
Abstract
The development of novel biomass carriers is an option for increasing the efficiency of processes at wastewater treatment plants (WWTPs). Biomass carriers support the adhesion of specific bacteria and the subsequent biofilm formation. As part of this work, a new type of microfibrous biomass carrier with a unique sandwich structure was developed. Technologically, the structure of the biomass carrier is based on warp knitted spacer fabric created on a double-needle bar machine. Commercially available microfiber materials were used to achieve a large specific surface area (SSA) and internal porosity of the carrier to ensure high microorganism capture. A yarn combination was chosen to reach a final carrier density slightly lower than water to float in an aqueous environment. As the first, was developed and described a three-dimensional warp knitted microfiber biomass carrier. Next, were evaluated the properties of this carrier for post nitrification on WWTPs and compared with commercially available biomass carriers. Testing biofilm (using respirometry, real-time polymerase chain reaction, and next-generation sequencing) growing on the developed carrier in a post-nitrification laboratory reactor showed excellent adhesion, stability, and abundance of microorganisms. A high rate (more than 95%) of ammonia nitrogen removal was achieved in post-nitrification, and molecular genetics methods confirmed the high concentration of nitrifying bacteria in the biofilm. The developed three-dimensional microfiber biomass carriers have proven their functionality and can be considered an advance in biofilm processes.
Introduction
Recently, the development of new technologies for wastewater treatment plants (WWTPs) has been a research hotspot. Increasing demands on discharged water quality require add post-treatment. Biomass carriers adapted for the rapid adhesion of sewage bacteria and subsequent quality biofilm formation can be included after the conventional WWTP process in the form of a moving bed biofilm reactor (MBBR) system.1–6 Bacteria in the biofilm on biomass carriers can eliminate even low (residual) concentrations of various pollutants from wastewater, and have several advantages, such as the retention in the system, higher resistance to environmental stress, excellent stability in an aquatic environment, fast communication between cells, and large contact area between them and pollutants.2,4,7,8 The carrier efficiency in systems generally depends on the carrier’s surface size, morphology, material porosity, filling percentage volume, organic loading, and diffused aeration supply.6,9–11
Many scholars have sought new materials to prepare biomass carriers,7,12–16 and others have tested already commercially available biomass carriers under various conditions. An overview of commercially available biomass carriers was presented in the publications.1,2,17 Molding plastics is the primary production technique (plastic manufacture), although it is possible to produce biomass carriers using other techniques, such as three-dimensional (3D) printing, superficial treatment of purely natural organic materials, nanofiber production methods (electrospinning and melt blowing), physicochemical modifications, and foaming.2,9,12 Commercially available biomass carriers are characterized by simplicity in their production. However, they do not have a sufficiently fragmented surface and internal structural environment to rapidly capture microorganisms and subsequent quality biofilm development. On the contrary, the individual layers of microfiber biomass carriers provide a suitable environment for capturing sludge flakes during the inoculation phase, where the transfer of specific bacteria to the carrier’s structure forms. Over time, the bacteria grow through carriers’ structure and produce an extracellular matrix, part of biofilm that adheres well to the individual fibers.
In this study, we focused on the production, structural description, and properties of a new warp knitted spacer biomass carrier for WWTPs. We developed a modification of the production of a biomass carrier comprising 100% filament yarns, which would provide a large specific surface area (SSA) for bacterial growth in wastewater treatment. The internal porosity, morphology, and structure of the developed warp knitted spacer microfibrous biomass carrier created higher efficiency for WWTPs than those of commercial biomass carriers. The commercial availability of the microfiber input materials and the simple technological solution for producing the 3D carrier ensure high microorganism capture and subsequent quality biofilm formation.
Warp knitted spacer structure of biomass carrier
The spacer fabric can be technologically prepared using knitting as well as weaving technology. For knitting technology, there is an option in weft and warp knitting. In this manuscript, warp knitting technology is used due to structure requirement of 3D biomass carrier for WWTPs. The structure requirements of 3D biomass carrier for WWTPs are: open structure - knitted structure with hole (filet structure or open-work), possibility to monofilament threading (carrier part with or without monofilaments, partly threading), higher carrier height, and high productivity for the competitiveness of the 3D biomass carrier in the industrial production. Warp knitted spacer fabric is a double-faced fabric knitted on a double-needle bar machine. 18 The distance between the needle bars is a critical parameter of the machine. 19 The distance determines (together with the lapping) the length of connecting yarn pieces and hence the fabrics’ thickness. The two needle bars work back-to-back and those are arranged in such a way so that some of the guide bars can move through the needle of both the beds for swinging purpose. The guide bars which can overlap on both needle bed are usually threaded with multifilament (polyester (PET), polypropylene (PP), and polyethylene (PE)). Fabrics made in double needle bar machines are necessarily several times thicker than fabrics made from a single needle bar machine and show knitted loops on both sides of the fabric.
The machine gauge and linear density of the multifilament depend on the purpose of the knitted fabric. The final product application of the structures also determines the lapping on both sides of the fabric; the structures may be the same or differ from each other. The production of the spacer fabric followed standard lapping rules. A spacer yarn joins single-faced knits - the distance between knits contributes significantly to the spacer fabric’s thickness and comprises monofilament. The technical requirements characterize the spacer fabric; the knitting machine parameters and linear density of multifilament for front/backside determine the significant parameter/monofilament diameter.
