
Abstract
A double-bed circular knitting machine with a gauge of E17 and a needle bar diameter of 200 mm (8 in) was used to make three groups of plain weft knitted Tencel fabrics and three groups of modal knitted fabrics. The yarns were spun using three spinning methods: ring, rotor, and air-jet system. Their count was 20 tex. All the knitted fabric samples were manufactured under the same conditions. One-half of each knitted fabric sample remained unfinished, while the other half was finished. Structure parameters of all finished and unfinished knitted fabrics were analyzed, and the most significant parameters were compared. Tensile properties of the knitted fabrics in wale and course directions were measured. The difference in the elasticity of the knitted fabric was analyzed in particular, and the portions of knitted fabric stretch are given. The basic conclusion is that using equal yarn fineness, but different raw material composition and structure, the produced knitted fabrics had substantially different fabric masses per unit area. The raw material composition and construction of the yarn, that is, the yarn manufacturing process and the spinning process produce yarns of different structures and properties that are manifested in the structure and properties of the knitted fabric. Thus, the finishing process must be specific for each raw material composition and yarn structure.
Keywords
Introduction
Not long ago, both men’s and women’s cotton underwear was worn almost exclusively. For a number of reasons, new fibers and yarns have been offered lately, and with them various woven and knitted fabrics. New fibers have some specific properties that are suitable for a specific purpose or use. 1 Cotton is a natural cellulose seed fiber up to about 40 mm in length. In the last 5 years, the average world production of cotton fibers amounts to about 25 million tons per year, or about 28% of the total world production of all fibers. About 85% of cotton fibers have a medium staple length from 25.4 to 28.6 mm, so cotton yarns are mostly made of these fibers. 2 Cotton fibers usually have fineness in the range from 1.5 to 2 dtex, density 1.52 to 1.55 g/cm3, moisture absorption capacity in a standard atmosphere 6% to 9.5%, and strength 20 to 50 cN/tex. 3
In addition to cotton fibers, various cellulose and regenerated cellulose fibers are often used in the manufacture of knitted fabrics that adhere to the body skin. Their staple length often amounts to 39 mm.4,5
Tencel fiber belongs to the group of Lyocell fibers, that is, artificial cellulosic fibers obtained by the use of direct cellulose solvents. Tencel fibers have a smooth surface, their cross section is circular or oval, they have a density of 1.50–1.53 g/cm3, strength in dry state 34–40 cN/tex, and moisture absorbency in a standard atmosphere up to 11.5%. Manufacturers of Tencel fibers claim that the fibers are soft, comfortable to touch, have excellent wet strength, good absorption, are crease resistant, have excellent dyeing properties, a nice drape of knitwear, and so on. They are used for making underwear, bedding, nightgowns and pajamas, recreational clothing, and so on. A Tencel fiber of specific properties is produced for each purpose. It is mostly blended with cotton or polyester (PES) fibers.5,6
Modal fibers are also artificial cellulose fibers of certain mechanical properties. They have a density in the range of cellulose fibers, that is, 1.50–1.54 g/cm3, strength in dry state 34–38 cN/tex, moisture absorbency in a standard atmosphere up to 12.5%. Knitted fabrics made of modal fibers are soft and comfortably cling to the body skin and are used for higher quality, especially women’s underwear. Manufacturers claim that modal fibers are unfit for bacterial development and have a greater ability to absorb moisture than cotton fibers and are suitable for the manufacture of various children’s clothing as well as household linen, such as bedding, mattresses, towels, slippers, and carpets (see Table 1).5,6
Comparison of properties of Lyocell, modal, and cotton fibers. 5

DP: degree of polymerization.
The above-mentioned fibers are used to make yarns using several spinning processes: ring spinning process—yarns spun on ring spinning machines; rotor spinning process—yarns spun on rotor spinning machines—Open End—OE yarns; air-jet spinning process—yarns spun on air-jet spinning machines—air-jet yarns and several less developed spinning processes. Using these raw materials and spinning processes, different yarn structures are made which already have found their applications. Attempts are being made to find areas of application for many other fibers. In 2016, 47 million tons of yarns spun of short staple fibers, 25 million tons of yarns spun on ring spinning machines or 54%, 17 million tons of yarns spun on rotor spinning machines or 36%, 4 million tons are compact yarns or 8%, and 1 million tons are yarns spun on air-jet spinning machines or about 2%. 7 Different cotton, cellulose, and regenerated cellulose fibers have a different structure and consequently properties. It is therefore understandable that such fibers and different spinning processes will produce significantly different structures and properties of yarn, suggesting that particular attention should be paid to their manufacture and finishing of knitted fabrics (see Figure 1).4,8,9

Strength (cN/tex) and elongation (%) of cotton and cellulose fibers and PES fibers. 10
Sports and recreation are a special area of textile application. Professional athletes mostly require special clothing, which is increasingly personalized. The professional athlete’s clothing is not only made-to-measure, but also made of a special type of fiber and material structure. In addition to clothing for professionals, but by slightly milder criteria, clothes for recreationists, usually for athletes, mountain climbers, cyclists, but also for hunters, foresters, priests, and others are made.
As it is noticeable, there are various uses and purposes of textile materials, which also include knitted fabrics. The criteria for the manufacture of individual garments, and thus of outerwear and underwear are distinguished. This is the reason why double jersey fabrics made of Tencel and modal yarns are compared. This kind of knitted fabric often adheres to the body skin; thus, in their manufacture special attention should be paid to raw material composition, structure and count of yarn, knitting machine gauge as well as to knitting and finishing conditions.11,12
Structure parameters of plain double jersey fabric
The basic or technological parameters of the structure of plain, double jersey fabrics designed for the production of underwear and light summer outerwear are well known. They are analyzed daily and continuously in the knitted fabric manufacturing process. These parameters are knitted fabric width (Sp), loop density in course (Dh) and wale direction (Dv), coefficient of loop density (C), knitted fabric thickness (dp), stitch length (ℓ), mass per unit area or mass of m2 of the knitted fabric (m), mass per unit volume (mz), and so on. 13 Yarn counts 12–36 tex are used for manufacturing this kind of knitted fabrics.11,14,15
The width of the knitted fabric after removing from the knitting machine depends on the diameter/circumference of the needle bed of the knitting machine and the shrinkage of the knitted fabric in course direction. The basic technological parameters associated with the knitting machine and the fabric width are given in equations (1)–(4)16,17




where Oi is the needle bed circumference, mm; Di is the needle bed diameter, mm; ks is the coefficient of fabric shrinkage; Ni is the number of needles; A is the wale spacing, mm; and s is the shrinkage of the knitted fabric in the course direction after removing from the machine, %.
The loop density in the course of the fabric (Dh) can be calculated from the number of needles knitting in a single needle and the width of the knitted fabric

