
Abstract
Air pollution has become a significant global environmental issue, leading to adverse health effects and respiratory diseases. To address this challenge, expanded polytetrafluoroethylene (ePTFE) membrane-based fibrous filters have gained popularity in the past decade. However, the thinness and low mechanical strength of ePTFE membranes make them susceptible to damage from particle collisions. As an alternative to ePTFE membranes, PTFE emulsion has emerged as a promising approach to enhance filtration efficiency. However, due to PTFE's low surface energy and high crystallinity, it is difficult for PTFE to self-bond into a membranes and adhere to substrates. Therefore, the filtration efficiency of PTFE-impregnated filter materials does not meet the requirements for ultra-low emissions, and they have poor wear resistance, resulting in a short service life. Herein, we fabricate a PTFE emulsion foam-coating membrane filter. The influences of the contents of PVA on the film morphology, air permeability, pore size and distribution, abrasive resistance and antistatic properties were analyzed. The self-cleaning performance was simulated and the filtration performance was measured as well. Notably, the frictional mass loss index of the PTFE emulsion foam-coating membrane filter was 0.07. After 30 cycles, the filtration efficiency was 98.93%, and the strip ratio was 91.03%. Our design of the PTFE emulsion foam-coating provided a new direction for the application of PTFE emulsion in the filtration field with superior self-cleaning, antistatic and high filtration efficiency performances.
Introduction
Air pollution, consisting of gases and tiny particles, has become a major global environmental issue. It can effortlessly enter the human lungs and bronchial tubes, leading to respiratory diseases and significant harm to our health.1,2 As a key part of the bag filter, the fibrous filter, which is usually resistant to high temperatures and corrosion, is widely used in industrial air filtration to remove dust particles from flue gases.3–6 However, conventional fiber filters exhibit poor filtration efficiency and fail to meet the emission requirements of less than 5 mg/m3. 7 In order to enhance the filtration performance of filter bags, expanded polytetrafluoroethylene (ePTFE) membrane-based fibrous filters have emerged as the preferred choice over the past decade due to their filtration efficiency reaching as high as 99.99%.8,9 However, the ePTFE membrane has a thickness ranging from 10 to 25 micrometers and low mechanical strength, making it susceptible to damage from collisions with particles in the flue gas10–12 As an alternative to ePTFE membrane, PTFE emulsion is another approach to enhance the filtration efficiency of fibrous filters. PTFE emulsion is well known for its outstanding thermal stability, chemical resistance, low surface energy and good electrical insulation, 13 widely used for dipping and coating in the fields of anti-corrosion, abrasive resistance, filtration.14–17 However, the exceptionally high viscosity of PTFE melt makes it flow at a very slow process.18,19 In addition, the stability of the crystalline phase up to the crystal melting temperature, melting begins only at 327°C. Therefore, due to PTFE's low surface energy and high crystallinity, it is difficult for PTFE to self-bond into a film and adhere to substrates. PTFE emulsion coating must go through a sintering process that is higher than its melting point for a long time before the PTFE film formation on non-porous substrates such as metal and glass plate. It is obvious that most textiles cannot withstand such prolonged high-temperature sintering, seriously restricting the application of PTFE emulsion on fabrics. PTFE emulsion is often used for dipping post-treatment of fabrics to entrust the fabric PTFE excellent properties such as abrasion resistance and hydrophobicity.20–23 The adhesion between PTFE emulsion and the substrate is low, and the filter has poor abrasion resistance, resulting in a short reusable time. Additionally, due to its large pore size and high porosity, dust easily enters the filter, making it difficult to clean the dust and leading to high residual pressure. Therefore, it is crucial to expand the application range of PTFE emulsion and develop a highly efficient, low-resistance, abrasion-resistant, and long-lasting fiber-based filtration material.
Herein, the purpose of this study was to fabricate a PTFE emulsion foam-coating membrane and design a PTFE emulsion foam-coating composite filter. Specifically, PTFE emulsion and PVA solution were first mixed, then foaming agent and thickening agent were added, after a foaming generating, the glass fiber mats were coated with PTFE/PVA foam by knife coating. PVA was cross-linked due to inter- and intra-molecular hydrogen bonds during the drying process, creating a continuous porous layer of PTFE/PVA on the glass fiber mat. The influences of contents of PVA on the membrane morphology, air permeability, pore size and distribution were analyzed. And then the prepared PTFE emulsion foam-coating membrane filter was characterized in terms of basic filter properties including abrasive resistance, hydrophobic characterization, antistatic properties and dust filtration. A high-performance PTFE emulsion foam coating filter materials has been developed, which enhances the application of PTFE emulsion in the manufacturing of high-performance filters.
Materials and methods
Materials
The commercial PTFE aqueous dispersion was purchased from Dupont, 60.7% solids. The average diameter of PTFE particles in the dispersion was about 150-200nm. PVA powder (1799) was purchased from Aladdin with a degree of polymerization of 1700 and an alcoholysis degree of 99%. The foaming agent cocamidopropyl betaine (CAPB) was purchased from Adamas life, 35% water solution. The thickener TK-530 was purchased from M.LAND, 30% solids. All the chemicals were of analytical grade and used without further purification. The glass fiber mat was woven fabric with a weight of 460 g/m2 provided by Yanpai Filtration Technology Co., Ltd.
Preparation of PTFE emulsion foam-coating membrane
Figure 1 presents the schematic illustration of the preparation of PTFE emulsion foam-coating membrane. First, PVA aqueous solution was prepared by dissolving 10 g PVA powder in 90 g distilled water for 3 h at 80 °C. Then certain PTFE aqueous dispersion was added to the PVA solution under stirring. 1% foaming agent CAPB and 1% thickener were added to PTFE/PVA aequous solution and mixed further by using an agitator equipped with a circular mixing stirrer (diameter of 75 mm, Panasonic MX-SS2, Panasonic Manufacturing Xiamen Co., Ltd) for 10 minutes. Preliminary studies in our lab revealed an optimum speed of 1000 rpm. Adjust the gap between the squeegee and the glass fiber woven fabric to 200 μm. Apply an excessive amount of bubble-rich PTFE/PVA solution to one end of the glass fiber woven fabric, and then use the squeegee to scrape off the excess solution. Subsequently, the mat was dried in an oven at 120°C for 3 minutes to facilitate water evaporation and crosslink the PVA. Then the coated glass fiber mat was taken out and compressed by a flat steel mold at 200 pounds per square inch gauge (psig) and transferred again into a drying oven for thermal treatment at 225°C for 2min to make PVA melt and produce porous structure. The PTFE emulsion foam-coating composite filters obtained were named M-10, M-5, M-3, M-2, M-1 according to the different PTFE/PVA mass ratio used (i.e. 10:1,5:1, 3:1, 2:1, 1:1, wt%: wt%, respectively), as shown in Table.1. In comparison, the sample named as M-0 was prepared by foam coating glass fiber mat with pure PTFE aqueous solution. Schematic illustration of the preparation of PTFE emulsion foam-coating membrane. The membrane composition and the corresponding code.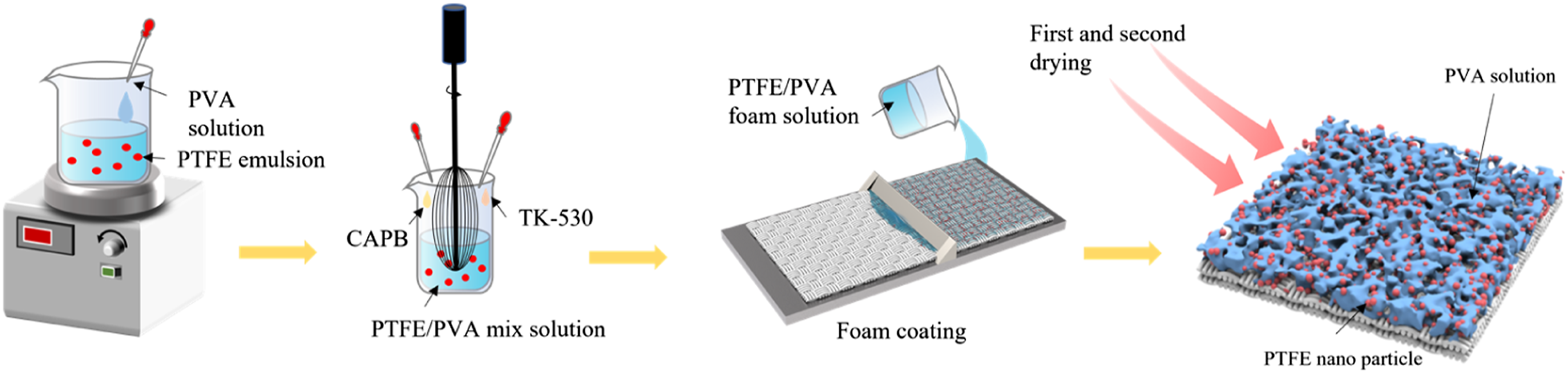
Membrane characterization
The morphologies of PTFE emulsion foam-coating membrane were observed by field emission scanning electron microscopy (SEM) (TM3030, Hitachi, Japan). The pore diameter and distribution of the filters were evaluated by a capillary flow porometer (CFP-1100AI, Porous Materials Inc., America) based on the bubble point principle. The air permeability of the glass fiber foam-laying and PTFE emulsion coated filters was measured by using a YG461 air permeability instrument (Wenzhou Fangyuan Instrument Co., China).
Abrasive resistant test
The abrasive resistance of PTFE emulsion foam-coating membranes was measured according to ISO 12,947-3:1998 MOD ‘Textiles-Determination of the abrasion resistance of fabrics by the Martindale method--Part 3: Determination of mass loss’ by using a YG401E Martindale abrasion tester (Shaanxi Changling Textile Mechanical & Electronic Technological. CO., LTD). The sample was weighted before and after 100, 200, 300, 400 and 500 cycles of rubbing, respectively, and getting its mass loss and the abrasion resistance index (Ai) to evaluate the abrasive resistance performance. Three different spots were measured for each sample and the average value of the abrasive resistance performance was reported.
Contact angle
The water contact angle (WCA) of each membrane sample was measured by an optical contact angle meter (OCA15EC, datphysics Instruments GmbH, Germany) using the water droplet sessile drop method. A 5-μl droplet of water was deposited on the membrane surface and the droplets were left on the membrane surface for 10 s and then recorded. Droplet images were taken using a lens and light source and the static contact angle was determined by analyzing the acute angle of the droplet. Three different points were measured for each sample and the average of the static contact angle was obtained.
Antistatic properties
The static performance of PTFE emulsion foam-coating membranes was measured according to ISO 18,080-1:2015 MOD ‘Textile—Test methods for evaluating the electrostatic propensity of fabrics—Part 1: Test method using corona charging’ by fabric electrometer (TYPE H-0110, SHISHIDO ELECTROSTATIC, LTD). The discharge electrode applies 10kV voltage to the sample for 30s, then the voltage begins to decay, and five different spots were measured for each sample and the average of the peak voltage and half decay time were reported.
Filtration performance
The filtration performance of filters was measured according to VDI 3926 Part 2 ‘Testing of filter media for cleanable filters under operational conditions’ by using a VDI filtration testing apparatus (FilTEq GmbH Co., Germany). Continuous dust is generated at 1000 pa with a dust concentration of 5g/m3 and a dust pressure of 1.5 bar. The constant pressure soot blowing lasts for 30 cycles. When the pressure before and after the filter material reaches 1000 Pa, the pulse soot cleaning starts. The soot blowing process lasts for 30 consecutive times. The test lasted for 30 cleaning cycle and then the filtration performances, such as filtration efficiency, residual pressure drop and strip ratio were obtained.
Results and discussion
Influences of PVA contents on the air permeability, pore size and distribution of foam coated glass fiber mats
Pore size and air permeability are important factors to reflect the filtration efficiency and pressure drop of filters. The Effects of PVA contents on the air permeability, pore size and distribution of foam coated glass fiber mats were shown in Figure 2. In comparison, the pristine glass fiber mat without any post-treatment was measured as well. Pore size distribution of PTFE emulsion foam-coating membranes:(a) M-0;(b) M-10;(c) M-5;(d) M-3;(e) M-2;(f) M-1; (g) mean size and air permeability of PTFE emulsion foam-coating membranes.
