One side of the fabric contacted with the smooth glass. The cured product had a smooth surface, few bubbles, and good composite quality. Figure 2(d) displays the fiber bundle impregnation of the composite cross-section, indicating sufficient fiber impregnation. Table 3 presents the basic parameters of composites. The main steps of VARTM were to lay fabric, release film, flow mesh, and vacuum bag on the glass plate in turn, leave an inlet and outlet at both ends, use sealing tape to create a confined space, and pump the resin from the inlet after vacuum pumping. After the resin was fully soaked, it was cured for 24 h at room temperature. Schematic diagram and pictures of composite molding, pictures of mechanical experiments and low-velocity impact test, characterization of fiber impregnation in composites: (a) schematic diagram and the picture of vacuum assisted resin transfer molding (VARTM), (b) pictures of tensile and bending test, (c) pictures of low-velocity impact test, (d) SEM of yarn cross-section in composites. Basic parameters of composites.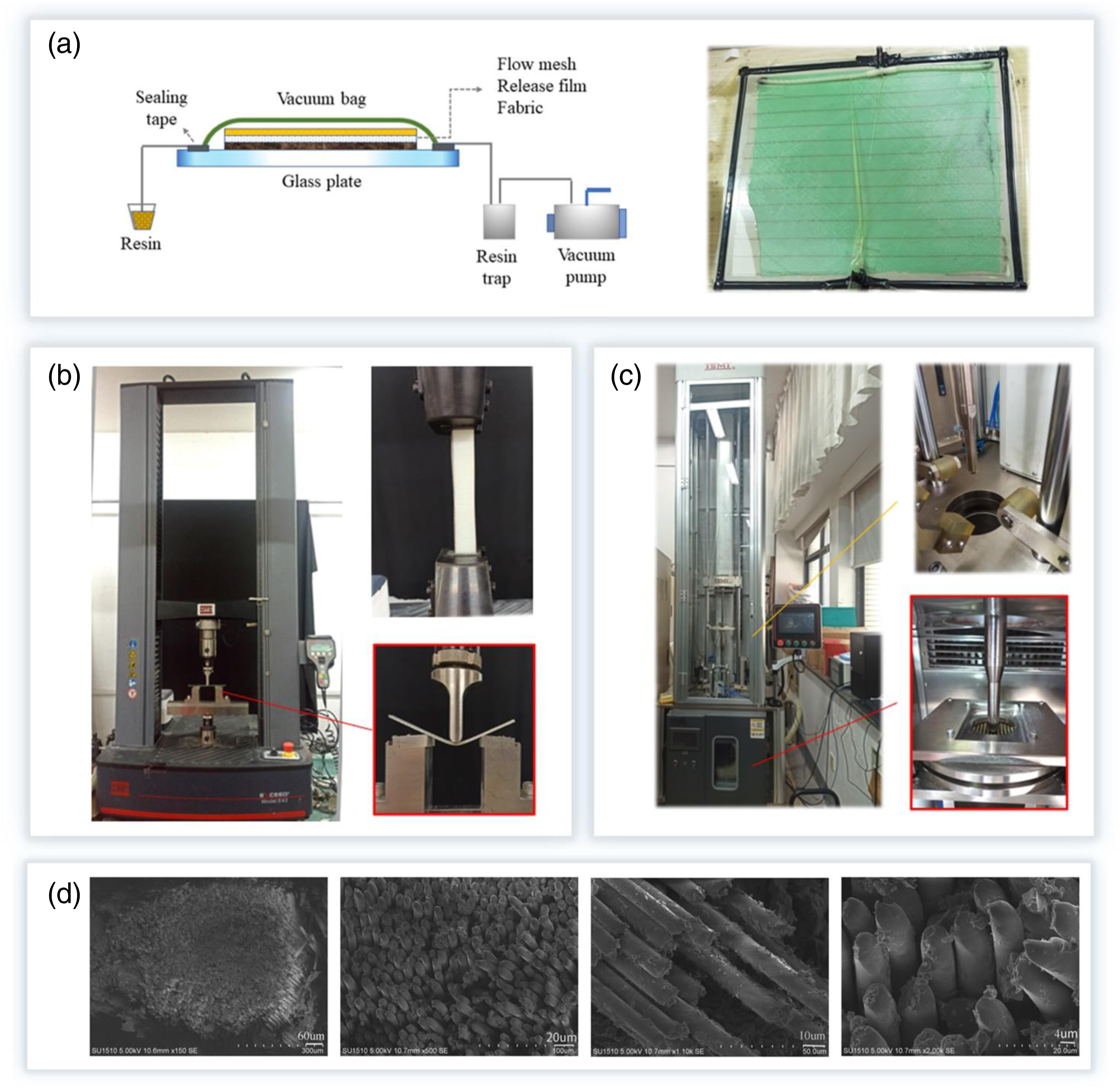

Tensile, bending and drop-weight test
As shown in Figure 2(b), the American MTS electronic universal material testing machine was used for tensile and bending tests.