The coefficient of loop density (C) is the ratio of the horizontal to the vertical density of the knitted fabric or the ratio of the course to wale spacing 18

Stitch length of the plain double jersey can be calculated by equation14,19

where Dh is the horizontal fabric density or stitch length in the course direction, stitch/cm; Dv is the vertical fabric density or stitch length in the wale direction, stitch/cm; A is the wale spacing, mm; B is the course spacing, mm; and d is the conditional yarn thickness, mm.
Mass per square meter of the knitted fabric or mass per unit area (m) in g/m2 is the most important technological and economic parameter of the knitted fabric structure and can be determined by weighing the mass of a knitted fabric sample and by calculating its surface area, that is

where m is the average mass per unit area of the fabric, g/m2; mu is the mass of the knitted fabric sample, g; and Pu is the sample surface area, m2.
or

where ℓ is the stitch length, mm; Tt is yarn count, tex.
Besides the parameter mass per unit area of the knitted fabric, volume mass of the fabric is also often used which represents the ratio of mass per unit area and fabric thickness

where mz is the volume mass of the knitted fabric (g/cm3); Dp is the knitted fabric thickness (mm).
As it is noticeable, a change in the mass per square meter of the knitted fabric can affect many parameters of the knitted fabric, and thus the use of the knitted fabric. If, for example, the sinking depth decreases, then the stitch length also decreases, thereby increasing the density of the stitches in the course direction of the knitted fabric, which ultimately results in a higher mass per unit area of the knitted fabric. This tighter and more massive knitted fabric is suitable for making outerwear on which patterns will be printed. A more lightweight and more porous knitted fabric is produced if sinking depth is increased. Such knitted fabrics are usually not patterned using the printing technique; they are used to manufacture underwear.
Experimental part
Tencel and modal fibers and three spinning processes, ring, rotor, and air-jet spinning methods, were used to make yarns. Six groups of yarns with a nominal count of 20 tex were spun in total. Three groups of yarns were spun from Tencel fibers (TR, TOE, TAJ), and three groups were spun from modal fibers (MR, MOE, MAJ). The tensile properties of the yarns were measured on a tensile-testing instrument tt. Textechno, type Statimat M. The working speed of the instrument was 500 mm/min. The tensile tester is used to measure the tensile properties of yarns and textiles. It is fully automated, microprocessor controlled, and operates on the principle of constant elongation rate in accordance with DIN 51221, DIN 53834, and ISO 2062.
The Tencel yarns spun in one spinning process had a higher breaking force than the modal yarns. For example, Tencel yarns spun on the ring spinning machine (TR) had a breaking force of 532 ± 13 cN, and modal yarns (MR) 487 ± 10 cN or 9.2% less. Tencel yarns made by the rotor spinning system (TOE) had as much as 23.7% higher breaking force than modal yarns (MOE), and in the air-jet spinning process, it was higher by 9.4%. The highest elongation at break was recorded in the modal yarns spun on the ring spinning machine (MR) amounting to 10.2% ± 0.2%, and the lowest one was recorded for the modal yarns spun on the rotor spinning machine (MOE) amounting to 7.2% ± 0.2%. The breaking strength is related to the breaking force and was the highest for the Tencel yarns made on the ring spinning machine (TR) and the lowest for the modal yarn made on the rotor spinning machine (MOE). With these yarns, the work to rupture was both the longest and shortest. Table 2 lists the basic parameters of the tensile properties of the manufactured and analyzed yarns at p = 0.05. Based on the data obtained by measurements, it can be concluded that the tensile properties of the analyzed yarns are substantially different (see Figure 2). 1
Tensile properties of the Tencel and modal yarns with a nominal count of 20 tex using different spinning processes.

TR: Tencel yarn spun on the ring spinning machine; TOE: Tencel yarn spun on the rotor spinning machine; TAJ: Tencel yarn spun on the air-jet spinning machine; MR: modal yarn spun on the ring spinning machine; MOE: modal yarn spun on the air-jet spinning machine.

Tensile properties of 20-tex yarns: (a) Tencel yarn spun on the ring spinning machine (TR), (b) Tencel yarn spun on the rotor spinning machine (TOE), (c) Tencel yarn spun on the air-jet spinning machine (TAJ), (d) modal yarn spun on the ring spinning machine (MR), (e) modal yarn spun on the rotor spinning machine (MOE), and (f) modal yarn spun on the air-jet spinning machine (MAJ).
A circular double-bed knitting machine was used to make samples. It was really intended to make plain double weft jersey fabrics diameter 200 mm (8 in), and it had eight knitting systems (see Table 3). Memminger IRO Coni positive feeders were used to feed the yarn on the knitting machine. They regulate the tensile force of feeding the yarn to the knitting system. On average, it was 3 ± 1 cN. The samples were made of six mentioned Tencel and modal yarns. Each knitted fabric sample was 100 m long. A pair of rollers at a distance of 700 mm from the knitting zone was used to take down the knitted fabric. The knitted fabric was plaited into the trough under the take-down rollers, that is, it was not wound on the roll. It is interesting to note that all the fabric samples were made on one knitting machine under the same conditions, meaning that the machine was not readjusted for each yarn.
Half of each knitted fabric samples was finished and half remained unfinished. Thus, the analysis of structure and tensile properties was performed on about 50 m of the unfinished and 50 m of the finished knitted fabric. The finishing of the knitted fabric was carried out in industrial plants. After knitting, the knitted fabrics were relaxed for 10 days. In the finishing department, the knitted fabrics were washed at an initial temperature of 40°C. Subsequently, detergents, bleaching, and stabilizing agents were applied and the temperature was increased to 98°C. After rinsing, cold washing with neutralizing and softening of the fabric was performed. After washing, the knitted fabrics were dried at a temperature of 150°C whereby the material passed through the dryer at a speed of 0.15 m/s. The finished knitted fabrics were folded and stored for further investigations.
Construction characteristics of the double-bed circular knitting machine used to make knitted fabric samples.

