
Abstract
Sandwich composite panel for heat insulation application were fabricated from two types of agricultural biomass waste, the oil palm empty fruit bunch and spent mushroom substrate. These agricultural biomasses are abundant, renewable, and without proper disposal management, might cause massive environmental pollution. This study investigated the effect of fibrillation degree on EFB fiber through the morphology modification to enhance the properties and thermal characteristic of the sandwich composite panel. Fibrillation is a physical changes that occurred on the surface and internal structure of fiber after undergo excessive physical modification by using refiner machine. Higher fibrillation degree could be achieve by narrowing the space area between two disks of refiner which also known as refining gap. In this research, a composite panel was developed from (SMS) and (EFB) fiber via sandwich hot pressing method. One composite sample using raw EFB fiber and three composite sample at fibrillation degree 191.40%, 211.70% and 271.68% were made at density 0.8 g/cm3. Based on result, the morphological structure of EFB fiber improved in term of formation of small fibril formation, larger surface area, optimum fiber length, optimum fiber diameter and better fiber distribution in composite panel. The mechanical properties of composite was obtained at range 2.77–7.21 MPa for tensile strength, 16.61–18.59 MPa for flexural strength, 2.06–3.18 MPa for internal bond and 4.35–15.79 kJ/m2 for impact strength. For physical properties, value of water absorption and thickness swelling were obtained at range 90.34–142.61% and 18.01–44.80%, respectively. Last but not least, the thermal conductivity value of sandwich composite was obtained at range 0.234–0.282 W/m.K. Overall result found that increasing fibrillation degree on EFB fiber at 211.70% able to contribute in improving the mechanical properties, physical properties and thermal characteristic of sandwich composite panel. This research finding suggested that enhancement of fiber morphology using fibrillation degree approach is considered as an alternative eco-friendly method that could be implemented to improve the properties and thermal characteristic of sandwich composite panel.
Introduction
Agricultural industry generates a large amount of natural waste fibers, including spent mushroom substrate (SMS) and empty fruit bunch (EFB) fibers. A high generation rate and improper disposal management might result in these massive quantities of valuable natural waste fibers having a detrimental effect on our ecosystem contributing to various environmental pollution. Commonly, most of the valuable SMS fiber and EFB fiber were dumped and burned, resulting in an increase in stockpiles, water/river contamination, and open burning area, respectively.1,2 Based on environmental view, it was found that the EFB and SMS fiber had similar issues as both fibers have a massive quantity generation but low commercial value. This issue has received considerable attention from many researchers and engineers to utilize these fibers into useable products. Therefore, few approaches have been developed in various applications such as animal feed, plant fertilizer, and composite insulation panels.3,4 It should be reminded that, the utilization of natural fiber into a product should be capable of meeting the application requirements in terms of properties and thermal characteristics. Thus, recent studies conducted by 5 revealed that one of the most effective approaches is by utilizing the fibers in the fabrication process into heat insulation composite panels.
In general, the oil palm industry is one of the most significant agricultural industries with massive production in Southeast Asia. Empty fruit bunch (EFB) fibers are one of the agricultural by-products in the oil palm industry were generated in massive amounts but have been utilized ineffectively. Most of the EFB fibers were dumped resulting in environmental pollution such as emission of methane gas and carbon dioxide during the anaerobic decomposition of the EFB. It has been reported that EFB fiber has a substantial amount of cellulose content in the range of 37.7–65% which is considered higher compared to other natural waste fiber. 6 Therefore, utilization of EFB fibers into the production of the composite panel has offered several advantages such as high specific strength, low cost, and most importantly, biodegradable. 7 The mechanical properties of composite could be enhanced further by optimization of interfacial adhesion between fiber particles. One of the alternative approaches to improve interfacial bonding is through the physical treatment, which involves the mechanical beating of fiber using refining machine. 8 Technically, mechanical beating on fiber was conducted by applying physical frictional force by placing the fiber between the edges of rotating disks of refining machine. As the refining gap becomes smaller, the frictional force applied to fiber becomes stronger resulting extreme shearing effect began to occur on fiber physical structure. In this work, the shearing effect experience by fiber after refining process was termed as fibrillation degree. It was reported that optimum fibrillation degree using suitable refining gap is able to increase the surface area, kink removal and flexibility of fibers that enables them to pack firmly and increase the mechanical properties of composite panel. 9
The fibrillation degree is defined as the number of value calculated based on changes of the fiber morphological structure before and after undergo fiber treatment or modification. It is worth to be mentioned that, the fibrillation degree value was taking the influence of internal and external fibrillation on the fiber into account.10,11 Previous study indicated that, with a greater fibrillation degree, the fiber particle size has a high tendency to be smaller and sometimes appear in debris form, leading to a significant improvement in fiber distribution and fiber packing systems in the composite panel. 12 The presence of small fiber particles could fit into the void structure and create a bridge gap between fiber particles in the composite structure. 13 It was reported that, these fiber physical changes had contributed the composite panel to obtain a better dimensional stability and low spring back force effect due to reduction of accumulated pressure between fiber particles during the composite hot press process. 14 A greater spring back force effect can also occur when the fabrication of composite panel is using large fibers and low-density fiber particles. 15 Technically, large and low-density fiber particles tend to cause the fiber to experience greater bulky effect and create greater pressure during the hot press. In this relation, fiber treatment using refining process able to contribute in increasing fiber flexibility and reduction of the fiber particle size led to reducing the bulkiness effect of the fiber particles. 16 As a result, the compression stress impart to the composite panel during hot press will decrease, and the spring back force effect will be decreased and eventually improve the composite physical properties.
In the fabrication of composite, it is crucial to use binder or adhesive to bind and hold the fiber particles together. 17 The most widely used commercial binders used in composite industry are urea formaldehyde and phenol formaldehyde. 18 However, these binders contain free formaldehyde that is toxic which can significantly affect human health and pollute the environment. 19 Thus, many countries have strictly controlled the formaldehyde emission of wood composite products and looking for more environmentally friendly binder. 20 Without the binder, the composite panel might have low mechanical properties. Therefore, increasing fibrillation degree of EFB fiber using refining process during fabrication composite panel is considered another approach in improving the mechanical and physical properties without depending on the binders. Other than EFB fiber, spent mushroom substrate (SMS) made up from rubber wood fiber also known as natural waste fiber taken from the mushroom industry has a lot of potentials to be utilized into composite panels. 21 Since, there is a tremendous amount of SMS fiber has been produced every year, and without proper disposal management is not practiced, it will cause serious environmental problems. 22 Moreover, the SMS fiber is a ready-made process fiber particle which appeared in powder form has given an extra advantage to be utilized and incorporated together with EFB fiber into composite.
Among of previous studies on the composite panel fabrication from two different types of fiber, only a few highlighted on the utilization of SMS fiber together with EFB fiber. 23 The existing studies only focused on composite fabrication using mixing method with addition of binder based on the amount of SMS and EFB fiber ratio. Also, the studies do not focus on the fibrillation degree and not using the panel as thermal insulation approach. Therefore, it is believed that by increasing fibrillation degree of EFB fiber and incorporation SMS fiber together could significantly enhance the properties and thermal characteristic of the composite panel. Thus, the objective of this study is to evaluate the effects of the fibrillation degree on towards enhancing morphological structure of EFB fiber to improve the mechanical, physical properties and thermal characteristic of the sandwich composite made from EFB and SMS fibers.
This study contributed significantly to get a better understanding and additional information in the fundamental and applied knowledge of material science specific and technology specifically on the fabrication of sandwich composite panel from the SMS and EFB fibers. The data gathered in this study could be used as baseline and preliminary information towards the expansion of knowledge on the potential of using SMS and EFB fibers as a raw material towards sandwich composite panel fabrication process. The capability of EFB fiber as reinforcement material in improving degree of fiber network in the sandwich composite panel using enhancement on fibrillation degree approach was revealed in this study which could benefit various fields and applications concerning the fiber. The findings from this study may serve as a baseline reference and may provide useful information about the properties and thermal characteristic of sandwich composite panel made of SMS and EFB fibers towards insulation panel technology and engineering field particularly in building sector.