The tensile test was carried out according to the ASTM D3039 standard, in which the transverse and oblique hybrid were tested for tensile properties in both longitudinal and latitudinal directions, and the vertical interlocking hybrid was tested for longitudinal tensile properties. The tensile sample size was 250 mm × 25 mm, and the test was conducted at the speed of 2 mm/min. Each experiment was conducted 5 times and the average value was taken. Select the curve closest to the average as the representative curve.
The bending test was carried out by ASTM D7264 standard, in which the bending performance of the transverse and oblique hybrid was tested in warp and weft directions, and the front and back sides of the vertical interlocking hybrid were tested respectively. The span thickness ratio was 16:1, and the sample length was more than 120% of the span. The test was conducted at a speed of 2 mm/min. Each experiment was conducted 5 times and the average value was taken. Select the curve closest to the average as the representative curve.
The low-velocity impact test was performed on TSMT SM7.302F-T (Tesmart Instrument and Equipment Co. Ltd., China) (Figure 2(c)). The test was carried out according to the ASTM D7136 standard, and the impact energy was set to 15 J. The size of the low-speed impact specimen was 150 mm × 100 mm. The punch is a hemispherical impactor with a diameter of 16 mm. The mass of the drop hammer is 4.942 kg, and the displacement measurement is achieved through the sensor included in the drop hammer experimental instrument. An optical fiber velocity sensor to obtain instantaneous velocity and an ICP (integrated circuits piezoelectric) force value sensor to obtain a force-time curve, combined with the known drop hammer mass and the conservation of momentum theorem, displacement can be obtained by velocity time integral. Each experiment was conducted 5 times and the average value was taken. Select the curve closest to the average as the representative curve.
Results and discussion
Tensile properties
Tensile stress-strain
The stress-strain curve of specimens is shown in Figure 3. The stress-strain response of weft-knitted reinforced composites with different structures is different, while the curve shapes of the same structure are similar, but the peaks vary from hybrid ratios. The curves of the samples exhibit nonlinearity, with stress ascending with the increase of strain before the yield point, after which the stress slowly increases with the increase of strain until the sample fractures, reflecting the overall nonlinearity of the stress-strain curve. This non-linear trend is prevalent in weft-knitted reinforced composites.32,35 The loop structure causes the yarn orientation to change constantly, and the stress direction is different from the fiber orientation, resulting in the lower fracture strength of the weft-knitted reinforced composites, but the strain increases. In order to better explain these differences, tensile strength, tensile modulus, and failure strain are analyzed. Tensile stress-strain carve of non-hybrid and hybrid composites: (a) transverse hybrid in warp direction, (b) oblique hybrid in warp direction, (c) vertical interlocking hybrid in warp direction, (d) transverse hybrid in weft direction, (e) oblique hybrid in weft direction, (f) vertical interlocking structure of pure glass fiber composites in warp direction.
Tensile strength
Compared with pure glass fiber composite, the three hybrid methods all improve the tensile strength of the material in both warp and weft directions, as demonstrated in Figure 4. Aramid fiber weft-knitted reinforced composite based on ribbed structure (marked as AT) has a longitudinal tensile strength of 71.1 MPa, like that of HT1 (70.4 MPa), indicating an excellent hybrid effect. The tensile strength of the 8-layer laminated unmodified and modified aramid weft-knitted reinforced composites in reference 21 is 40–70 MPa.
21
For transverse hybrid, the proportion of 50%, 33%, and 25% aramid fiber increase the longitudinal strength of the composite by 72.86%, 52.13%, 22.01%, and the weft strength by 82.22%, 44.52%, and 27.21% respectively. The tensile strength in the warp direction is slightly higher than 45.3 MPa of the UHMWPE laminated weft-knitted reinforced composites based on the rib structure in reference 35.