Results and discussion of the fabric structure parameters
According to the usual standard methods, basic or technological parameters of the knitted fabric structure were analyzed and measured several times in daily production. Some performance parameters significant for these investigations were also calculated.15,20 Measurements were carried out in a logical sequence, first those for which no material destruction was necessary: knitted fabric width and thickness, followed by fabric mass, stitch density of the knitted fabric, and so on. When determining the average stitch length to form a stitch, it was necessary to cut the knitted fabric and to unravel the yarn. Coefficient of stitch density and fabric volume mass were calculated from the performance parameters. The results were statistically processed at p = 0.05 where possible and purposeful.
Knitted fabric width (Sp) is the basic parameter in this kind of analysis. It reveals all other changes in the structure, and thus the properties of knitted fabrics, because they were made using the same knitting parameters. In all six unfinished samples, the fabric width ranged from 40 to 48 cm, as shown in Figure 3. The minimum width of the unfinished fabric was 20 cm × 2 (40 cm). It was obtained by knitting the Tencel yarns made on the ring spinning machine (TR). It is important for knitting technologists to know that at the lowest width of the knitted fabric the greatest fabric shrinkage was observed after removal of the fabric from the knitting machine and relaxation. The maximum width of the unfinished knitted fabric was 24 cm × 2 (48 cm). It was obtained by knitting all the yarns spun on the rotor and air-jet spinning machines. These samples had the lowest shrinkage after removal from the machine and relaxation. Based on these two substantially different data, it can be concluded that the ring spinning process produces significantly different yarn structures than the rotor and air-jet spinning processes. The yarn spun on the rotor and air-jet spinning process was stiffer. The formed stitch skeleton was larger than of the ring spun yarn. This is the reason why wale spacing was larger; consequently, the knitted fabric was wider. It is even more interesting to note that all the measured yarn parameters at tensile load were higher in the yarns spun on the ring spinning machine than on the rotor and air-jet spinning machine, as shown in Table 2.

Widths of the unfinished and finished knitted fabrics made of yarns of different raw material compositions and spinning processes; (a) Tencel knitted fabrics and (b) modal knitted fabrics.
Knitted fabric finishing changes fabric structure. The width of the finished knitted fabrics ranged from 19 cm × 2 to 23.5 cm × 2 (38 to 47 cm). In the case of the unfinished knitted fabrics, four samples were 48 cm wide, and in the unfinished ones only one sample was wider than 43 cm, indicating that Tencel and modal fibers, and consequently the yarns, reacted differently to the washing and finishing process. The smallest difference between the finished and unfinished knitted fabrics was recorded for the modal samples made of the yarns spun on the ring spinning machine (MR). For these samples, the width of the unfinished knitted fabric was about 2.5% greater. The highest shrinkage of the knitted fabric after finishing was observed in the knitted fabrics made of modal yarns spun on the rotor spinning machine (MOE). The finished fabrics were even 21% narrower. The greatest gain in width after finishing was measured for the Tencel knitted fabric whose yarns were spun on ring spinning machines (TR) and amounted to about 17.5%. The cause of this different behavior of the knitted fabric after the finishing process should be sought in the structure of fibers, yarn, and finishing process, that is, it is necessary to investigate the optimal parameters of the finishing process for individual raw material compositions and yarn structures.
Knitted fabric shrinkage (s) is one of the most important properties, both in production and in use, especially for knitted garments. First, knitted fabric shrinkage was analyzed in course direction or transversally after removing the fabric from the knitting machine. The needle bed circumference of the knitting machine, on which the fabric was knitted, amounted to 64 cm, and the width for, for example, Tencel (TR) knitted fabrics was 20 cm × 2, meaning that the fabric shrinkage was 37% in course direction after removing the fabric from the machine and relaxation. This shrinkage is basic and very important for the analysis of all other shrinkage to which the fabric is exposed during finishing and use of the knitted fabric. Fabric shrinkage in wale direction was mostly not analyzed in this section



Another significant shrinkage of knitted fabrics in course and in wale direction or in transverse and longitudinal direction was analyzed after the finishing process. Six analyzed fabric samples had a change in width from −17.5% to 28.8%. It was significantly greater than the change in longitudinal direction of the fabric or in wale direction, ranging from 2.5% to 6.9%. A change in course direction was great, but at a small length, while a change in wale direction or in longitudinal direction was small, but at a great length. Both changes were equally significant. The gain in width of the fabric in course direction after finishing was measured only in the Tencel fabric made of the yarns spun on the ring spinning machine (TR). All the other fabric samples were narrowed, and shrinkage ranged from 2.4% to 20.8% after the finishing process. The maximum extension of the knitted fabric after the finishing process was measured in the sample made of the modal yarn spun on the rotor spinning machine (MOE), and it was 2.5%. A slightly smaller extension of 1.8% was also measured in the modal knitted fabrics made of the yarns spun on the air-jet spinning machine (MAJ). The highest fabric shrinkage lengthwise was measured in the Tencel fabrics made of the yarns spun on the rotor spinning machine (TOE) and was 6.9%, or a 100 m long knitted fabric was shortened to a length of about 93 m after finishing.
Stitch length (ℓ) is one of the basic parameters, especially for plain knitted fabric structures. After the knitting process, a difference in the widths of the knitted fabrics was observed, on the basis of which it was concluded that the yarn structure affected the shrinkage of the knitted fabric in course direction, and thus it also affected its mass per unit area and porosity. Therefore, it is important to analyze stitch length in order to find out whether the yarn structure significantly affected the length of its interloping. On the basis of this information, the fabric thickness as well as the volume mass of the knitted fabric can be analyzed. 21 Samples were made on a circular double-bed knitting needle machine with 432 × 2 needles, that is, a total of 864 needles. For this reason, it was appropriate to rip a whole course of stitches made with 864 needles. The fabric is cut longitudinally between two sets of wales, and a whole row of yarn was removed from the structure. When the yarn is pulled from the course, one end of the yarn is secured in the upper handle of the yarn length measuring device and the other end of the yarn is loaded with a preload of 0.5 cN/tex, according to ISO 7211-5:1984. 22 The average stitch length was calculated from the obtained length of the yarn removed. The average stitch length for the stitch formation in the unfinished knitted fabric ranged from 3.13 ± 0.03 mm to 3.15 ± 0.03 mm, with a difference of only 0.6%, as shown in Figure 4. The average stitch length for the stitch formation in the finished knitted fabric ranged from 3.09 ± 0.02 mm to 3.12 ± 0.03 mm, the difference being slightly greater and amounting to 1%. Consequently, the differences in the average stitch length for the stitch formation were far below 5%; so for practical considerations, it can be concluded that the stitch length was not significantly different for all the fabrics analyzed. However, it is noteworthy that stitch length in all the finished knitted fabrics was less than 0.3%–1.6%. The maximum stitch length was achieved in knitting the Tencel yarn spun on the air-jet spinning machine (TAJ), amounting to 3.15 ± 0.03 mm. The theoretical stitch length was obtained according to equation (7). It was 6%–9% higher than the experimental one, suggesting that the stitch in these analyzed knitted fabrics had a shape different from the model in the equation used.