To understand the appearance, production, and properties of double-needle bar warp-knitted structures, it is necessary to suggest the lapping movements of all guide bars together with the yarn threading, which makes the knitted spacer fabric production unique and suitable for applicable purposes, i.e., unique compression properties. Using a suitable material combination makes it possible to regulate other properties, such as moisture transport, water absorption, drapability, and thermal conductivity. 18
Technical specification of production of warp knitted spacer microfiber biomass carrier
Properties of fibers used for producing the warp knitted spacer microfiber biomass carrier.

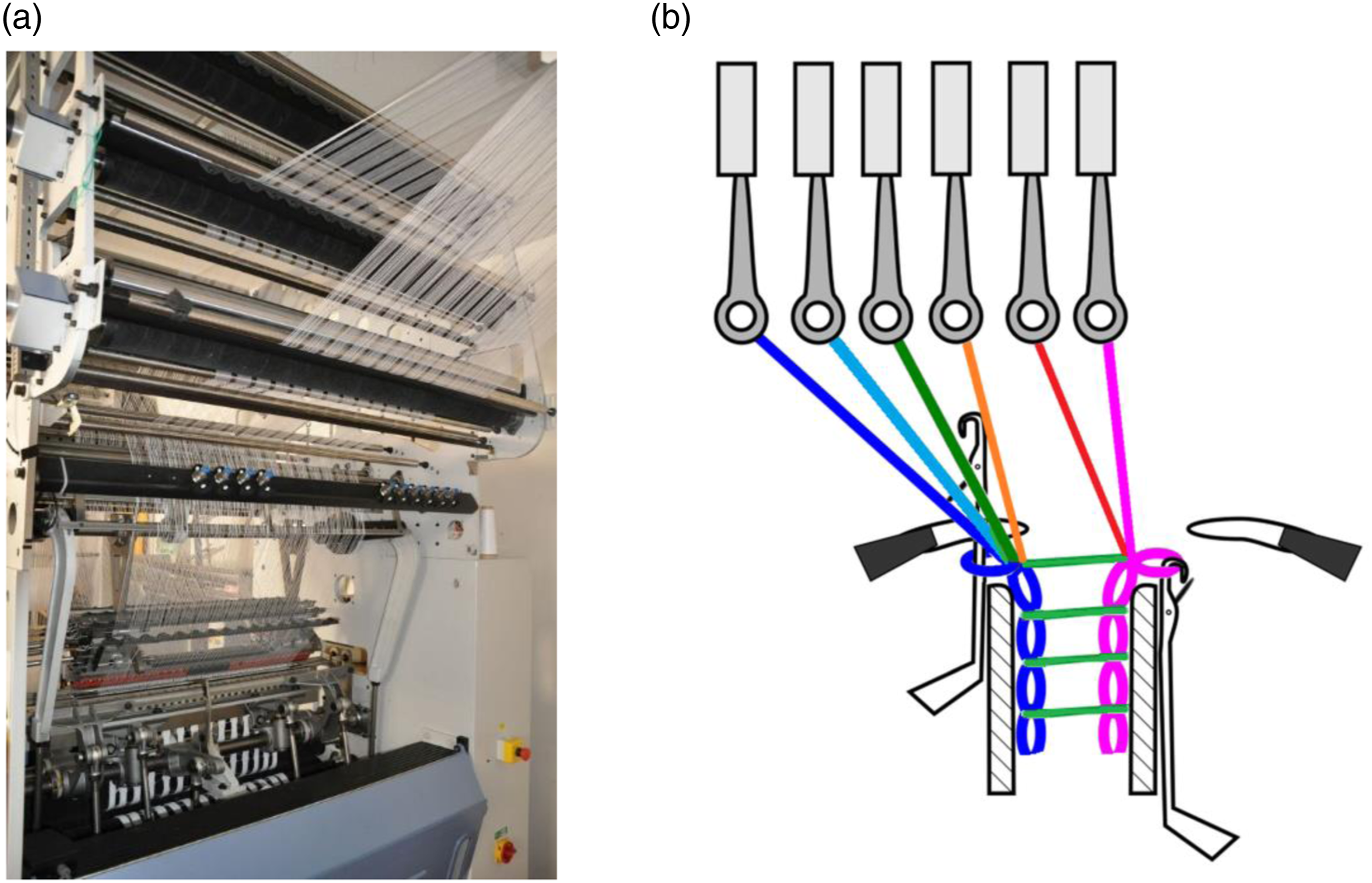
(a) Image of Rius MINI-TRONIC double-needle bar raschel 806 machine for production of the spacer biomass carrier and (b) Image of diagram of the knitting elements in a latch double-needle bar raschel. 19
The open-work (net, mesh) structure of the front/back layer can be produced with two partly threaded guide bars (PP multifilament yarn, 3:1), making a carefully arranged lapping movement so that the hole can be created even if all needles receive the thread (Figure 2(b)). Figure 2(a) shows a planar view of the face side warp-knitted structure, back side of warp knitted structure biomass carrier is identical. In warp knitting, one rack is used for the yarn length measurement, which covers 480 rows. The proposed construction of a warp-knitted microfiber biomass carrier uses only 24 needles and 36 rows (3 × 8 course of filet pattern + 12 course of tricot pattern); therefore, that parameter (run-in-per rack) cannot be measured. The wale- and course-wise shrinkages of the narrow microfiber biomass carrier after relaxation do not allow the measurement of the wale and course densities according to the ČSN EN 14970. (a) Front side of the carrier structure (back side of carrier structure is identical), repeat (red marking), and (b) five-guide bar spacer mesh structure (filet and tricot part and threading for five guide bars) created using SW TexMind (the warp knitting pattern editor).