35
It proves that the increase in aramid fiber content has a positive effect on the tensile strength of the material. Tensile strength of non-hybrid and hybrid composites: (a) transverse hybrid, (b) oblique hybrid, (c) vertical interlocking hybrid.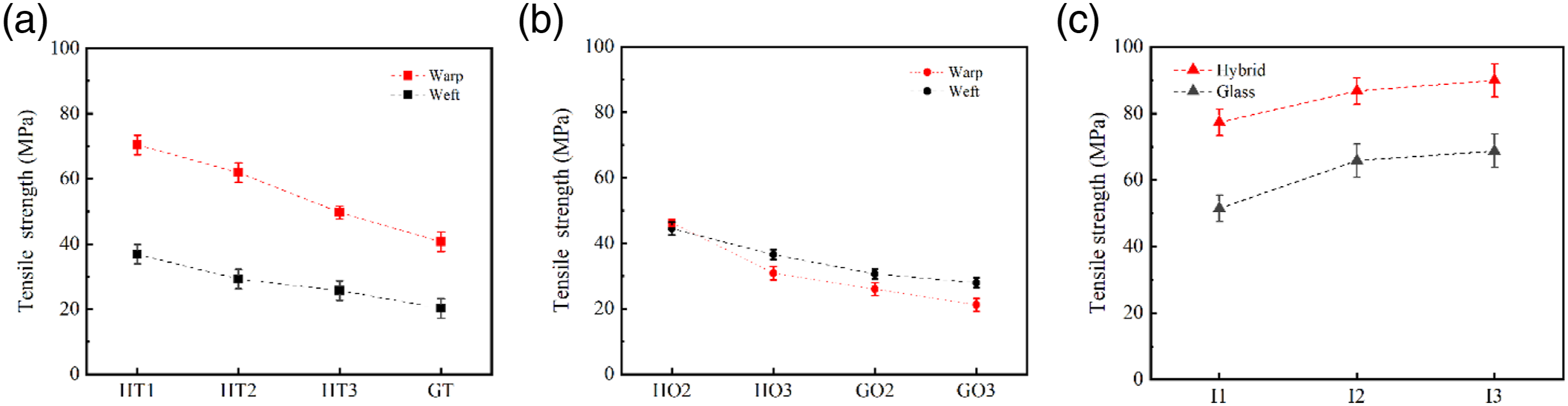
The tensile strength of knitted composites with rib structure in the warp and weft direction is quite different, and the strength in the weft direction is only about 50% of that in the warp direction. This anisotropy also occurs in other high-performance fibers (carbon fiber, UHMWPE, polypropylene/glass fiber, etc.) reinforced composites.31–33 The tensile properties of knitted composites are affected by resin matrix and fabric. Different strain capacities of resin and fabric lead to distinct stress levels. The difference in strength between the warp and weft direction is mainly caused by the distinct stressor subjects in the knitting loop. In warp tension, the leg is the stressor subject, and the fiber orientation in the leg is more consistent with the stress direction, so the strength of the fiber applies to a large extent. In addition, there is threading in the loop, and friction exists in the leg, sinker loop, and needle loop during stretching, which makes it hard to break immediately during stretching. Due to the transverse hybrid and the low weft strength of pure glass fiber reinforced composites, the weft lifting effect exceeds that in the warp.
Figure 4(b) indicates that for oblique hybrid, 33% and 25% aramid proportion increase the longitudinal strength of the composite by 77.86%, 45.55%, and the weft strength by 45.08% and 30.97%. Compared with a transverse hybrid, aramid fiber has a better lifting effect, but the tensile strength is lower. The difference in tensile strength between warp and weft is small, and the strength in weft is even higher than that in the warp. Unlike uniform loops with rib structure, oblique hybrid leads to irregular loop structure due to floating threads. When subjected to longitudinal force, the difference in loop structure is not conducive to force transmission, and it is easy to cause fracture at the weak position. In the diagonal hybrid structure, there are floating threads in the weft direction. Floating threads make the fiber orientation more consistent with the tensile stress direction, which makes the strength of the rib structure only relying on the needle loop and sinker loop to be higher.
Figure 4(c) displays that for the vertical interlocking hybrid, the higher the proportion of wale in a continuous circle of a single material, the higher the tensile strength. Aramid fiber weft-knitted reinforced composites based on the vertical interlocking structure (marked as AI) has a tensile strength of 113.0 MPa, with HI1 being 68.4% of it. In the three hybrid modes, the tensile strength of the interlocking structure is the highest, with an increase of 30.93%–50.38%. The tensile strength is slightly higher than that of UHMWPE weft-knitted composites at 60–73 MPa, 32 but lower than that of carbon fiber weft-knitted composites at 75.56–221.49 MPa. 31 In the vertical interlock, the proportion of wale in a continuous circle on one side is higher, and the fabric structure is more compact than the rib. When the same material is vertically sleeved, the high-strength aramid fiber in the same vertical direction is easy to give plays to its strength advantage when subjected to the longitudinal force.
Tensile modulus and strain
Figure 5(a) suggests that the transverse hybrid causes the tensile modulus of the material to improve, and its effect on the increase of the warp direction is higher than that of the weft direction. 50% and 33% aramid fibers prompt the tensile modulus in the warp direction by 66.30% and 32.43%. The longitudinal tensile modulus of AT is 2452.3 MPa, which close to that of HT1. In construction, the weft modulus increases by 14.44% and 15.71%, which shows that the aramid fiber content has little influence on the weft modulus. The stress-strain curve Figure 4(a) shows that the characteristic of warp tension is to reach the breaking stress and brittle fracture directly, while the characteristic of weft tension is to gradually fracture the subsequent fabric with small stress. Generally, the strain of weft knitted fabric in the weft direction is larger than that in the warp direction. However, after being combined with resin, a large amount of yarn conversion between the original weft knitted leg, sinker loop, and needle loop is limited, so it is impossible to achieve large deformation like the fabric. However, after the resin matrix is damaged, it is the turn of the fabric to bear the force, and the leg, sinker loop, and needle loop are still transferred to a certain extent, leading to the subsequent gradient fracture. The aramid fiber has less influence on the weft tensile modulus, which is attributed to the difficulty in improving the stiffness of the knitted structure due to its threading. Tensile failure strain and tensile modulus of non-hybrid and hybrid composites (a) transverse hybrid, (b) oblique hybrid, (c) vertical interlocking hybrid.
