
Abstract
Three-dimensional (3D) printing on textile substrates is a promising method to create objects with a variety of different materials that have tailored mechanical properties. This synthesis of technology is favored by current researchers to retain the characteristics of 3D printing while maintaining the wear comfort of fabrics. Although the importance and potential of textile-based 3D printing have been recognized, it is worth noting that there is still a lack of comprehensive studies on the basic wearable properties. In this study, polylactic acid (PLA) and thermoplastic polyurethane (TPU) are extruded separately onto polyester fabric. Then the wearable properties are examined through bending, compression, thermal conductivity, and thermography tests, which are carried out by using the KES-FB system and a thermal imager. The results indicate that the printed PLA on polyester fabric has a better washing resistance than the printed TPU on polyester fabric with a smaller reduction in the peel force after different washing cycles. The rate of decline of the printed TPU samples is 53.2%, which is more than twice that of the printed PLA samples (20.4%) after 30 washing cycles. In terms of the physical and thermal properties, the results show that the bending rigidity, bending hysteresis, compression energy, k values, and thermal insulation properties of the PLA and TPU samples are generally well-correlated with the number of printed layers. Further applications can be explored based on the results reported in this paper.
Introduction
Three-dimensional (3D) printing or additive manufacturing creates 3D objects layerwise by building up layers of material or changing a material from liquid to solid.1–4 With 3D printing, various products can be directly manufactured from simple 3D models or by using a 3D scanner. 5 The advanced production systems have increased the prominence of 3D printing in recent decades and this method is dominating the manufacturing industry as a production process.6–8 The development of 3D printing techniques can be generally categorized based on the printing process, such as stereolithography (SLA), fused deposition modeling (FDM), selective laser sintering (SLS), electronic beam melting (EBM), PolyJet, etc.9–11 Among the numerous 3D printing techniques, FDM is one of the most popular technologies due to its affordability and efficiency. 12
In the fashion and textile industry, designers and manufacturers are now showing an increasing trend of adopting FDM to combine 3D printed objects with textile materials.13–15 These combinations enable fashion and textile products to maintain the characteristics of 3D printing as well as the wear comfort of fabrics. Spahiu et al. 16 pointed out that using 3D printing with textile fabrics is considered a new means for designers to individualize garment production. Most of the published research work in this field has been focusing on the poor adhesive force between 3D printed materials and textile substrates. For example, Sabantina et al. 17 used mesh fabrics with large open areas to facilitate embedding of polymer and thus create a form-locking connection. They revealed that the structure of mesh fabrics with large mesh opening area can be fixed well in the PLA strips. Pei and Watling 18 investigated the adhesion of different polymer materials including acrylonitrile-butadiene-styrene (ABS), polylactic acid (PLA) and Nylon 645 (copolymer of nylon 6/9, 6 and 6T) which are directly printed onto different types of fabrics. They determined that PLA shows good adhesion on woven polyester and cotton fabrics. Besides this, the distance between nozzle and printing bed (z-distance) has been defined as one of the crucial parameters which could influence the adhesion quality. Grimmelsmann et al. 19 pointed out that smaller z-distance can results in a larger adhesion force. And 3D printed material does not stick at all of the fabric when the z-distance gets larger than the sum of fabric thickness and first layer thickness. Unger et al. 15 also indicated that a nozzle that is placed 0.06 mm–0.09 mm above the textile surface is ideal because the distance is short enough to provide a certain level of adhesion when the filaments are pressed onto the fabric substrate and far enough to prevent the printing nozzle from clogging. Furthermore, a few researchers have investigated different processes that enhance adhesion property by using a chemically pretreated textile substrate or thermally sprayed polymer coating.15,20–23
Although the adhesion properties and the limitations of textile-based 3D printing have been determined from various perspectives, the essential wearable performance should also be considered for textiles. According to Karell et al. 24 additive manufactured (AM) textiles are only considered to be true fabrics if they have acceptable basic wearable properties (e.g.: free movement, drape characteristics, tailorability, etc.). By introducing fabric properties, the wearability of 3D printed composites has greatly improved in the past few years. In 2021, Wang et al. 25 developed a new type of 3D printed chain mail structure that is flexible like fabric but can stiffen upon external pressure. Similarly, Takahashi and Kim 26 fabricated a soft and flexible textile by considering bending properties with the use of an FDM 3D printer. Jung et al. 27 concluded that the compression strength and toughness of 3D printed auxetic re-entrant pattern/textile composite fabrics are excellent when compared to those of the substrate fabric. Furthermore, Eom et al. 28 analyzed the thermal properties of 3D printed TPU with different 3D structures. They found that air gaps can increase insulation efficiency. These results provide innovative methods for further research on the wearable performance of 3D printed objects. However, most of them focus on the properties of printed filaments, so the basic wearable properties of 3D printed polymers deposited onto textile fabric substrates still need to be further explored.29–31
This research thus evaluates the wearable performance of PLA and TPU that are 3D printed on polyester fabric. The main wearable properties (e.g., wash durability, bending, compression and recovery properties, and thermal conductivity) are reported in detail. The aim of this study is to provide fundamental data to show the possibility of using textile-based 3D printed materials for daily wear. Briefly, the structure of the 3D printed filaments is designed and modeled by using Rhinoceros software first. Then the specimens are prepared and conditioned according to preset printing parameters and testing standards. It should be noted that the printed filaments and polyester fabric substrate as well as the basic 3D printing parameters are kept constant during this process. These results have great importance for further applications of textile-based 3D printing in the fashion and textile industry.