Materials and methods
Introduction
Empty fruit bunch fiber (EFB) was obtained from United Oil Palm Sdn. Bhd., Malaysia. Raw EFB fiber and EFB fiber at different refining gaps (1.75 mm, 1.50 mm, and 1.25 mm). The mechanism of refining process based on refining gap was illustrated in Figure 1. The mechanism of refining process of EFB fiber using refiner machine based on refining gap.
Then, all the EFB fibers samples were fabricated in the form of fiber mat as shown in Figure 2. The SMS fiber was obtained from a mushroom farmhouse in Lahar Bubu, Penang, Malaysia. In fabrication process, the sandwich composite was produced by sandwiching a layer of SMS fiber (the core material) in between two EFB fiber face layers. The SMS layer made up 60% while the EFB mats made up 40% of the sandwich composite. The sandwich composite was produced by pressing the EFB and SMS layers using the hot press as shown in Figure 2. Formation layers of EFB and SMS fibers in sandwich composite panel.
Production of fiber mat
At first, raw EFB fiber was refined with Waldron disks refiner. The refining process of EFB fiber could be divided into three different refining gaps by adjusting the gaps between the disks, which are, 1.75 mm, 1.50 mm, and 1.25 mm. The EFB fiber face layers, in the form of mat, were made by using the traditional paper making technique as shown in Figure 3(a). A frame and mesh with an area of 210 mm × 300 mm were used to make the EFB fiber face layers. Each refining gap of EFB fiber samples was placed in the frame, and the frame was dipped in a 5 L tank of tap water. The EFB fibers were then dispersed homogeneously on the mesh in the frame by hand. After that, the frame was slowly lifted out of the tank. The water drained off from the fiber through the mesh, and the resulting fiber mat was dried in the oven at 70°C until a constant weight was achieved as shown in Figure 3(b). The EFB fiber mat (a) The frame used to make the mat, and (b) the dried EFB fiber mat.
Evaluation of Fiber morphology
The morphology of each fibrillated EFB fiber at different refining gaps was observed using a microscope fitted with an image analyzer. The properties of the fiber were analyzed and measured using optical microscope (Olympus GX41 microscope with Pixera Pro 150ES camera and Olympus SZX16 microscope with a Color View camera).
Determination fibrillation degree of fibrillated EFB fiber
The fibrillation degree of the fibrillated EFB fiber at different refining gaps was determined using the water holding capacity approach, ASTM standard D7367 with slight modifications.
24
The water holding capacity of the fiber was calculated by using the equation (1). X = Weight of sieve and dried fiber Y = Weight of sieve

The fibrillation degree of the fiber was evaluated, based on the water holding capacity of the EFB fiber using equation (2). WF = Water holding of refined fiber

Production of sandwich composite panel
The manufacturing conditions of sandwich composite panels based on different refining gaps.
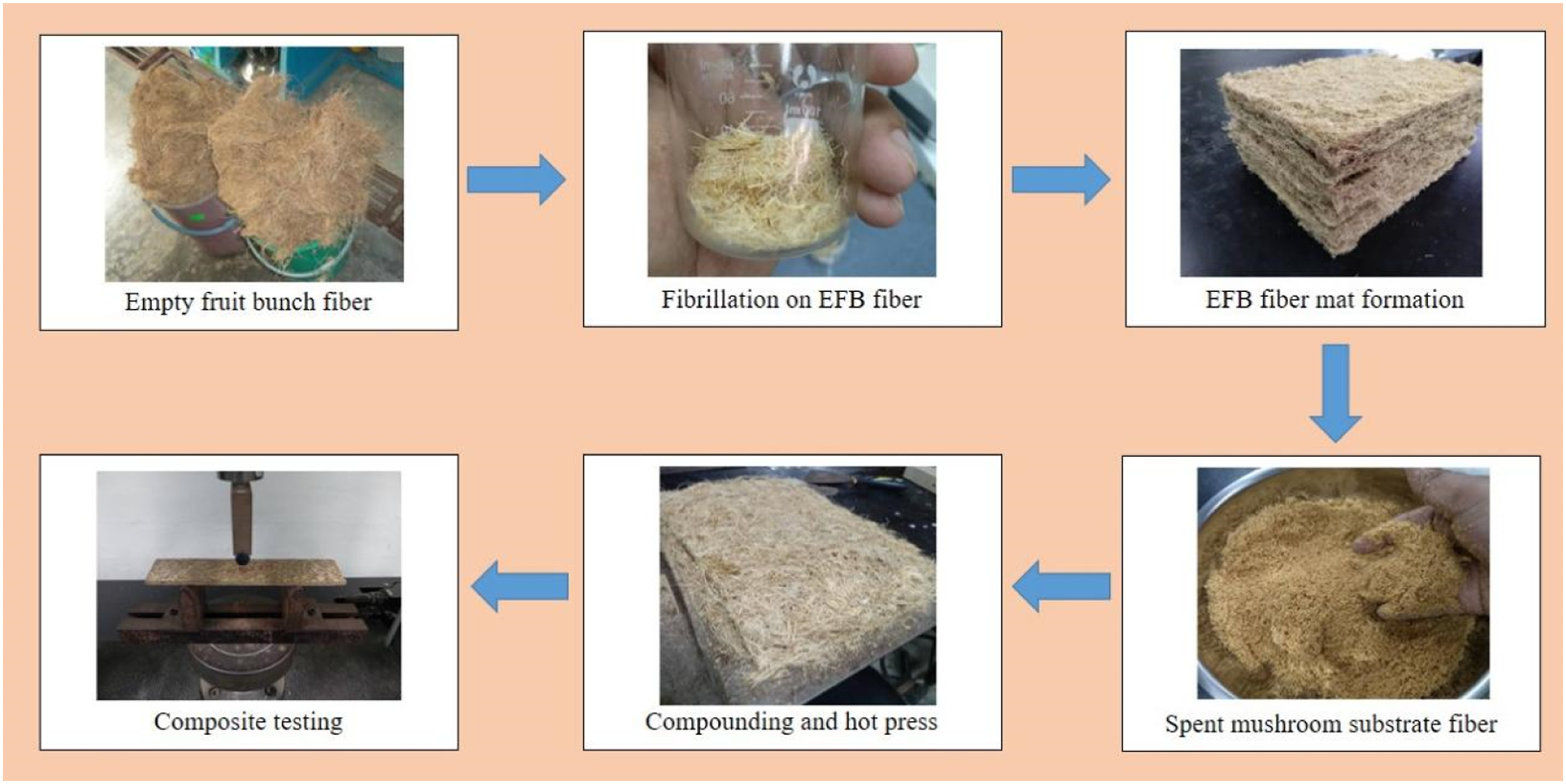
Fabrication process flow chart of sandwich composite panel.
Evaluation sandwich composite panel samples
For tensile strength test, a rectangular sandwich composite panel samples were produced and carried out accordance with ASTM D3039 (2000) specification. The flexural, internal bond strength, water absorption and thickness swelling tests were prepared and carried out according to JIS A 5908 (2003) standard method. 25 For impact strength was carried out using Izod notched impact using following ASTM D256, (2006) Specification. For thermal conductivity measurement, samples were prepared and the measurement was carried out based on the transient plane source (TPS) thermal characterization method. 26 The thermal conductivity of the sandwich composite panel samples was measured using a hot disk thermal constant analyzer TPS 2500.
Results
Effect of fibrillation on EFB fiber morphological structure
The images obtained from the light microscopy in Figure 5 showed obvious changes in the physical structure of the EFB fibers refined at different refining gaps. It was revealed that a low shearing effect and fewer fibril formations were obtained on the refined EFB fiber sample at refining gaps 1.75 mm, Figure 5(b). In contrast, an extreme shearing effect and more incredible fibrils formation were achieved on EFB fiber sample at the refining gaps 1.25 mm, Figure 5(d). Overall, the shearing effect and fibril formation on EFB fiber has increased with decreasing refining gaps. Effect of fibrillation degree on EFB fiber at magnification 2x. (a) Raw EFB fiber, (b) EFB fiber at refining gap 1.75 mm, (c) EFB fiber at refining gap 1.50 mm, and (d) EFB fiber at refining gap 1.25 mm.
Effect of fibrillation on EFB fiber physical structure
Effect of refining on the fiber length and fiber diameter.

Evaluation of fibrillation degree of EFB fiber using water holding capacity approach
Figure 6 shows the water holding capacity of raw EFB fiber and refined EFB fiber at different refining gaps. It could be seen that the water holding capacity of EFB fiber was increasing with decreasing refining gap. The increasing water holding capacity was due to the changes on physical structure of EFB fiber affected by shearing effect as it was physically modified through frictional force during refining. At this stage, the structure of EFB fiber was sheared and peeled repeatedly, causing an internal and external fibrillation effect to be occurred. The result has a good agreement with recent studies, which indicates that the internal fibrillation of fiber might exert a more significant impact on their water absorption and swelling properties. Values of fibrillation degree of the raw EFB fiber and refined EFB fiber based on water holding capacity at different refining gaps.
Effect of fibrillation on the fiber distribution of the sandwich composite surface
Figure 7 illustrates the morphology of fiber distribution and fiber packing of raw EFB fiber and refined EFB fiber at the different fibrillation degrees of the sandwich composite panel surface. It can be seen that, at higher fibrillation degree there are many fibers networks formed allowing for a better fiber bonding and less void formation occurred on the sandwich composite panel surface sample. In addition, it was also revealed that the samples of the sandwich composite panel surface made of the EFB fiber at a higher fibrillation degree tended to have a smooth surface appearance and neat fiber packing compared to the samples of sandwich composite panel made of lower fibrillation degree or raw EFB fiber. The improvement of fiber distribution and fiber packing in sandwich composite panel surface at higher EFB fiber fibrillation degree was affected by the formation of small fibrils on the EFB fiber after refining. The microscopy images of the sandwich composite outer surface (×0.8). (a) Raw EFB fibers. (b) Fibrillated EFB fiber at disks gap 1.75 mm. (c) Fibrillated EFB fiber at disks gap 1.50 mm. (d) Fibrillated EFB fiber at disks gap 1.25 mm.
Effect of fibrillation on tensile strength of sandwich composites
Figure 8 shows the effect of fibrillation degree on the tensile strength of the sandwich composites. It could be seen that the tensile strength of composites increases ranged from 2.77 to 7.21 MPa with increasing fibrillation degree of EFB fiber. The lowest tensile strength was obtained by the sandwich composite panel sample made of EFB fiber at fibrillation degree 191.40% with average value of 2.77 MPa. While, the highest tensile strength was obtained by sandwich composite sample made of EFB fiber at fibrillation degree of 211.70% with an average value of 7.21 MPa. From the overall results, the tensile strength of the sandwich composite panel fluctuated significantly (p-value 0.0002) with increasing fibrillation degree. Based on this analysis, it was found that the sample of sandwich composite panel made of fibrillated EFB fiber had a higher tensile strength than sample of sandwich composite made of raw EFB fiber. From the results, it could be deduced that fibrillation improved the tensile strength of the composites. Reduction of fiber length and diameter through fibrillation has improved fiber bonding that resulted in an increase in the tensile strength of the composite. The increasing and decreasing trend of the tensile strength on the sandwich composite panel made of EFB fiber with higher fibrillation degree was due to the formation of degree of fiber network which was affected by the external fibrillation effect. Effect of fibrillation degree of EFB fiber on the tensile strength of the sandwich composites.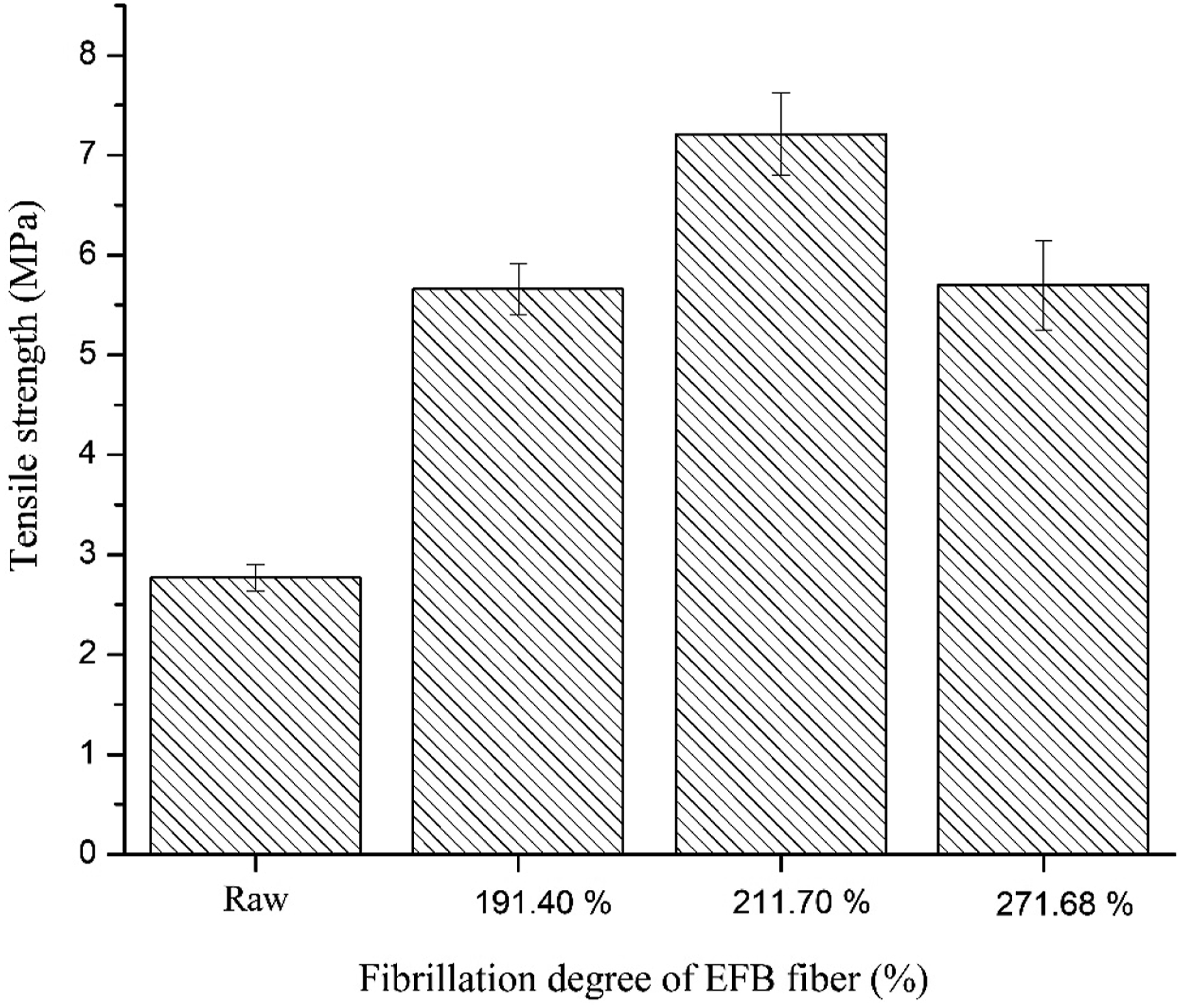
Morphological analysis on tensile strength fracture images
Figure 9 shows the fracture images of the sandwich composite panel made of raw EFB and refined EFB fibers at different fibrillation degrees after the tensile strength test. The images showed that the specimens failed through the fracture of the SMS layer followed by the delamination at the interphase between the SMS and the EFB layers. In comparison with composite made from refined EFB fiber, composite panel samples made of refined EFB fiber with a fibrillation degree of 191.40% had a great delamination effect, whereas the sandwich composite panel sample made of refined EFB fiber with a fibrillation degree of 271.68% shown a moderate delamination effect. It was indicated that raising the EFB fiber fibrillation degree has reduced the delamination effect on the sandwich composite panel between fiber layers of composite samples. The delamination effect is a criterion for determining the compatibility of the SMS and EFB fibers in composite panel. This factor will provide a huge contribution towards influencing the tensile strength properties of composite. It worth to be mentioned that, the tensile strength of composite could be further increased by improving the bonding between the EFB and the SMS layers through increasing fibrillation degree of the EFB fiber. The images of the fractured tensile test specimens of the sandwich composites at different EFB fiber fibrillation degree (×1.2) (a) Raw EFB fibers (b) Fibrillated EFB fiber at 191.40% (c) Fibrillated EFB fiber at 211.70% (d) Fibrillated EFB fiber at 271.68%.