As shown in Figure 5(b), the modulus of the oblique hybrid is like that of the transverse hybrid in longitude and latitude. The modulus of the oblique hybrid is lower than that of the transverse hybrid, but the fracture strain of the oblique hybrid is higher than that of the transverse hybrid. The oblique hybrid floating threads cause the irregularity of stress transmission. The glass fiber itself is a brittle material. The floating thread causes some longitudinal loops to be elongated, the loops are irregular, and the mechanical transmission is affected. Glass fibers are prone to fracture during the knitting process, while the loop strength of aramid fibers is better. Therefore, the addition of aramid fibers is beneficial for improving the weft tensile modulus.
The tensile modulus of AI is 2532.6 MPa, and HI1 is 64.6% of it. The modulus in the longitudinal interlock is less affected by the proportion of continuous wale in a continuous circle on one side, the longitudinal interlock hybrid is helpful to improve the strain (Figure 5(c)). And this is because the fiber is oriented longitudinally in the vertical interlocking structure, which is consistent with the tensile stress direction. The modulus is less affected by the fiber type. Since the elongation of aramid fiber is higher than that of glass fiber, the tensile strain of aramid fiber is higher than that of pure glass fiber.
Damage morphology after tension
To better understand the tensile fracture mechanism of weft-knitted reinforced composites, the tensile fracture morphology was analyzed macroscopically and microscopically. Figure 6 depicts the fracture morphology within the fracture pitch, and Figure 7 presents the scanning electron microscope (SEM) images at different magnifications. The glass fiber resin part has a local whitening phenomenon near the fracture, demonstrating close adhesion between the fiber and the resin is destroyed and debonded. Besides, the loop is pulled out from the resin matrix, revealing that the loop structure is damaged, and the leg is broken. In addition, fibers in the leg are dispersed. Before tension, the resin surface is smooth, demonstrating that the resin and the fiber are well combined, and the good connection between