Stitch length in the unfinished and finished knitted fabrics made of the yarns of different raw material compositions and spinning processes: (a) Tencel knitted fabrics and (b) modal knitted fabrics.
Coefficient of stitch density (C) describes the general stitch density of the knitted fabric. 14 The loop density in the course of the fabric (Dh) was calculated from the number of needles knitting in a single needle and the width of the knitted fabric. The loop density in the wale of the fabric (Dv) was calculated by counting the stitches at 5 cm in a wale of the fabric, according to HRN EN 14971:2008. 23 In the Tencel knitted fabrics made of the yarns spun on the rotor spinning machine (TOE), it amounted to 0.76. It is calculated as follows: C = Dh/Dv = B/A = 9.2 stitches/cm/12.1 stitches/cm = 0.83 mm/1.09 mm = 0.76. In the case of the unfinished knitted fabrics, it ranged from 0.73 to 0.92, and in the case of finished ones, it ranged from 0.72 to 0.94, which mainly corresponds to the commercial use of knitted fabrics, as shown in Figure 5. The lowest coefficient of stitch density was measured in the Tencel knitted fabric made of yarns spun on the air-jet spinning machine (TAJ), amounting to 0.73 for unfinished knitted fabrics and 0.72 for finished fabrics, being a negligible difference for practical applications. In the case of unfinished knitted fabrics, the highest coefficient of stitch density was measured in the Tencel knitted fabrics made of yarns spun on the ring spinning machine (TR), amounting to 0.92. However, after finishing, this coefficient was 0.8, that is, it decreased by 15%. The greatest increase in this coefficient occurred due to the finishing process, and it was measured in the modal knitted fabrics made of the yarns spun on the rotor spinning machine (MOE). The increase amounted to even 21.3%, that is, the coefficient increased from 0.74 to 0.94, indicating a significant change in the structure of the knitted fabric. A slightly smaller increase was also measured in the modal knitted fabrics made of the yarns spun on the air-jet spinning machine (MAJ), amounting to 14.3%. The Tencel knitted fabrics made of the yarns spun on the rotor spinning machine (TOE) and on the air-jet spinning machine (TAJ) and the modal knitted fabrics made of the yarns spun on the ring spinning machine (MR) had a difference of −3.5% to 3.8%. Based on these changes, it can be concluded that most of the parameters in the finishing process were acceptable for these raw material compositions and structures of yarns.

Coefficient of stitch density in the unfinished and finished Tencel and modal knitted fabrics made of yarns using different spinning processes: (a) Tencel knitted fabrics and (b) modal fabrics.
Mass per square meter of the knitted fabric or mass per unit area (m) is the most significant structure parameter, especially for plain knitted structures 15 and can be determined by weighing the mass of the fabric and calculating its surface area, in accordance with HRN ISO 3801. 24 It determines the purpose and price of the product. For the analyzed unfinished samples of plain double jersey fabrics, the mass per square meter of the knitted fabric ranged from 128 ± 3 to 155 ± 5 g/m2, as shown in Figure 6. It is noticeable that there are two groups of knitted fabrics. The first group consists of lighter knit fabrics with mass per unit area from 128 to 132 g/m2, which were made of the yarns spun on rotor (OE), and air-jet spinning machines (AJ). The second group of the knitted fabrics had a significantly higher mass, ranging from 152 to 155 g/m2. They were made of the yarns spun on ring spinning machines (R). This is a very important fact for commercial serial production, suggesting the conclusion that it is very complex to make knitted fabrics with the same yarn counts spun by different spinning processes. The difference in mass was up to 17.5% for the samples made and analyzed.

Mass per unit area of the unfinished and finished knitted fabrics made of yarns of different raw material compositions and spinning processes: (a) Tencel knitted fabrics and (b) modal fabrics.
For the finished knitted fabrics, mass per unit area ranged from 139 ± 4 to 170 ± 5 g/m2 and could not be divided as in the unfinished fabrics into two, or possibly into three groups, which were also significantly different from the groups of the unfinished knitted fabrics. The first or lighter group included the Tencel fabrics made of yarns spun on ring spinning machines (TR), and their mass per unit area was 139 g/m2 or 9.4% less than for the unfinished knitted fabrics. The second group included the most massive finished modal knitted fabric with a mass per unit area of 170 g/m2. It was made of the yarns spun on the rotor spinning machine (MOE). In this sample, which underwent the finishing process, the increase in mass was the highest. It amounted to even 24.7%, that is, mass rose from 128 to 170 g/m2. The third group included the other samples with a mass per unit area from 150 to 161 g/m2.
Among the parameters of the knit structure, the most important thing is to notice a mass change after finishing the knitted fabric. As expected, in some knitted fabric samples, the mass per unit area increased after finishing, while it decreased in others. In these samples, only the mass per unit area decreased from 152 to 139 g/m2 or 9.4% in the Tencel fabrics made of yarns spun on the ring spinning machine (TR). In all other samples, the mass per unit area rose from 1.9% to 24.7%. In this analysis, it is important to observe mass changes according to the structure of the yarn spun by different spinning processes. The smallest changes in the mass per unit area were observed in the knitted fabrics made of yarns spun on the ring spinning machine (R). The changes ranged from −9.4% to 1.9%. Medium changes ranged from 12.7% to 15.4% and were recorded in the knitted fabrics made of the yarns spun on the air-jet spinning machine (AJ). The greatest changes were observed in the knitted fabrics made of the yarns spun on the rotor spinning machine (OE). This increase ranged from 20.5% to 24.7%.
Mass per unit area of the knitted fabric can be determined experimentally. For the finished modal knitted fabrics made of the yarns spun on the ring spinning machine (MR), the mass per unit area determined by weighing knitted fabric samples and using the equation was the same, amounting to 158 g/m2. In many cases, this difference amounted up to 10%