Materials and methods
The entire experimental process used in this study is illustrated in Figure 1. The first step is pattern modeling in accordance with the specific requirements of different testing methods by using Rhinoceros software. This software can accurately generate complex models and geometries. The second step is setting of the printing parameters according to the properties of the filaments, such as layer thickness, and printing infill. Cura, a common slicing software, is used in this step to covert the 3D model into a G-code file that will provide the 3D printer with all the necessary instructions for the printing process. After transmission of the modeling data to the 3D printer, the last step is the characterization of the printed samples to evaluate their physical properties and wearable performance. Workflow of the main steps of the experimental process.
Materials
The tests were carried out with two types of filaments (PLA and TPU) and 100% polyester fabric. Specifically, the PLA and TPU (Shenzhen Creality 3D Technology Co, Ltd.) polymers in the filament form with a 1.75 mm diameter were 3D printed on the surface of the polyester fabric (Haoyan Textile Co., Ltd., China). With reference to, 23 the polyester fabric was subjected to a treatment of 0.5 M of sodium hydroxide (ACS grade, Sigma-Aldrich) for 5 min at room temperature. The pretreatment was conducted here to clean the surface of the polyester fabric and thus to enhance adhesion between the polymer and textile substrate. PLA and TPU were purposefully selected as they are widely used in functional wearable products and offer good mechanical strength, chemical resistance, biodegradability, and machinability.32,33 They are both typical thermoplastic materials for FDM 3D printing.
Textile used to fabricate samples.
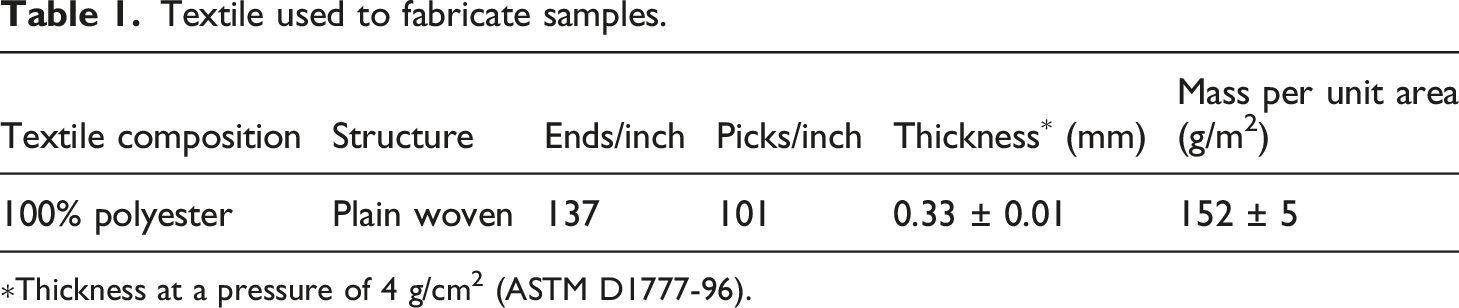
∗Thickness at a pressure of 4 g/cm2 (ASTM D1777-96).
Filaments used to fabricate samples.