the fiber and the matrix is a guarantee of the load transfer from the matrix to the solid fiber. Near the fracture, micro-cracks appeared on the resin surface and some fibers separated from the resin. Some fibers are still in the resin matrix, but there is obvious debonding with the resin. The debonding is mainly along the fiber length direction, and resin chips exist on the fiber surface. Pictures of tensile fracture of non-hybrid and hybrid composites in warp diretion. SEM of tensile fracture at different multipliers (a) (b) (c):◊70, (d) (e) (f):◊500, (g) (h) (i): ◊1500.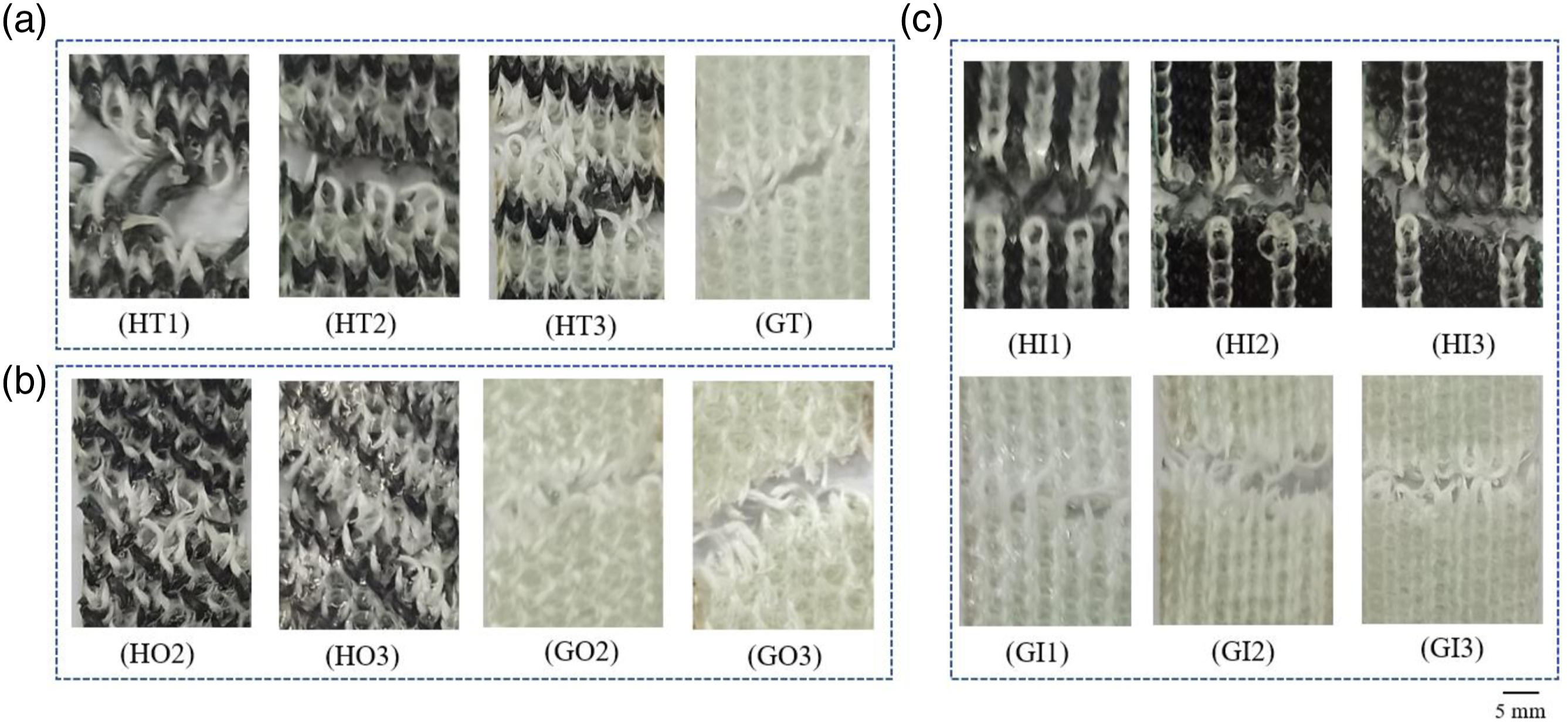

The above observations indicate that the damage mode of composites is matrix cracking, fiber-matrix debonding, fiber fracture, yarn fracture, fabric structure damage, and complete material fracture. The matrix will crack first, and then the glass fiber will break. Different hybrid modes and ratios will affect the subsequent crack transmission in the material. Additions of aramid can share some load, and different aramid proportions will affect the load distribution, leading to different stress-strain responses.
Bending properties
Bending stress-deflection
Figure 8 presents the bending stress-deflection curve, showing that the line remains linear at the early stage, gradually decreases later, and some fluctuate slightly. This nonlinear trend has also been reported in other studies on weft-knitted reinforced composites.31,32,34 In the early stage of bending, the fabric and resin matrix are stressed at the same time, showing linearity, and then the resin matrix is damaged. However, due to the toughness of the knitted reinforced composite, the fabric has not broken during the bending process, and the bending sample does not show tensile damage on the non-extrusion side. Bending stress-deflection curve of non-hybrid and hybrid composites: (a) transverse hybrid, (b) oblique hybrid, (c) vertical interlocking hybrid.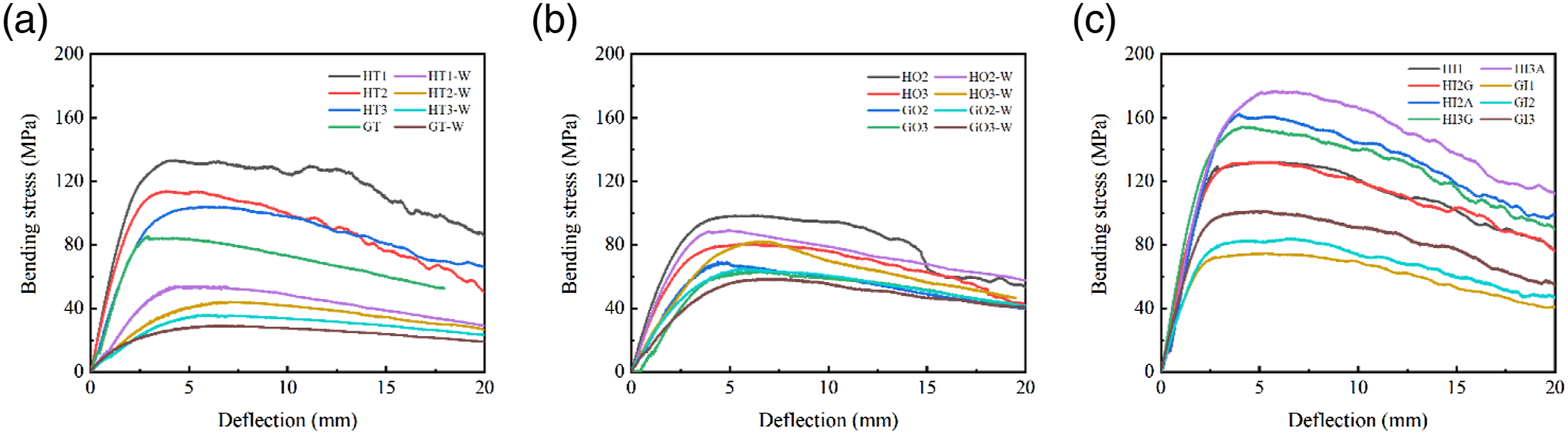
Bending strength
The bending strength of three hybrid methods and pure glass fiber composites is compared in Figure 9. The bending strength of AT is 138 MPa, close to that of HT1. The bending strength of aramid composites in reference 21 is 85–148 MPa.