Effect of fibrillation on flexural strength of sandwich composites
Figure 10 shows the effect of EFB fiber fibrillation degree on the sandwich composite panel flexural strength. From the figure, it can be seen that the flexural strength ranged from 16.61 to 18.59 MPa was recorded. The lowest flexural strength was obtained by sandwich composite panel sample made of EFB fiber at fibrillation degree 191.40% with an average value of 16.61 MPa. While, the highest flexural strength was obtained by sandwich composite panel made of treated EFB fiber at fibrillation degree 271.68% with an average value of 18.59 MPa. Trend indicated that, the flexural strength was increasing significantly by a p-value 0.0226 with increasing fibrillation degree. From this analysis, it was found that only sandwich composite panel made of 271.68% had obtained higher flexural strength than sample of sandwich composite panel made of raw EFB fiber. The increasing flexural strength with a higher EFB fiber fibrillation degree was due to the enhancement of fiber distribution and fiber packing in the face layer of the sandwich composite panel. This improvement was obtained as it was affected by the increasing formation of small fibrils and higher fiber flexibility after refining.
28
Effect of EFB fiber fibrillation degree on the sandwich composite panel flexural strength.
Effect of fibrillation on internal bond strength of sandwich composites
Figure 11 shows the effect of EFB fiber fibrillation degree on the sandwich composite panel internal bond strength. From the figure, it can be seen that the internal bond strength ranged from 2.06 to 3.18 MPa. The lowest internal bond strength was obtained by sandwich composite panel made of EFB fiber at fibrillation degree of 191.40% with an average value 2.06 MPa. While, the highest internal bond strength was obtained by sandwich composite panel made of EFB fiber at fibrillation degree 271.68% with an average value of 3.18 MPa. Overall, the internal bond strength was increasing significantly by p-value <0.0001 with increasing fibrillation degree. From the analysis, the samples of sandwich composite panel made of fibrillated EFB fiber had higher internal bond strength than sample of sandwich composite panel made of raw EFB fiber. The increasing of internal bond strength was due to the increasing compactness effect of EFB fiber in the face layer of sandwich composite panel. Effect of raw EFB fiber and treated EFB fiber at different fibrillation degree on internal bond strength of the sandwich composite panel.
Effect of fibrillation on impact strength of sandwich composites
Figure 12 shows the effect of EFB fiber fibrillation degree on the sandwich composite panel impact strength. From the figure, it can be seen that the impact strength ranged from 4.35 to 15.79 kJ/m2 was obtained. The lowest impact strength was achieved by sandwich composite panel made of EFB fiber at fibrillation degree 191.40% with average value of 4.35 kJ/m2. The highest impact strength was achieved by sandwich composite panel made of EFB fiber at fibrillation degree 211.70% with an average value 15.79 kJ/m2. From the analysis, it was found that the samples of sandwich composite panel made of fibrillated EFB fiber had higher impact strength than sandwich composite panel made of raw EFB fiber. The increasing trend in the impact strength at higher fibrillation degree was caused by the improvement on fiber distribution and increasing interfacial fiber bonding between fiber particles in the sandwich composite panel.
29
These improvements were facilitated by the physical changes that occurred on the EFB fiber at a higher degree of fibrillation due to the formation of small fibrils and increased fiber flexibility. As a result, the sandwich composite panel gained a better capacity to absorb impact energy and able to reduce a crack propagation, resulting in improved impact strength.
30
Effect of raw EFB fiber and treated EFB fiber at different fibrillation degrees on the sandwich composite panel impact strength.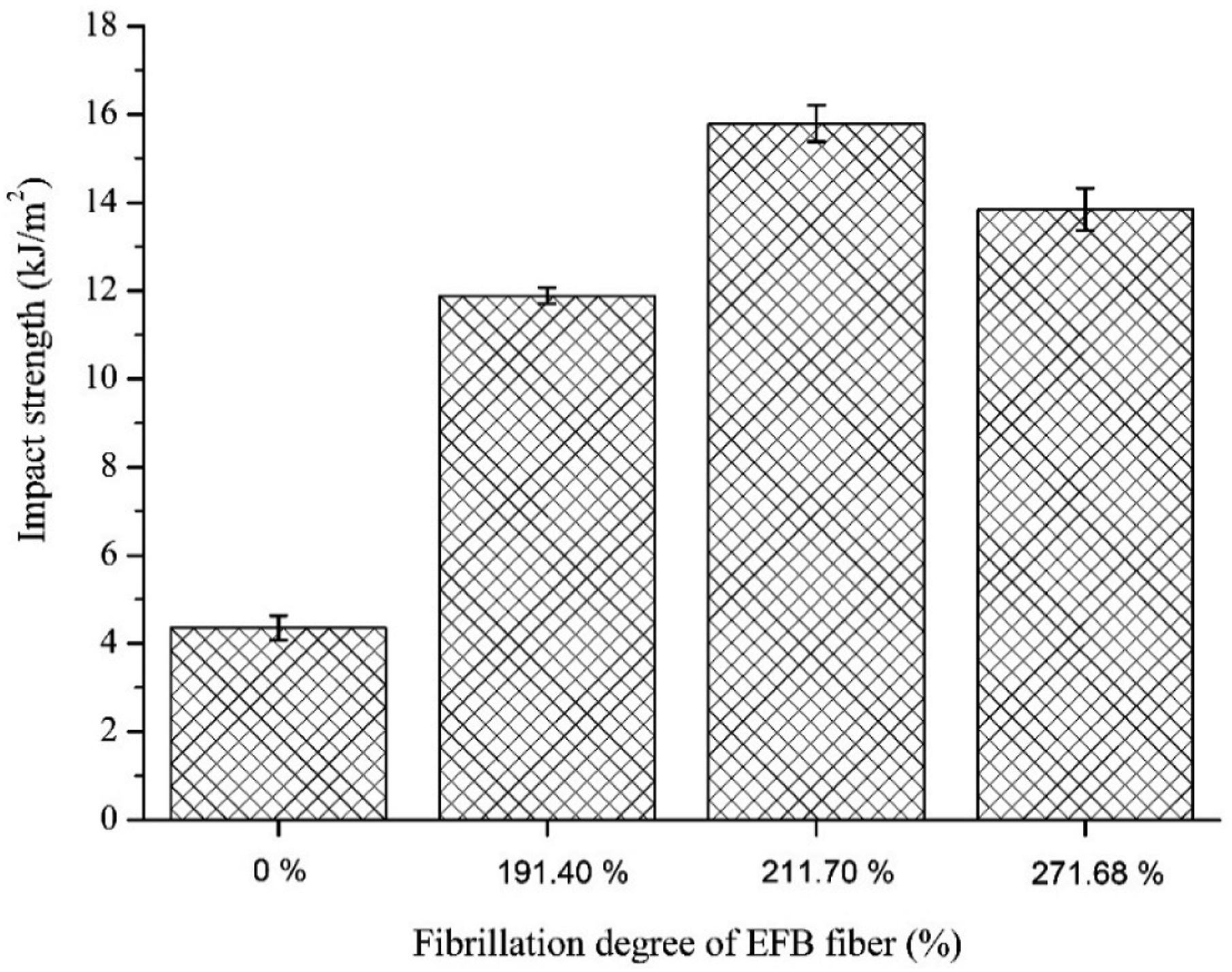
Effect of fibrillation on water absorption of sandwich composites
The effect of EFB fiber fibrillation degree on the sandwich composite panel water absorption is shown in Figure 13. The data indicated that water absorption ranged 90.34–142.61% was recorded. The sandwich composite panel made of EFB fiber at fibrillation degree 271.68% had the lowest water absorption with an average value 90.34%. While, sandwich composite panel made of EFB fiber at fibrillation degree 191.40% exhibited the highest water absorption with an average value of 142.61%. The trend indicated that water absorption decreased considerably (p-value 0.0001) as the fibrillation degree increased. Based on the analysis, the sandwich composite panel made of fibrillated EFB fiber had a lower water absorption rate than sandwich composite panel made of raw EFB fiber. Previous studies reported that, the mechanism of water absorption was influenced by the penetration of water molecules through the void structures in the sandwich composite panel.
31
Moreover, larger void structures initiated a greater amount of water molecules to be penetrated into the sandwich composite panel. Effect of raw EFB fiber and treated EFB fiber at different fibrillation degrees on the sandwich composite panel water absorption.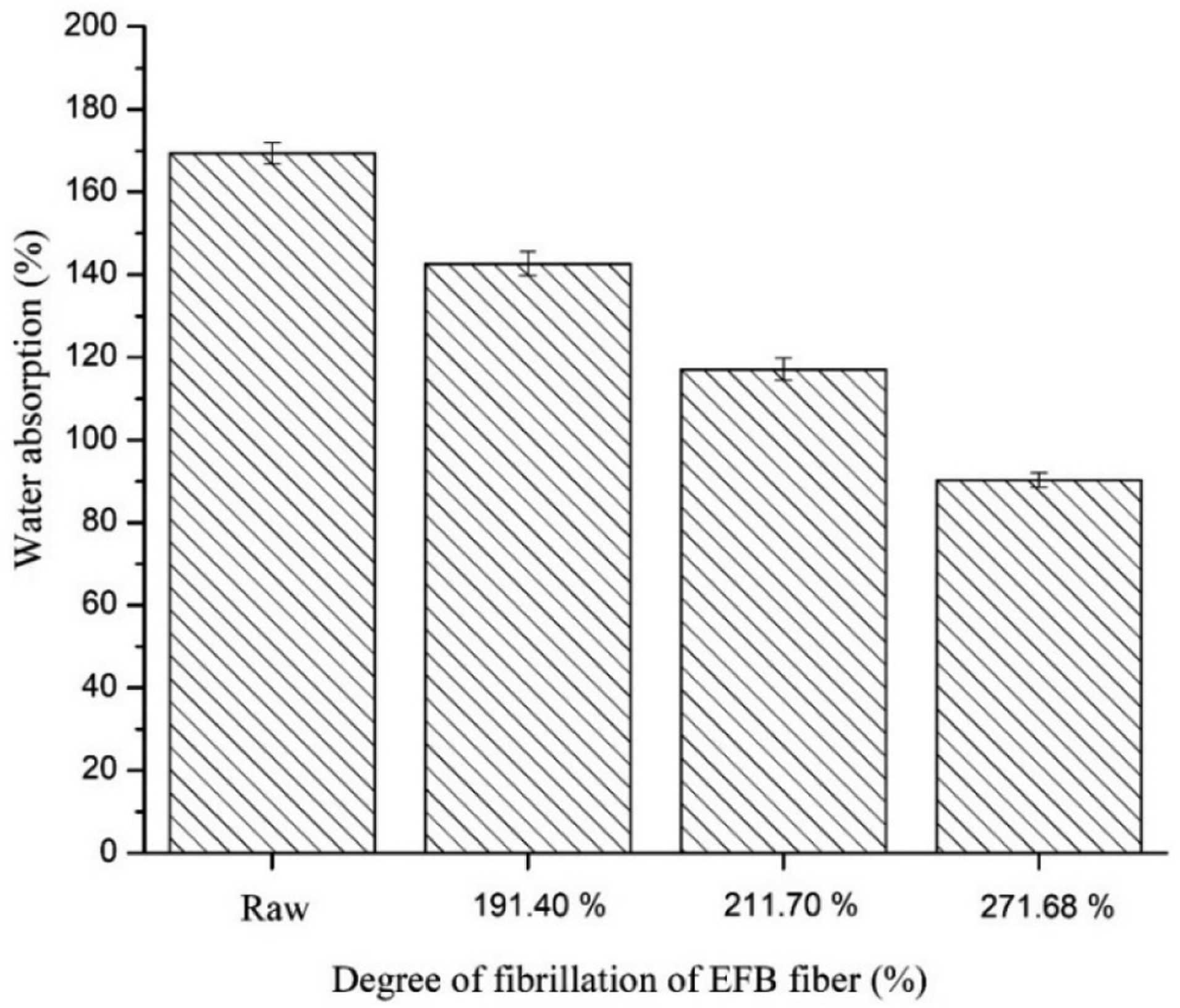
Effect of fibrillation on thickness swelling of sandwich composites
Figure 14 shows the effect of EFB fiber fibrillation degree on the sandwich composite panel thickness swelling. From the figure, it can be seen that the thickness swelling ranged from 18.01 to 44.80%. The lowest thickness swelling was obtained by sandwich composite panel made of EFB fiber at fibrillation degree 271.68% with an average value 18.01%. The highest thickness swelling was obtained by sandwich composite panel made of EFB fiber at fibrillation degree 191.40% with an average value of 44.80%. The thickness swelling was decreasing significantly by p-value <0.0001 with increasing fibrillation degree. From the analysis, the samples of sandwich composite panel made of fibrillated EFB fiber at lower thickness swelling than sample of sandwich composite panel made of raw EFB fiber. The main factor that influenced the thickness swelling was commonly due to the generation of high compression stress that was imparted among the fiber particles in the sandwich composite panel during hot press. When exposed to water, this high compression stress effect was then released due to the disappearance of the hydrogen bond between the fiber particles in the sandwich composite panel.
32
As a result, the fiber particle in the face and the core layers of the sandwich composite panel tended to revert into its original shape and undergo an extreme spring back force effect. Effect of raw EFB fiber and treated EFB fiber at different fibrillation degrees on the sandwich composite panel thickness swelling.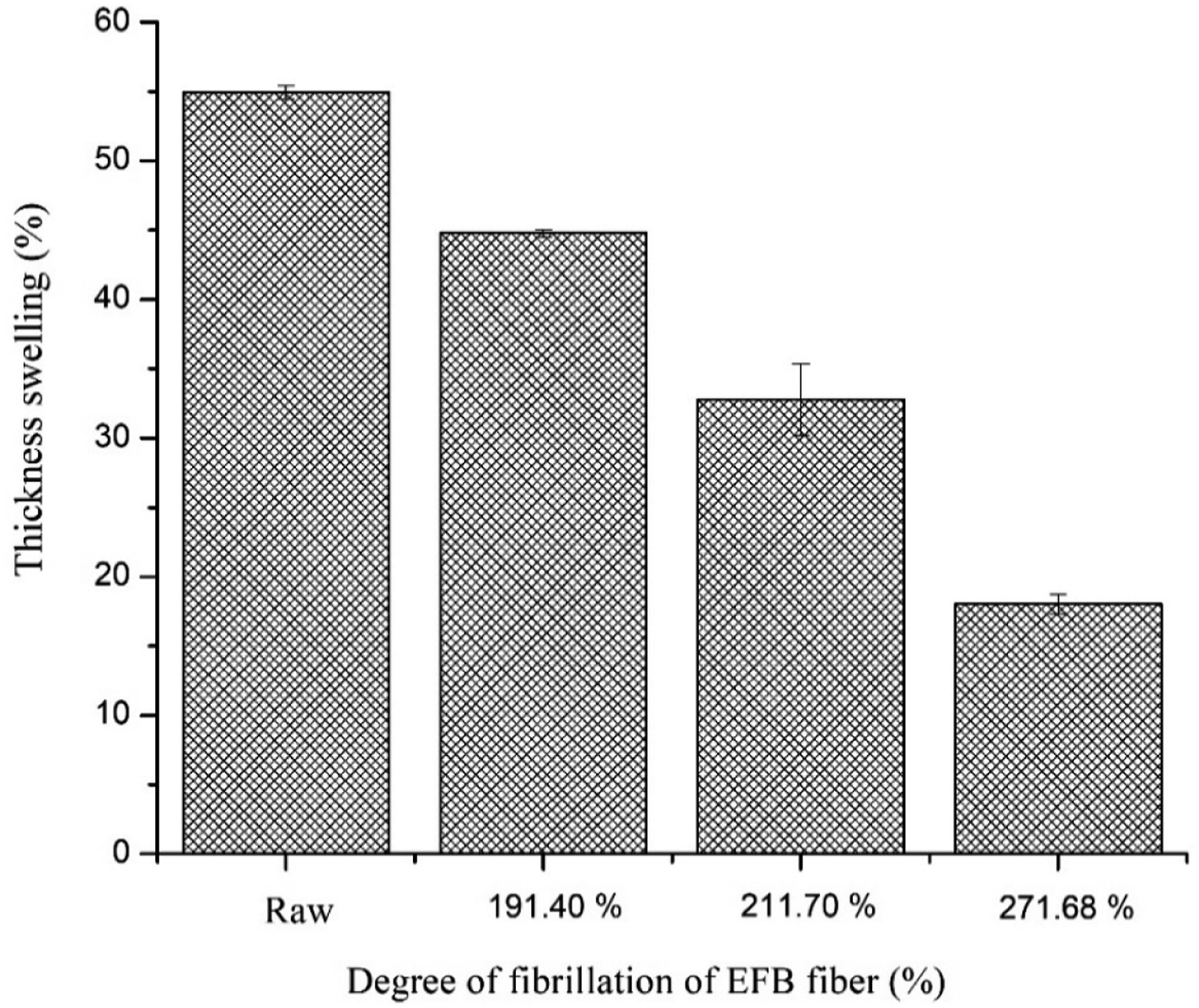
Effect of fibrillation on thermal conductivity of sandwich composites
Figure 15 illustrates the effect of EFB fiber fibrillation degree on thermal conductivity of the sandwich composite panel. It can be seen that the thermal conductivity ranged from 0.234 to 0.282 W/m.K. The lowest thermal conductivity was achieved by sandwich composite panel made of EFB fiber at fibrillation degree 191.40% with an average value of 0.234 W/m.K. While, the highest thermal conductivity was obtained by sandwich composite panel made of EFB fiber at fibrillation degree 271.68% with an average value of 0.282 W/m.K. Overall, thermal conductivity of composite panel improved with increasing fibrillation degree. Additionally, the samples of sandwich composite panel made of EFB fiber at fibrillation degrees of 191.40% and 211.70% had lower thermal conductivity value than sample of sandwich composite panel made of raw EFB fiber. Yet, the sample of sandwich composite panel made of EFB fiber at fibrillation degree of 271.68% had the highest thermal conductivity value. Effect of fibrillation degree on thermal conductivity of the sandwich composite panel fabricated with raw EFB fiber and treated EFB fiber at fibrillation degrees of 191.40%, 211.70%, and 271.48%.
Discussion
Effect of fibrillation on EFB fiber morphological structure
From the result, the increased shearing effect and formation of small fibrils on the EFB fiber with a higher fibrillation degree were caused by the rising frictional force generated throughout the refining treatment process. 33 This is because, when the refining gap became narrower, greater frictional force is generated and applied to the EFB fiber causing to become more fibrillated. Previous studies report that, using refiner approach as fiber physical treatment will create a greater shearing effect and small fibril formation on the fiber structure. This condition will lead to the increasing fiber surface area, promote a better fiber network and form greater interfacial fiber bonding when fabricating into composite panel. 34 However, it was should be reminded that, applying excessive frictional force to the fiber in order to achieve a larger shearing effect and smaller fibril formation may result in an extreme fiber shortening effect and increased fiber damage. 35 This situation may result in a reduction on mechanical strength of sandwich composite panel. This impact was clearly seen in EFB fiber sample, Figure 2(d).
Effect of fibrillation on EFB fiber physical structure
In this relation, when the refining gap is reduced, the space between edges on the refining disks surface becomes narrow, leading to higher frictional force occurs to the fiber. As a result, the EFB fiber samples became physically sheared and peeled into small fibril particles. Previous studies reported that, the accumulation of EFB fiber between refining disks during the refining process also could contribute to a greater frictional force. 36 The changes of fiber physical properties in term of fiber length and fiber diameter after refining was termed as fibrillation degree effect. 37 The greater fibrillation degree would be obtained with lower refining gaps and could contribute to the improvement towards fiber bonding, fiber distribution, and mechanical strength of composite panel.
Evaluation of fibrillation degree of EFB fiber using water holding capacity approach
The frictional force during refining has caused the fiber wall to become damaged and torn out. 38 As a result, the surface area of the fiber increased, which allowed it to absorb more water molecules and had a larger swelling effect. Meanwhile, external fibrillation of the EFB fiber also led to the increased water holding capacity of the fiber. Also, the peeling effect of fiber surface during refining could increase the hydroxyl group opening site, allowing a higher amount of water molecules to attach on the fiber structure. Based the value of fibrillation degree, it can be seen that, the values obtained were increasing with increasing water holding capacity. In this study, it was revealed that the physical changes of the EFB fiber after refining had influenced in providing greater water holding capacity through increment on water absorption and swelling effect. Therefore, it was considered suitable to utilize water holding capacity as an approach to measure the fibrillation degree of the EFB fiber.
Effect of fibrillation on the fiber distribution of the sandwich composite surface
The generation of small fibrils (external fibrillation effect) at a higher fibrillation degree might contribute to improved fiber interlock and also help fill in gaps between the fiber structures in the composite panel. As a result, more excellent interfacial bonding between fiber particles and a reduction in void structures were seen in the sandwich composite panel. Additionally, the increased fiber distribution and packing on the sandwich composite panel surface at a higher fibrillation degree was caused by increased fiber flexibility caused by delamination of the fiber wall structure within the fiber structure (internal fibrillation effect) during the refining process. 27 Higher fiber flexibility is also able to provide an ability to the fiber to give a close contact, forming a fit entanglement, creating better fiber network and fiber interlock, which led to forming a firm and strong fiber bonding and also initiates a void gap reduction in sandwich composite panel. 39 Therefore, it can be concluded that increasing the degree of EFB fiber fibrillation resulted in an improvement in fiber distribution and packing in sandwich composite panels.
Effect of fibrillation on tensile strength of sandwich composites
Previous study indicated that, the phenomenon of external fibrillation occurred when the fibrils attached to the fiber surface were peeled off due to abrasion and the frictional force between the refiner steel disks during the refining treatment process. 40 When fabricating the sandwich composite panel, the presence of fibrils aided in the formation of better fiber distribution and a more dense fiber network by producing numerous fiber interlocks between the fiber particles. In this relation, increasing the fibrillation degree had the impact of shortening the fiber and creating more fiber fibril. Due to these factors, the degree of fiber network in the sandwich composite panel continued to rise owing to the formation of fibrils that resulted in fiber interlock in the sandwich composite panel structure. Furthermore, the enhanced peeling effect of the EFB fiber increased the fiber surface area, allowing for the formation of more open bonding sites for fiber particles in the sandwich composite panel. This condition facilitated the formation of stronger interfacial fiber bonding between the particles in the sandwich composite panel and contribute to increase the tensile strength.
