
Abstract
In this study, the effects of fibre loading and coupling agent on the performance of empty fruit bunch (EFB) fibre composites of oil palm biomass were investigated. The dried EFB were ground into random sizes for composite production. Ground fibre was compounded with polypropylene (PP) by means of a twin-screw compounder for preparing EFB/PP composites. Maleic anhydride-grafted polypropylene was used as a coupling agent. The incorporated fibre contents for EFB composites were 10 wt% to 40 wt% (by weight). The test specimens were prepared by injection moulding. The composites were characterized by melt flow index, mechanical tests such as tensile strength, tensile modulus, flexural strength, flexural modulus and impact strength. Surface morphology was also studied by scanning electron microscope. Bonding/interaction mechanism was studied by Fourier transform infrared spectroscopy and thermal stability was studied by thermal gravimetric analysis form where the activation energy was calculated for different composites. It was found that both coupling agent and fibre content play an important role in composites properties.
Introduction
Increased environmental awareness and high rate of depletion of petroleum resources have forced the search for natural materials and developing new ecofriendly composite materials, compatible with the environment. The present growing interest has focused on reinforcement of thermoplastic composites with renewable materials in order to take advantage of the reinforcing ability of renewable natural fibres in composite materials. Natural fibre reinforced composite materials have found commercial success in the semistructural as well as structural applications. Natural fibres consist of cellulose backbone. Cellulosic materials are considered as new generation of reinforcing materials with thermoplastics, since they are renewable and available in nature. The reinforcing materials share the external stress via the fibre/matrix interface. Thus, the properties of composites are not only limited to the characteristics of the reinforcing fibres and the matrix polymer but also affected to a great extent by the interfacial bonding between fibre and matrix and the interfacial properties. The interface is a three-dimensional region between fibre and matrix, mainly formed by the interdiffusion of the sizing and the matrix in the course of composite consolidation. The local properties, such as thermal, mechanical, chemical and morphological characteristics, are different from the ones of the surrounding bulk matrix. 1 Furthermore, lignocellulosic fibres, due to the strong cellulose backbone structure, possess excellent mechanical strength and the favourable strength/weight ratio of the fibre is an advantage compared to other conventional reinforcing materials. 2 At present, there are several types of plant-based natural fibres that are being used as reinforcing agent with thermoplastic resins. Among the plant-based fibres flax, hemp, jute, straw, wood, bamboo, bagus, kenaf, sisal, coir and banana are most common. 3–5 Several researchers carried out their research on plant-based natural fibres as a reinforcing material. The natural fibre reinforcing thermoplastic composites provide attractive new value-added markets for agricultural products. On the other hand, it is a recent demand for reducing the consumption of petrochemical-based plastic resins for increasing the biodegradable nature of the thermoplastic materials. Empty fruit bunch (EFB) is an industrial waste products and hence is available at a minimal cost. About 30 million metric tonnes of EFB produced in the world is considered as by-product of agricultural materials. 6 ,7 Few studies have been found to be carried out to explore oil palm fibre as a reinforcing material.
Apart from the advantages, there are some catalogues of disadvantages detected for cellulosic natural fibres like EFB. For instance, it has high moisture absorption tendency that is hydrophilic in nature and provide relatively low impact strength (IS). 8 ,9 Due to hydrophilicity, they are less compatible with hydrophobic thermoplastic polymer resins. This incompatibility can be reduced using various types of coupling agents namely maleic anhydride-grafted polypropylene (MAPP) and multifunctional acrylates to improve the bonding between the cellulose and polymer matrix. 10 The utilization of lignocellulosic materials in the production of polymeric composites is particularly attractive because of its low cost and high volume of applications. Biodegradable lignocellulosic fibres posses several advantages compared to inorganic fillers, such as lower density, greater deformability, smaller abrasiveness, high stiffness, reduce dermal and respiratory irritations, good thermal properties, enhanced energy recovery and relatively low cost. 11–15 The uses range from automotive interior components 16 to geotextile. 17 Short fibre reinforced polymeric composites have gained importance due to considerable processing advantages and improvement in certain mechanical properties. 18
A broad range of agro-based fibres are being utilized as the main structural components or as filler materials in these composites. 19 It is well known that Malaysia is one of the largest producers of palm oil. Abundance of oil palm cellulosic materials can be readily obtained from the palm oil industries as a by-product, which provides a new area for research and development. While the application of EFB fibre and other types of wood flour to reinforce the thermoplastic is well known, cellulose derived from EFB fibre as filler or reinforcing agent in thermoplastic has yet to be investigated. It is shown that incorporation of fillers as reinforcing materials significantly changes various properties of thermoplastics polymers. 20 ,21 Numerous studies carried on other wood-based filler also have been reported by a number of workers. 22 ,23 The purpose of this study was to investigate the effects of fibre loading and coupling agent on the properties of EFB/polypropylene (PP) composites.
Materials and methods
Materials
EFB was obtained from Biomass Section, Malaysian Palm Oil Board (MPOB). The PP is used as homopolymer WH 101 from Cosmoplene with a density and melt index specified as 0.90 g/cm3 and 8 g/10 min, respectively. The coupling agent was Epolene maleated PP E-43, produced by Eastman Chemical Company. The properties of the coupling agents are shown in Table 1.
Physical properties of epolene maleated polypropylene E43.
Methods
Preparation of EFB/PP composites
The EFB were dried at 80°C until the moisture content is below 5%. The dried EFB were ground into random sizes of about 500 µm to 2 mm. EFB were compounded with PP by means of a Brabender DSK 42/7 (Germany) twin-screw compounder having barrel temperatures of 170°C to 190°C from feeding zone to die zone, respectively. EFB were dried in an oven at 85°C for 24 hours prior to compounding, in order to achieve the moisture content approximately less than 5%. Four levels of loadings were prepared for all the composites (10 wt%, 20 wt%, 30 wt% and 40 wt%). The mixture was then extruded and pelletised. The compounded samples were prepared into test specimens by injection molding, using a 20-ton Battenfeld BA 200CD (Austria) Plus machine, with a UNILOG 4000 control system (closed-loop control). A mould from Master mould Inc. (Florida) having cavities for tensile specimens according to ASTM D638 Type 1 and rectangular bar, 125 mm × 12.5 mm × 3.13 mm, was used for preparing test specimens.
Melt flow index
Melt flow index (MFI) of each sample was determined according to ASTM D1238 (230°C per 2.16 kg) using Zwick D7900 (Germany) melt flow indexer. On an average of three runs were taken for each sample.
Tensile tests
Tensile tests were carried out using an Instron machine (USA) with a load cell of 5 kN. Tests were performed as specified by ASTM D638 Type 1: test method for tensile properties of plastic. The gauge length was 50 mm and the crosshead speed of testing was 50 mm/min. Five specimens were tested under each batch. Tensile modulus (TM) and tensile strength (TS) were also measured for analysis.
Flexural tests
The flexural test was conducted according to ASTM D790-86: test method 1, procedure A, that is, three-point loading system utilizing centre loading, using the same Lloyd machine. The support span was 50 mm, the diameters of the loading nose and supports were 20 mm and 10 mm, respectively. Tests were run at a test speed of 2 mm/min with 100 N load cell.
Izod impact tests
Izod impact test was performed on a Ceast 6456 Izod (USA) pendulum impact tester. Notching (45°) was produced on the impact specimens using Davanport notch cutting apparatus. The test was conducted based on ASTM D256-88.
Scanning electron microscope
A scanning electron microscope ([SEM] Leica S360 [Singapore]) was used to analyze the morphological images of the fractured composite materials. The tensile fractured samples were gold puttered before viewing under the microscope. The magnification and the voltage are displayed on the microphotographs of the samples.
Fourier transform infrared spectroscopy
Fourier transform infrared spectrophotometer ([FTIR] Model: Thermo [USA]) was used to study the bonding mechanism of composites using a standard KBr pellet technique. Each spectrum was recorded with 32 scans in a frequency range from 4000 cm−1 to 400 cm−1 with a resolution of 4 cm−1.
Results and discussion
Effects of fibre loading and coupling agents on the mechanical properties of EFB/PP composites
Figure 1 represents the TS of EFB/PP composites in the presence of coupling agent E-43. It was found that the properties of the EFB/PP composites are significantly influenced by fibre and MAPP content. The TS of virgin PP was 37 MPa, but it decreased with increasing fibre loading from 29 MPa to 26 MPa along with 10 wt% to 40 wt% EFB content without coupling agent. The negative impact of fibre loading in PP matrix is due to the weak interfacial adhesion between the EFB and PP. Poor interfacial interaction or bonding between the fibres and matrix shows inefficient stress transfer when stress is applied on the tensile specimen. A few researchers disclosed that the TS of natural fibres incorporated poly(olefins) composites decreases with increase in the fibre content, while results of other researchers represent an opposite trend. 24 These interfaces are the weakest part of this composite and serve as failure part and as failure initiation points. Moreover, fibres with uniform circular cross section and a certain aspect ratio normally improve strength. However, the capacity of irregular-shaped fibres like EFB fibres with shorter fibre length used in the study may not be able to support stresses transferred from the polymer matrix to the fibres; thus, there was a reduction in TS as the fibre loading was increased. 25 ,26
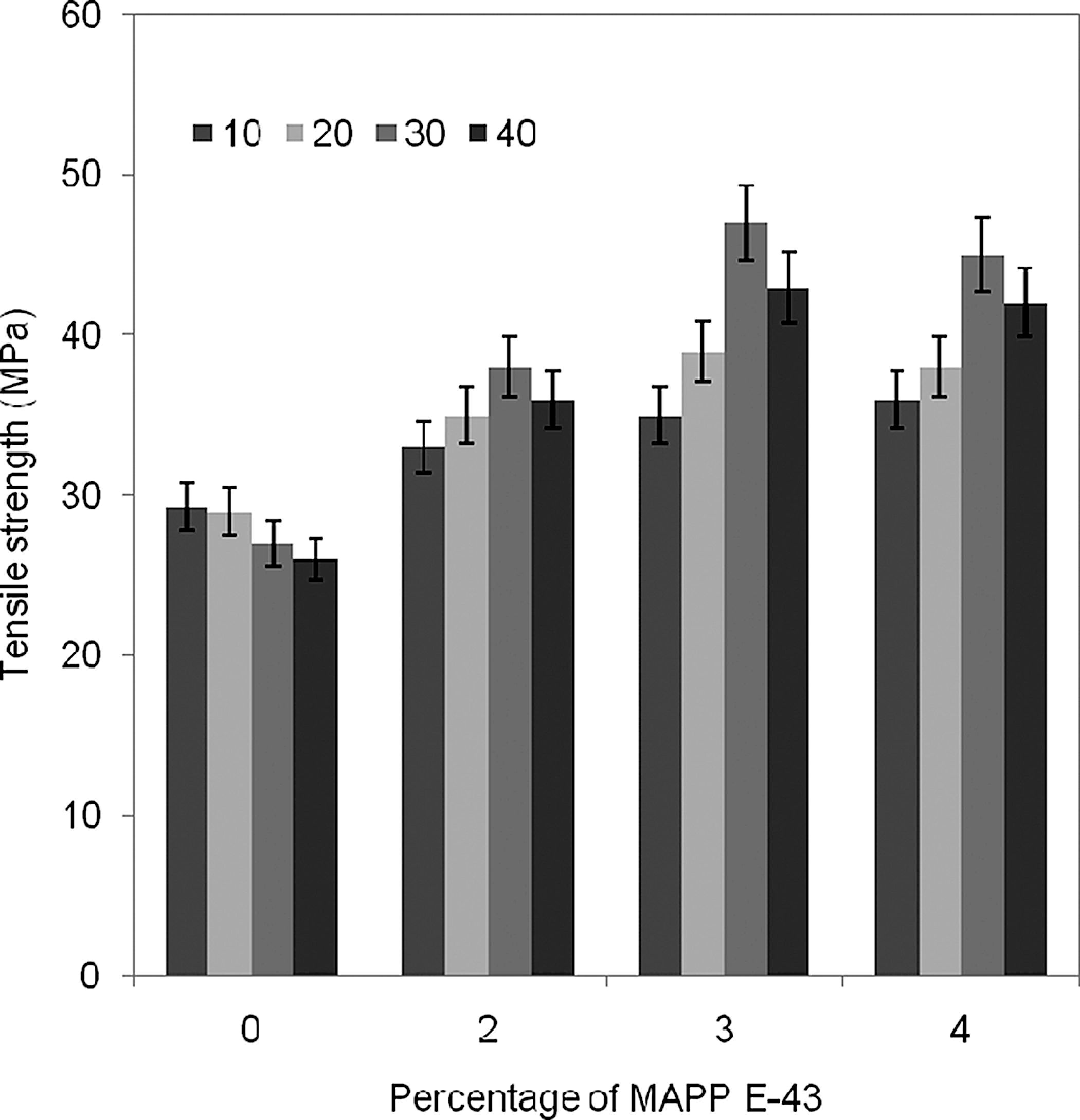
Tensile strengths of empty fruit bunch (EFB)/polypropylene composites in the presence of coupling agent E-43 (EFB, 10 wt% to 40 wt%).
The TS of the composites significantly increased with increasing coupling agents along with the fibre content. It was found that 3 wt% E-43 along with 30 wt% EFB showed a TS of 47 MPa, which was the maximum value among the stated percentages of fibre content and E-43 content.
Generally, addition of fibres to the thermoplastic matrix results in an increase in the flexural strength (FS). Overall, FS showed significant increase in relation to increase in the fibre percentage. Studies of composites from jute/PP showed that there is a linear relationship between the flexural modulus (FM) and fibre loading. 27 Several researchers also found similar trend that the FS of composites filled with wood fibre increased as the percentage of fibre was increased. 28 Figure 2 represents the effect of coupling agent (E-43) on FS in EFB/PP composites. Due to the addition of coupling agents, FSs of the said composite increased significantly along with the increased percentage of fibre and coupling agents. The coupling agent E-43 incorporated in EFB/PP composites showed identical FS value. The highest FS was obtained by incorporation of 3 wt% of coupling agents along with 30 wt% EFB fibre.
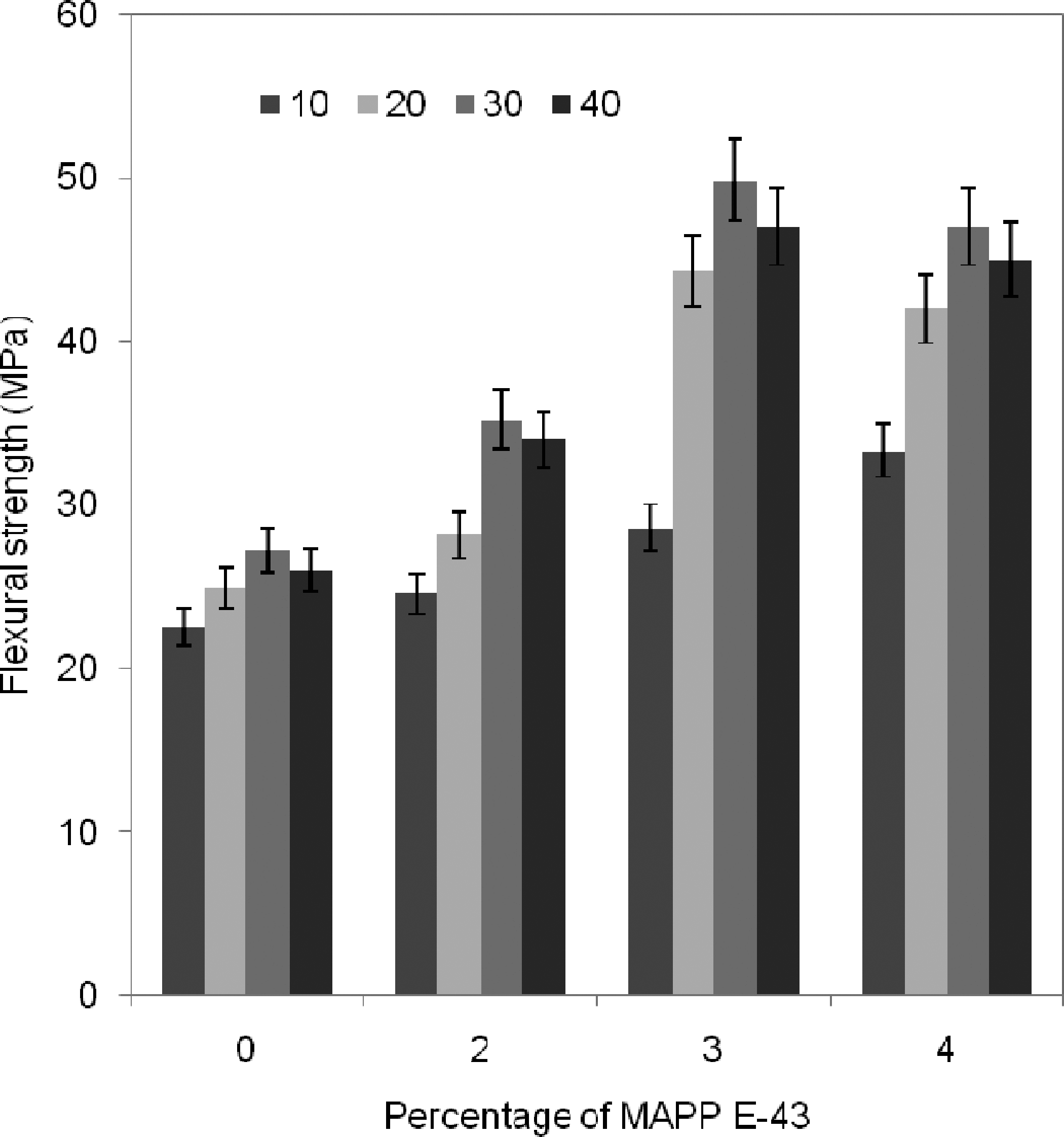
Flexural strengths of empty fruit bunch (EFB)/polypropylene composites in the presence of coupling agent E-43 (EFB, 10 wt% to 40 wt%).
Figure 3 represents the effect of coupling agent E-43 on the TM in EFB/PP composites. Generally, there was a positive effect on modulus regarding the fibre loading in composite materials, because the fibre is stiffer than the matrix. Modulus significantly increased along with increasing fibre content and also the coupling agents. Here, the TM increased along with increasing compositions but comparatively highest TM was obtained by 3 wt% E-43 at 30 wt% EFB composition in EFB/PP composites. The value of TM was 3600 MPa. It is common that comparatively low molecular weight coupling agent is more effective than high molecular weight coupling agent on composite modulus. 29 Similarly, the FM is represented in Figure 4. The highest measured value of FM was 5374 MPa.
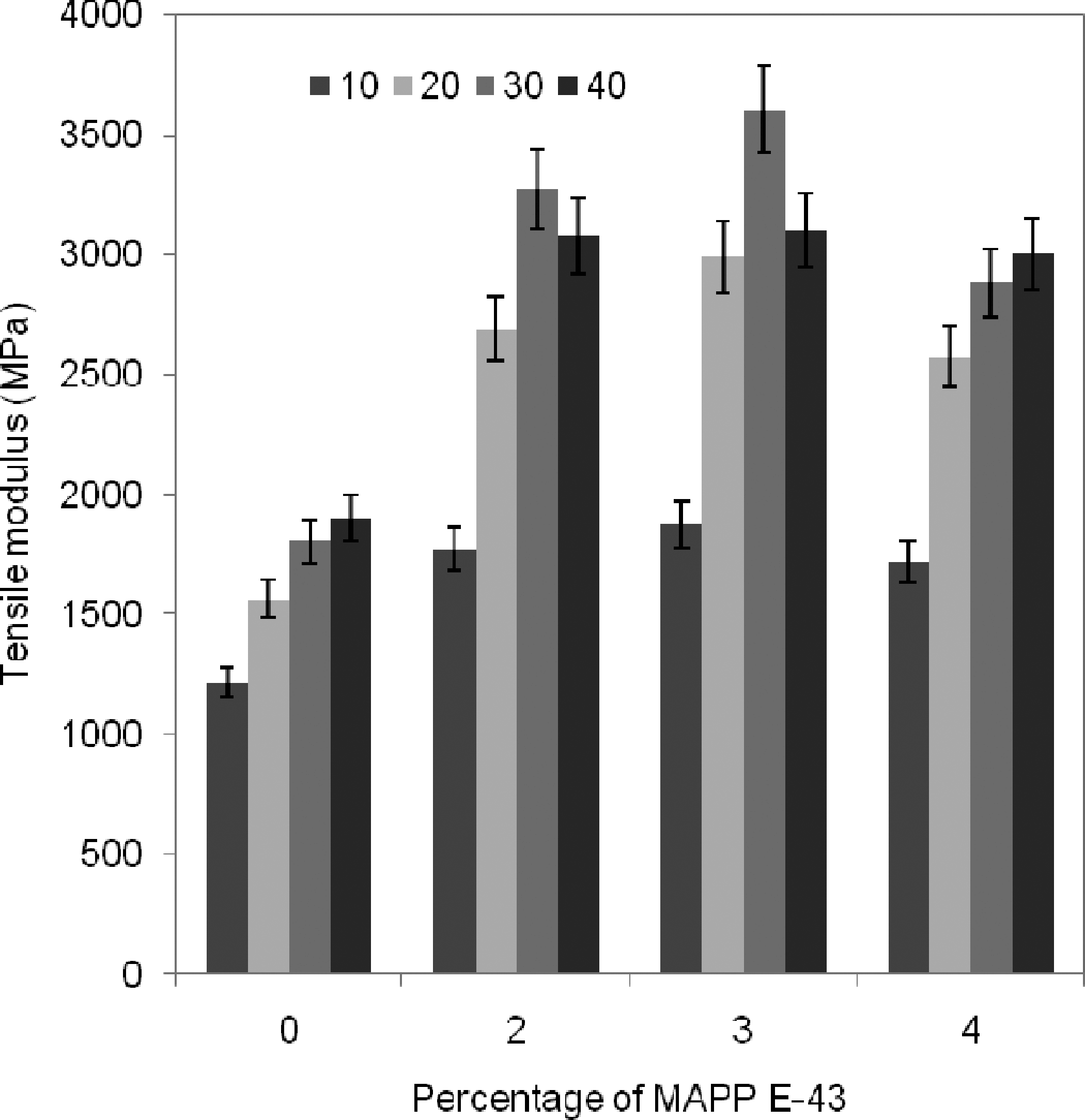
Tensile modulus of empty fruit bunch (EFB)/polypropylene composites in the presence of coupling agent E-43 (EFB, 10 wt% to 40 wt%).
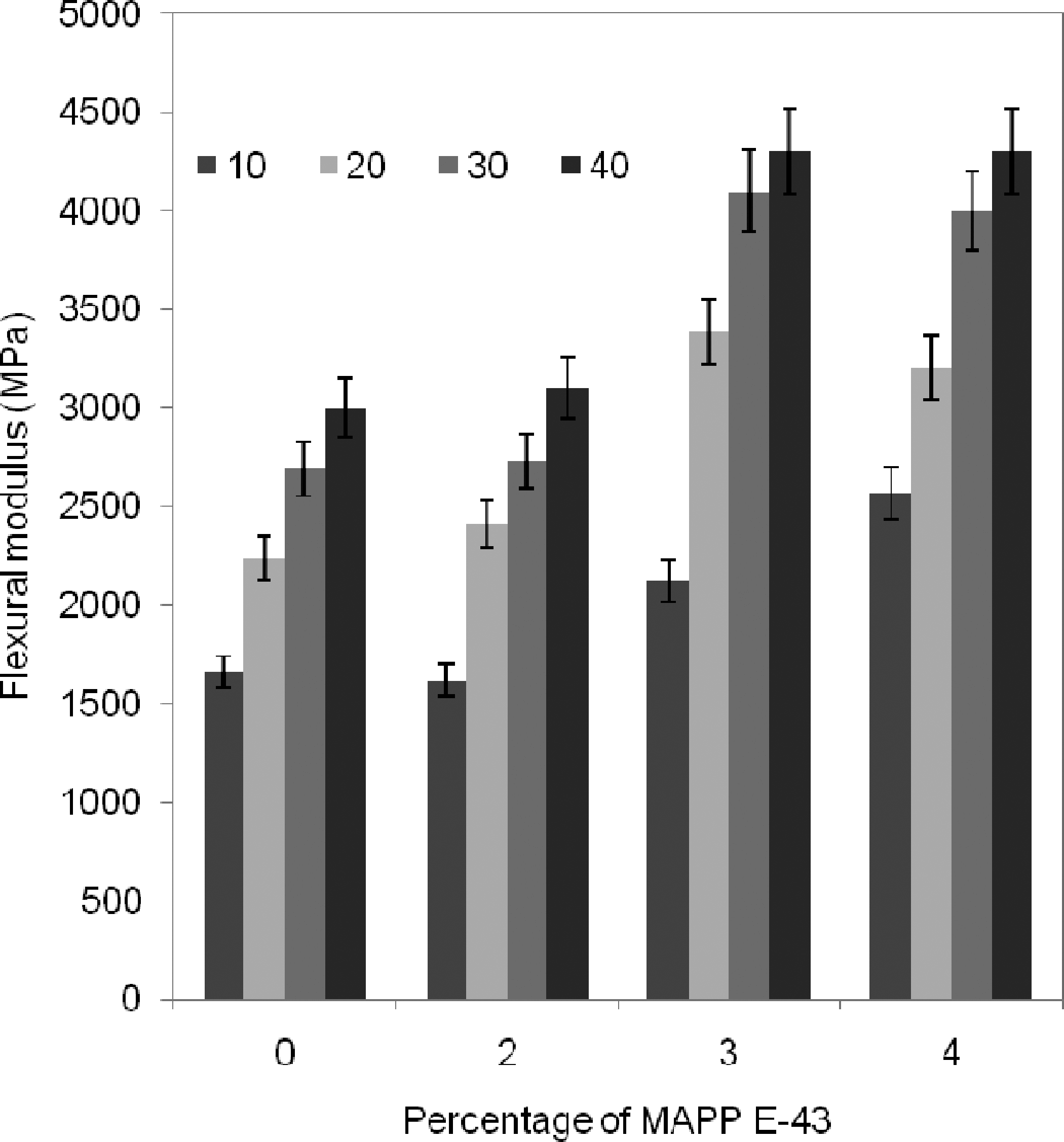
Flexural modulus of empty fruit bunch (EFB)/polypropylene composites in the presence of coupling agent E-43 (EFB, 10 wt% to 40 wt%).
Table 2 represents the effect of fibre loading on the IS and MFI of EFB/PP composites. The IS decreased along with increased fibre content in the matrix in the presence of 3 wt% coupling agent, but at 30% fibre content, it provided the highest IS. The MFI also declined along with increasing fibre content. Coupling agents did not show any significant effect on IS. 30 Initially, with low fibre content, IS was found to be decreased compared to matrix, but incorporation of more fibres in composite causes the gradual growth of IS. It can be ascribed to the fact that EFB fibres increase the stiffness and rigidity of the composites, thus causing a decline in impact resistance and can work as starting point of cracks. However, if the amount of reinforcing fibre grows considerably, the fibre rather stops crack propagation, which leads to higher IS.
Effect of fiber loading on impact strength and melt flow index of EFB/PP composites in the presence of 4 wt% coupling agents.
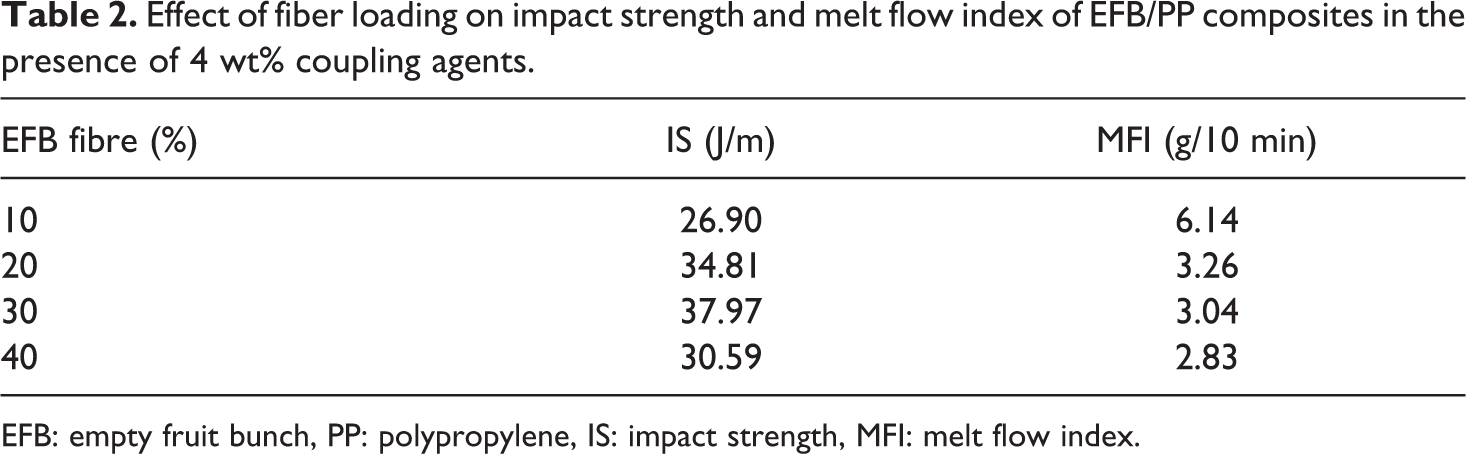
EFB: empty fruit bunch, PP: polypropylene, IS: impact strength, MFI: melt flow index.
Effects of coupling agent and fibre loading on the interfacial properties of composites
Figure 5a shows the SEM of tensile fracture surfaces of composites. SEM of composites without coupling agent revealed the poor interfacial bonding. Micrographs indicated that fibre pull-out, deboning and delimination are predominant. At high fibre loading, fibre-to-fibre contact was greater and dispersion problems were evident. Figure 5b shows the fracture surface of composites with coupling agent. The fibres did not agglomerate when MAPP was used as a coupling agent. It could also be observed that the fibres were dispersed within the matrix. Fibre distribution seems to be more uniform in the PP matrix with MAPP. As compared to Figure 5a, the reinforcing fibres appeared to be impregnated uniformly due to the presence of 3 wt% MAPP with PP, which should have increased the reinforcing fibres–matrix compatibility. On the other hand, E-43 would improve the mechanical and thermal performance of the substrate, where the fibres will potentially be used. Composite fracture was thus thought to have occurred by means of fibre fracture and shear failure of the PP matrix.
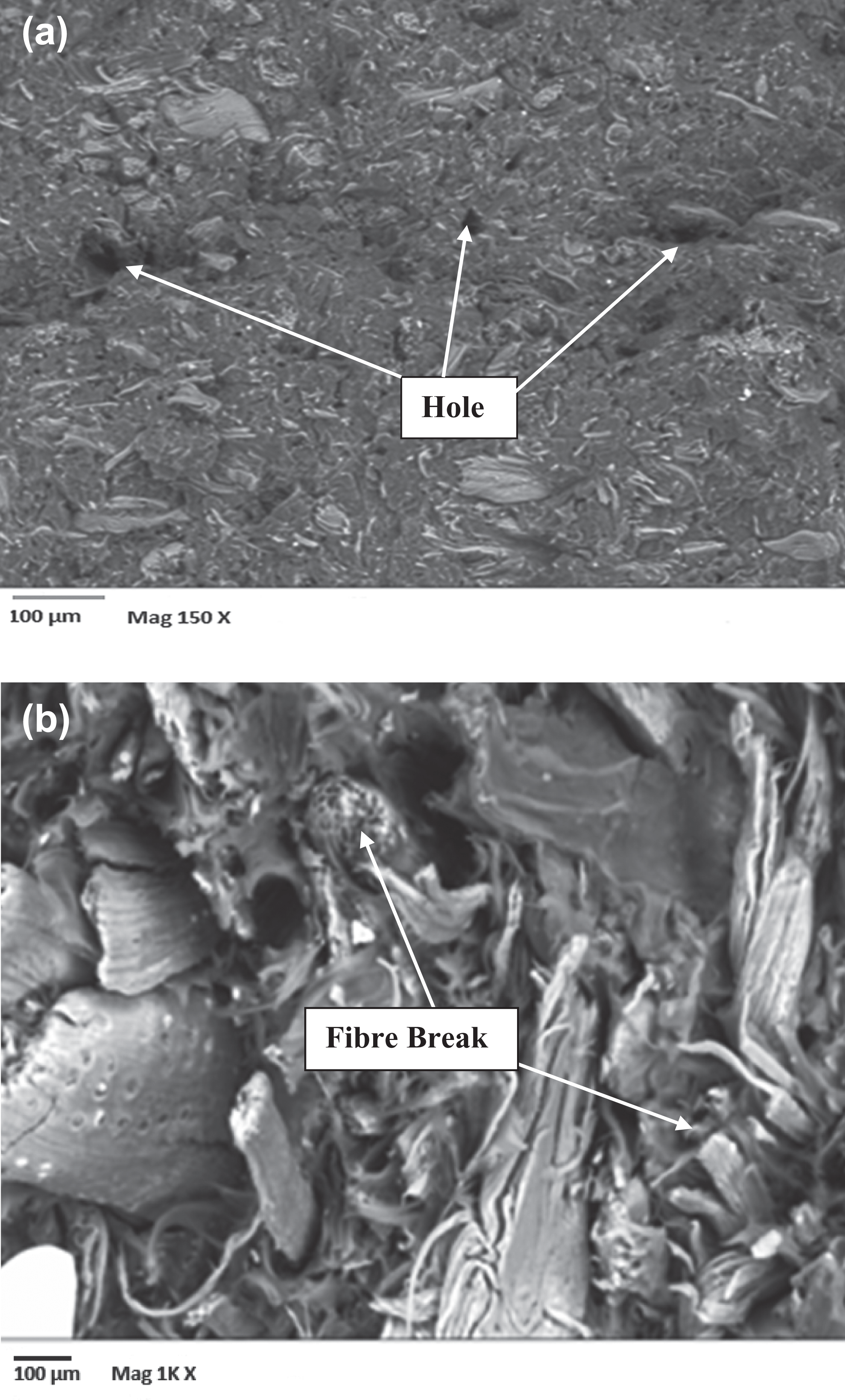
Scanning electron microscopy of the fracture surface of 40 wt% fibre composites (a) without coupling and (b) with coupling agent (3% maleic anhydride-grafted polypropylene).
Effect of coupling agent on thermal stability of composites
Thermogravimetric analysis (TGA) and differential thermal analysis (DTA) curves of PP and the composites are shown in Figures 6 and 7, respectively, and the properties are tabulated in Table 3. It can be seen from the DTA curves that the single major decomposition peak for virgin PP was from 267 to 471°C with a maximum peak (T max) at 420°C, while composites showed two major peaks. With the addition of fibre, the final decomposition temperature increased from 420°C for PP to 464°C for composites with 10 wt% EFB. Further increment was observed for further addition of fibre (from 464°C for 10 wt% fibre composites to 470°C for 40 wt% fibre composites). The increase in decomposition temperature was attributed to the hindered diffusion (i.e., barrier effect) of volatile decomposition products caused by the dispersion of fibres in the PP matrix. 31
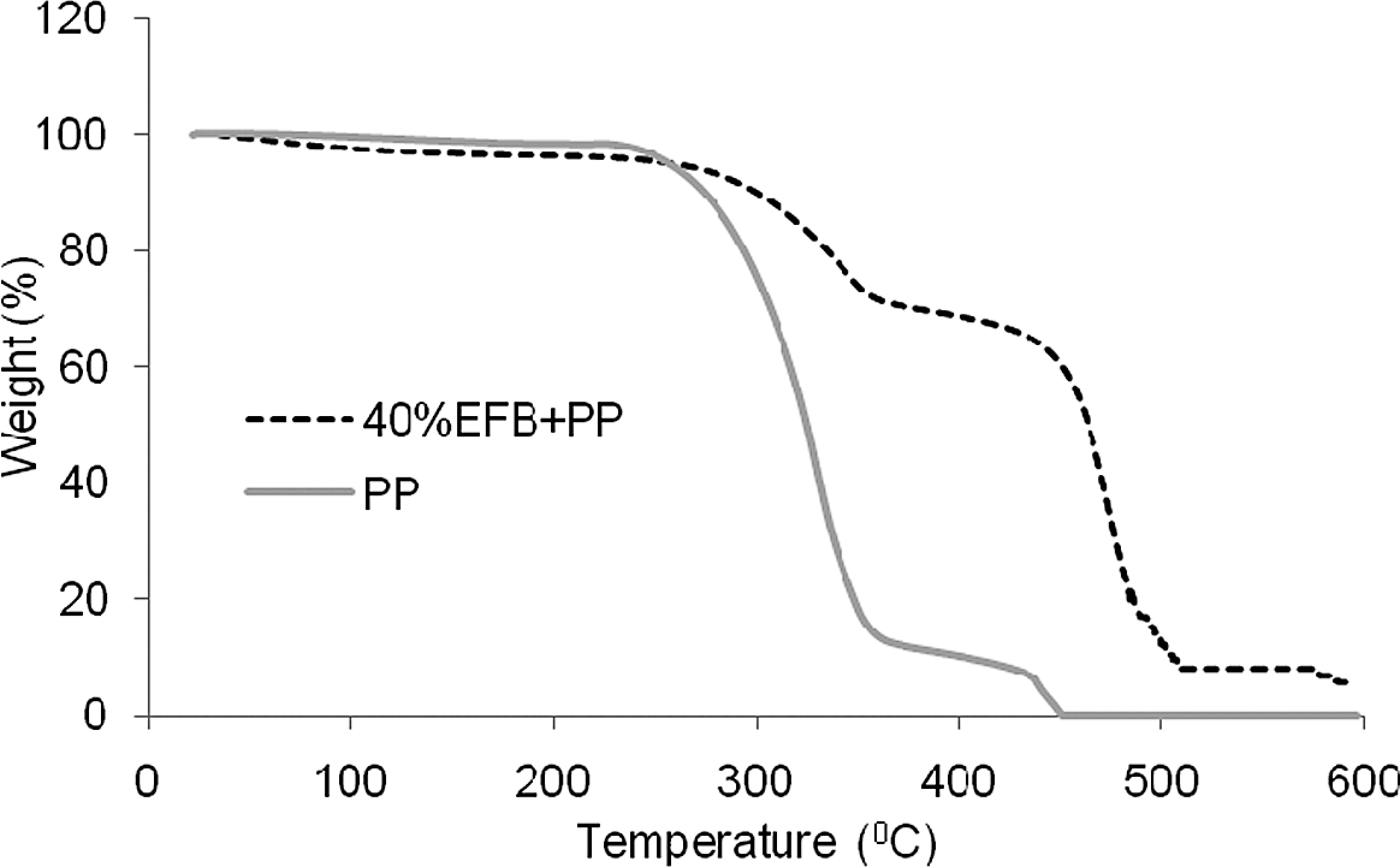
Thermogravimetric analysis thermogram of polypropylene (PP) and empty fruit bunch (EFB)/PP composites (with 40 wt% EFB).
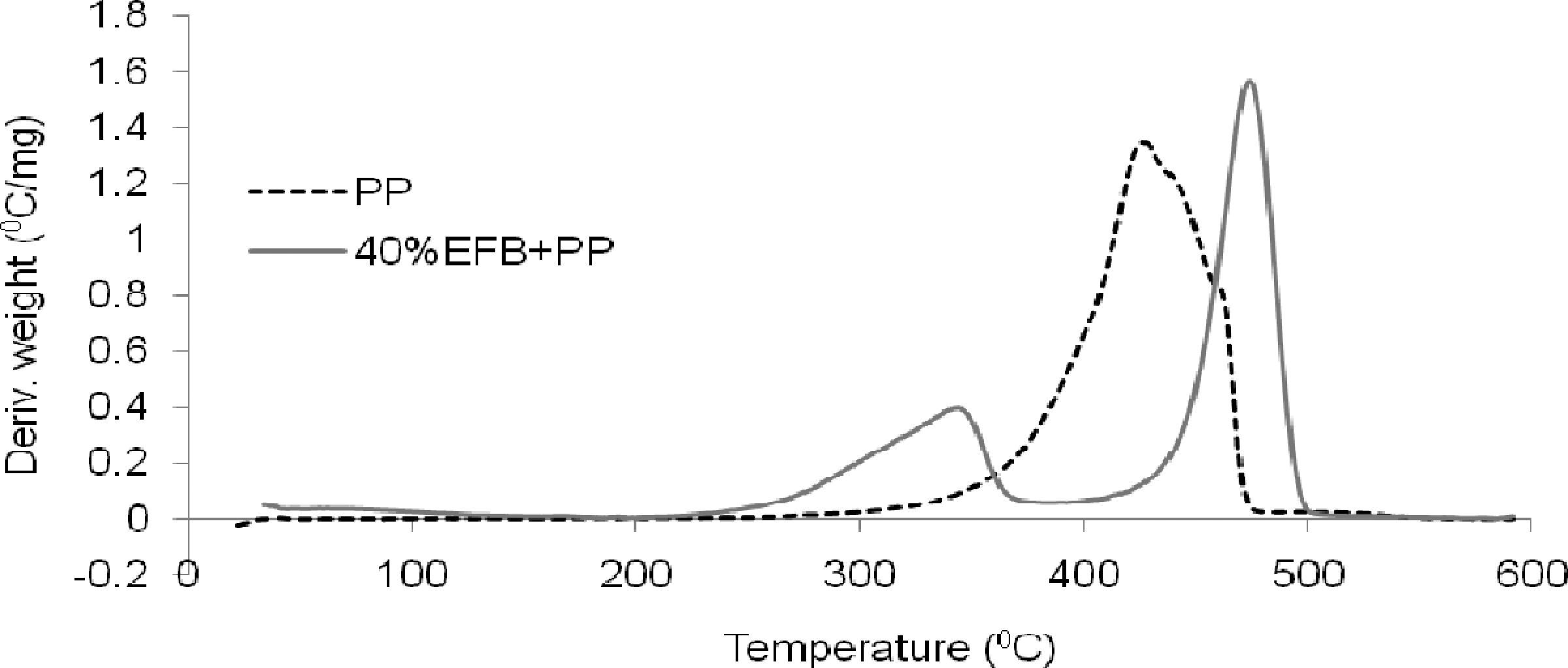
Thermogravimetric analysis thermogram of polypropylene and composites (with 40 wt% empty fruit bunch).
It can be seen from Table 3 that composites with coupling agent start to lose weight at higher temperatures compared to composites without coupling agent. This apparent improvement in thermal stability of the composite with MAPP could be attributed to the presence of the MAPP coupling agent. MAPP is able to bond with the hemicellulose in the fibre, thus stabilizing its structure and improving the thermal stability of the composite. Several author also reported that the thermal stabilization of noncellulosic fibre constituents can be increased by means of a coupling agent. 32 The poor thermal stability of hemicelluloses and pectin in a composite can thus be negated by the inclusion of a coupling agent. This indicates that the complex interactions/reactions occurred among the fibre constituents, the coupling agent E-43 and the PP matrix prior to fabrication of composite.
Thermal properties of composites.
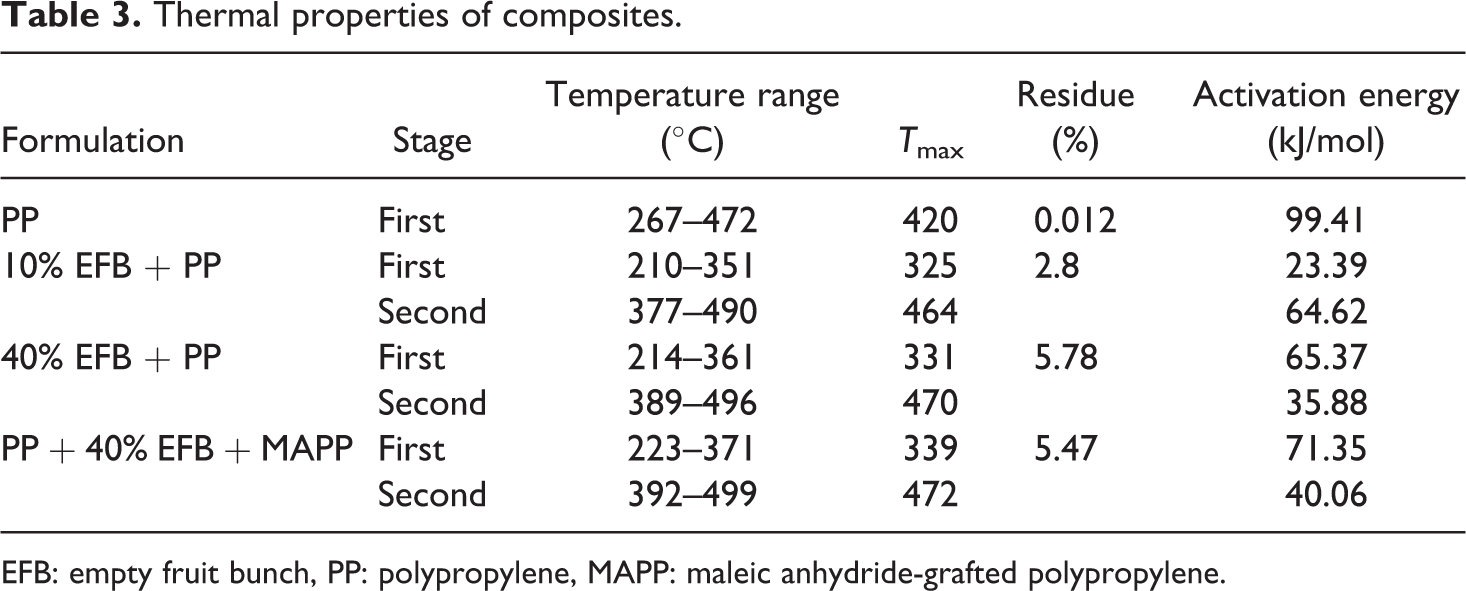
EFB: empty fruit bunch, PP: polypropylene, MAPP: maleic anhydride-grafted polypropylene.
Kinetics of thermal degradation of composites for various stages were determined from the TGA graphs using the following equation given by Broido. 33

where
y is the fraction of nonvolatilised material not yet decomposed,
T max is the temperature at maximum reaction rate,
β is the heating rate,
Z is the frequency factor
E a is the activation energy
The plot ln[ln (1/y)] versus 1/T for various stages of decomposition were drawn, and generally found to be linear, suggesting good agreement with Broido equation as can be seen in Figure 8 (an example for PP). The activation energy (E a) determined from slopes of these plots is given in Table 3. As PP showed single stage of decomposition (as can be seen in Figure 7), the activation for that single peak was 91 kJ/mol. Composites showed two stages of decomposition and the E a for the first stage and second stage decomposition of 10 wt% fibre composites were 23 kJ/mol and 64 kJ/mol, respectively. With increasing fibre content, the activation energy for first stage was increased and second stage was decreased; however, the vaules were found to be higher for composites with MAPP. Again, the higher activation energy is due to the bonding between the fibre and coupling agent as described earlier.
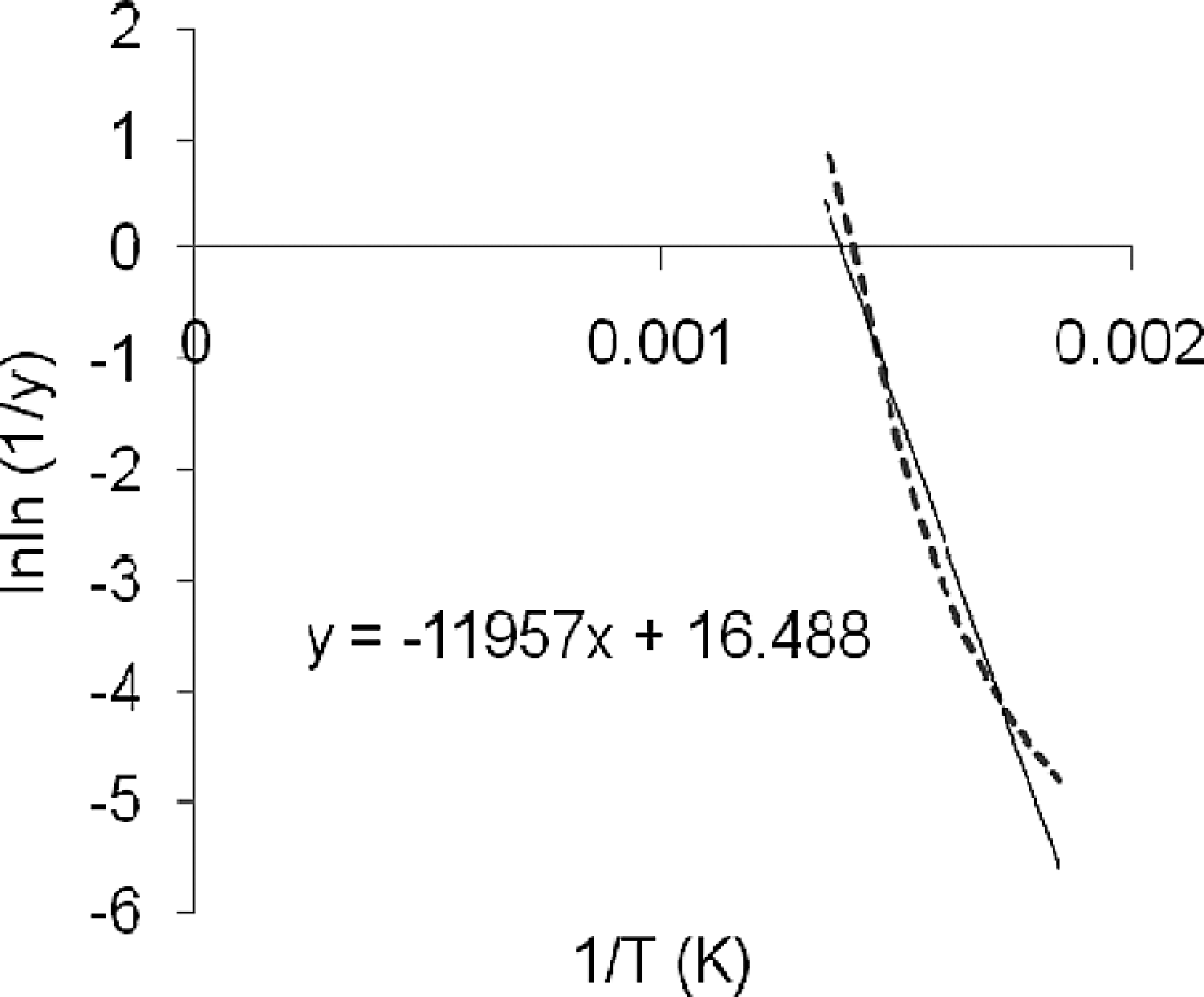
ln[ln (1/y)] versus 1/T curve for polypropylene.
FTIR of composites
FTIR spectroscopy was used as a complementary technique to monitor functional groups of modification of composite samples. Based on Figure 9, it can be said that there is no effective interaction between EFB-PP through O–H groups of EFB, because in the zone 3500 cm− 1 to 3300 cm− 1, no remarkable shifts were observed and only the transmittance percentage increased according to the loading percentage. Similarly, another important zone 1700 cm− 1 to 1500 cm− 1 states that there is a chemical interaction for C=O group from EFB with any group of PP. Except the transmittance percentage, the characteristic peaks at 2900 cm−1 are almost same for all the three loading percentages, indicating that most of the EFBs are only trapped in the PP matrix.