21
The three hybrid methods all improve the bending strength of materials in both longitude and latitude and the higher the aramid content, the better the improvement effect. Figure 9(a) shows a tremendous difference between the longitudinal and latitudinal bending strength of the transverse hybrid, and the longitudinal strength is greater than the latitudinal strength. This phenomenon also occurs in weft-knitted composites reported in other articles.31,32,34 The bending strength of the transverse hybrid is slightly lower than that of the propylene/glass fiber yarn hybrid weft-knitted reinforced composites at 60–180 MPa.
34
In weft knitting, the weft direction is formed into loops from the weft direction of the same yarn to the weft direction, and the longitudinal direction is the threading of different wales. When the warp is bent, the longitudinal stressed yarns are more different in rows, and the stress is more consistent with the yarn orientation. However, the number of different rows of the stressed yarn in the weft direction is small, and the consistency between the stressed yarn and the yarn orientation is low. The number of stressed rows and fiber orientation together cause the above difference in warp and weft bending strength. Bending strength of non-hybrid and hybrid composites (a) transverse hybrid, (b) oblique hybrid, (c) vertical interlocking hybrid.
As illustrated in Figure 9(b), the warp and weft bending strengths of the oblique hybrid are similar, and the weft bending strength of the oblique hybrid is higher than that of the transverse hybrid. The warp bending strength of the oblique hybrid is still lower than that of the transverse hybrid. It is because the fiber orientation is more consistent with the bending force direction due to floating lines, and the weft performance is improved. The effect of aramid content on weft bending strength is less than that on warp bending strength.
During the bending test, the two sides of the material are at different stressed states, in which one side is compressed while the other side is tensioned while the longitudinal interlocking structure is rich in aramid fiber on one side and glass fiber on the other, which results in different bending properties on both sides of the material. The bending stress of vertical interlocking hybrid is close to 102.87–197.50 MPa of carbon fiber weft-knitted reinforced composites. 31 The bending strength of AI is 130 MPa, close to that of HI1. Figure 9(c) presents that the bending strength of the side rich in aramid fiber is better than that of the glass fiber side. Aramid fiber has higher extrusion and shear resistance than glass fiber. Compared with pure glass fiber, aramid fiber improves the bending performance of one side even though it is rich in glass fiber compared with pure glass fiber composites.
Bending modulus and failure deflection
Figure 10(a) reveals that the weft bending modulus of pure glass fiber weft knitted reinforced composites with rib structure is only 22.38% of the warp modulus, and the difference between the warp and weft modulus is related to the fiber orientation, the number of courses bearing force, and the fiber properties. The warp modulus is still better than the weft modulus after blending, but the weft bending modulus is improved by adding aramid fiber and using a transverse hybrid, which attributes to the high strength of aramid fiber. The higher the content of aramid fiber is, the more obvious the improvement effect is, and the smaller the content is, there is almost no improvement. The transverse hybrid shows high modulus and low deflection in the warp direction and low modulus and high deflection in the weft direction. The addition of aramid fiber improves the bending deflection. Bending modulus and failure deflection of non-hybrid and hybrid composites: (a) transverse hybrid, (b) oblique hybrid, (c) vertical interlocking hybrid.
In the oblique hybrid, the bending modulus and deflection are relatively similar in the longitude and latitude directions, reflected in Figure 10(b). The oblique hybrid meridional modulus is still lower than the transverse hybrid meridional modulus, which is related to the regularity configuration of loops. However, the zonal modulus is higher than the transverse hybrid, which is also the impact of the floating threads. The straight floating threads are conducive to stress transmission. The influence of aramid content on the warp bending property is less than that of the weft bending property, and the utilization rate of the strength of aramid with flat floating lines is higher. The irregular size of loops makes the utilization rate of strength low.
For the vertical interlocking hybrid structure, aramid fiber tremendously improves the bending modulus, as displayed in Figure 10(c), and even reaches a 120% improvement effect. The moduli of the two sides of the vertical interlocking hybrid show differences, and the modulus of the aramid surface is higher. The bending modulus of pure glass fiber composite is greatly affected by the ratio of continuous wale on one side, but its influence is rare after hybrid. The bending modulus of the vertical interlocking hybrid is higher than that of the transverse hybrid, up to 178.15% of the transverse hybrid, because the vertical high-strength aramid interpenetrating is beneficial to the load distribution under stress.
