
Abstract
This paper focuses on programing mechanics of patterned spacer materials with double inlay-jacquard systems. Because of quite complex warp knitting paths and jacquard principles, an in-depth research on this double-jacquard techniques is conducted and then this paper proposes separate programing models of jacquard loop and jacquard underlap for the first time. Also, it studies a mapping method between the jacquard patterns design and colored loops formation process to automatically transfer what you design and see into what you knit. For the deviation between the design and the knitting result generated during the mapping process, an automatic detection method and an automatic correction algorithm are designed to ensure the accuracy of the mapping model. To comprehensively verify the programing model, an experimental design is exampled and then transferred into knitting parameters based on the programing system to fabricate a corresponding patterned material. This researched programing method shows great potential in increasing design efficiency and decreasing chemicals consumption in printing.
Introduction
In the process of developing high-grade textile materials, colorful dyes and chemicals are usually used for printing treatment to fabricate patterned fabrics with personalized preferences.1,2 However, this printing technology also brings new challenges such as color fastness, printing fineness, touching softness and dyes discharge and pollution. Compared with printed patterns, new computer-programmable jacquard knitting technique has shown significant advantages. It controls colored yarns and single loop formation to generate delicate and three-dimensional pattern effects with little dyes and chemical auxiliaries, which is quite conductive in reducing water pollution and gas emissions.3,4 Jacquard spacer fabrics are special textiles with a three-dimensional structure knitted on double-needle-bed warp knitting machines.5–8 Thanks to their rich and unique mesh structures, they have preferred properties such as lightweight, air permeability, and compression resistance.9,10 Therefore, they are widely used in many fields such as shoe materials, car seats and medical mattresses. 11
Compared with other knitting technologies such as weft knitting jacquard technology, jacquard technology of warp-knitted spacer fabric has higher production efficiency. This kind of fabric has three layers, a top surface layer (TL), a middle spacer layer (ML), and a bottom surface layer (BL), which can generate more complex structures and three-dimensional pattern design. The patterns on both sides can be the same or different as needed. And the structure can be more stereo by changing the thickness of the middle spacer layer. With the obvious advantages of warp knitting jacquard technology, more scholars have conducted researches on this subject. Li et al. 12–14 did a research on patterning model of spacer single-jacquard system. Liu and He15,16 studied spacer double-jacquard technique and Sun 17 presented designing process of triple-jacquard technology. Also, some scholars conducted researches on computer-aided design models of spacer jacquard patterning18–21and 3D simulating22–24with mathematical descriptions. Normally, jacquard spacer materials are fabricated by either loop-jacquard technology or inlay-jacquard technology. 25 The former on realizes regional bicolor pattern effects by designing various materials threaded in two split half-gauge jacquard bars to form specific lapping structures. However, it shows the demerits of having a mottled loop on the fabric when two colors are looped in the same position, as shown in Figure 1(a). While the inlay-jacquard technology can effectively solve this problem. As shown in Figure 1(b), colored loops are evenly exposed and formed a single color loop in one loop position. Moreover, this inlay-jacquard spacer technique without printing can also form meshes by canceling loops for better air permeability and visually unique 3D effects. But the present studies are all based on spacer loop-jacquard technology and there are few references on spacer inlay-jacquard technique.

Defect elimination of double-color jacquard pattern: (a) loop-jacquard color effects and (b) inlay-jacquard color effects.
Hereby, this paper aims to illustrate an approach to programing spacer double inlay-jacquard techniques. To realize the designing effect is the final knitting effect, a mapping method is studied between the jacquard patterns design and colored loops formation process. Also, a separate programing model of jacquard loops and jacquard underlaps is proposed for the first time to conveniently design patterns.
Pattern design method of double inlay-jacquard spacer
The warp-knitted jacquard spacer fabric studied in this paper is produced on the double-needle-bed jacquard RDPJ 6/2 machine shown in Figure 2, which has two jacquard bars JB3 and JB4. GB1, JB3, JB4, and GB5 work on the front needle-bed while GB6 works on back-needle bed. GB2 works on both needle beds to form the spacer layer. Thus, the sandwich structure of spacer materials is knitted. The jacquard bar only forms jacquard patterns on the top surface layer. When colored loops are formed, it endows the fabric with a good pure two-color pattern effect. When an inlay (no loop) structure is formed, the thickness here is smaller than that of the loop-forming area, so the fabric has a certain thickness variation and concave-convex effect.

RDPJ6/2 configuration diagram.
Basic lapping data of this spacer double inlay-jacquard systems studied in this paper consists of four digital signals in each two courses cycle (odd course and even course), and these four signals control the motion and offset of each jacquard needle when it sequentially goes to the needle back in odd course, needle face in odd course, needle back in even course and needle face in even course. Usually, a signal “H” is used to represent if the jacquard needle merely moves as the lapping data controlled, and a “T” is used to represent if the jacquard needle does one-needle offset on the basis of lapping data. Therefore, there are possibly 16 options of knitting structures in each two-course cycle. What shown in Figure 3 is an example with a basic lapping data of 0-0-0-0/2-2-2-2//, in which 0-0-0-0/ controls the odd-course knitting in both front and back needle bar, and 2-2-2-2/ controls the even-course knitting in both front and back needle bar.

Signals of basic jacquard lapping with control data 0-0-0-0/2-2-2-2//.
As can be seen from Figure 3, the jacquard effect is divided into loop and underlap. Taking the fabric produced on the machine shown in Figure 2 as an example, the top surface layer is on the left side, while the bottom surface layer is on the right side. Therefore, the Layer of the jacquard effect from left to right is Layer O1 (TL-O1), Layer O2(TL-O2), Layer U2 (TL-U2). Layer U1 (TL-U1). TL-O1 represents the loop effect of JB4, TL-O2 represents the loop effect of JB3, TL-U2 represents the underlap effect of JB3, TL-U1 represents the underlap effect of JB4. Layer P (TL-P) represents the overall jacquard effect, which formed by combining the four layers of jacquard decomposition effect diagrams. This spacer double inlay-jacquard technique obviously displays an advantage of color purity and rich variations of local patterns.
Programing models of pattern design
Jacquard loop model
A loop design bitmap of matrix

Layers decomposition of double inlay-jacquard patterns.

Jacquard bitmap grids and the corresponding loop types.
Besides, to make the jacquard bitmap design accurately match the actual fabricated loop patterns, a transferring algorithm is proposed from jacquard bitmap color to control data of jacquard bar movement when fabricating. Another variable k is used for representing the two-course cycles number from bottom to top and k ranges from 1 to M. If the control data received in course No. 2k-1 is the same to that received in course No. 2k, the even courses show closed loops, while the odd courses show the open loops, and vice versa. If signal H is assigned the value of 0 and signal T is assigned the value of 1, each element in the bitmap matrix
Loop transferring algorithm from jacquard color to control data.

A designed example is shown in Figure 6. Jacquard bitmap color oc1, oc3, and oc5 are used for jacquard pattern bitmap. Based on the transferring algorithm, colored loops are formed by controlling lapping movement.

Jacquard bitmap with control data corresponding to colored loops.
Jacquard underlap model
Since the jacquard underlaps also show an important effect on the pattern outlook, a bitmap model of jacquard underlaps is put forward with another mathematical matrix

Jacquard bitmap grids and the corresponding underlap types.
Each element in the bitmap matrix

Underlap transferring algorithm from jacquard color to control data.

An jacquard underlap design example is shown in Figure 8. Bitmap color uc1, uc2, uc3, and uc4 are used for jacquard pattern bitmap and based on the transferring algorithm colored underlaps are formed by controlling underlapping movement.

Jacquard underlap bitmap with two-course control model corresponding to colored underlap structures.
Model detection and modification
It is known from Figure 3 that the formation of loops is related to the offset of the jacquard needles in odd and even courses. When the jacquard needles make offset at the front and back of the needles in odd courses, the yarn cannot form loops. Similarly, when no offset happens at the front or back of the jacquard needles in even courses, there are no loops in even courses neither. Therefore, the loop design pattern should be inspected and modified based on the underlap bitmap design. As shown in Figure 9, it is an example of design inspection and modification with basic lapping data 0-0-0-0/2-2-2-2//. When the color of underlap bitmap grid is designed with uc1, loops can be formed there in both even and odd courses. When the grid is designed with uc2, no loop is formed in the odd course. When the grid is designed with uc3, no loop is formed in the even course. When the grid is designed with uc4, no loop is formed in either even or odd courses.

Sample design of underlap patterns #1 (a), #2 (c) and their modified bitmaps (b and d).
Detection and modification of this design model is summarized and listed in Table 3. When the control data of underlap jacquard in wale No.i and course No. 2k-1 is designed as “T-T,” then no loop is formed in this loop bitmap gird in wale No.i and course No. 2k-1. When the control data of underlap jacquard in wale No.i and course No. 2k is designed as “H-H,” then no loop is formed in wale No.i+2 and course No. 2k if the basic lapping data is 0-0/2-2// and if the basic lapping data is 2-2/0-0//, no loop is formed in wale No.i-2 and course No. 2k. When it exceeds the pattern width, modification should be made according to Table 3.
Detection and modification.

Model application and fabrication
Spacer double inlay-jacquard textiles design
Spacer jacquard shoe-upper is a typical spacer double-jacquard textile. It stands out and get much more popularity because of its unique pattern appearance and functional performances. Based on the research on the microenvironment of the human feet, the upper needs to have good air permeability and moisture permeability, and also excellent physical properties, such as tensile, bursting, tearing, and abrasion resistance. 26 When designing this shoe upper, certain functional zones are qualified as in Figure 10(a). Areas A, B, and E are designed as breathable areas. To have better air permeability, area A reduces one loop layer and area B knits mesh structures to enhance air flowing, while area E jacquard combines the reduction of loop layer and mesh structure to improve air permeability. Areas C, D, G, and H meet the fashion requirements of the upper with the gradient design of loop colors. Area F is set as a specific mark to assist in precise positioning during the blanking process.

Pattern design with different functions of the shoe upper: (a) functional zones design and (b) knitted appearance.
Jacquard loops and underlaps design
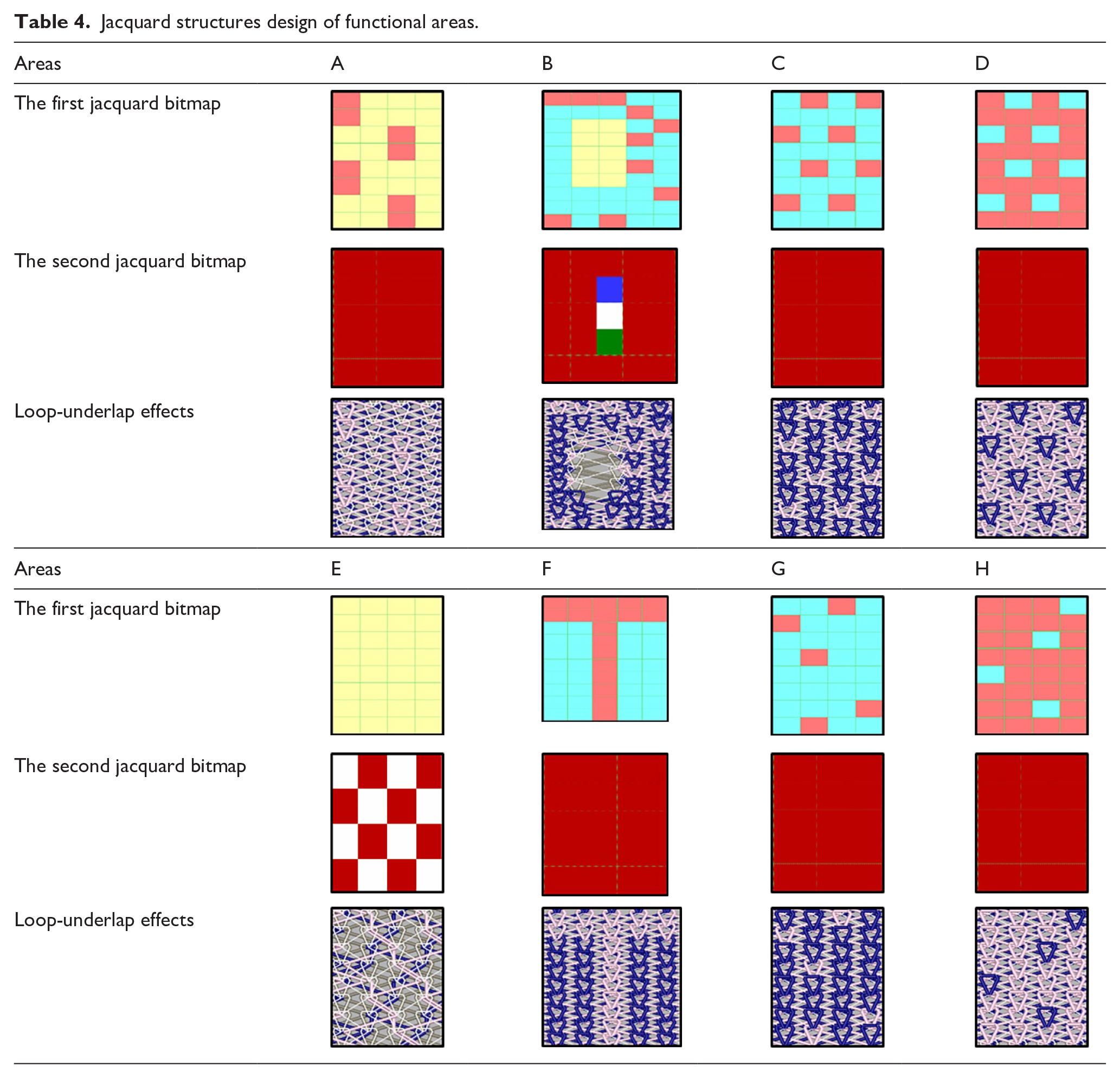
When using the spacer double inlay-jacquard technique to design printed-free patterned shoe upper fabric shown in Figure 10, both of these two jacquard systems mainly adopt loop structures for better wear resistance, shown in Table 4. Three types of knitted structures are designed for the breathable areas A, B, and E. Among them, area A mainly takes three-wale inlay structures and the loop structures are merely formed in the first jacquard system. In area B, the two jacquard systems both form meshes to enhance good air permeability and use double jacquard technique to provide the fabric with an printing-like visual experience. Area E has the best air permeability because neither of the two jacquard needle bars forms loops, and meshes are formed only by inlay structures. Structures used in areas C, D, F, G, and H are all designed with bicolored loops. Among them, uniform loop patterns are formed in areas C and D, and non-uniform loop patterns are formed in areas G and H. So there is a natural transition from area G to area H through the gradual change in the number of colored loops, thus realizing the imitation printing effect. In addition, in area F, the T-shaped pattern is highlighted through the contrast of two-color loops to show the positioning mark on the upper. The computer configuration used for warp-knitted spacer jacquard shoe-upper simulation efficiency testing is as follows: Microsoft Windows 11, 13th Gen Intel (R) Core (TM) i9-13900H 2.60 GHz, 32.0 GB memory, Graphics card Intel (R) Xe Graphics, fabric pattern width is 262 wales, pattern height is 470 courses. For the simulation efficiency, the entire shoe was rendered on this computer in 1630 ms.