The finishing process determines mass per unit area of the finished fabric. During the finishing process, various regulations of machine operation and application of the proposed recipes are possible. By analyzing repeatedly washed and finished knitted fabrics, dimensional changes can be observed which regulate the parameters of finishing knitted fabrics and thus produce a knitted fabric of acceptable dimensional stability. Each knitted fabric manufacturer seeks to make optimal use of the procedures in the finishing process and very often keeps secret the recipes in the production of quality knitted fabrics. Based on the data obtained in these analyses, it is recommended to knitted fabric manufacturers to adapt finishing parameters according to the raw material composition and the structure of yarns used to make the knitted fabric.
Knitted fabric volume mass (mz) was significantly higher for all analyzed finished fabric samples than for unfinished knitted fabrics. For the unfinished knitted fabrics, it ranged from 0.21 to 0.27 g/cm3, and for the finished ones from 0.31 to 0.35 g/cm3, that is, it was higher by 14%–38%, as shown in Figure 7. It should be noted that the lowest volume masses of the unfinished knitted fabrics were measured for the yarns spun on the rotor spinning machine (OE), the highest ones for the knitted fabrics made of the yarns spun on the ring spinning machine (R), and the knitted fabrics made of the yarns spun on the air-jet spinning machine (AJ) lie between them. As with many other parameters of the knitted fabric structure, it is noticeable that volume mass was also under the influence of the raw material composition, the yarn structure, and the finishing process of the knitted fabric. The minimum increase in volume after finishing the knitted fabric was obtained for the modal knitted fabric made of the yarns spun on the ring spinning machine (MR) amounting to 14%, and the maximum one also for the modal knitted fabric made of the yarns spun on the rotor spinning machine (MOE) amounting to 38%.
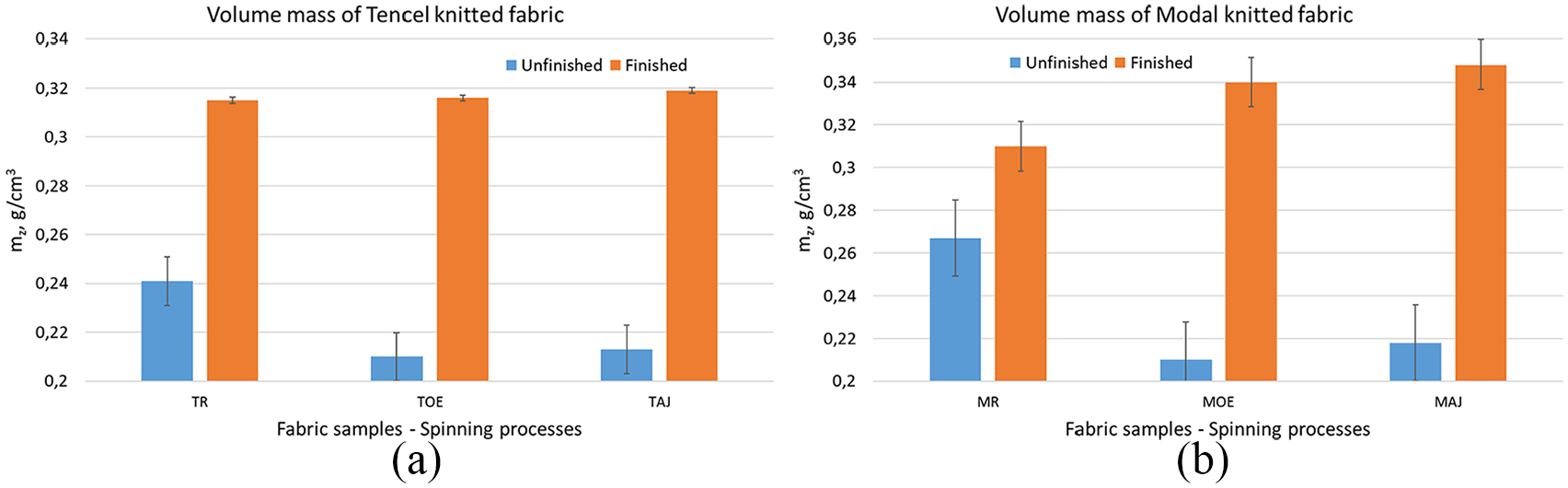
Volume mass of the unfinished and finished knitted fabrics made of yarns of different raw material compositions and spinning processes: (a) Tencel knitted fabric and (b) modal fabric.
An increase in the volume mass of the knitted fabric was caused by a decrease in the fabric thickness and an increased fabric shrinkage after the finishing process, according to HRN EN ISO 5084. 25 Knitted fabrics with an increased volume mass can be used for garments worn at lower temperatures.
Volume mass is a performance parameter of the knitted fabric structure and is calculated from the ratio of mass per unit area and fabric thickness, for example, it amounted to 0.31 g/cm3 in the finished modal knitted fabric made of the yarns spun on ring spinning machines (MR)

Results and discussion of the tensile properties of knitted fabrics
Lighter plain double jersey fabrics, that is, knitted fabrics with a mass per unit area up to 250 g/m2, which are used for the production of underwear and lightweight summer clothes are, theoretically analyzed, four times more stretchable in course direction—transversally—than in wale direction—longitudinally. 14 Therefore, 50 mm wide and 200 mm long samples were cut out from the knitted fabric. The distance between the grips of the tensile tester was 100 mm. The STATIMAT M tensile tester was used to measure unfinished and finished knitted fabric samples cut out in course and wale direction. While tensile force acts, the sample is elongated with continuous measurement of force-elongation data. The number of measurements can be selected in the boundary region from 1 to 4 measurements/mm of elongation. During breaking the knitted fabric, the last measurement is recorded, which represents the force and elongation of the knitted fabric. The force/elongation curve can be analyzed according to various principles and segments, according to HRN EN ISO 13934-1.26,27 After the measurements are performed, the tensile properties of knitted fabrics in course direction or transversally and in wale direction or longitudinally are studied separately.
Tensile properties of knitted fabrics in course direction
Elongation at break of the knitted fabric (Itp) was recorded by the tensile tester at the moment of breaking the fabric during the elongation of the fabric sample. Breaking force was recorded together with elongation at break. All the fabric samples were made under the same conditions and in the same knitted fabric structure; so it is assumed that elongation at break depends on raw material composition and structure of the yarn, which determine elongation at break of the yarn; it determines the amount of the elongation of the knitted fabric at the moment of breaking. For all the unfinished samples of knitted fabrics, the elongation at break ranged from 250% to 328%, as shown in Figure 8. These data reveal that the yarns spun on the ring spinning machines caused the highest elongation at break of the knitted fabric because the fracture elasticity of these yarns is also the highest. The lowest elongation at break was recorded for modal fabric samples knitted from the yarns spun on the air-jet spinning machines (MAJ) amounting to 250%. The highest elongation at break was 328% and was recorded for the Tencel fabrics made of the yarns spun on the ring spinning machines (TR). This is also one of the indicators of the different structure of the yarn spun on the ring and air-jet spinning machine.
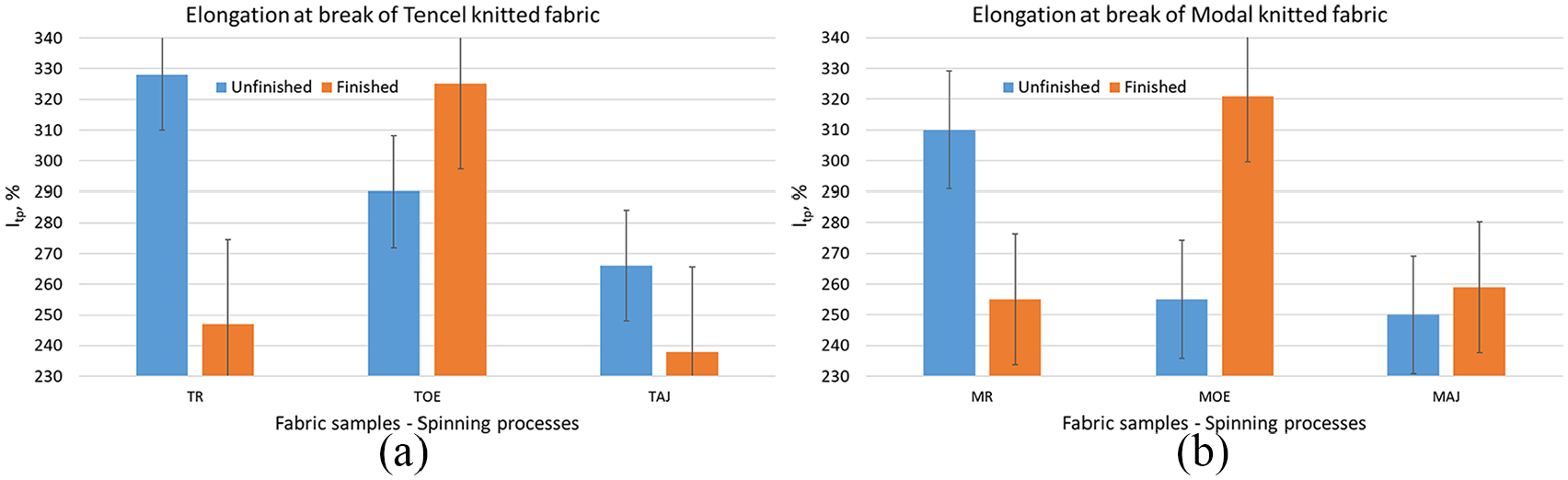
Elongation at break of the unfinished and finished knitted fabrics in course direction or transversally: (a) for Tencel fabrics and (b) for modal fabrics.
Elongation at break of the finished knitted fabrics was slightly lower, ranging from 238% to 325%. It was also the lowest in the Tencel knitted fabrics made of the yarns spun on air-jet spinning machines (TAJ), the highest also for the Tencel fabrics, but made of the yarns spun on rotor spinning machines (TOE). It is interesting to note that the highest increase in elongation at break was achieved by finishing knitted fabric samples made of the Tencel and modal yarns spun on rotor spinning machines (TOE) amounting to 26%. In contrast to this, however, the highest reduction of elongation at break after finishing the fabric was measured for the knitted fabric made of Tencel and modal yarns spun on the ring spinning machine (MR and TR) amounting to 25%. The smallest changes were observed in the knitted fabrics made of the yarns spun by the air-jet spinning method. Increases and reductions in elongation at break are closely linked with knitted fabric shrinkage after the finishing process.
Elasticity of the knitted fabrics in course direction (Iep) is often one of the most significant parameters for clothing production. With this elasticity, it is possible to regulate wearing comfort. When the knitted fabric was stretched by the tensile tester, force/elongation was recorded. The first part of the diagram up to point T1 (Figure 10(a)) is assumed to be linear, and the elastic region of the knitted fabric is considered to be up to point T1. For the unfinished knitted fabrics, elasticity in course direction ranged from 100% to 180% on the force/elongation curve, as shown in Figure 9. The lowest elasticity of the unfinished knitted fabric was obtained by knitting modal yarns spun on rotor (MOE) and air-jet spinning machines (MAJ), and a significantly higher elasticity of the knitted fabric was obtained when knitting the yarns spun on ring spinning machines (R). For the finished knitted fabrics, elasticity fluctuated in a narrower range, that is, from 120% to 140%. The modal knitted fabrics made of the yarns spun on the rotor spinning machine (MOE) and the Tencel knitted fabrics made of the yarns spun on the ring spinning machine (TR) had an elasticity of 140%, and all other knitted fabrics had an elasticity of 120%. It should be noted that the elasticities of the unfinished and finished Tencel knitted fabrics made of the yarns spun on the air-jet spinning machine (TAJ) were equal. After the finishing process, the elasticity of the knitted fabric mostly decreased in the modal knitted fabrics made of the yarns spun on ring spinning machines (MR), whereas it mostly increased in the modal knitted fabrics, but made of the yarns spun on rotor spinning machines (MOE).

Elasticity of the unfinished and finished knitted fabrics in course direction or transversally: (a) for the Tencel knitted fabrics and (b) for the modal knitted fabrics.
Analysis of the force/elongation diagram of the knitted fabrics elongated in course direction (Figure 10(a)) is significant in order to find the values of the individual parts contained in the diagram and their intended use. The presented force/elongation diagram pertains to the unfinished Tencel knitted fabric made of the yarns spun on the ring spinning machine (TR). When the sample was stretched by the tensile tester, the breaking point, in which the force of 104 N and elongation at break of 328% were measured, was recorded. The first linear part of the curve up to point T1 is considered to belong to the elastic region, and in this case, as a result from a free estimate, it amounted to 180% elongation. The region from point T2 up to point P or knitted fabric break can also be considered linear, and it is assumed that from point T2 permanent deformation of the knitted fabric begins. The region up to point T1 is very often used for the construction of knitwear. The region between point T1 and point T2 has not been studied sufficiently as yet, and it is assumed to be the boundary region between the elasticity and plasticity of the knitted fabric. In the production of classic underwear, this is the region that is manifested during use in increasing the tensile force, resulting in permanent deformation of the knitted fabric. However, with a low force acting at an angle of 90°, this deformation is neutralized. In case of elastic underwear, this deformation is even more pronounced and the region between points T1 and T2 has a different portion in relation to total elongation. This region between points T1 and T2 is very interesting in the production of recreational and compression clothing that cling to the body. In the production of compression stockings, the knitted fabric is very often elongated almost up to point T2 or the beginning of permanent deformation, and in this position, it is kept on the leg. In this case, the stockings act in a compressional manner. Depending on the degree of vein disease, it is recommended to use the stockings with a specific degree of compression or elongation of the knitted fabric between points T1 and T2. For this reason, it is necessary to know the specified regions at least approximately for individual materials.

Elongation of the knitted fabric in course direction—transversally: (a) force/elongation diagram and (b) portions per individual segments of the diagram for the analyzed knitted fabrics.
These investigations and the analysis of all the results of stretching the knitted fabrics in course direction or transversally revealed portions of the individual regions during stretching the knitted fabric up to breakage. Figure 10(b) shows the portions of these regions. The data were sorted by the elasticity region of the unfinished knitted fabrics. The diagram shows that the lowest elasticity in course direction was recorded for the modal knitted fabric made of the yarns spun on rotor spinning machines (MOE). The elasticity portion was 39% of total elongation, the plasticity portion was 37%, and the rest of 24% belonged to the region between points T1 and T2. The highest elasticity was recorded for the Tencel knitted fabric made of the yarns spun on the ring spinning machine (TR). In this knitted fabric, the elasticity portion amounted to 55% compared with total elongation. For the modal knitted fabric made of the yarns spun on the ring spinning machine (MR), the smallest portion of elasticity was recorded between points T1 and T2 amounting to 16%; 52% were attributable to elasticity portion, and 32% were attributable to portion of permanent deformation. It should also be noted that the individual portions in all the analyzed knitted fabrics were significantly different.
Tensile properties of knitted fabrics in wale direction
Tensile properties of knitted fabrics frequently determine their use, or they are adapted according to their intended use. In some products, tensile properties in course direction are more significant, while in other ones they are more significant in wale direction. In the production of outdoor or outer knitwear, especially of long women’s dresses and multi-pocket children’s knitwear, tensile properties in wale direction are significant following the same model as in course direction.
Elongation at break of the knitted fabrics in wale direction (Itu) was measured according to the same principles as the elongation at break of the knitted fabrics in course direction ranging from 221% to 339%. Elongation at break of the knitted fabrics in wale direction was considerably lower; for the unfinished Tencel and modal knitted fabrics, it ranged from 34% to 50%, as shown in Figure 11. In these investigations, the elongation at break of the unfinished Tencel knitted fabrics made of the yarns spun on ring spinning machines (TR) was 6.7 times higher in wale direction than in course direction as well as for the modal knitted fabrics also made of the yarns spun on ring spinning machines (MR) it was 6.6 times higher. The elongation at break of the finished and analyzed knitted fabrics ranged from 39% to 62%. After the finishing process, the elongation at break of the analyzed knitted fabrics mostly increased up to 24%. In the Tencel knitted fabrics made of the yarns spun on the ring spinning machine, elongation at break did not change; and in the modal knitted fabrics made of the yarns spun on rotor spinning machines (MOE), elongation at break was reduced by 2.2% after finishing.

