
Abstract
In this study, chemically treated Alcell lignin was used as a compatibilizer in the preparation of polypropylene–oil palm empty fruit bunch (PP-EFB) composites. Basically, this study was divided into two stages. In the first stage, glycidyl methacrylate (GMA) and allyl glycidyl ether (AGE) were used to treat Alcell lignin in different ratios (1:1, 1:2 and 1:3) based on equivalent weight. Then, the treated lignin was used as a compatibilizer at different percentages (1%, 3% and 5%, based on the weight of EFB filler) in the preparation of lignocellulosic–thermoplastic composites. The size of the EFB filler used for this study was 53–180 µm and the ratio of PP to EFB filler was fixed at 40%:60% (based on weight). The results showed that the incorporation of GMA- and AGE-treated lignin had enhanced the mechanical properties and increased the hydrophobicity of lignocellulosic–thermoplastic composites. By comparison, those with the GMA-treated lignin exhibited better enhancement in mechanical properties as compared to those with AGE-treated lignin.
Introduction
Lignocellulosic-filled thermoplastic composites have received considerable attention due to several advantages, such as less abrasiveness to equipment and lower production cost as compared to those with inorganic filler. The use of high-density inorganic filler in thermoplastic composites is extensive due to the fact that inorganic fibres offer wide-ranging excellent properties, particularly in ultimate strength of the composites. Nevertheless, their incorporation may not be favourable in terms of cost-effectiveness on a volumetric basis. Hence, the trend has slowly changed toward the use of lignocellulosic materials as reinforcing agents in most polymer composites. However, to produce a good lignocellulosic–thermoplastic composite with regard to mechanical and physical properties, the main obstacle to be solved is the compatibility between reinforcement material and thermoplastic matrix. The compatibility between lignocellulosic material and polymer is expected to be poor due to the disparity in polarity, thermoplastic is hydrophobic while lignocellulosic material is hydrophilic. The compatibility plays a crucial role in facilitating stress transfer from thermoplastic matrix to lignocellulosic material.
Many attempts have been carried to improve the interfacial properties between thermoplastic matrix and lignocellulosic reinforcement, and the most popular method is the employment of coupling agent. These include Epolene E-43 (maleic anhydride modified-polypropylene), 1,2 isocyanate, 3,4 vinyltri (2-methoxy ethoxy) silane (A-172), 5 γ-aminopropyltriethoxysilane, 6 poly(propylene-acrylic acid) 7 and poly(propylene-ethylene acrylic acid). 7 Recently, bio-based coupling agent has also received considerable attention. 8 –11 This is attributed to the ability of the bio-based material to serve as a bridge linking hydrophobic residues of thermoplastic with hydrophilic residues of lignocellulosic material.
In this study, lignin was treated with two chemical reagents, glycidyl methacrylate (GMA) and allyl glycidyl ether (AGE). The enhancement of compatibility is expected to occur through (a) secondary bonding: (i) between carbonyl and hydroxyl groups of GMA and AGE (chemically attached to lignin) with hydroxyl groups of oil palm empty fruit bunch ([EFB] hydrogen bonding), (ii) between hydrocarbon chain of lignin with hydrophobic polypropylene (PP) polymer (van der waals forces) and (b) primary bonding, between C = C bonds of GMA and AGE with PP, initiated by radical initiator.
Methodology
Materials
EFB in fibre form was obtained from Eco-Future Bhd., Malaysia. PP was purchased from Polypropylene Malaysia Sdn. Bhd. (Malaysia) with melt-flow index of 12.0 g/10 min and density of 0.903 g/cm3. Alcell lignin was obtained from Repap Technologies, USA. GMA and AGE were purchased from Sigma-Aldrich (M) Sdn. Bhd., Malaysia.
Lignin treatment
The process of lignin treatment with GMA was conducted at a temperature of 40°C in a water bath. Approximately 10 g of vacuum-oven dried Alcell lignin (vacuum oven condition: 70°C with a pressure of 150 mb for 10 h) was mixed with 50 ml n-hexane and 5% hydroquinone (based on the weight of GMA) in a reaction flask. The mixture was stirred at a constant speed of 1 rpm for 5 min. Then, GMA was slowly added to the mixture using a dropping funnel. The 3-h reaction time commenced once all the GMA had been dripped into the reaction flask. After 3 h, the treated Alcell lignin was filtered and rinsed with n-hexane. Then, it was vacuum oven-dried under a temperature of 70°C and a pressure of 150 mb for 24 h. The process was repeated using different Alcell lignin to GMA or AGE ratios of 1.1, 1:2 and 1:3, based on equivalent weight.
Weight percentage gain
The weight percentage gain (WPG) of the treated Alcell lignin was determined based on the assumption that an increase in the weight of Alcell lignin after treatment depends on the amount of GMA or AGE that had chemically reacted with the Alcell lignin. The WPG of the GMA- and AGE-treated lignin was calculated using the following formula:

Where, W a: initial weight of Alcell lignin and W b: weight of Alcell lignin after treatment.
EFB filler preparation
EFB filler was washed with commercial detergent to wash off impurities such as palm oil residue before it was ground. Then, the EFB filler was sieved using Retch siever to separate them according to their respective sizes. The size of the filler used for this experiment was 53–180 μm.
Compounding
The compounding of the EFB filler, PP and lignin (untreated and treated) was carried out using the Haake Rheocord System (MS instrument Sdn Bhd) which consisted of a Haake Rheodrive 500 as the motor system and a Haake Rheomix 600 as the mixer. The mixing process was done at a temperature of 180°C. The ratio of EFB filler to PP was fixed at 60:40 on weight basis. Initially the mixer was run at a speed of 1 rpm at a temperature of 180°C before PP was added into the mixer. After all the PP was added, the speed of the mixer was increased to 30 rpm. The PP was left to melt for approximately 3 min. Then, the lignin (untreated or treated) was added into the mixer followed by 2% dicumyl peroxide (according to the weight of lignin) as radical initiator and lastly, EFB filler. After EFB filler was added, the speed of the mixer was increased to 40 rpm for 7 min. When the compounding was complete, the mixer was stopped and the compounded material was taken out from the mixer. The compound was then transferred to a mould with dimensions of 160 mm × 160 mm × 3 mm. The compound was preheated for 10 min at 170°C followed by hot pressing at the same temperature for another 10 min. Cooling was carried out for 5 min under pressure.
Flexural test
Flexural test was conducted according to ASTM D618 using Instron Testing Machine Model 5580 (Mecomb Malaysia Sdn Bhd). Samples were cut into dimensions of 150 mm × 15 mm × 3 mm (length × width × thickness). The test was conducted at a crosshead speed of 5 mm/min, with a gauge length of 60 mm. A minimum of six samples were tested in each case.
Water immersion test
Water immersion test was conducted according to ASTM D570. The sample with a dimension of 30 mm × 15 mm × 3 mm (length × width × thickness) was immersed in distilled water at 30°C after being oven-dried at 105°C to a constant weight. The samples were periodically taken out of the water, surface-dried with absorbent paper before the weight and thickness of the sample were measured. The ultimate water absorption and thickness swelling were calculated by the following equations:

where W
w and W
o are the ultimate weight of the sample after a soaking period and initial oven-dried weight of the sample, respectively.

where T w and T o are the ultimate thickness swelling after a period of immersion and original thickness (oven-dried), respectively.
Morphology study
The fracture surface of composites was investigated with a field-emission scanning electron microscope (FE-SEM) Leo Supra 50VP (Hi-Tech Instruments Sdn Bhd). The objective was to get some information regarding the compatibility of unmodified and chemically treated lignin with PP matrix. The specimens were mounted on an aluminium stub and sputter coated with a thin layer of gold to avoid electrostatic charging during examination.
Results and discussion
Figures 1 and 2 show the flexural strength of PP-EFB composites with GMA- and AGE-treated lignin as compatibilizer, respectively. There is a marked increase in the flexural strength for those with GMA- and AGE-treated lignin as compared to those with untreated lignin. Thus, it is believed that this is predominantly due to the formation of primary bonding between C = C groups of GMA and AGE on lignin with PP matrix. The results show that the flexural strength increases with the increase in the GMA:lignin as well as AGE:lignin ratios. This indicates that as more GMA and AGE being attached to lignin as the GMA and AGE ratio to lignin are increased, more interaction of GMA and AGE with PP is expected. More C = C groups are available to be reacted with PP in the presence of radical initiator.