Low-velocity impact properties
The fibers in knitted structures are oriented not only in the in-plane direction but also in the thickness direction. Therefore, knitted fabric composites have a high through-the-thickness performance and exhibit better delamination resistance. The force-displacement and force-time mechanical response of hybrid and non-hybrid composites under 15 J impact energy is displayed in Figure 11. The force-displacement curve is a closed curve, the sample has no perforation failure, and the hammerhead has a slight rebound after reaching the maximum displacement. At this time, the area surrounded by force-displacement is the absorbed energy. A fluctuation happens, and the force value gradually decreases after the peak load. The vertical interlocking hybrid has the shortest duration. Low-velocity impact response of non-hybrid and hybrid composites under 15 J impact: (a) force–displacement curve of transverse hybrid, (b) force–displacement curve of oblique hybrid, (c) force–displacement curve of vertical interlocking hybrid, (d) force–time curve of transverse hybrid, (e) force–time curve of oblique hybrid, (f) force–time curve of vertical interlocking hybrid.
Figure 12 indicates the energy gradually increases with time and decreases very little after reaching the maximum value, suggesting that the energy absorption rate of weft-knitted reinforced composites is very high, which can reach 93%–98%. The force-displacement diagram also verifies that the elastic energy of weft-knitted reinforced composites after impact is very little. Before reaching the peak load, the force value continuously rises, but it will fluctuate slightly during the rise. The impact of the hammer head on the sample causes some microcracks inside the samples, and the microcracks cause the force value slightly decrease. From the perspective of fluctuation, the vertical interlocking hybrid has steady fluctuation, while the oblique hybrid has tremendous fluctuation. And it reflects that the vertical interlocking hybrid structure has the strongest stability, and the oblique hybrid makes the loop structure deformed, which is not conducive to the steady. Energy-time curve of non-hybrid and hybrid composites under 15 J impact: (a) transverse hybrid, (b) oblique hybrid, (c) vertical interlocking hybrid.
The slope of the linear phase reflects the stiffness of the material. The slope of the vertical interlocking hybrid is the highest, and it is relatively close in the hybrid and non-hybrid composites, reflecting that the stiffness of the vertical interlocking hybrid is little affected by the hybrid effect. The damage threshold force is an important parameter for evaluating the initiation of low-velocity impact damage. In the mechanical response curve, it manifests as a sudden decrease in force value. The damage threshold force of AT low-velocity impact is 1718 N, and the damage threshold force of AI is 2209.6 N. From Figure 13, the damage threshold force is improved compared to pure glass fiber-reinforced composites. Compared to GT, HT3 has an increase of 38.2%. Compared to GO2, HO2 increased by 40.3%. Compared to GI3, HI3 increased by 34.2%. As revealed in Figure 13, the influence of hybrid on interlocking hybrid is the peak load, and it makes the peak load increase by 7.2%–10.1%. For the transverse hybrid, aramid fiber will reduce the part of the sudden drop step after the load reaches the maximum value. The non-hybrid decreased by 500 N, while the hybrid decreased to below 250 N. The influence of different aramid content is distinct. When the aramid is less, the peak load slightly increases, but the maximum displacement also slightly decreases. The aramid fiber improves the strength of the material. When the content of aramid fiber increases, the impact toughness of the material increases. For example, HT1 increases by 14.0%, and HT2 increases by 5.5%. Because the strain of aramid fiber is larger than that of glass fiber. When impacted, aramid fiber dissipates energy through deformation. For oblique hybrid, aramid fiber increases the peak load of the material. Due to floating lines in the twill, the glass fiber composite shows low peak load and high deformation. The aramid fiber increases the rigidity of the material and reduces the deformation. Maximum force and damage threshold force of non-hybrid and hybrid composites under 15 J impact.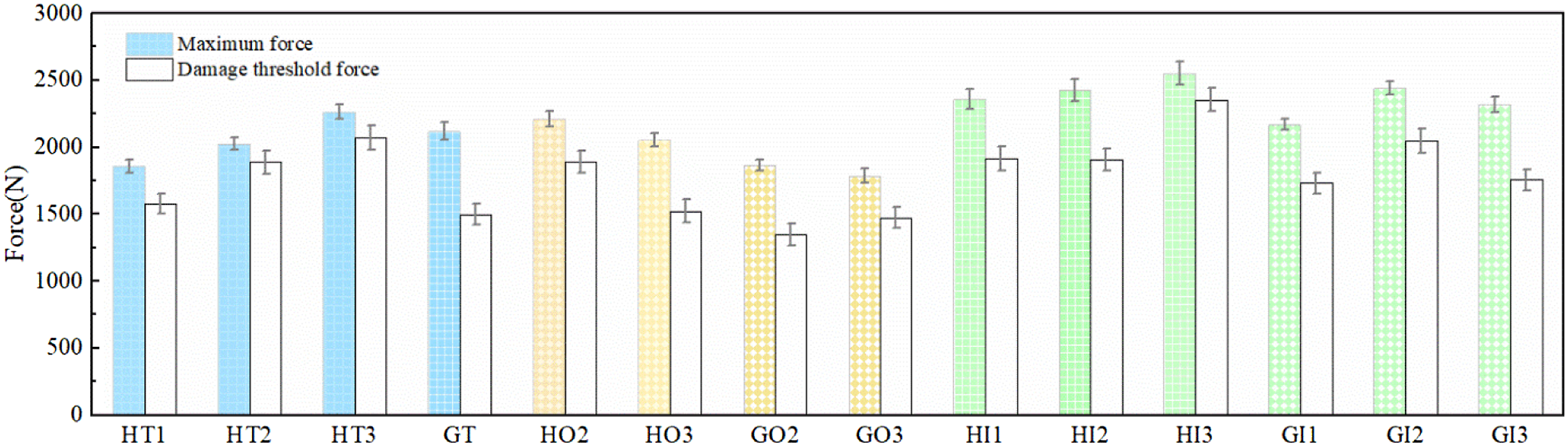
Normalized comparison