Threading 1:1 of monofilament (0.1-mm PET) for the middle layer guarantees a sufficient distance between both layers (the final carrier thickness is approximately 6 mm). Carrier samples were manufactured using the Rius MINI-TRONIC 806 machine (six guide bars, gauge12E). The warp knitted carrier design used for production only 5 guide bars with special yarn threading, one guide bar was out of work. The shape of the final warp knitted spacer carrier was designed as a piece product in strips with the right (left)-hand selvage of each other carrier (with curling to inside) due to the final adjustment of the carrier. Production of selected carriers in strips can minimize waste during cutting. Owing to less laddering of the warp-knitted fabrics, different carrier construction in the cutting zone, and no fixation process PP multifilament, the carriers are suitable for direct commercial application.
Materials and experimental biomass carrier description
Two biomass carriers were used in the experimental part of this study: the commercial carrier AnoxKaldnes K3 (PE)
20
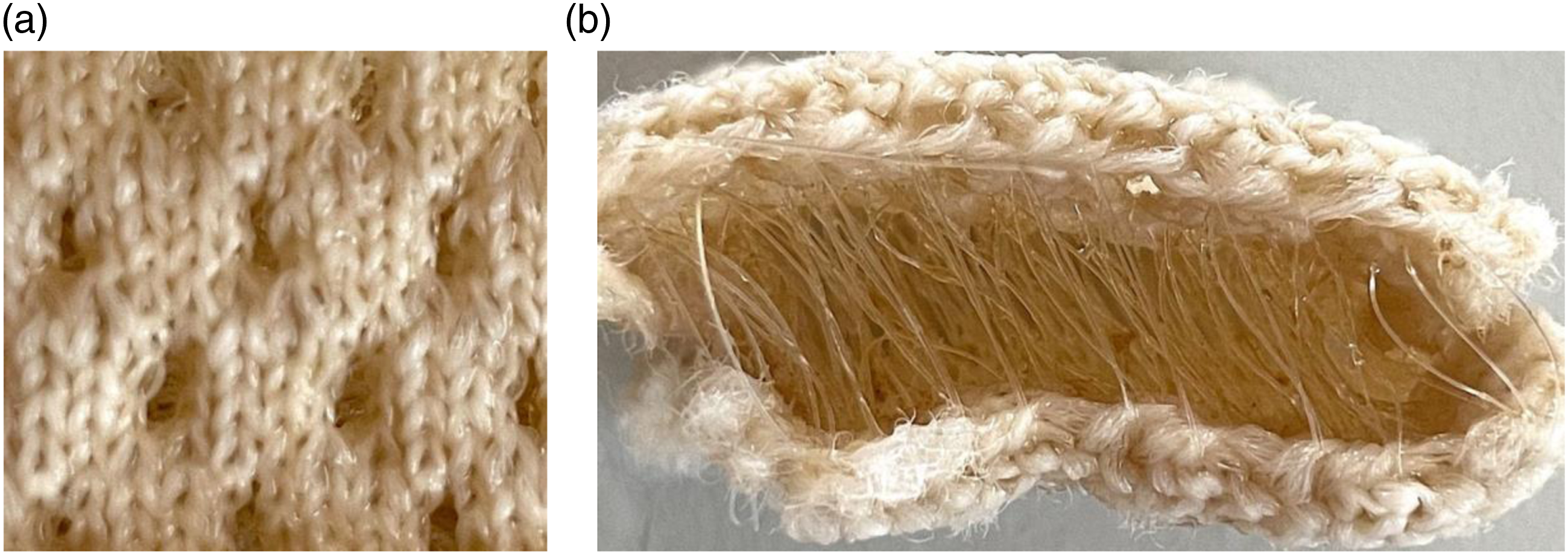
(Figure 3(a)) and the developed warp knitted spacer carrier (Figure 3(b)). Plastic biomass carriers (including AnoxKaldnes K3) are generally extruded or molded from virgin/recycled high-density PE. The manufacturer of AnoxKaldnes K3 is Veolia Inc. Figure 4 presents the warp knitted spacer carrier sampled after 7 weeks of reactor operation (post-nitrification). Conditions for the post-nitrification process are presented in the Methodology of measurements chapter. (a) AnoxKaldnes K3 and (b) warp knitted spacer microfiber biomass carrier. Image of warp knitted spacer microfiber biomass carrier sampled after 7 weeks of reactor operation: (a) surface image after biomass formation, (b) cross-section image after biomass formation.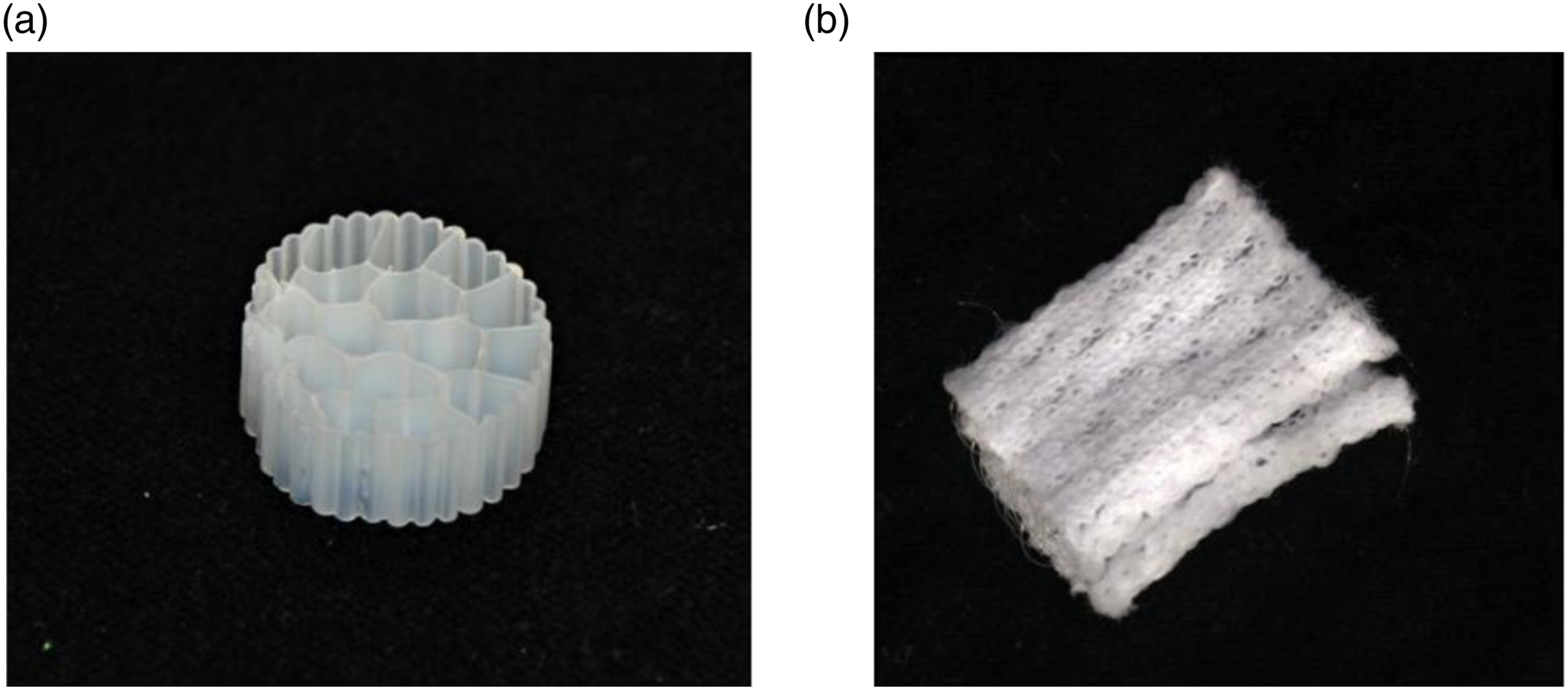
Fundamental dimensions of the carriers: AnoxKaldnes K3, circular shape with a diameter of 25 mm and height of 10 mm, and the developed warp knitted spacer carrier, rectangular shape 30 × 40 mm, an open-work size of 30 × 30 mm, and a height of 6 mm.
The basic parameters of warp knitted spacer biomass carrier and AnoxKaldnes K3.
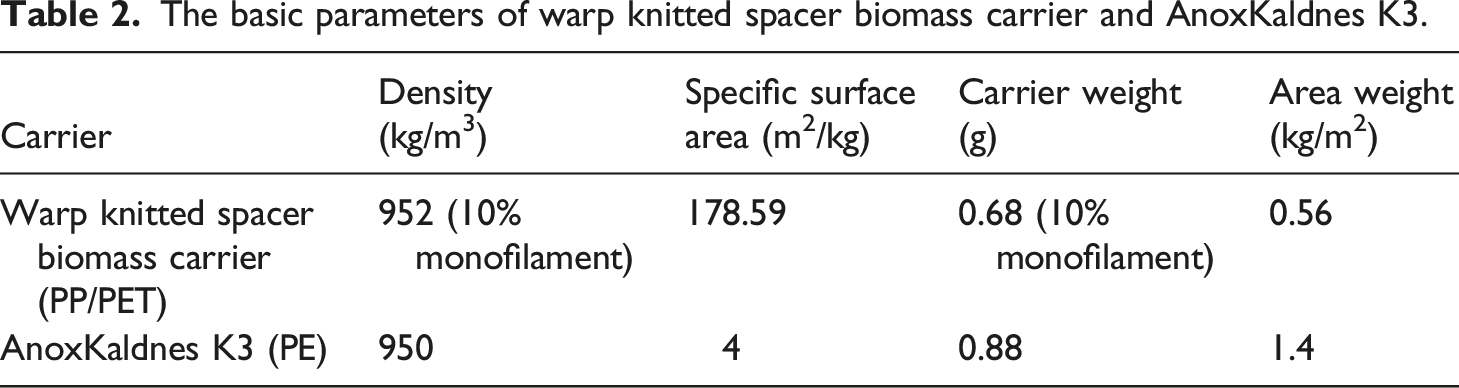
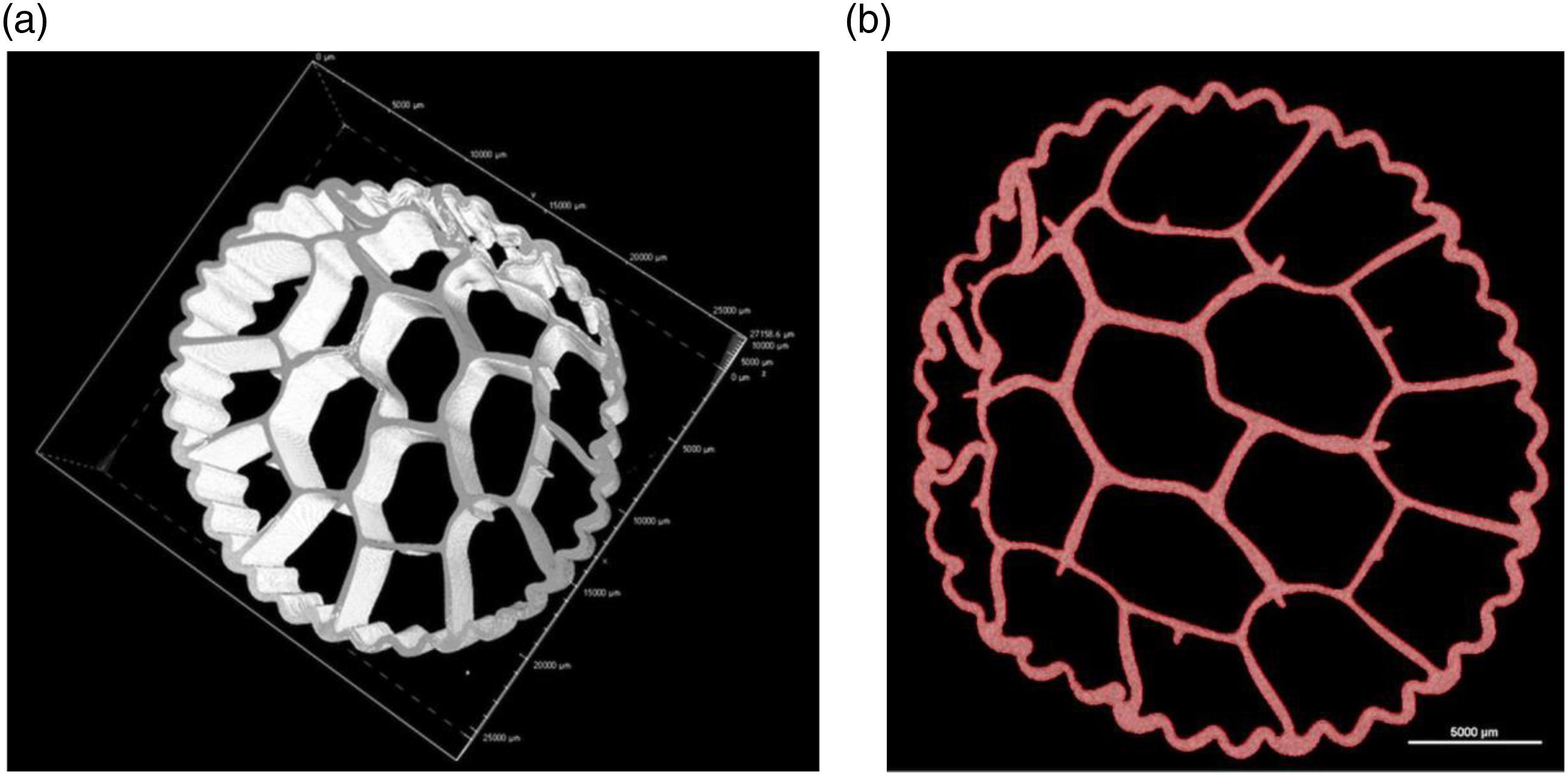