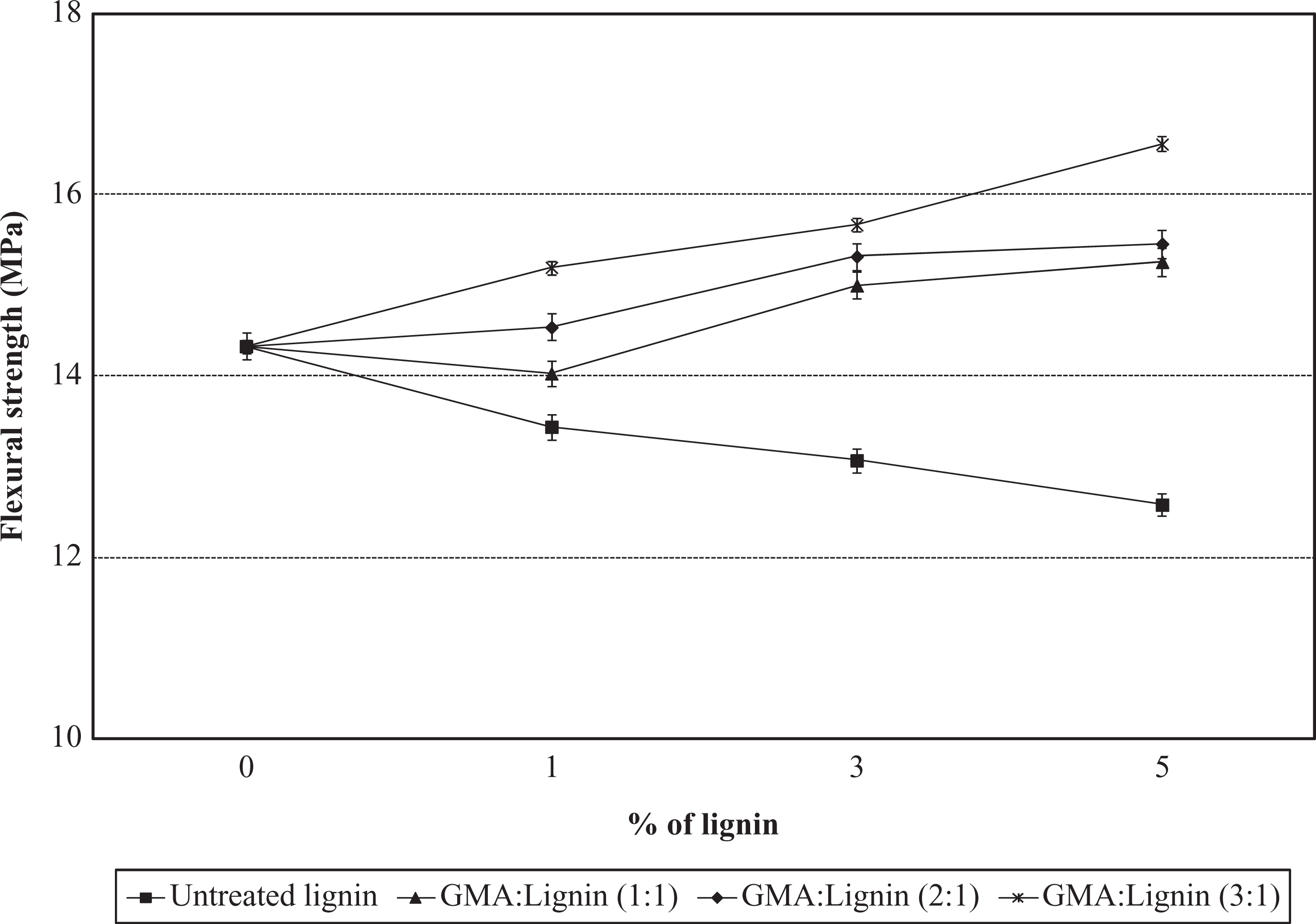
Flexural strength of composites with glycidyl methacrylate (GMA)-treated lignin.