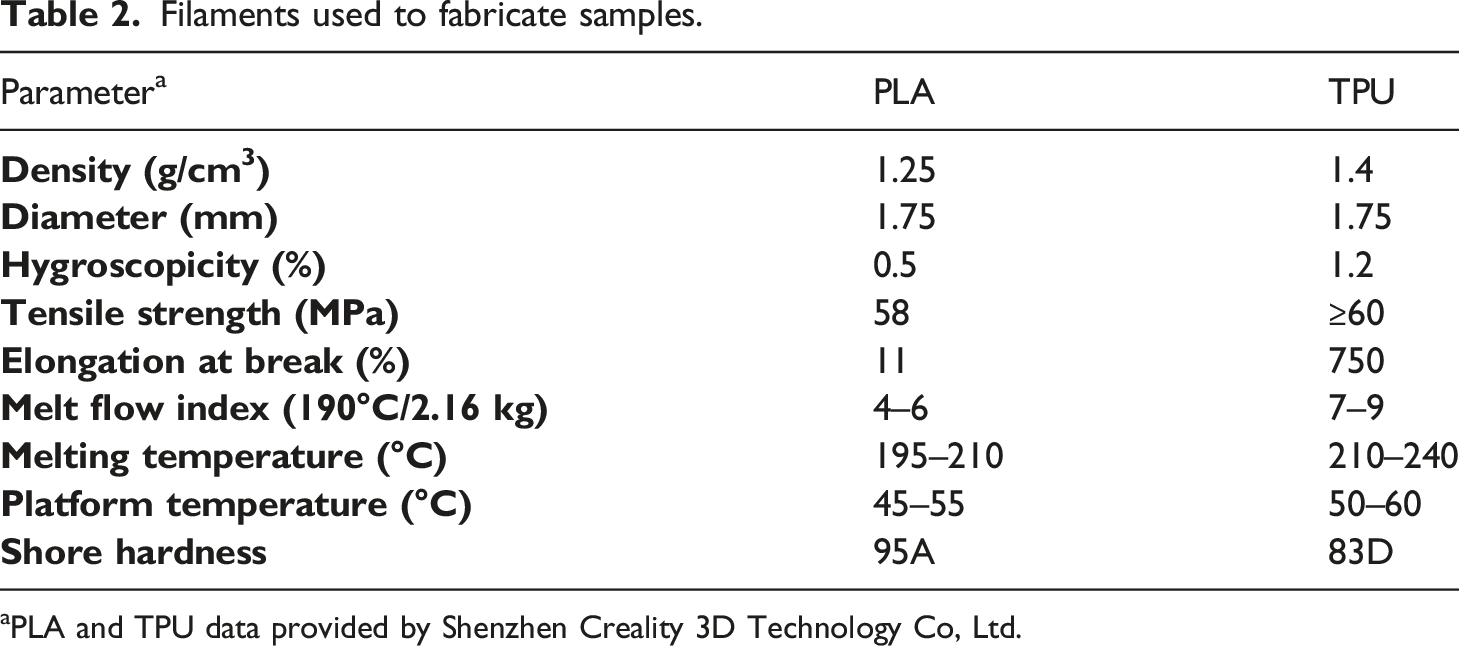
aPLA and TPU data provided by Shenzhen Creality 3D Technology Co, Ltd.
Three-dimensional printing process
Three-dimensional printing was done by using an FDM 3D printer CR-10 Smart (Shenzhen Creality 3D Technology Co, Ltd) (Figure 2). The printer has a single printing nozzle with a diameter of 0.4 mm (the standard nozzle size). The maximum printed dimensions are 300 mm (L) x 300 mm (W) x 400 mm (H), which were calculated by multiplying the available moving distance of the X, Y, and Z axes of the 3D printer. The polyester fabric was horizontally laid down on the printing platform, and then fixed onto the platform with four clamps around it. Even though the shape of the printed parts is different in accordance with the different standard test methods, the basic printing parameters were kept constant and set as shown in Table 3. It is worth noting that the printing temperature of PLA is lower than that of TPU. PLA has a glass transition temperature (Tg) between 50 and 80°C and is heat resistant at around 85–105°C, and therefore requires a melting temperature between 180 and 200°C.
36
However, TPU has exceptionally high heat resistance (100–130°C) with a Tg of 60°C, which leads to a higher melting temperature at around 225–250°C.
36
In terms of the printing speed, flexible filaments like TPU print better at slower print speeds, with higher speeds potentially leading to under-extrusion or compression of the filaments which can cause jams. Hence, a printing speed at 60 mm/s is set for the PLA filaments, while a slow and consistent speed at 30 mm/s is recommended for TPU. Image of Creality CR-10 Smart 3D printer. Basic printing parameters.

Characterization techniques
Weight and Thickness
The weight of the samples with dimensions of 20 cm × 20 cm was obtained by using an electronic weight meter (GR200, A&D Company Ltd., Japan) in accordance with ASTM 3776-20. The weight was then calculated and reported in grams per square meter (g/m2).
Measurements of the fabric thickness were done by using a fabric thickness tester (BG 1110-1-04, AMES) at a pressure of 4 g/cm2 in accordance with ASTM D 1777-96. The testing procedures were repeated for five locations to obtain the thickness value of randomly distributed locations over the whole of the sample. Then, the mean value of all the readings of thickness was calculated and the average thickness of the sample reported.
Scanning electron microscopy
A scanning electron microscope (Tescan VEGA3, USA) was used with a beam accelerating voltage of 20 kV and a working distance of 15 mm. The interface morphology of the printed specimens was investigated to understand the quality of the different combinations of deposited filaments and polyester substrate before and after a number of washing cycles.
Peel test
For the peel tests, five layers were printed into rectangles of 150 mm × 25 mm in size with a nominal height of 1 mm. The test was performed on an Instron 4411 tensile tester according to European standard DIN 53,530 Testing of organic materials after washing. There is a preset separation length during the 3D printing process of 4 mm. Then the specimen was placed between the upper and lower grippers (Figure 3(b)) at a movement rate of 100 mm/min. The gauge length for testing was 60 mm. The test length was 100 mm before taking it off from the tensile tester. Then average of the three samples for each test was calculated and recorded accordingly. The images of printed sample and the testing process are illustrated and shown in Figure 3. Peel test of the printed sample after washing: (a) concept sketch of the printed sample; (b) schematic of peel test; and (c) images of actual peel test.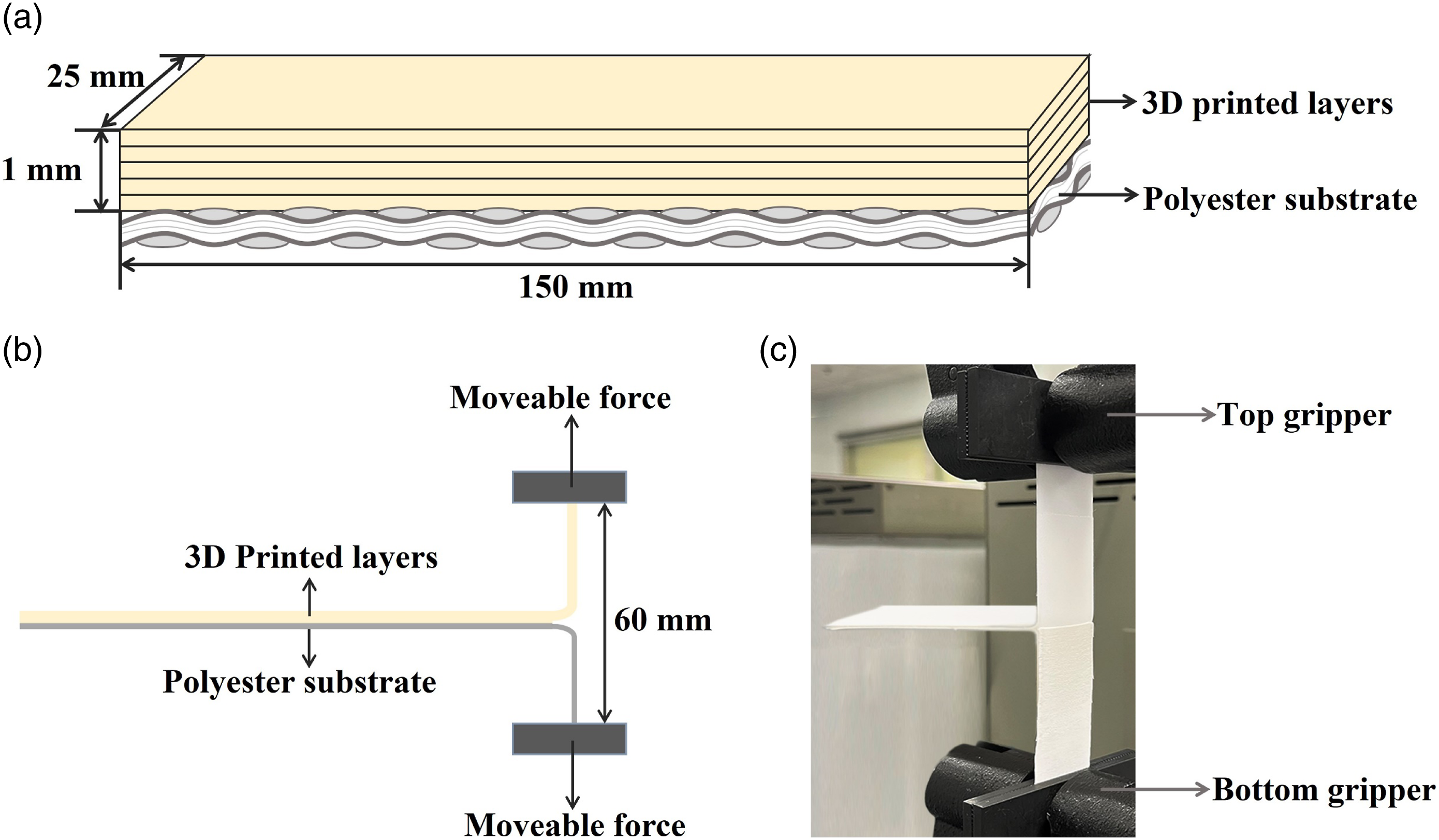
Washing process
The samples were laundered in accordance with the method in AATCC test method 61-2020 by using a Launder-Ometer® (model LEF, SDL Atlas, USA). Each sample was laundered in a water temperature of (40 ± 2)°C for 45 min (one cycle) with 0.15% of the 1993 AATCC Standard Reference Detergent WOB (without optical brightener) of a total volume of 150 mL with 50 steel balls (5 mm in diameter). Upon completion of each washing cycle, the samples were rinsed three times with deionized water and excess water was removed before drying in an automatic tumble dryer at a temperature of (30 ± 2)°C. Prior to further evaluation, the samples were conditioned under standard atmospheric air (21 ± 2)°C and humidity (65 ± 4%) in accordance with ASTM D1776. Then the relative reduction rate of the peel force is by using equation (1).