To better compare the tensile, bending, and low-velocity impact properties of three hybrid types and hybrid proportions of weft-knitted hybrid composites, the force parameter of the warp and weft directions are normalized. Due to the difference in the warp and weft force values, the benchmarks in the two directions are different. As shown in Figure 14, after normalization, the range of values becomes a dimensionless value of 0-1. Indexes of tensile, bending, low-velocity impact performance of non-hybrid and hybrid composites with normalization treatment.
In those hybrid composites, the higher the proportion of aramid fibers, the higher the normalized value, reflecting a positive hybrid effect. However, the impact of the hybrid ratio on the six indicators varies. The vertical interlocking hybrid mode (Figure 14(c)) is the most prominent in the longitudinal mechanical properties among the three hybrid modes. In the latitudinal direction, the performance of oblique hybrid materials is better than that of transverse hybrid materials, which attributes to the fabric smoothness, the regularity of loops, and the stress transmission. The loop structure of the vertical interlocking structure is the most regular, the transverse hybrid is the second, and the oblique hybrid is the worst. Along the longitudinal direction, the transverse hybrid and the oblique hybrid, the glass fiber, and the aramid fiber cross each other, increasing the possibility of the glass fiber with low strength breaking first in the tensile process. After the glass fiber breaks, the stress transfer to the aramid fiber. In a vertical interlocking hybrid, courses of the same raw materials wear each other, and the high-strength aramid fiber is stressed at the same time in the warp direction. At the same time, the two materials complement each other on both sides of the material. Oblique hybrid (Figure 14(b)) has prominent tensile fracture strain, bending failure deflection, and maximum displacement of low-velocity impact in the longitudinal direction, while other indicators are at a disadvantage. For vertical interlocking hybrid, the maximum displacement of low-velocity impact is less. And the bending performance improvement effect is better than the tensile performance. However, from the aspect of the hybrid ratio, the influence of aramid on tensile properties is more evident.
Conclusions
The tensile, bending, and low-velocity impact tests were carried out on aramid/glass hybrid and non-hybrid weft-knitted reinforced composites, and the effects of the hybrid mode and hybrid ratios on mechanical properties were discussed, and the normalized treatment of mechanical properties of the samples was evaluated finally.
When stretching in the warp and weft directions, the mechanical distribution of the leg, needle loop, and sinker loop in the knitted fabric structure is different, which leads to a better warp performance than in the weft direction. The high strength and excellent toughness of aramid fiber make the distinct stress distribution and crack expansion and improve the performance of the hybrid composites. The ratio of 50%, 33%, and 25% aramid fiber in the transverse hybrid causes the longitudinal strength of the composite to increase by 72.86%, 52.13%, and 22.01%. The longitudinal and latitudinal bending strength of the oblique hybrid is similar, and the longitudinal bending strength of the oblique hybrid is higher than that of the transverse hybrid. The impact peak load and rigidity of vertical interlocking hybrid are the largest, while the impact displacement is smaller than other materials. The damage mechanism of composites includes matrix cracking, fiber, and matrix debonding, fiber drawing, yarn fracture, etc. Generally, the vertical interlocking hybrid mode is the most prominent in tensile, bending, and low-velocity impact properties.
This article implements the preparation and mechanical properties research of non-laminated hybrid materials based on weft-knitted structures, expanding the design and selection of prefabricated components for hybrid composites. However, the article focuses on data analysis, with limited characterization of material damage and a lack of in-depth analysis of low-speed impact. In the future, advanced characterization and in-depth analysis of damage mechanisms can be further investigated.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support from the financial support from the National Science Funds of China (11972172) and a Project Funded by the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAP).