
Abstract
Expanded polytetrafluoroethylene membrane-laminated filters, featuring chemical durability and high temperature resistance, have attracted a large amount of attention in the field of baghouse filter. However, their poor physical properties and short-term life are concerned recently. As an alternative to expanded polytetrafluoroethylene-laminated membrane filters, foam coating provides another route for dust removal by bag-house filter. In this paper, a remarkable composite was fabricated by foam coating fluorinated ethylene propylene/polytetrafluoroethylene emulsion on the surface of glass-fiber woven fabrics, followed by the water evaporation and porous layer formation process. And the corresponding properties such as pore size and distribution, air permeability, and morphology were investigated as well as the characterization of foaming agent, like thickening additive, drying temperature, and time. The mechanism of porous structure of the composite was discussed. The fastness of the fluorinated ethylene propylene/polytetrafluoroethylene foam coating composite was investigated in comparison with expanded polytetrafluoroethylene membrane-laminated filters. This may help pave the way for another novel high-temperature gas flue filter with long-term and ultra-low emission performance.
Introduction
With the enhancement of people’s concern surrounding environmental and health issues, stricter environmental and safety standards were implemented recently. More and more factories voluntarily control the flue gas discharge with ultra-low emission or zero emission. Nowadays, bag-house dusting technique is widely used in the industrial air filtration fields to remove dust particles in the flue gas [1]. The filter bag is the key part of the bag-house which determines the filtration efficiency and pressure drop. It is a kind of nonwoven fabric or coated woven fabrics which can remove the dust from the flue gas according to inertial collision, interception, and diffusion filtration mechanisms [2]. However, the pore size of conventional filter bags is too large to meet the ultra-low emission requirement. To solve this shortcoming, expanded polytetrafluoroethylene (ePTFE) membrane-laminated filters have been the preferred choice over the past decade because of its high-filtration precision [3,4]. However, the ePTFE membrane is very thin in its nature with the thickness of 10–25 µm [5]. It is vulnerable to the drawing stress, laminating pressure and the protrusion on the substrate will damage the pore structure of the membrane. On the other hand, the life cycle of ePTFE membrane-laminated filter was concerned recently, because of the low abrasive strength of the thin ePTFE membrane [6]. Due to its unique characteristics, such as outstanding thermal and physicochemical stabilities, continuous efforts have been made to shape the PTFE resin into porous materials or membrane [6]. Among them, electrospun PTFE nanofiber membranes with uniform pore structure were prepared by blending PTFE emulsion with PEO or PVA and sintering after electrospinning [7–9].
As we all know, foam coating is a kind of high efficient posttreatment method with the advantage of less energy consumption, lower drying cost, higher production efficiency because of its less carrying liquid [10]. The foam emulsion is obtained by mechanical stirring with the help of foam additives in the emulsion. After it is coated on the substrate and dried under certain temperature and pressure, a coated layer with micro-pores can be formed on the substrate by adjusting the foam formula and process. For example, the polyurethane foam is widely used as synthetic leather and filters for improving waste water quality [11]. There was a preliminary report about PTFE emulsion foam coating by blending acrylic polymer as film forming additive [12]. However, the film forming additive becomes the limiting factor for maximum operating temperature of the foam coating filters although the strong carbon–fluorine bond in PTFE provides excellent thermal resistance.
Except for PTFE, other fluorinated polymers have attracted much attention because they can be thermally processed while remaining chemical inertness to acids, bases, aqueous solutions, and organic solvents. Among them, fluorinated ethylene propylene (FEP) is widely used to improve the hydrophobicity of materials which may help improve the self-cleaning performance during the filtration of corrosive gas discharged from garbage incinerator and coal fired boiler [13]. It is reported that FEP can be used to increase the filtration precision of glass-fiber woven fabrics by powder spraying coating process [14].