Pn is the peel force after n washing cycles.
Low stress mechanical and thermal properties
Specifications of the grouped samples.

Summary of measured and derived parameters from KES-FB.

In the bending measurements, the samples were bent at a constant rate of 0.5 cm−1s−1 from a curvature of 2.5 to −2.5 cm−1. Two parameters that characterize fabric bending behavior, flexural rigidity B and extent of hysteresis (frictional bending moment) 2HB, were obtained from the bending hysteresis curves.
Compression behavior was determined by compressing the sample with a flat circular head of 2 cm2 until a predefined force of 50 gf/cm2 was reached. The pressure exerted and the thickness of the sample were recorded.
The thermal conductivity of the printed samples was determined by using a Thermos Labo (Kato Giken Co., Ltd, Japan). The samples were placed on the water-box which is at room temperature (25 ± 1)°C. The temperature of the BT-box was controlled at (35 ± 1)°C to simulate typical body temperature.
37
Then the thermal conductivity k (W/cm·°C) was calculated as follows
A is the area of the heat plate of the BT-box (standardised at 25 cm2),
For conversion to SI units
To assess the thermal insulation of the printed samples, a thermal imager (CEM, DT-980, Shenzhen, China) with an 80 × 80 infrared resolution was used. The samples were placed on a flat heating plate at a constant temperature of (35 ± 0.3)°C. Each sample was evaluated after placed on the hot plate for 15 s. The distance between the thermal camera and the hot plate is 40 cm. The surface temperature reduction of the samples was calculated to confirm the thermal signature reduction of the different number of deposited PLA and TPU layers.
Results and discussion
Weight and thickness
Physical properties of the samples.

Washing durability
The recorded results as plotted in Figure 4 show the maximum load to peel off the printed PLA and TPU from the polyester substrate before washing and after 10, 20, and 30 washing cycles. The results indicate that PLA and TPU samples generally could reach a higher adhesive strength before washing. This is because printing in the cross direction of the fabric ensures greater adhesion due to the stronger bonds formed prior to the washing process.
40
Gorlachova and Mahltig
41
also pointed out adhesion can be more enhanced if a precleaning of the textile is performed. However, the printed TPU reaches a higher debonding force than the printed PLA before washing. The maximum load to peel off the printed PLA and TPU from the polyester fabric before washing is about 27.4N ± 3.0 N and 48.7N ± 5.8 N respectively. This result might be because the TPU deposited on thin plain-woven fabrics (under 0.37–0.4 mm) facilitates a stronger imprint of the fabrics due to stability of the yarns.
42
Results of peel tests after different washing cycles.
It should be further noted that the peel forces of the printed PLA and TPU samples both decrease after the washing process. According to Eutionnat-Diffo et al. 40 mechanical movements with a mixture of water and detergent break the van der Waals bonds between printed track and fabric thus leading to a decrease in adhesion. Moreover, Hasani et al. 43 also pointed out that more space can be generated with the movement of fiber and yarn within the fabric structure after the washing process which further affects the fabric performance. The peel force of the printed PLA on the polyester samples is 24.1N ± 1.5 N after 10 washing cycles. The relative rate of reduction is 12%. In terms of the printed TPU on the polyester substrate after 10 washing cycles, the peel force drops rapidly which is 24.8%. Next, the peel force of the printed PLA and TPU on the polyester substrate is continually decreased after 20 washing cycles, which is 23.6N ± 2.5 N and 27.8N ± 3.5 N respectively. The relative rate of decrease is 13.9% for the printed PLA samples and 42.9% for the printed TPU samples. After 30 washing cycles, the peel force of the printed PLA and TPU samples is basically reached at approximate values of 21.8N ± 3.5 N and 22.8N ± 4 N respectively. The rate of decline of the printed TPU samples is 53.2%, which is more than twice that of the printed PLA samples (20.4%). The clear differences between the reduction rate of the printed PLA and TPU samples indicate that the deposited PLA is more stable than the printed TPU on polyester fabric with frequent laundering. The better wash resistance of printed PLA on polyester fabric is because the washing process has little impact on the stress and strain of the PLA track. 44
To understand the mechanical changes, microscopic images of the cross-sections of the printed samples after different washing cycles are shown in Figure 5. A comparison of the two shows that interface of both samples is well adhered to the polyester substrate before washing (Figure 5(a) and (e)). The comparison indicates good adhesion forces between the filaments and substrate. However, voids can be found in the cross-sections of the printed PLA and TPU on the polyester after 10, 20, and 30 washing cycles (Figure 5(b)–(d) and Figure 5(f)–5(h)). The voids reveal the loosening of the interface which further results in a decrease of the adhesion force of the printed filaments on the polyester fabric. Furthermore, a closer look at the structure of the polyester fabric shows that gaps between the ends and picks are becoming apparent. Therefore, it can be concluded that the washing process negatively impacts the adhesion of PLA and TPU with the polyester fabric which can be attributed to the loosening of the contact area and fabric structure. When the contact area is well built or the fabric structure is relatively tight which results in an even surface, the printed sample can achieve a higher adhesion force and vice versa. SEM images of the cross-sections after different washing cycles: (a) printed PLA before washing, (b) after 10 washing cycles, (c) after 20 washing cycles, and (d) after 30 washing cycles; (e) printed TPU before washing, (f) after 10 washing cycles, (g) after 20 washing cycles, and (h) after 30 washing cycles.
Bending properties
Bending properties of baseline materials.


Bending properties of the printed samples: (a) bending rigidity and (b) bending hysteresis.
Figure 6(a) and (b) show a similar trend of changes in the B and 2HB values, which both gradually increase with the number of printed layers. This is because the bending properties are influenced by the thickness of the printed parts. The results also show that the PLA samples generally exhibit higher B and 2HB values than the TPU samples. This can be explained by the different mechanical properties of the PLA and TPU filaments. Typically, PLA is more rigid than the TPU filaments with low flexibility and a lower elongation rate. 45
The B value of PLA reaches the maximum after extrusion of five layers, which is increased by about 42.4% compared to the one deposited layer. In terms of the TPU samples, the B value of five deposited layers is increased by 78.8% in comparison with the one deposited layer. The results of 2HB in Figure 6(b) show that one printed PLA layer on the polyester substrate has the lowest value as compared to the other specimens, therefore, this sample has a better recovery after bending. The rate of improvement of the PLA from the first to the fifth deposited layer is 74.4%, which is about 9.3% higher than that of the TPU.
Compression properties
The linearity in compression (LC), compression energy (WC), and resilience (RC) of the samples under a pressure of 50 gf/cm2 is shown in Table 8. The three parameters obtained from the compression hysteresis curves are: (1) linearity of compression, LC (2) work of compression/compression energy, WC (3) resilience of compression, RC Mean values of the compression properties measurements.
where P is pressure, T0, and Tm are the thickness at minimum and maximum pressure; and WC’ is the area under the release curve.
46

The compressional work per unit area, in which a higher LC value or a lower WC value indicates a hard feeling with compression, while a lower RC value causes inelastic compression. 47 The magnitude of the compression load generated in the textile material and how it is distributed on the skin influence the perceived degree of softness and wear comfort of a fabric. 48 As shown in Table 8, the LC value of polyester fabric is the highest followed by TPU-1 and PLA-1 in the baseline materials group. This indicates that polyester fabric has a better compressional behavior compared to PLA-1 and TPU-1. PLA-1 has the lowest compression energy value where WC is 0.088 gf/cm2 ± 0.002 gf/cm2, which shows lower compression energy is necessary. In terms of the RC, PLA-1 has a better recoverability as compared to PF and TPU-1, which might cause the reinforcement behavior of rigid PLA filaments.
Then, the changes in compression are significant after deposition of the filaments on the polyester substrate. In the PLA deposited group of fabric samples, the values of LC and WC decrease with the number of printed layers. It can be concluded that the compressional behavior of the printed PLA samples is reduced with the increased of printed PLA layers. However, the recoverability of PLA-1/PF, PLA-3/PF, and PLA-5/PF is gradually increased where the RC value is 53.31% ± 4.15%, 55.52% ± 3.89%, and 61.16% ± 4.57% respectively. This increase in compression recovery can be attributed to the hardness of the PLA filaments. In terms of the TPU deposited polyester fabric group, the highest compression can be achieved when one layer of TPU is printed on the polyester substrate (LC: 0.479 ± 0.002; WC:0.134 ± 0.002). Furthermore, the RC value of TPU-3/PF is the highest followed by TPU-5/PF and TPU-1/PF, which is 60.85% ± 5.74%, 59.69% ± 5.35%, and 52.29% ± 3.57% respectively. A comparison of the PLA deposited polyester with TPU deposited polyester fabric, it can be noted that PLA-5/PF is the stiffest and TPU-1/PF is the softest among the two deposited groups.
Thermal conductivity
The thermal conductivity (k) of the baseline materials and printed samples was evaluated to determine the heat transferability. A material with a higher thermal conductivity can more rapidly transfer heat; for instance, such material can be constructed into garments that impart a cool-feeling. Conversely, a material with a lower thermal conductivity can be used for clothing that need to have thermal resistance. The results in Figure 7(a) show that the k value of the polyester fabric is the highest among the baseline materials followed by TPU and PLA. In comparing the group of deposited layers (Figure 7(b)), the k values of the PLA and TPU samples both gradually decrease. After the deposition of five layers, the reduction rate of the k value is 23.4% for the PLA samples in comparison with the one extruded PLA layer on the polyester substrate. Similarly, the rate of decrease of the k value of five extruded TPU layers is 24.1%. This indicates that the thermal conductivity of the fabric is very much related to its thickness. A thicker fabric makes it more difficult to release heat from the body and transfer to the environment. This result is consistent with Sood et al.
2
in that a shorter printed height can facilitate greater contact surface and less empty space between filaments which further improve the transport mechanism of thermal energy. Thermal conductivity of (a) baseline materials; (b) printed samples with different numbers of deposited layers.
Another notable feature is that the thermal conductivity of the baseline PLA is slightly lower than that of the baseline TPU, but printed PLA on polyester fabric have better heat transfer capability than the printed TPU on polyester fabric. This may be related to the binding energy between molecules and atom, which, in other terms, the thermal conductivity affected by the crystallinity of the polymers. 49 In the polymer system, heat transfer is mainly achieved by the vibration of moles around a fixed position, and the heat energy is transferred to adjacent molecules. 50 Common TPU filaments consist of both soft (amorphous chain) and hard (highly oriented chain) segments, while PLA is composed of crystalline region. This higher crystallinity of PLA contributes to a rapid heat transfer (atoms are connected closely). However, the TPU’s lower thermal conductivity because most heat has been absorbed in the amorphous segments. Another possible reason for the higher k values of printed PLA than TPU samples can be explained as less space between trapped air. Several air pores can be observed from the SEM images of the printed TPU samples, which are not found at the interface of the printed PLA and polyester substrate. According to Yip and Ng, 51 a more dense composite material without air gaps generally has higher thermal conductivity. As stated earlier, thermal properties are very important for evaluating the coolness or warmth feelings of clothing, 52 determination of the printed layers for further applications can be carried out according to specific needs.