Specific surface area (SSA) is a property of solids defined as the total surface area of a material per unit mass (m2/kg). It is a physical quantity that can be used to determine the type and properties of a material. The SSA of carriers is crucial for determining the carrier’s efficiency for WWTPs. The SSA of a biomass carrier is recalculated from computed tomography (CT) images based on image processing of cross-sections (Figures 5(a) and 6(a)). The processing of the commercial carrier CT images comprises image cropping, image calibration (based on existing CT scale), and thresholding (segmentation Figure 5(b)). The processing of the warp knitted spacer microfiber carrier CT images comprises image calibration, thresholding (segmentation Figure 6(b)), morphological cleaning, and closing holes in a binary image. Zeiss Metrotom 1500 was used to scan for AnoxKaldnes K3, with a 24-μm/pxl resolution and 500-μm thickness of cross section. Meanwhile, nano3DX Rigaku was used to scan for the developed warp knitted spacer carrier, with a 6-μm/pxl resolution. Image of a 3D microfiber biomass carrier for WWTP: (a) 3D reconstruction of CT images (cross-sections) and (b) 3D reconstruction of CT images adjusted by segmentation for calculation of SSA. Image of AnoxKaldnes K3 for WWTP: (a) 3D reconstruction of CT images (cross-sections) and (b) one cross-section from CT adjusted by segmentation for calculation of SSA.
Methodology of measurements
Laboratory verification of the warp knitted spacer microfiber biomass carrier’s functionality
We performed laboratory experiments to verify the functionality of the developed warp knitted spacer carrier in a post-nitrification system. Additionally, AnoxKaldnes K3 was tested under the same conditions for comparison (AnoxKaldnes K3 parameters are given in Table 2). The conditions for the post-nitrification process were set in the reactors. The biological removal of ammonium nitrogen (nitrification) is the most common method for eliminating this pollutant from municipal wastewater. Nitrification is a two-step reaction: nitritation (ammonium nitrogen is oxidized to nitrite) and nitritation (nitrite nitrogen is oxidized to nitrates).
Testing was performed in a laboratory MBBR (Figure 7) system with a 4-L total volume and continuous aeration. The medium (inlet to the reactor) contained tap water, ammonium ions (NH4+-N 10 ± 2 mg/L), phosphate buffer (PO43−-P approximately 8–20 mg/L; composition of the stock solution − 8.5 g/L KH2PO4, 21.75 g/L K2HPO4, 33.4 g/L Na2HPO4·7H2O), and NaHCO3 (according to the current reactor’s pH). The entire system was placed in a laboratory room tempered to 20°C, and the reactor operation was checked using chemical analysis of the reactor medium once a week. Image a scheme of laboratory MBBR; (1) container with inlet, (2) effluent collection vessel, (3) inflow pump, (4) outflow pump, (5) aerator, (6) aeration stone, and (7) reactor with medium and tested biomass carriers.
Continuous operation, i.e., inlet volume = outflow volume (chemostat), was provided using peristaltic pumps (Watson Marlow Sci-Q323). At the vessel’s bottom, aeration elements were installed on the sides connected to a blower (AirMac, DB40, 48 L/min), which ensures homogeneous aeration and mixing of the system (coarse bubbles). The reactor medium temperature was stable between 19 and 22°C, and the pH was in the neutral range, at most slightly acidic (6.8 to 7). The hydraulic retention time was 0.5 days. The reactor was inoculated with activated sludge from a municipal WWTP; after 3 days, only the adhered biomass on carriers was maintained (reactor without suspended sludge). The carriers were tested in separate bioreactors; 20 pcs of 3D microfiber carriers, and 150 pcs of AnoxKaldnes K3.
Concentrations of nitrogen compounds and chemical oxygen demand (COD) in the bioreactor were measured using cuvette tests on a HACH DR 6000 UV-VIS spectrophotometer (Hach-Lange, USA). Control measurements of pH and dissolved oxygen were performed weekly using a WTW Multi 9430 m, a digital optical IDS probe, and a SenTix® 940 pH electrode (WTW, Germany). The testing of the effectiveness of carriers was performed using respirometry (measuring the activity of bacteria in the biofilm) 7 and molecular genetics methods (real-time polymerase chain reaction (qPCR) and next-generation sequencing (NGS); determining the number of specific bacteria in the biofilm). A Micro-Oxymax respirometer from Columbus Instruments (USA) was used to measure microorganism respiratory activity in the biofilm. Changes in oxygen concentration were measured using a paramagnetic sensor, and carbon dioxide was detected by infrared spectroscopy. A volume of 200 mL of WWTP effluent (without suspended biomass) was poured into 450 mL bottles, then 5 mL of phosphate buffer, 10 mg/L of ammonium nitrogen (from NH4Cl solution; concentration of 19 g/L), and 2 pcs of microfiber, resp. 6 pcs of AnoxKaldnesTM K3 carriers were added. Measurement was performed until the activity of microorganisms ceased. NGS and qPCR were performed according to the methodology given in the study, 21 and the results were evaluated according to the study. 22 NGS and qPCR were chosen based on long-term experience with biofilm testing and the need to obtain information about the number of specific bacteria in samples.
Results and discussion
Evaluation of laboratory verification of carriers
An overview of the chemical analysis of reactors with warp knitted spacer microfiber biomass carrier and AnoxKaldnes K3.

Respirometric data (Figures 8(a) and (b)) show the difference in the rate of oxygen consumption by nitrifying bacteria in the biofilm on both carriers (the same effective area of biomass carriers was used for measurement). Samples for respirometry tests were taken weekly, and we present results for the sixth week of reactor operation; these data show a clear difference in respirations after biofilm stabilization. The data in Figure 8 were obtained by measuring the 25-h respiration of carrier samples. For the developed warp knitted spacer carrier, there was a decrease in the oxygen consumption rate to a value below 1 mg/L after only 5 h, which marks the end of nitrification and the elimination of any artificially added ammonia nitrogen. For AnoxKaldnes K3, nitrification was completed after 20 h; the process is significantly slower in this case. Achieving a higher rate (up to 4 mg/L/h) of oxygen consumption for the developed 3D carrier indicates the presence of a quality biofilm with active nitrifying bacteria. Selected respirograms showing biofilm activity/ammonia nitrogen elimination rate, measured on carriers sampled in the sixth week of reactor operation: (a) AnoxKaldnes K3 (AK3_1, AK_2 - duplicates); (b) warp knitted spacer microfiber biomass carrier (3D micro_1, 3D micro_2 - duplicates); and (c) blank (only medium without biomass carriers).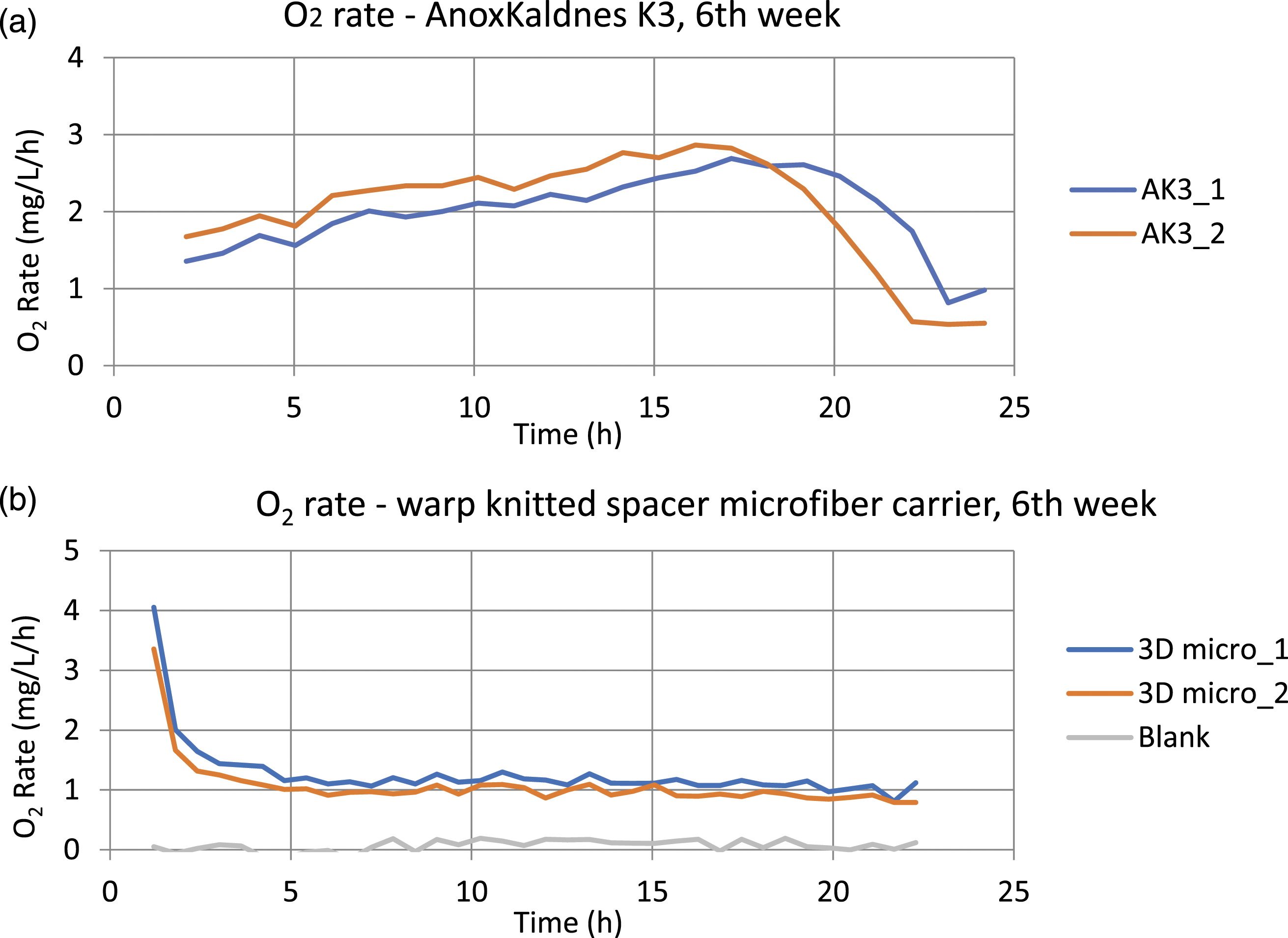
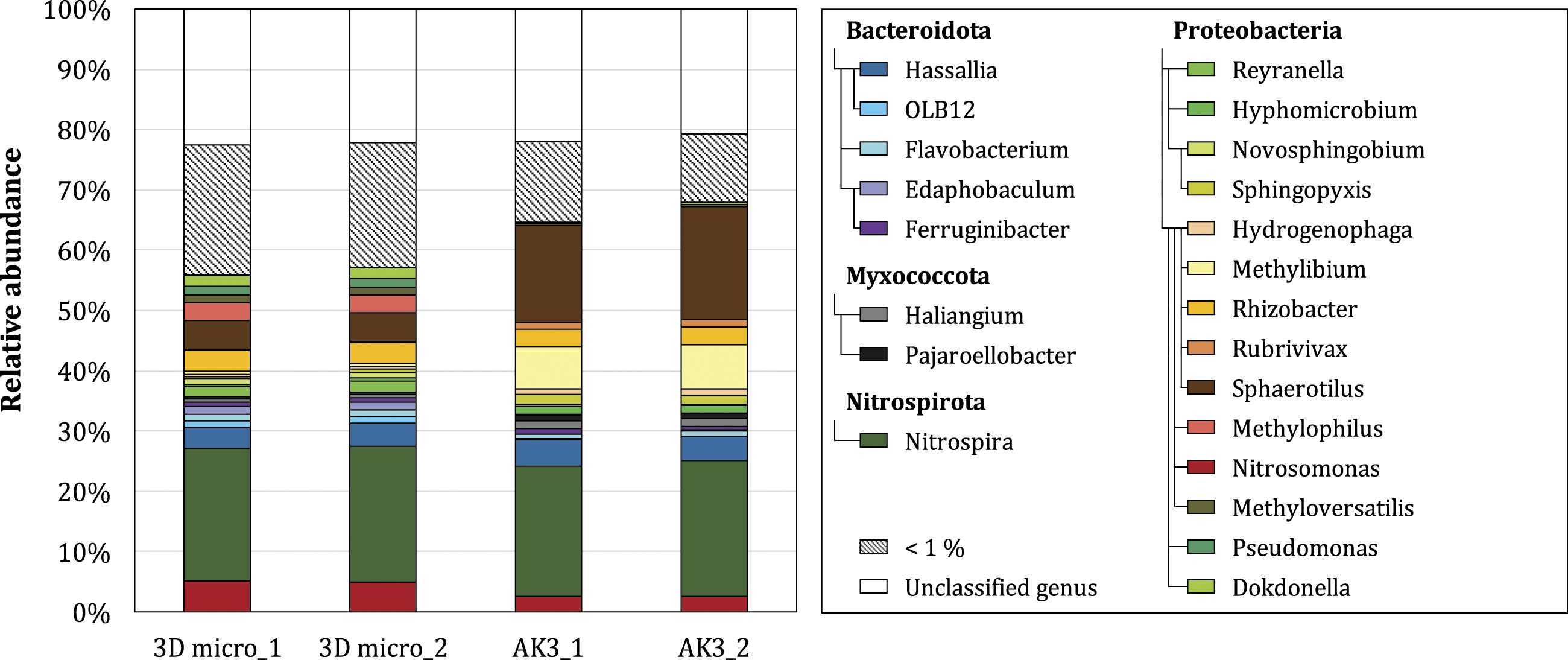
The results of molecular genetics (Figures 9 and 10) show the development of nitrifying bacteria in the biofilm of warp knitted spacer microfiber biomass carrier and AnoxKaldnes K3. In the entire bacterial consortium, the percentage of the specific bacteria reached a higher level in the developed warp knitted spacer carrier’s biofilm than in AnoxKaldnes K3. Relative quantification of total and specific bacterial biomass on warp knitted spacer microfiber carrier samples relative to AnoxKaldnes K3 (reference sample). The relative representation of microorganisms in samples - microorganisms at the genus level with abundance >1% are shown.
The comparison of the amount of total and tested specific bacterial biomass between the developed warp knitted spacer carrier and AnoxKaldnes K3 is expressed using relative quantification (Figure 9), which describes the relative change in the amount of a given marker in the sample compared with that in the reference sample, which is AnoxKaldnes K3.
The relative quantification value of the reference sample was 1. If the relative quantification value of the sample is 2, it means that there is twice as much target DNA in this sample as that in the reference sample. In the developed warp knitted spacer carrier samples, the total and all tested specific bacterial biomass were higher than those in AnoxKaldnes K3 carrier samples, especially the abundance of the amoA gene-specific for AOB Nitrosomonas.