Particle-stabilized emulsions and foams have attracted considerable research interest recently due to their unique properties and potential technological applications [15–17]. Based on the above background and our previous study [18], in this paper, a kind of fluoropolymer foam coating filters was designed in order to obtain a kind of filtration material with longer life cycle while retaining the same filtration performance as ePTFE-laminated filters. FEP emulsion was added into PTFE emulsion for the first time with the aim to stabilize the pore structure during foam drying process. The foam coating filter is a promising flue gas filtration material because FEP resin can retain properties under temperature as high as 200°C, which is much higher than that of acrylic polymers used by other researchers. The air permeability, pore size, and distribution and surface morphology of prepared samples were measured. The fastness of the FEP/PTFE foam coating composite was investigated in comparison with ePTFE membrane-laminated filters and the pore formation mechanism was analyzed as well.
Materials and methods
Materials
PTFE emulsion with solid content of 60% was bought from Dupont Company. FEP emulsion with solid content of 40% was bought from Shanghai 3 F New Materials Technology Co., Ltd. The foaming agent and thickening additive were provided by Shandong Yousuo Chemical Company. The foam stabilizer was bought from Sinopharm Chemical Reagent Co., Ltd. Glass-fiber woven fabrics (basic weight 480 g/cm2) were provided by Zhejiang Yanpai Filtration Co., Ltd. with the weft and warp density of 176 pieces/10 cm and 132 pieces/10 cm, respectively.
Preparation of FEP/PTFE foam coating composites
PTFE and FEP emulsion with the ratio of 70:30, foam agent, foam stabilizer, and thickening additive were added in a beaker separately in a certain proportion and the solution was stirred with a mixing speed of 500 r/min for about one and half hour to obtain FEP/PTFE foam solution. The glass-fiber woven fabric (20 × 30 cm) was put on an AFA-III-coating machine (Hefei Ke-jin Group) and both ends were fixed by adhesive tapes. The distance between the scraper and the glass-fiber woven fabric was 0.1 mm. About 3-ml FEP/PTFE foam solution was dropped on one end of the woven fabric and then the foam solution was coated on the surface of the fabric by moving the scraper with a speed of 25 mm/s. Take off the foam coating fabric and then put it into an oven with temperature about 160°C for 2 min and then put it into an oven with higher temperature. At last, the sample was taken out and stayed in the first oven for 5 min again to obtain the foam coating composite as flue gas filtration materials.
Measurements
The morphology of FEP/PTFE foam coating composites was observed with an SEM-3000 electronic scanning microscope (HITACHI Company, Japan) at 10 kV. All samples were sputtered with gold.
The melting point of PTFE and FEP resin was measured by using a DSC4000 Differential scanning calorimetry (PerlinElmer Company) in the range of room temperature to 380°C.
The air permeability rate of FEP/PTFE foam coating composites was measured by using a YG461 air permeability instrument (Wenzhou Fangyuan Instrument Company) according to the standard of “Textiles-Determination of the permeability of fabrics to air” (GB/T 5453-1997) under the pressure of 200 Pa with the testing area of 20 cm2.
The pore size and distribution of FEP/PTFE foam coating composites was measured by using the PMI CFP-1100AI pore size analyzer (PMI Company) according to the operating manual. It is a kind of capillary flow porometry, where a wetting liquid is allowed to spontaneously fill the pores in the sample and N2 is allowed to displace liquid from pores. First, the largest pores will get emptied as they require lower pressure than smaller pores. As the pressure is increased, more and more smaller pores are progressively emptied. The pressure and flow rate of gas through the emptied pores provides the through pore distribution. The pressure at which through pores empty is inversely proportional to the pore size.
The fastness of the FEP/PTFE foam coating composite was measured according to the following procedure:
At first, the air permeability rate of the obtained FEP/PTFE foam coating composite was measured. Then, the sample was fixed on a YG401E Martindale abrasion tester (Baien Instrument Company) and rubbed for 16 cycles. Take off the sample from the abrasion tester and its air permeability rate was tested secondly. Test the air permeability of the same sample after 32 and 48 cycles of rubbing sequentially.
Results and discussion
The influences of foaming agent content on the foamability of the foam coating layer
In order to study the influences of the content of the foaming agent on the foamability of the coated layer, samples were prepared with different foaming agent concentrations of 1.5%, 2%, 2.5%, and 4%, respectively, while keeping other conditions the same. The samples were dried under 160°C for 2 min and then dried under 310°C for 1 min. The air permeability, pore size, and distribution and morphology of all samples were investigated and the results were shown in Figures 1 to 3, respectively.
Figure 1 presents the air permeability of samples prepared with different foaming agent content. It can be found from Figure 1 that the air permeability rate of the obtained foam coating filters was increased with the increase of the foaming agent content and then stabilized at about 75 mm/s, which showed the same trend as those observed in other foaming system [19].