Elongation at break of the unfinished and finished knitted fabrics in wale direction or longitudinally: (a) for Tencel knitted fabrics and (b) for modal knitted fabrics.
Elasticity of the knitted fabric in wale direction (Ieu) as well as elongation at break was significantly lower than the elasticity of the knitted fabric in course direction. For the analyzed unfinished knitted fabrics, it ranged from 6% to 12%, and for the finished knitted fabrics, it ranged from 10% to 20%, as shown in Figure 12. For all unfinished knitted fabrics, the elasticity was 10% or 12%, and only for the modal knitted fabric made of the yarn spun on the air-jet spinning machine (MAJ), it was much lower amounting to 6%. However, it is important to note that elasticity was not reduced in any of the knitted fabrics after finishing. However, after the finishing process, the elasticity remained unchanged only in the Tencel knitted fabrics made of the yarns spun on ring spinning machines (TR). In the modal knitted fabrics made of the yarns spun on rotor spinning machines (MOE), elasticity increased after the finishing process by 20%, and in the other knitted fabrics it increased by 67%–100%.
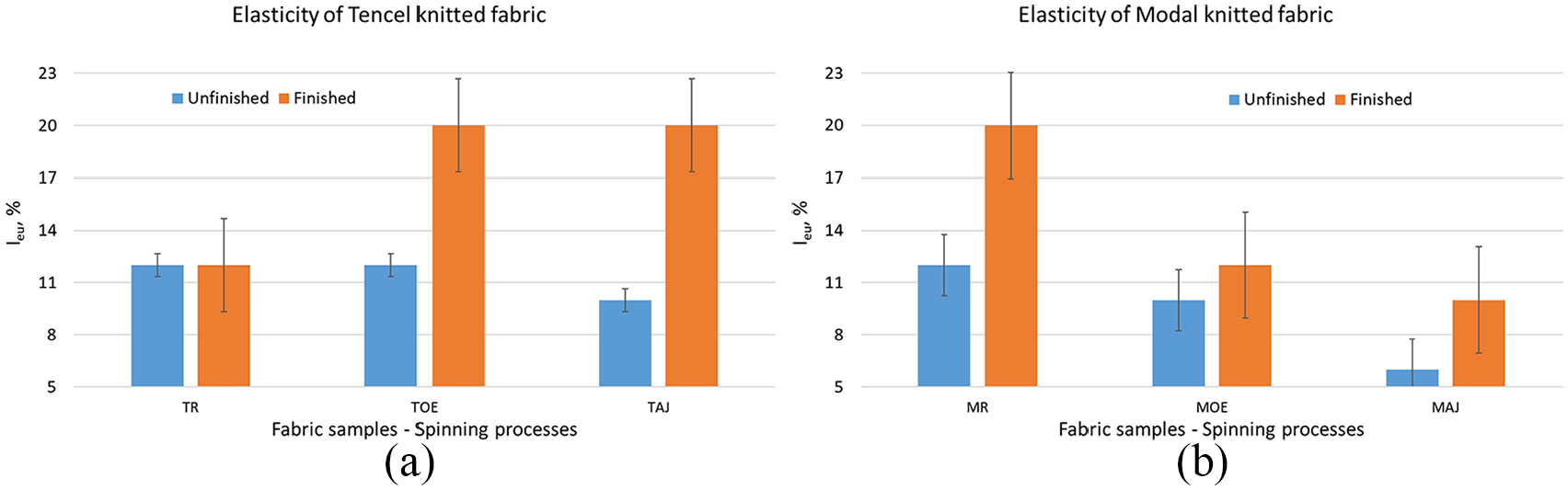
Elasticity of the unfinished and finished knitted fabrics in wale direction or longitudinally: (a) for the Tencel knitted fabrics and (b) for the modal knitted fabrics.
Analysis of the force/elongation diagram of the knitted fabric elongated in wale direction (Figure 13(a)) is also used to find out the portion of individual segments during the elongation of the knitted fabric in wale direction. The presented force/elongation diagram pertains, as in the previous case, to the unfinished Tencel knitted fabric made of the yarns spun on the ring spinning machine (TR). During breaking the sample by the tensile tester, the breaking point (P), in which the force of 492 N and elongation at break of 49% were measured, was recorded. The portions of the individual regions were calculated according to the same principles as in the analysis of the portions during elongation of the knitted fabric in course direction. It is noticeable that the portions of the individual regions were significantly different from the portions during elongation of the knitted fabric in course direction. The presented portions were sorted according to the portions of the elasticity of knitted fabrics, as shown in Figure 13(b). The smallest portion of the elasticity of the knitted fabric during its elongation in wale direction amounted to 18% of total elongation, and it was measured for the modal knitted fabric made of the yarns spun on the air-jet spinning machine (MAJ). In this knitted fabric, 24% of the portion was attributable to the region from point T1 to point T2, whereby the third part or portion of permanent deformation amounted to 58%, which was the highest portion among all the analyzed knitted fabrics. It should be noted that for all the analyzed samples the elasticity portion was the lowest amounting from 18% to 26%, the portion between points T1 and T2 amounted from 24% to 27%, and the portion of permanent deformation was the highest, amounting from 49% to 58% of total elongation. If garments falling freely around the body were made of the analyzed knitted fabrics, the design of a garment should be performed on the basis of the data of the elasticity of the knitted fabric. However, if the above-mentioned knitted fabrics are used to make garments clinging to the body or pressing it, the parameter of elongation up to point T2 or the onset of permanent deformation of the knitted fabric should be used.

Elongation of the knitted fabrics in wale direction—longitudinally: (a) force/elongation diagram and (b) portions per individual segments of the diagram of the analyzed knitted fabrics.
Conclusion
Three Tencel and three modal 20-tex yarns were spun on ring, rotor, and air-jet spinning machines. They were used to knit six samples of plain double jersey fabrics which are used to manufacture underwear and more lightweight garments. They very often cling to the body skin. The knitted fabrics were manufactured on a double-bed circular E17 machine. Half of the fabrics were finished for analysis and investigations. The investigation results of unfinished and finished structure parameters and tensile fabric properties are presented. On the basis of the investigations conducted, the following basic conclusions can be reached:
(a) All the knitted fabric samples were made on one knitting machine under the same knitting conditions. Fabric samples were made using 20-tex yarns. Substantially different yarn structures were produced. Samples had 128 ± 3 to 170 ± 5 g/m2 masses per unit area, 0.72 to 0.94 coefficient of loop density, 3.09 ± 0.02 to 3.15 ± 0.03 mm stitch length, and 0.21 to 0.35 g/cm3 volume mass.
(b) Fabric elongation at the moment of breaking in course direction or transversally ranged from 238% to 325% for the finished fabrics, and in wale direction or longitudinally it was significantly lower ranging from 39% to 62%. Elasticity of the finished fabrics in course direction ranged from 120% to 140% and in wale direction from 10% to 20%.
(c) Raw material composition and structure of yarn and knitted fabric as well as fabric finishing caused all other differences. To use the yarns at a commercial scale, it is recommended to carefully select the knitting parameters in order to obtain a satisfactory structure of knitted fabrics. In further research, particular attention should be paid to the finishing process of knitted fabrics which will be adapted to the yarns of specific structures. Guidelines for finishing procedures and required recipes should be found in the extreme values of the results obtained when comparing unfinished with finished knitted fabrics. This is a basic prerequisite for making quality garments.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Croatian Science Foundation, Project IP-2016-06-5278.