Thus, from the perspective of primary laboratory verification, the developed warp knitted spacer carrier is suitable for use in MBBR systems at WWTPs, is characterized by significant efficiency in removing ammonia nitrogen in the nitrification process, and outperforms AnoxKaldnes K3.
Conclusions
The main goal of this study is focused on development of the microfiber biomass carrier as an option for increasing the efficiency of processes at WWTPs. Technologically, the structure of developed biomass carrier is based on warp knitted spacer fabric created on a double-needle bar machine. This warp knitted technology in combination with microfibrous multifilament yarns can produce the spacer biomass carrier with a large SSA and internal porosity of the carrier to ensure high specific microorganism capture. The essence of post-nitrification at WWTPs is to eliminate residual concentrations of ammonia nitrogen, and owing to the developed warp knitted spacer microfiber carrier, it is possible to achieve high efficiency (above 95%) in removing this pollutant in post-treatment MBBR systems. In addition, molecular genetics results showed a great representation of nitrifying bacteria in the biofilm, which is essential for these biofilm systems. According to the results, AnoxKaldnes K3 carriers are less effective than warp knitted spacer carriers due to a longer time of bacterial colonization (AnoxKaldnes K3 does not have a very porous structure). The low roughness of the surface of the AnoxKaldnes K3 carriers causes a slower capture of microorganisms (the biofilm development thus takes significantly longer), and the stability of the biofilm is considerably less than that of the warp knitted spacer carrier. The SSA (m2/kg) of the commercial carrier AnoxKaldnes K3 is “4” as opposed to the microfiber warp knitted spacer carrier where SSA is “178”. This fact is essential in the post-treatment processes at the WWTP (especially post-nitrification) and supports the claim that carriers with high surface roughness and defined porosity are much more advantageous for these processes. The efficiency of the post-nitrification process with the developed warp knitted spacer biomass carrier was stable for a long time under the conditions we tested. Based on the test results, these carriers are a compact solution for increasing water quality in existing WWTPs. Moreover, there is no sludge management, and it has been proven that the forming and growing biofilm on the developed warp knitted spacer carrier is of high quality with long-term stability. The mechanical stability of the carrier was at an excellent level. Owing to these findings, the designed warp knitted spacer carrier is suitable for increasing water quality in WWTP outlets, which is especially crucial for sensitive locations and key European sites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the Ministry of Education, Youth and Sports of the Czech Republic and the European Union − European Structural and Investment Funds in the Frames of Operational Program Research, Development and Education − Project Hybrid Materials for Hierarchical Structures (HyHi, Reg. No. CZ.02.1.01/0.0/0.0/16_019/0000843).