Air permeability of samples prepared with different foaming agent content.
Figure 2 shows the mean pore size of samples prepared with different foaming agent content. It can be seem from Figure 2 that the mean pore size of the obtained samples increased with the increase of the foaming agent and then was kept almost unchanged. As we know, bubbles in the foam coating layer became more stable during the drying process with the increase of foaming agent until the critical micelle concentration was reached. Consequently, the mean pore size of obtained samples increased with the increase of the foaming agent and then was kept almost unchanged. According to the standard of “pure polytetrafluoroethylene fabric laminated with membrane for bag filter” (JB/T 12125-2015), the filtration efficiency of the filter to PM2.5 particles should be higher than 99.8% and the air permeability rate is in the range of 15–30 L/(m2·s) (125 Pa). To meet the above filtration efficiency, the mean pore size of the filter should be smaller than 2.5 µm. In consideration of the air permeability and pressure drop, it is suggested that the optimal mean pore size is in the range of 1–2 µm.

Mean pore size of samples prepared with different foaming agent concentration.
Figure 3 shows the maximum pore size of samples prepared with different foaming agent content. It can be seen from Figure 3 that the maximum pore size was decreased with the increase of the foaming agent content, suggesting that the uniformity of the pore size became better with the increase of the foaming agent content. The maximum pore size is the key factor which determines the discharge performance of flue gas filters. If the maximum pore size is too large, the ultra-low emission performance cannot be achieved even if the mean pore size of the filter is rather small because the flue gas will discharge from large pores first during the filtration process [20].

Maximum pore size of samples prepared with different foaming agent concentration.
Figure 4 is the morphology of the sample prepared with foaming agent of 2.5%. It can be seen from Figure 4(a) that good adhesion was achieved between the foam coating layer and fibers and a continuous coating layer was formed as well. In Figure 4(b), larger pores were appeared as some small pores penetrated and coalesced to each other to form larger pores, resulting in broader pore size distribution.

SEM observation of the sample prepared with 2.5% foaming agent in different magnification: (a) ×1000 and (b) ×5000.
Effects of thickening agent on the structure of coating layer
In order to study the influences of thickening agent on the structure of the obtained coating layer, samples were prepared with the content of thickening agent of 0.5%, 1%, 1.5%, 2%, 2.5%, and 3%, respectively, while keeping the foaming agent under the same concentration of 2.5%. The samples were dried under 160°C for 2 min and then dried under 310°C for 1 min. The air permeability and pore size and distribution of all samples were investigated and the results were shown in Figures 5 and 6.

Maximum and mean pore size of samples prepared with different content of thickening agent.

Air permeability of samples prepared with different content of thickening agent.
It can be seen from Figure 5 that the maximum and mean pore size of samples were decreased with the increase of thickening agent content. As we know, the viscosity of foaming solution was increased with the increase of thickening additive content. It became more difficult for bubbles in the foam coating layer to penetrate each other to form macro-pores. Hence, the maximum and mean pore size of samples was decreased with the increase of thickening additive content. In other words, the thickening additive helps to prevent the foam coating solution penetrate into the glass fiber woven substrate and increase the uniformity of pore size, while the mean pore size of the obtained samples was not in the desired range as flue gas filtration materials.
It can be seen from Figure 6 that the air permeability of samples decreased with the increase of thickening agent because the maximum and mean pore size of samples were decreased with the increase of thickening agent content as shown in Figure 5.
Influences of drying temperature on the pore structure of the foaming layer
The adhesion between the foam-coated layer and glass-fiber woven fabric should be strong enough to bear the friction with particles in the flue gas during the filtration process. Therefore, FEP and PTFE resin should be partly melted at least during the drying process of foam coating composites. In order to set up the drying temperature, the melting point of FEP and PTFE were measured and the results were shown in Figure 7.

Differential scanning calorimetry curves of fluorinated ethylene propylene and polytetrafluoroethylene.
It can be seen from Figure 7 that the melting temperature of FEP and PTFE resin were 287.5 and 328.5°C, respectively, suggesting that the melting point of FEP was quite high and can be blended with PTFE solution to prepare foam coating composites as flue gas filtration materials.
In addition to the adhesion of foam layer to the substrate, the drying temperature has great influences on the pore structure of the foam coating layer. In this study, samples were prepared under the drying temperature of 250, 280, 310, and 350°C for 1 min after pre-drying under 160°C for 2 min, respectively, while keeping other conditions unchanged. The air permeability and morphology of samples were measured and the results were shown in Figures 8 and 9.

Morphology of samples prepared under different drying temperature: (a) 250°C, (b) 280°C, (c) 310°C, and (d) 350°C.

Air permeability of samples prepared under different drying temperature.
It can be seen from Figure 8 that micro-pores with larger pore size appeared more and more obviously with the increase of drying temperature. Accordingly, the air permeability of samples increased with the increase of drying temperature as shown in Figure 9. It is reported that PTFE would shrink more obviously with the increase of drying temperature [21]. Hence, FEP and PTFE resin particles would contract obviously with the increase of drying temperature. At the same time, FEP resin particles melted gradually and FEP/PTFE particulate aggregates were formed consequently, suggesting the foam walls became stronger with the increase of drying temperature. Hence, the pore size became larger with the increase of drying temperature and the air permeability increased consequently. However, the sample was blackened when the temperature was as high as 350°C. Hence, the drying temperature should be controlled under 350°C to avoid the degradation of FEP.
Influences of drying time on the air permeability of the foam coating composites
It can be seen from the above study that FEP/PTFE foam coating composites can be obtained with the increase of drying temperature while the temperature should be controlled under 350°C, which means that the drying time will influence the pore structure of the foam coating layer and it can be optimized. Therefore, samples were prepared under 310°C for 60 s, 90 s, 120 s, and 150 s, respectively. The air permeability of prepared samples was measured and results were shown in Figure 10.
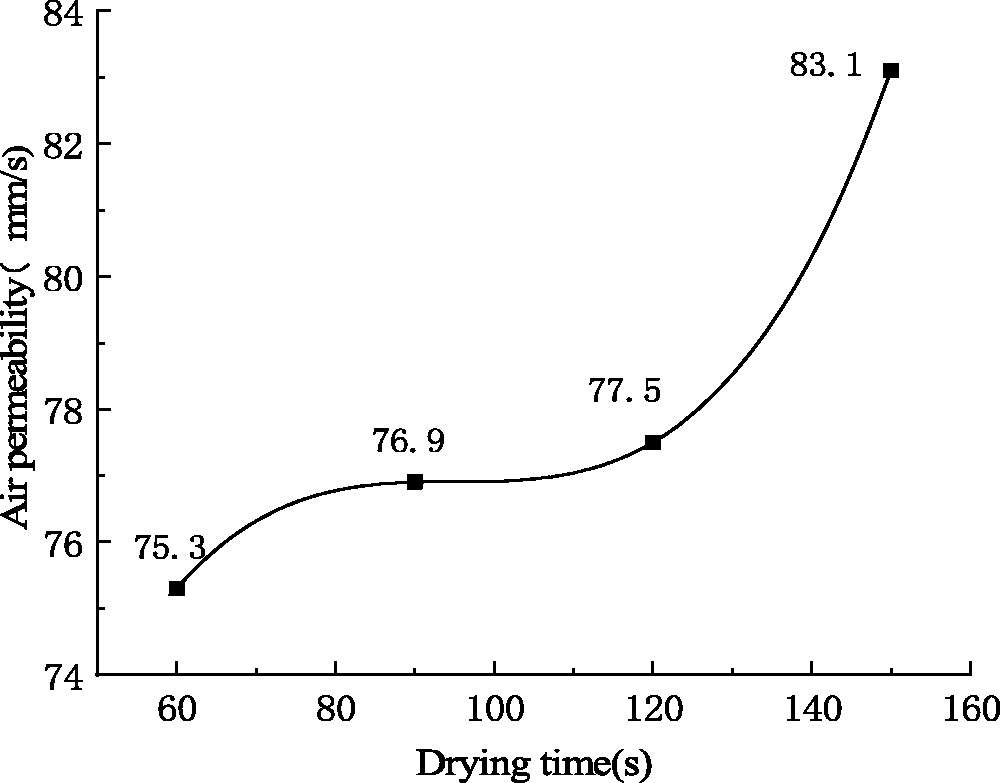
Air permeability of samples prepared under different drying time.
It can be seen from Figure 10 that the air permeability of samples increased with the extending of drying time. It is believed that resin particles would shrink obviously with the extending of drying time. At the same time, FEP resin particles would be melted gradually and FEP/PTFE particulate foam walls became stronger to resist the shrinkage, resulting coating layer with larger pores. Hence, the air permeability of obtained samples was increased with the prolonging of drying time. There, extending the drying time appropriately helps to obtain foam coating composites with desired pore size for high-temperature flue gas filtration.
Mechanistic explanation of the pore formation
Homogeneous and visible bubbles were formed in FEP/PTFE emulsion blended with foaming agent after stirring for certain time while only a foam coating layer of FEP/PTFE composite with mean pore size of about 1 µm was formed on the surface of woven fabrics as shown in Figure 11, suggesting that visible bubbles shrank significantly during the drying process. Tcholakova et al. [16] investigated the foam stability of silica + CAPB systems and put forward a mechanism to explain the phenomenon as shown in Figure 12. The mechanism can be used to explain the FEP/PTFE foam system in this paper because it is a kind of particle-stabilized foams and emulsions as well.

Fluorinated ethylene propylene/polytetrafluoroethylene foam emulsion before and after drying: (a) nascent foam emulsion and (b) foam coating layer after drying.