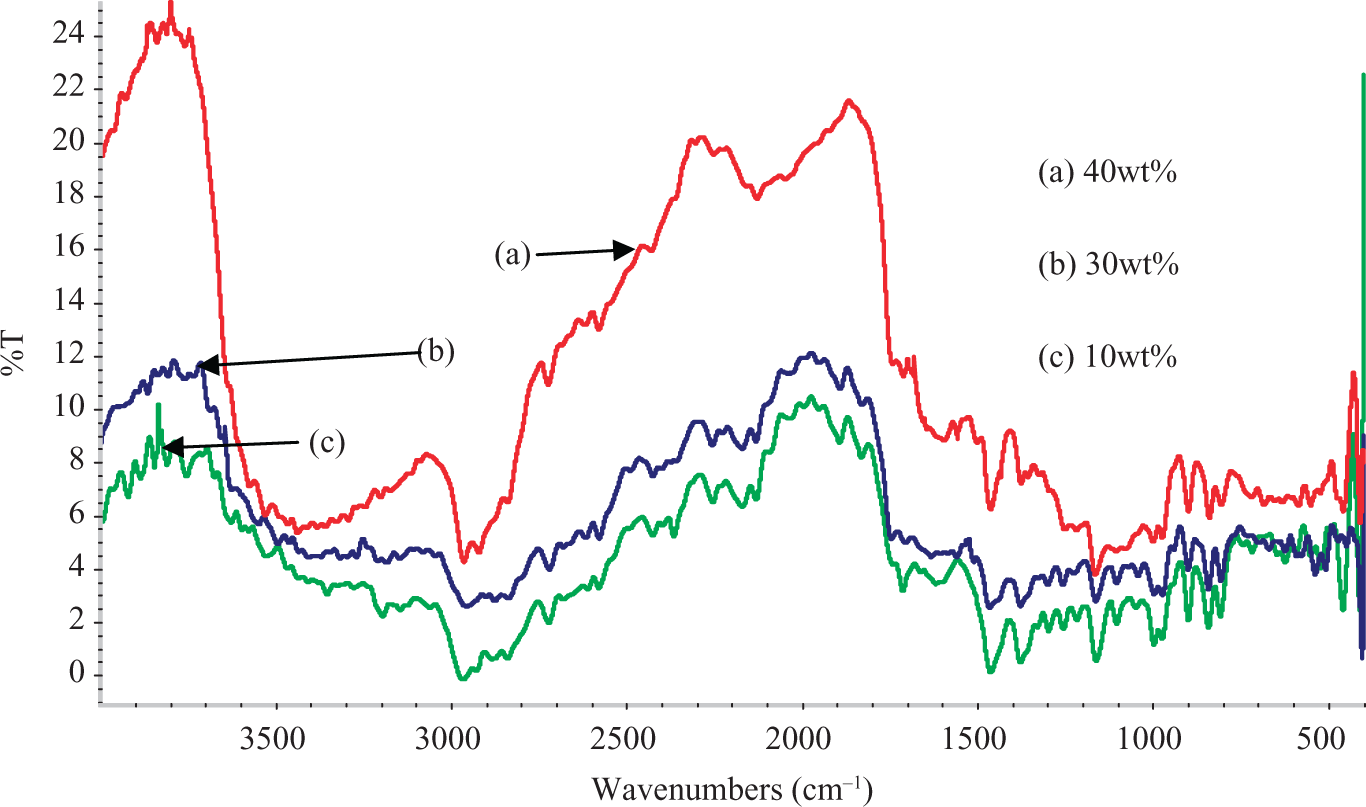
Fourier transform infrared (FTIR) spectroscopy of empty fruit bunch–polypropylene at fibre loading 10 wt%, 30 wt% and 40 wt%.
Figure 10 shows the infrared spectrum for the influence of MAPP on the composites. The MAPP contains an anhydride moiety, therefore, characteristic peaks (symmetric and antisymmetric stretching) of this group are observed at 1800 cm− 1, and these peaks are not sharp but are rather broad bands when observed, which indicates that the bonding interaction of carbonyl groups of anhydride moiety are involved with the O–H groups of EFB through the formation of ester linkage. It was mentioned that the MAPPs are linked with the PP through C–C grafting, which is also evident from the zone 2900 cm− 1 of EFB with MAPP spectrum, where broadened signals observed in place of sharp signals and which coincide with the lowering of band strength. Thus, it can be said that there was a reaction (ester linkage) between fibre and coupling agent.
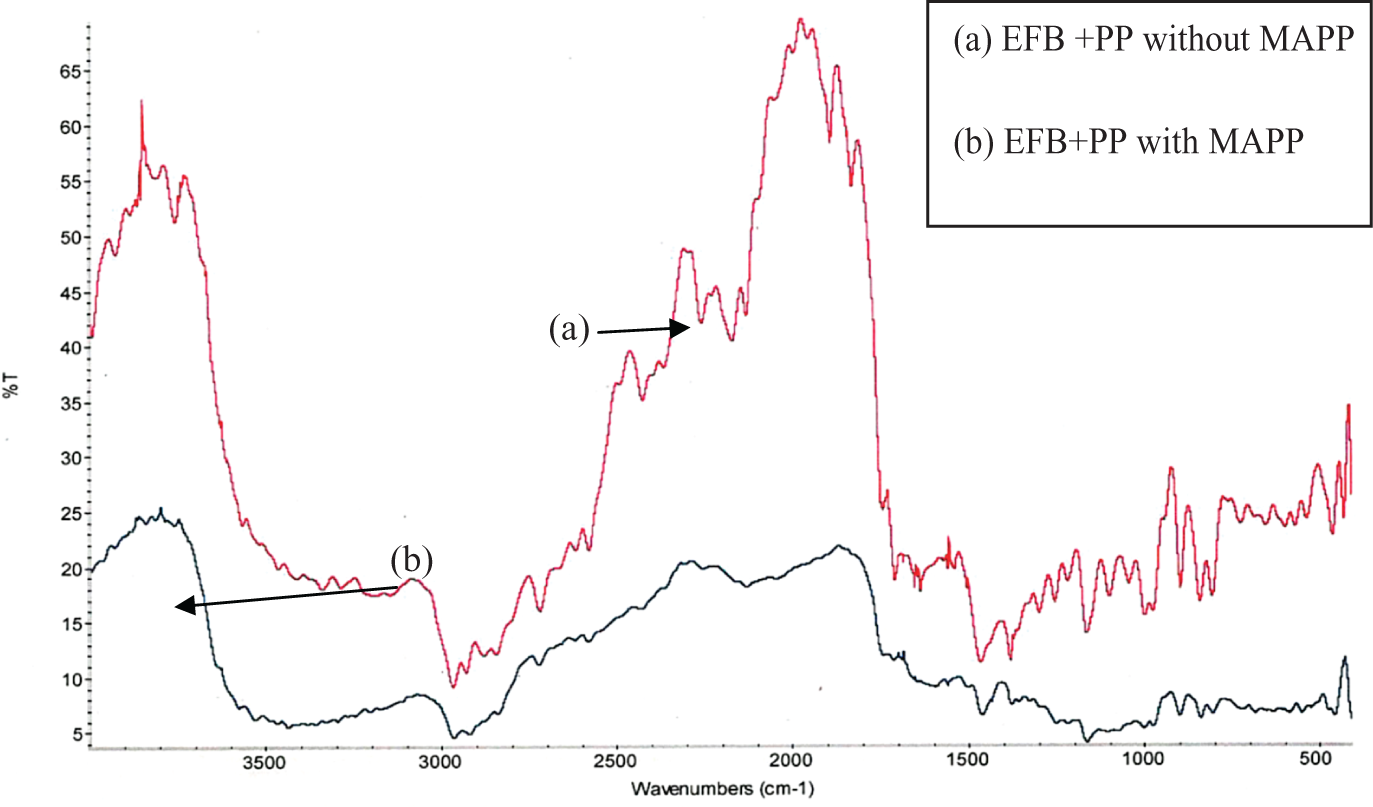
Fourier transform infrared (FTIR) spectroscopy of modified untreated composites PP + EFB and PP + EFB with maleic anhydride-grafted polypropylene. EFB: empty fruit bunch, PP: polypropylene.
Conclusions
It was proven that the malated coupling agents were effective for improving the compatibility of EFB in PP for the preparation of EFB/PP composite. The coupling agent influenced all investigated properties of the composites auspiciously. FTIR spectroscopy analyses confirmed the influence of MAPP providing changed physical and mechanical properties of the composites by detection of functional group of the composite and pure PP. TGA analysis also showed that composites with coupling agent provided higher thermal stability. Among the experimental observations, the application of 3 wt% of E-43 provided the best results. In case of 30 wt% EFB reinforced composites, the TS, bending strength, IS, TM and bending modulus were found to be higher. The highest TS was found to be about 47 MPa. Therefore, the EFB reinforced PP composite an engineering and environment friendly material that can be used as an alternative for synthetic fibre reinforced polymer composites for many structural applications.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.