Infrared thermography
Infrared thermography images under steady state are shown in Figure 8 to describe the rate of temperature spread through the samples. For the baseline materials, the detected temperatures of all the samples (Polyester Fabric, PLA-1, and TPU-1) reach a similar transfer rate when the heating plate was heated for 15 s. This indicates that baseline materials have a lower thermal insulate ability with a fast heat transfer rate. Even though a similar rate of transfer is exhibited, the thermal images show a slight difference among the baseline materials group. The infrared heat conduction track of the PLA filament is more advanced than that of the TPU filament which may be related to the limitations of an FDM 3D printing process, which is not a flawless process. The materials characteristics, difficulties in printing fine detailed items (3D printer limitations), discerning of optimized process parameters, and unfavorable/uncontrolled thermal aspects of the process, are the essential contributing items that lead to some process defects. Some of these defects directly impact thermal characteristics and also, the temperature distribution of the deposited layers.
53
Then, the surface temperature of the printed samples shows a decreasing trend with more deposited layers, which is in line with the results of the thermal conductivity. Infrared thermal imaging test of (a) baseline materials, (b) different deposited PLA layers on polyester substrates, and (c) different deposited TPU layers on polyester substrates.
By comparing the printed PLA group (Figure 8(b)) with the printed TPU group (Figure 8(c)), the thermal insulation ability of the latter TPU is higher than the PLA with the extruded layers. The lower temperatures can be observed from the printed TPU sample with five layers, which indicates this sample is the best thermal insulator with the lowest heat transfer rate among all groups. Eom et al. 28 stated that efficient confinement of air with low thermal conductivity is crucial to insulation, which is in agreement with this study. Additionally, the infrared heat conduction tracks of the PLA samples are different from those of the TPU samples. For the former, the thermal energy spreads from the middle to the boundaries first with a higher heat insulation capacity in the surrounding areas, whereas the opposite is true for the latter. This might be due to lower density and air gaps in the middle part of the TPU samples. 54 Therefore, when utilizing the developed polymer-textiles in combination with clothing, it is advantageous to use printed layers to maintain a balance of warmness and coolness feelings. However, this should be considered along with the bending properties of the developed materials.
Conclusions
This paper has contributed to research work related to the wearable performance of 3D printed filaments on a textile substrate. Samples of typical PLA and TPU deposited on polyester fabric are designed, and 3D printed using FDM technology. As the main wearable properties of commercial textiles, the wash resistance, bending properties, compressibility, thermal conductivity, etc. of the composites are investigated in this research work. That is, the cross-sectional morphology of each specimen before washing and after different washing cycles is observed by using SEM to understand the mechanical changes. Moreover, the physical properties of the different deposited layers are determined by using KES-FB and a thermal imager. The following conclusions can be drawn from this work: • The tensile test results after different washing cycles show that the printed PLA on the polyester fabric has a relatively slow rate of reduction, which indicates a higher washing resistance compared to the printed TPU on the polyester substrate. • The testing results of the low-stress mechanical properties and thermal conductivities show that there is a significant linear effect of the extruded layers on the wearable properties of the different samples. The five printed PLA and TPU layers generally exhibit higher bending rigidity (B), bending hysteresis (2HB), and compression energy (WC) values than the one extruded layer, but result in a harder and less fluffy fabric hand. • For thermal properties, which are a very important factor related to the wear comfort of clothing, the results show that the developed materials with five printed PLA or TPU layers on polyester fabric can provide lower conductance and therefore higher insulation.
Based on the results of this study, fundamental data regarding the wearable performance of textile-based 3D printed materials can be obtained. In applying these developed materials, the wearable properties should be considered comprehensively. These findings support ongoing research in this area by integrating 3D printed filaments on textiles with good wear comfort. Understanding of these properties is significant, which can help researchers, designers, as well as producers to improve the aesthetics and functional qualities of the combinations of 3D printed filaments with textile fabrics thus contributing to new applications and products.
Due to the fast-changing requirements from the current industries and consumers, other types of fabric substrates such as cotton, nylon, and linen will be studied in future work. Various polymers can also be directly 3D printed onto textiles to enhance wearable parameters, such as flexibility, smoothness, and feelings of softness. The effects of the printing parameters e.g. infill density, printing temperature, and printing flow will also be the subject of future work.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Research Grants Council in the form of a postgraduate award from The Hong Kong Polytechnic University.