In comparison to the glass fiber mat without any post-treatment, after PTFE foam-coating, the surface of the glass fiber mat was covered with a layer of PTFE emulsion foam-coating membranes, which reduces the aperture in a large range and can effectively intercept particles. It should be noted that due to a large number of cracks, the abscissa of the pore size distribution of M-0 is extremely large, which is different from the other five samples. It could be found that the addition of PVA resulted in not only smaller pore size but also narrower pore size distribution. In the pore size distribution, pores with pore size between 10 and 100 microns were obtained by surfactant action and rapid stirring foaming, 24 which accounted for less. Moreover, a larger proportion of the pores are caused by PTFE particle shrinkage and PVA melting flow. 25 After PVA melting, a continuous structure is formed, which effectively reduces the crack, so the mean pore size of the film is greatly reduced.
In addition, with the increase of PVA mass fraction, the mean pore size and air permeability of foam coated glass fiber mats decreased as is shown in Figure 2(g). The PVA mass ratio should not exceed 5:1 in order to balance the pressure drop and filtration efficiency.
Surface morphology analysis
To verify the formation of a continuous porous layer on the surface of the glass fiber mat, SEM images of sample M-5 and M-1 were obtained at different magnifications, as shown in Figure 2. Additionally, a comparison was made with sample M-0.
It can be seen from Figure 3 that a large number of cracks appeared on the surface of pure PTFE coated glass fiber mat due to the poor deformability of PTFE particles. PTFE is a typical non-polar molecule and the interaction between molecular chains is weak, which macromolecular chain is prone to slip or fracture. More critically, the fluidity of PTFE after melting is extremely poor and the deformation of PTFE is also exceedingly small,
26
so when the internal stress in the coating accumulate, the internal stress can hardly be released through the particle deformation,
27
which leads to the crack of the coating, as shown in Figure 3(M-0). A continuous porous layer appeared on the surface of glass fiber mat when the mass ratio of PTFE to PVA was 5:1, as shown in Figure 3(M-5), suggesting that PVA could improve the integrity of the membrane which is consistent with the finding that PVA is a continuous phase network that wraps independently dispersed PTFE particles to form a complete membrane.
28
Nevertheless, an excessive amount of PVA can lead to agglomeration of PTFE particles and result in uneven dispersion. The SEM images of PTFE emulsion foam-coating membranes.
Simulated structure of PTFE emulsion foam-coating membranes is shown in Figure 4. The red spheres were PTFE particles, held in place by the blue continuous structure of PVA. Due to the linear structure of PVA, the interactions between molecular chains and the entanglement of molecular chains hold PTFE particles in place which could significantly prevent the nucleation and propagation of cracks. Simulated structure of PTFE emulsion foam-coating membranes.
Abrasive resistance
The abrasive resistance performance of filters is an crucial factor that impacts the filtration performance and lifetime of filter bag in the bag-house dusting equipment. The abrasive resistance of PTFE emulsion foam-coating membranes was measured and the results were shown in Figure 5. In comparison, the abrasive resistance of glass fiber mat was measured as well. In, addition, the abrasion resistance index (Ai) was calculated and presented in Figure 5(b), the index represented the average mass loss at different friction times: Abrasive resistance of PTFE emulsion foam-coating membranes:(a) Friction times and mass loss;(b) Abrasion resistance index.

It could be observed from Figure 5(a) that the PTFE emulsion foam-coating membranes M-0 exhibited the poorest abrasion resistance. On the other hand, the mass loss of the glass fiber mat was increased significantly after 200 times of friction, indicating surface damage and yarn breakage. In the case of M-0, the adhesion strength of the coating relied solely on the van der Waals force which includes adhesion between PTFE particles and adhesion between coating and the substrate though PTFE possessed the lowest friction coefficient among polymers. 29 Hence, the addition of PVA was deemed necessary as it facilitated bonding between the PTFE nano particles and enhanced the adhesion strength with the glass fiber mat simultaneously.
Figure 5(b) showed that the average mass loss of the M-5 was the minimum and the M-0 was the maximum. Obviously, the addition of PVA was beneficial to improving the abrasion resistance of the filter.
Hydrophobic property and self-cleaning performance
A hydrophobic surface is an essential property for bag filters because incoming airstream are often moisture-laden.
30
Moisture renders dust sticky and clumpy, resulting in dust cakes that can become firmly attached to the filter surface, a process known as plugging. A hydrophobic surface allows for the release of moist and sticky dust.