Jacquard structures design of functional areas.
Knitting parameters
A double needle-bar warp knitting machine which has six bars and two inlay-jacquard systems is used for this textile fabrication. Each bar has 24 jacquard needles in one inch and a working speed of 450 knitting cycles per minute. Basic lapping data of each needle bar is listed as follows.
GB1: 1-0-0-0/1-2-1-1//, full threaded with transparent polyester monofilament that has a diameter of 0.09 mm; GB2: 1-1-0-0/0-0-0-1//, full threaded with polyester monofilament that has a fineness of 30D; JB3: 0-0-0-0/2-2-2-2//, full threaded with draw textured polyester yarn that has a fineness of 150D; JB4: 2-2-2-2/0-0-0-0//, full threaded with polyester cationic yarn that has a fineness of 150D; GB5: 1-0-0-0/0-1-1-1//, full threaded with transparent polyester monofilament that has a diameter of 0.09 mm; GB6: 1-1-1-0/1-1-2-3//, full threaded with polyester yarn that has a fineness of 150D.
In this textile design, two jacquard systems use polyester drawn textured yarn (DTY) and cationic modified polyester yarn to knit jacquard patterns on the top surface layer. Because of different dyeing properties, these two types of yarns form printing-like colored loop patterns and realize breathable meshes by knitting jacquard underlaps. After designing functional areas and jacquard loop-underlap bitmaps, a process of detection and modification is conducted to ensure no errors and then a machine file is exported for knitting operation. Afterward, additional post-finishing processes such as dyeing, setting and blanking process are done to finally get the printed-free patterned spacer textiles shown in Figure 10(b). This fabricated spacer sample well prove the proposed programing model accurate and applicable.
Conclusion
Based on the programing mechanics in warp-knitted spacer materials with double inlay-jacquard systems, this paper firstly proposed and established the jacquard models of loop design and underlap design. Meanwhile, to make the real knitted appearance more consistent with the jacquard pattern design, this paper also put forward a detection and modification algorithm to make the jacquard bitmap more reasonable. This specific patterning technique achieves special bicolored and three dimensional patterns, which have better color fastness and save printing chemicals and treatment. With the computer-aided design and simulation platform, the design process realizes “what you see is what you get.” It will significantly reduce labor intensity and resources waste in repeatedly sampling.
Footnotes
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article. The article is supported by the Wuxi Science and Technology Development Fund Project (K20241032), the Natural Science Foundation of China (52303055), the Fundamental Research Funds for the Central Universities (JUSRP202501003).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.