Schematic presentation of the main mechanisms of foam stabilization [16]: (a) the foam films are stabilized against coalescene by adsorbed surfactant molecules and (b) gelled 3D-network of FEP and PTFE particles in the Plateau borders and nodes creates a yield stress and thus stabilizes the foam with respect to water drainage and bubble Ostwald ripening.
The process of water evaporation from porous media such as sols, gels and foods have been widely discussed in the literature [22]. Dry final products with or without shrinkage could be obtained depending on conditions whether the particulate network “stiffens” and becomes able to resist the high capillary pressures occurring in the process of drying. During the drying process of FEP/PTFE foam coating composites, the capillary pressure created by the evaporating water increased gradually and the foam walls started to shrink and became thinner after the capillary pressure overcame the compression yield stress of the foam. The bubbles shrank at the same time because the bubble capillary pressure was several orders of magnitude lower than the capillary pressure developed in the foam walls. Therefore, only FEP/PTFE foam coating composites with mean pore size about 1 µm was achieved in the study because PEP/PTFE particulate networks could not resist the high capillary pressure developed in the foam walls.
The fastness of FEP/PTFE foam coating composites in comparison with ePTFE membrane-laminated filters
FEP/PTFE foam coating composites were prepared with the optimal formulation as shown in Table 1 and the fastness was measured according to the procedure described in the above measurement. In comparison, the fastness of ePTFE membrane-laminated filters was tested as well. Table 2 is the air permeability of samples experienced different rubbing cycles.
Optimal formulation of FEP/PTFE foam coating composites.

FEP, fluorinated ethylene propylene; PTFE, polytetrafluoroethylene.
Air permeability of samples after rubbing with different cycles (mm/s).
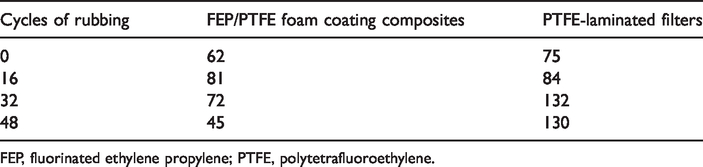
FEP, fluorinated ethylene propylene; PTFE, polytetrafluoroethylene.
It can be seen from Table 2 that the air permeability of FEP/PTFE foam coating composites did not change obviously after 32 cycles of rubbing. However, the air permeability of ePTFE membrane-laminated filters increased obviously, suggesting the ePTFE membrane on the surface of the glass fiber woven fabric was destroyed after 32 cycles of rubbing and exhibiting shorter service life. During the FEP/PTFE foam coating process, the foam coating liquid partially penetrated into the glass fiber woven fabric, filling the large gaps between the weft and warp, and a microporous surface layer was formed which effectively increased the adhesion strength between the coating and the base fabric. Hence, the air permeability of FEP/PTFE foam coating composites did not change obviously after cycles of rubbing, suggesting that filters made of FEP/PTFE foam coating composites will have longer service life.
Conclusion
In conclusion, to address the issue of easy damage for ePTFE membrane-laminated filters in the application, we developed another novel strategy which may enrich the high-temperature flue gas filters. The parameters of the fabrication process, during which FEP/PTEF emulsion was coated on the surface of a glass fiber woven fabric and followed by foam formation, have been studied, aiming at long-life cycle. The effect of foaming additive, thickening agent, drying temperature, and time on the performance of sample was investigated. Pore size and distribution, air permeability, and surface morphology were used to characterize the samples. The fastness of the FEP/PTFE foam coating composite was investigated in comparison with ePTFE membrane-laminated filters. And the mechanism of the pore formation was discussed as well. More details are summarized as following: The mean pore size of FEP/PTFE foam coating filters was increased by increasing the content of foaming agent and then was kept almost unchanged after the critical micelle concentration was reached. The thickening additive helps to prevent the foam coating solution penetrate into the glass fiber woven substrate and increase the uniformity of pore size, while the mean pore size of the obtained samples was decreased when more thickening agent was added. The morphology and filtration performances of FEP/PTFE foam coating filters can be optimized by adjusting the drying temperature and time. A remarkable FEP/PTFE foam coating composite was fabricated and exhibited better fastness than the ePTFE membrane-laminated filter. A foam formation mechanism was proposed in this study to explain the FEP/PTFE foam coating system. FEP/PTFE foam emulsion was an unstable foam system. The foam would shrink during the drying process and visible bubbles in the coating layer would disappear. FEP/PTFE foam coating composites with mean pore size close to 1 µm can be achieved because FEP resin helped to increase the stability of the foam by melting and agglomerating together with PTFE particles to resist the shrinkage of foam walls.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.