However, the results also revealed that the tensile strength of the sample of the sandwich composite panel made of EFB fiber with a fibrillation degree of 271.68% become reduced. The deterioration of the fiber network degree in the sandwich composite panel contributed to the loss in tensile strength at higher fibrillation degrees. This is because when the degree of fibrillation was further increased, the fiber underwent an excessive fiber shortening effect, resulting in low percentage of fiber particles overlapped and increased fiber damage. 41 In relation with the results obtained, this explained that when the fibrillation degree was further increased to 271.68%, the sandwich composite panel exhibited a greater tendency to lose tensile strength. Overall, it can be seen that although the higher formation of fibrils could provide more excellent fiber interlock to improve the fiber network, the influence on fiber length should be taken into account. By having an extremely short fiber particle, it may cause disadvantages to the fiber to form multiple particle overlaps and create greater fiber network in the sandwich composite panel. Moreover, previous study also indicated that the network formation provided by fiber with an appropriate fiber length was critical for improving the sandwich composite panel properties, as it acted as a medium of load receiver, initiating a wider sliding field between particles in the composite when stress was applied. 42
Morphological analysis on tensile strength fracture images
Based on Figure 9, the reduction on delamination effect on the sandwich composite panel with higher fibrillation degree was due to the improvement of interfacial bonding and compatibility between the EFB fiber face layer and the SMS fiber core layer. Therefore, the images indicated that the compatibility between the SMS and EFB fibers in the sandwich composite panel was improving with increasing fibrillation degree. Previous studies reported that, good interfacial bonding between the fibers in each layer of the sandwich composite panel was crucial as it contributed to providing a uniform stress and strain distribution within layers when it was subjected to a maximum load during tensile test. 43 Also, the compatibility between the layers in the sandwich composite panel was highly influenced by the particle size difference of the fibers. Since, decreasing the size difference between the fiber particles increased the layer compatibility has decreased the delamination effect, and resulted in increased interfacial fiber bonding between the fiber particles in the sandwich composite panel. 44 This present study indicated that modifying the physical structure of the EFB fiber by increasing its fibrillation degree in order to achieve a smaller particle size difference with fine particles of SMS fiber appeared to be critical for fabricating sandwich composite panel. In terms of composite panel properties, it was discovered that the tensile strength of the sandwich composite panel was significantly impacted not only by the degree of fiber network in the face layer, but also highly influence by the compatibility of the EFB fiber in the face layer and the SMS fiber in the core layer.
Effect of fibrillation on flexural strength of sandwich composites
Studies reported that, the generated small fibrils after refining increased the fiber surface area as well increasing fiber particles bonding site, allowing it to form a greater interfacial fiber particle bonding in the face layer of the sandwich composite panel. Moreover, the increasing fiber flexibility after refining allowed the EFB fiber to initiate a better close contact between fiber particles which led to an extra enhancement on the fiber packing in the face layer of the sandwich composite panel. This condition had contributed to increase the effective stress transfer between the fiber particles in the sandwich composite panel when testing load was applied. In relation with improvement on the face layer of the sandwich composite panel, the mechanism of flexural strength was determined based on compression stress on the top surface and tension stress on the bottom surface. 45 Therefore, it indicated that when the face layer of the sandwich composite panel was reinforced steadily, the flexural strength also will be affected and enhanced. The increasing value of the flexural strength of composite panel influenced by fiber physical properties enhancement was found to be in good agreement with many previous studies and was regarded as one of the crucial factors contributing to the improvement of the mechanical properties of the composite panel. 46
Despite the use of EFB fiber with a higher fibrillation degree, it was discovered that the sandwich composite panel sample made of raw EFB fiber had a greater flexural strength than the sandwich composite panel sample made of the treated EFB fiber with a fibrillation degree of 191.40% and 211.70%, respectively. When sandwich composite panel was made of raw EFB fiber, it was assumed that the longer fiber length effect will be highly influenced and responsible towards enhancement flexural strength of the sandwich composite panel. According to previous study, in some conditions, longer fiber length had a bigger effect on enhancing the composite panel mechanical strength than fiber dispersion effect. 47 This is because longer fiber are capable of fostering a greater degree of fiber network and providing the sandwich composite panel with strong reinforcing characteristics. Therefore, low flexural strength of the sandwich composite panel made of treated EFB fiber at fibrillation degrees of 191.40% and 211.70% could be attributed by the fiber shortening effect that occurred on the EFB fiber during the refining process. A short fiber particle in a sandwich composite panel resulted in a low degree of fiber network, which lowering the composite panel’s mechanical strength. The use of fine fiber particles had a high tendency to create more fiber end which eventually constituted a point of failure for stress concentration in the sandwich composite panel.
However, Figure 10 also shows that the sandwich composite panel made of treated EFB fiber at fibrillation degree of 271.68% managed to obtain the highest flexural strength exceeding the value of the sandwich composite panel made of raw EFB fiber. Therefore, it revealed that at low fibrillation degree, the flexural strength of the sandwich composite panel was more likely affected by the fiber length. But, when the fibrillation degree was increased into a particular state, the fiber length effect in the sandwich composite panel may reach its limitation, and the flexural strength was dominated and replaced by the fiber distribution effect. Although the raw EFB fiber was able to form a higher degree of fiber network due to higher fiber length effect, but it still had a low fiber distribution and poor fiber packing in the sandwich composite panel’s face layer. 15
Effect of fibrillation on internal bond strength of sandwich composites
Technically, a higher compactness effect was initiated when the EFB fiber face layer obtained an ability to perform a close contact, uniform fiber overlaps, and better fiber fitting. It has been reported that this ability was affected by internal fibrillation, and became higher when the fibrillation degree of EFB fiber increased. 48 For sandwich composite panel internal bond strength, this compactness effect at the face layer had allowed the heat and pressure from the hot plate to be transferred to the core layer efficiently during hot press process. Therefore, when the fibrillation degree increased, greater compactness occurred, more heat and pressure were efficiently transferred to the core layer. 49 As a result, the fiber bonding strength in the core layer was enhanced, therefore increased the sandwich composite panel internal bond strength.
Effect of fibrillation on impact strength of sandwich composites
Results also showed that the impact strength of the sandwich composite panel decreased when the fibrillation degree of EFB fiber in the sandwich composite panel was increased to 271.68%. This decrease in impact strength occurred as a result of fiber shortening and fiber damage caused by an extreme condition applied during refining process. It was discovered that, the increasing the fibrillation degree could result in improved fiber distribution and interfacial bonding. But, it also may result in a reduction on the degree of fiber network development between the fiber particles in the sandwich composite panel. This outcome was clearly shown in Figure 16 where, better interfacial bonding due to higher fibrillation degree of EFB fiber able to contribute to reduce the delamination failure on composite sample during impact test. However, it also shows that, the composite sample with higher fibrillation degree tend to have greater physical impact breakage failure. This outcome samples indicated that, increasing fibrillation degree may reduce the toughness and increase the brittleness on composite samples. It is worth noting that having a little longer fiber length was also critical, since it allowed for particle overlap formation and created a sufficient degree of fiber network in the composite panel. This result obtained in this present study was consistent with the findings of,
50
who found that longer fiber length acted as a load receiver and was capable of creating a larger sliding field in the cavity of the composite panel while absorbing the impact force energy. Thus, it was demonstrated that raising the fibrillation degree did contribute to increasing the impact strength. However, further increased fibrillation degree at extreme conditions may cause damage to the EFB fiber by diminishing the reinforcement capability, and therefore decreasing the impact strength. The images of the fractured impact test specimens of the sandwich composites at different EFB fiber fibrillation degree (a) Raw EFB fibers (b) Fibrillated EFB fiber at 191.40% (c) Fibrillated EFB fiber at 211.70% (d) Fibrillated EFB fiber at 271.68%.
Effect of fibrillation on water absorption of sandwich composites
Based on results, it was revealed that, the sandwich composite panel made of treated EFB fiber at a higher fibrillation degree had more significant advantages in term of possessing low water absorption. This condition was obtained due to reduction of void structure affected by better fiber distribution and fiber packing in composite panel. Previous studies indicated that the improvement on the fiber distribution and fiber packing in the sandwich composite panel was influenced by the changes of physical properties of fiber such as generation of small fibrils and greater fiber flexibility which was affected by external and internal fibrillation effect of the EFB fiber, respectively. 51 The presence of small fibrils during the sandwich composite panel fabrication process may aid in filling in loose gaps and establishing a bridge gap between overlapped fiber particles, therefore decreasing the void structures in the sandwich composite panel. Additionally, the presence of flexible fiber contributed to the formation of a more compact composite structure, firm fiber particle overlaps, and a bigger contact surface area between the fiber particles in the sandwich composite panel.