31
PTFE has good non-stick property because its surface tension of PTFE is as small as 0.019 N/m.
14
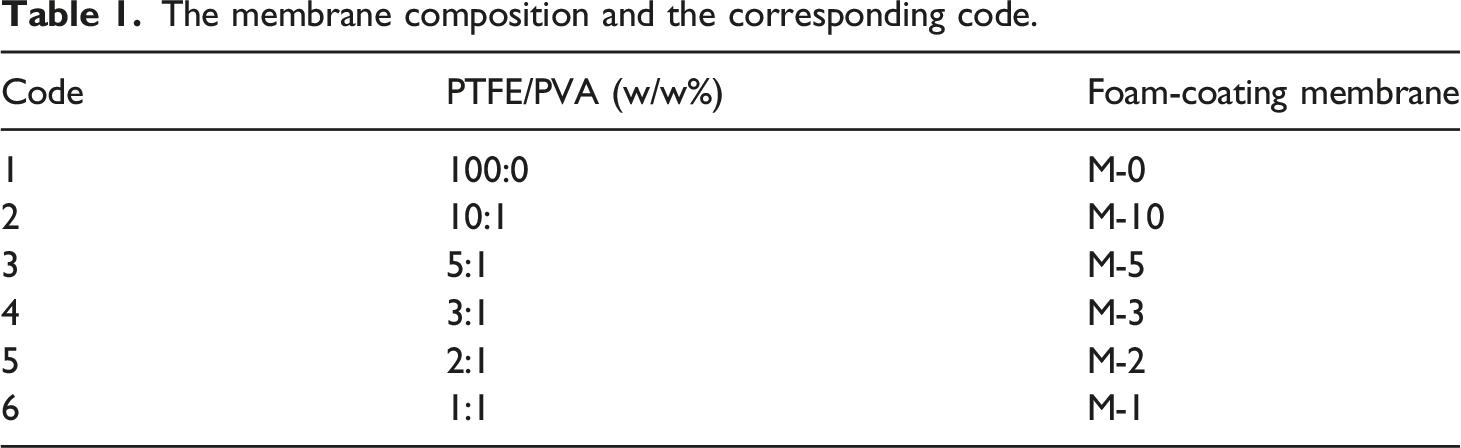
In order to understand the influence of PVA on the hydrophobicity of PTFE/PVA foam-coating membrane, the water contact angle (WCA) of PTFE/PVA foam-coated glass fiber mats were measured and summarized in Figure 6(a). Hydrophobic surface of PTFE emulsion foam-coating membranes:(a) Water contact angle (WCA) of PTFE emulsion foam-coating membranes. The insets show digital images of static WCA droplets at the closest data points; (b)SEM image of M-0;(c) SEM image of M-1.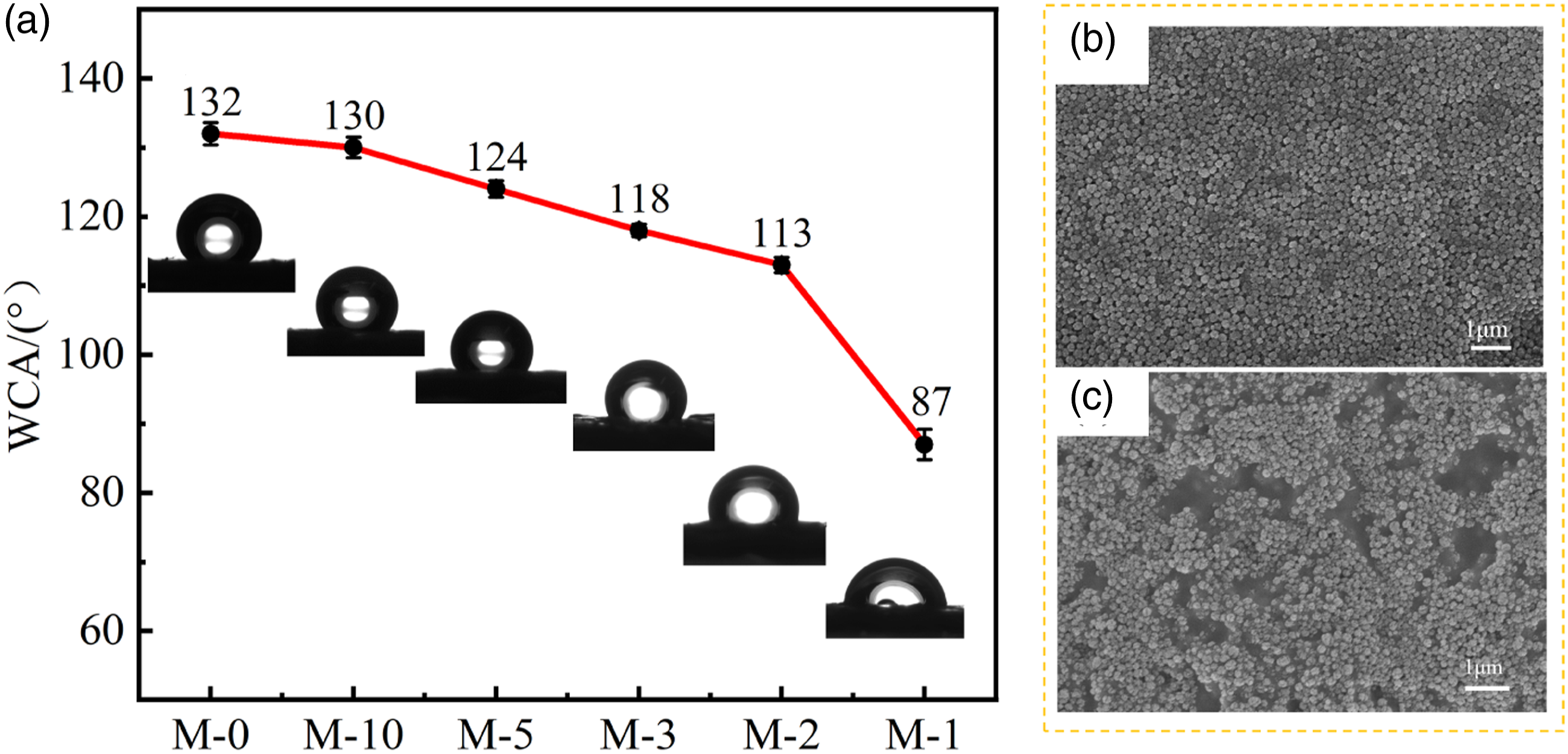
Firstly, it should be noted that the glass fiber mat was hydrophilic prior to the PTFE emulsion foam-coating process, although this information was not depicted in the figure. The contact angle of the material was negatively correlated with the PVA content, as shown in Figure 6(a). as the PVA mass increased, it gradually covered the membrane the membrane surface and became exposed on the outer layer of the membrane as shown in Figure 6(b) and (c). The hydrophobic nature of the membrane is a result of the combination of PTFE’s chemical properties and the rough structure of the membrane. 15 The WCA of PTFE emulsion foam-coating membranes decreased from 132° to 87°. Whereas when the PVA mass ratio was less than 3:1, the WCA remained highly hydrophobic. As a result, our PTFE emulsion foam-coating membranes have the potential to mitigate clogging issues and enhance the lifespan of bag filters.
Self-cleaning filters are believed to reduce the energy consumption and frequency of required pulsed dust removal of the bag-house. The self-cleaning performance of M-5 was simulated as shown in Figure 7. In the simulation, the sample M-5 was placed on a finger inclined 30 degrees to the ground, coated with carbon powder as the pollutant.
32
The water droplet was fallen down drop by drop from a dropper above the sample M-5 and rolled down, with the carbon power carried away at the same time. Self-cleaning performance of M5: (a) Self-cleaning experiment process picture; (b) self-cleaning schematic.
As is shown in Figure 7(b), a self-cleaning schematic diagram in which the red dots are dust and the blue dots are water droplets. During the process of water droplets falling off the surface of M-5, the water droplets take away the dust and the filter realizes self-cleaning.
Antistatic properties
During the operation of bag filters, the charging of the fabric-based bag filters, which allows gas passage and the deposition of charged dust particles, leads to the generation of static electricity.33,34 Figure 8 illustrated the peak voltage and half decay time of PTFE emulsion foam-coating membranes. It was evident that the glass fiber mat substrate generated and accumulated a significant amount of charges, with the peak voltage reaching up to 1.91kV which would inevitably pose a fire hazard, therefore, it was crucial to implement the antistatic modification to the filter bag. Figure 8 clearly demonstrated that the peak voltage of PTFE emulsion foam-coating membranes decreased, particularly with a significant decrease in the half decay time. The peak voltage and half decay time decreased rapidly with an increase of PVA content and eventually stabilized. Compared to PTFE and glass fiber, PVA exhibited better moisture absorption. By incorporating PVA, the PTFE emulsion foam-coating membranes demonstrated increased moisture affinity, thereby reducing the accumulation of charges and facilitating the dissipation of static charges.
35
Our design incorporated a micro-nano-membrane structure on a glass fiber mat substrate, utilizing the hydrophobic nature of PTFE and the hydrophilic properties of PVA. This innovative combination resulted in remarkable self-cleaning and antistatic properties. Antistatic properties of PTFE emulsion foam-coating membranes.
Generally speaking, M-5 exhibited the best comprehensive properties such as pore size distribution, abrasion resistance, hydrophobic property and antistatic property.
Dust filtration performance
Test results of 30 cycles of constant pressure injection process.

Table 2 showed the test results of 30 cycles of constant pressure injection process. Due to numerous cracks in M-0, dust could easily pass through the filter, resulting in only 79.2% filtration efficiency. Furthermore, the untreated glass fiber mat exhibited no filtering performance. However, thanks to the cross-linking effect of PVA, a continuous membrane formed on the surface of the filter, which could play a good role in mechanical interception of dust resulting in a remarkable filtration efficiency of 98.92% for M-5. Throughout the test, the residual pressure of the PTFE emulsion foam-coating membranes filters gradually increased. As is shown in Figure 9(a), the mechanistic diagram of surface filtration illustrates that dust initially contacted the filter membrane on the material surface. Due to the smaller surface aperture of the filter membrane compared to the particle size of most dust particles, the dust undergoes inertial collision and interception on the membrane surface. As a result, nearly all of the dust is filtered out, a process referred to as surface filtration.
2
While the filtration efficiency of M-0 might be insufficient, as shown in Figure 9(b) which also confirmed the advantages of stable residual pressure drop observed in filter prepared with the foam-coating membrane. Figure 9(c) showed 1000 Pa a constant pressure soot blowing process over 30 cycles for M-5 which reflected the filter’s resistance characteristics. It could be seen that the resistance growth is slow and relatively stable, gradually increasing from 319Pa to 392Pa, which is consistent with the resistance change characteristics of the general coated filter material.
37
It is worth noting that the stripping ratio of the filter was 91.09% due to its non-stick properties and surface filtration. This indicated excellent cleaning capabilities and robust service life of the PTFE emulsion foam-coating membranes filter. Filtration performance: (a) Mechanistic diagram of surface filtration. (b) Pressure of soot blowing process with 30 cycles of M-0; (c) Pressure of soot blowing process with 30 cycles of M-5;
Conclusion
In summary, we demonstrated a novel method for the preparing a PTFE emulsion foam-coating composite filter. PTFE emulsion and PVA solution were mixed with the foaming and thickening agent to obtain bubble-rich PTFE/PVA solution. Then it was coated on the glass fiber mats using a foam coating method. Following the first and second drying stages, a porous structure of PTFE emulsion foam-coating membrane was created on the glass fiber mat. Through systematic optimization of the content of PVA, we determined that the optimal mass fraction ratio of PTFE to PVA was 5:1. We achieved a superior abrasive resistance for the filter, exhibiting an extremely low mass loss and index. Furthermore, the filter obtained a hydrophobic property with water WCA of 124°. The water droplets easily slide off the filter, effectively carrying away the dust. Furthermore, the filter demonstrated a high-quality antistatic property, as indicated by the half decay time of 0.15s. Moreover, the filter exhibited excellent filtration properties, including stable pressure drop that increased gradually from 319Pa to 392Pa and an ultra-high strip ratio of 91.09%. Therefore, PTFE emulsion foam-coating membrane with its exceptional comprehensive properties such as pore size distribution, abrasion resistance, and antistatic property was considered a suitable material for manufacturing filter bag.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: the Fundamental Research Funds for the Central Universities and Graduate Student Innovation Fund of Donghua University; CUSF-DH-D-2022042.