However, it should be noted that by further increasing the fibrillation degree, the sandwich composite panel does not seem to be capable in fully reducing the water absorption. This is because, the hydrophilic nature of the fiber itself might also influence in attracting more water molecules into sandwich composite panel. 52 Since, the penetration of water molecules was also affected by the debonded fiber particle affected by the disappearance of hydrogen bond formation in sandwich composite panel. 53 As the number of debonded fiber particles grew, the sandwich composite panel swelled more, enabling more water molecules to infiltrate its structure and increasing the percentage of water absorption.
Effect of fibrillation on thickness swelling of sandwich composites
This spring back force effect had caused the sandwich composite panel to undergo higher thickness swelling and some delamination had occurred between the composite layers, as shown in Figure 17. From the figure, it can be seen that, the sandwich composite panel thickness swelling and delamination were affected by the spring back force effect and it was decreasing with increasing fibrillation degree. Studies reported that, the main factor initiating the spring back force effect was due to high compression stress, which was generated due to the presence of low density and bulky fiber such as EFB fiber in the sandwich composite panel. Compared to medium and high density fibers, the lower density with higher bulky structure technically required a greater amount of fiber when being compressed into composite panel.
54
Thus, higher volume of fiber required greater pressing and led to the increasing compression stress in the sandwich composite panel. Thickness swelling of the sandwich composite panel samples at different EFB fiber fibrillation degrees (a) raw EFB fiber (b) 191.40% (c) 211.70 (d) 271.68%.
The decrease in thickness swelling on the sandwich composite panel suggested that compression stress decreased as the degree of EFB fiber fibrillation degree increased. Thus, it was demonstrated that the fibrillation effect of the EFB fiber contributed to the reduction of bulkiness in the fiber structure. According to previous study, by increasing the fibrillation degree it was resulted in the physical changes to the fiber structure, and increased the fiber flexibility, deformability, and kink removal, thus lowering the bulkiness effect of the EFB fiber. This condition occurred because of the fiber wall become delaminated and torn, affected by the frictional forces during the refining process. Moreover, the increasing fibrillation degree also had resulted in the reduction of fiber length and generation of small fibrils of the EFB fiber particles, which could reduce the fiber entanglement which decreased the bulkiness effect of the EFB fiber. As a consequence, the EFB fiber in the sandwich composite panel became softer, more evenly distributed, and subjected to undergo less compression stress during the hot press process of the sandwich composite panel. Thus, by reducing the bulkiness of the EFB fiber, less compression stress was imparted on the EFB fiber particles. Therefore, the spring back force effect occurred on the sandwich composite panel also become lessened and thickness swelling also become reduced.
Effect of fibrillation on thermal conductivity of sandwich composites
Based on the results, the changes on thermal conductivity value were due to the existence of void, void gap reduction, and elimination of void in the sandwich composite panel. According to a previous study, the formation of voids in composite was identified as a critical factor in lowering the thermal conductivity value. 55 Commonly, the generation of void occurred due to entanglement and less homogeneity in distribution of large fiber particles in the composite panel. Thus, it can be assumed the thermal conductivity of the sandwich composite panel sample made of raw EFB was lower than the sandwich composite panel sample made of treated EFB fiber at a fibrillation degree 271.68% due to the large void formation which was generated by the entanglement of large EFB fiber particles in composite’s face layer.
Meanwhile, the reduction of thermal conductivity of the sandwich composite panel samples made of treated EFB fiber at a fibrillation degree of 191.40%, was due to the reduction on gap of void structures in the face layer of the sandwich composite panel. 56 In general, the rate of heat transfer through the sandwich composite panel with smaller void gap was slower, and able to contribute in reducing the thermal conductivity value. 56 However, the results also showed that when the fibrillation degree was further increased to 211.70% and followed by 271.68%, the thermal conductivity of the sandwich composite panel began to increase. At this point, it revealed that, the reduction of thermal conductivity of the sandwich composite panel based on reduction gap of the void structure through increasing fibrillation degree has reach its limitation. This is because, when fibrillation degree of the EFB fiber was too high, fiber flexibility also became higher and formation of small fibrils increased. This condition had reduced the gap of void structures to be lower than its optimal gap. 57 It has caused in a greater fiber packing and caused the elimination of void structures in the sandwich composite panel face layers. 58 As a result, more fiber contact occurred and the heat movement mechanisms tended to be transferred through solid particles, resulting in an increase in the thermal conductivity value. From this analysis, it can be concluded that, the increasing fibrillation degree of the treated EFB fiber at suitable conditions able to reduce the thermal conductivity value of the sandwich composite panel.
Conclusions
Spent mushroom substrate and empty fruit bunch fibers in this study were utilized into sandwich composite panels. This study aims to investigate eco-friendly treatment using refining process to enhance the morphological structure of empty fruit bunch fiber. The changes on empty fruit bunch fiber morphological structure after refining process was determined using water holding capacity and indicated as fibrillation degree. The morphology analysis revealed that, having a smaller gap during refining process will initiate shorter fiber length and smaller fiber diameter. Based on water holding capacity analysis, it was found that the fibrillation degree of empty fruit bunch fiber was obtained at 191.40% for 1.75 mm gap, 211.70% for 1.50 mm, and 271.68% for 1.25 mm gap. Based on the observation, higher fibrillation degree on empty fruit bunch fiber will cause larger bonding area, formation of small fibril and better fiber flexibility. These morphology changes resulted in providing homogeneous fiber distribution and better interfacial bonding between fiber particles in composite. Based on the result, it was found that the mechanical and physical properties of composite were obtained at range (2.77–7.21 MPa) for tensile strength, (16.61–18.59 MPa) for flexural strength, (2.06–3.18 MPa) for internal bond, (4.35–15.79 kJ/m2) for impact strength, (90.34–142.61%) for water absorption and (18.01–44.80%) for thickness swelling. Thermal conductivity of sandwich composite was obtained at range (0.234–0.282 W/m.K). In this study, the sandwich composite panel made of treated empty fruit bunch fiber at fibrillation degree of 211.70% was selected as the best fibrillation condition for composite fabrication. The selection of the sandwich composite panel with this fibrillation degree was based on the properties and thermal characteristic data which is potential suitable for heat insulation applications. Technically, insulation panel does not require a higher properties as long as it able to provide an adequate thermal characteristic with at least sufficient mechanical properties. Therefore, thermal characteristic takes precedence in the selection of the sandwich composite panel. Overall, this study suggested that by increasing fibrillation degree using refining method was one of the best eco-friendly methods to enhance the potential of empty fruit bunch fiber as reinforcement material for composite. This alternative method could reduce the production of composite panel made with addition of synthetic binder such as urea formaldehyde that suffer from low rate of biodegradation and might pollute our environment.
Footnotes
Acknowledgments
The authors are grateful for graduate assistance (GA) and thank the School of Industrial Technology, Universiti Sains Malaysia, Penang. The authors are grateful to the Researchers Supporting Project Number (RSP2023R326), King Saud University, Riyadh, Saudi Arabia.
Author contributions
“Conceptualization, MAS, MIA and YY; methodology, MAS and MIA; validation, YY and MR; writing—original draft preparation, MAS; writing—review and editing, MIA, YY, SMW, MRS, MA and MR; supervision, MIA, YY, and MR; project administration, MIA; funding acquisition, MIA and MR. All authors have read and agreed to the published version of the manuscript.”
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful for the FRGS research grant scheme (FRGS/1/2019/TK10/USM/02/8). The authors are grateful to the Researchers Supporting Project Number (RSP2023R326), King Saud University, Riyadh, Saudi Arabia.