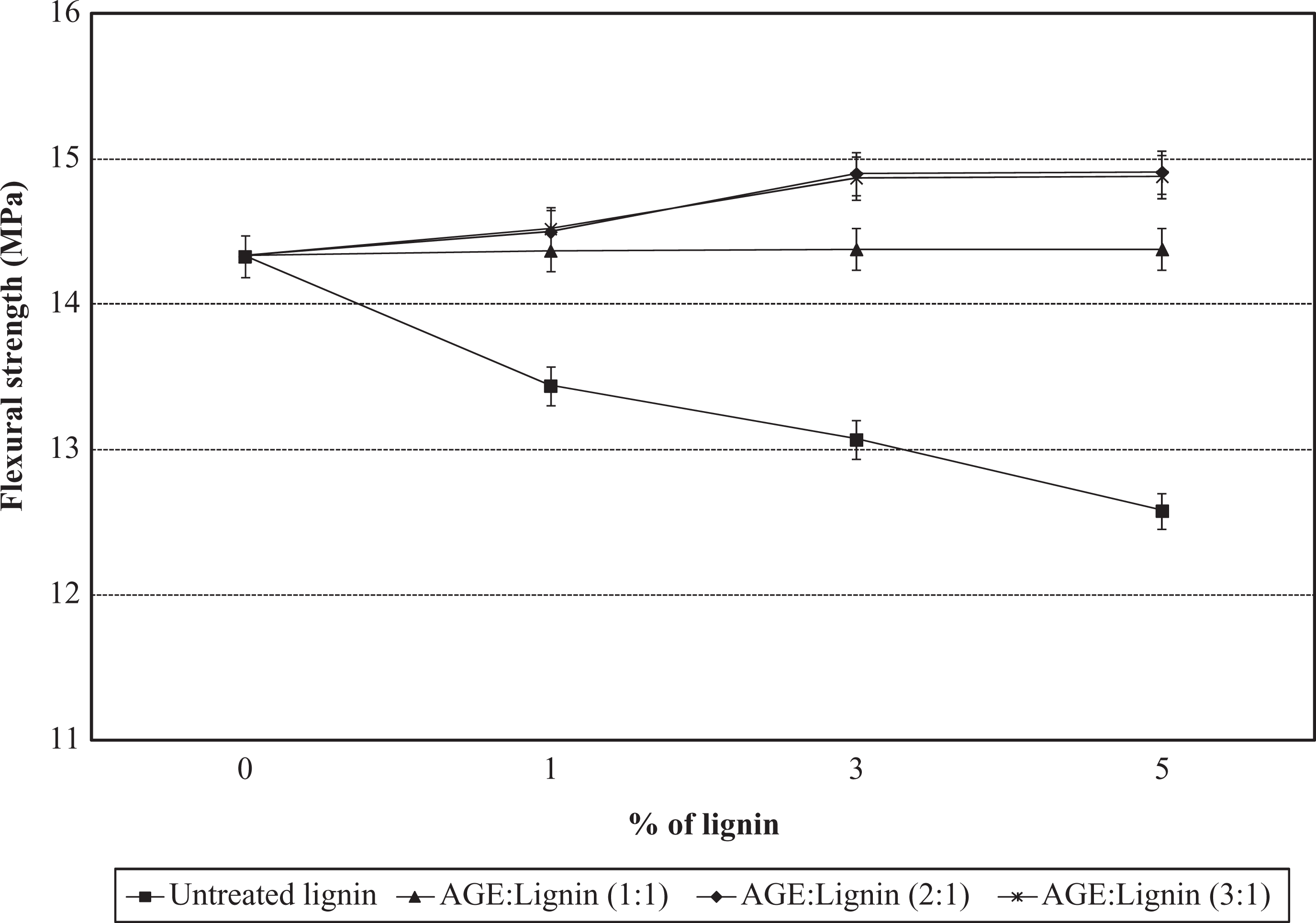
Flexural strength of composites with allyl glycidyl ether (AGE)-treated lignin.
From the results depicted in Table 1, higher WPG obtained for GMA-treated lignin at the same ratio of GMA and AGE to lignin. It shows that GMA is more reactive than AGE. Thus, it is believed that at the same GMA and AGE ratio to lignin, more GMA is attached to lignin as compared to AGE. Hence, this factor is well reflected in the flexural strength results (Figures 1 and 2) where those with GMA-treated lignin exhibit higher strength than those with AGE-treated lignin.
WPG of treated lignin at different ratios (reagent to lignin).
AGE: allyl glycidyl ether, GMA: glycidyl methacrylate, WPG: weight percentage gain.
From SEM micrograph (Figure 3), weak interaction between filler and matrix and the occurrence of filler pullout is clearly observed. This explains the observation in Figures 1 and 2 on PP-EFB composites where the addition of untreated lignin to PP-EFB system has reduced the flexural strength of PP-EFB composites. By looking at SEM micrograph for PP-EFB composites with GMA-treated lignin (Figure 4) and AGE-treated lignin (Figure 5), it can be seen that EFB filler is well embedded in PP matrix, with the evidence of filler breakage. This indicates the improvements in the interaction at the interfacial region of EFB and PP with the presence of treated lignin. This is further supported by the difference in the mode of failure as compared to those with untreated lignin, where the filler breakage is observed as the predominant mode of failure in the treated lignin as opposed to those with untreated lignin where the predominant mode of failure is filler pullout. With this regard, it can be said that chemically treated lignin could enhance the compatibility of the filler and PP matrix via chemical interaction as proposed in Figures 6 and 7.
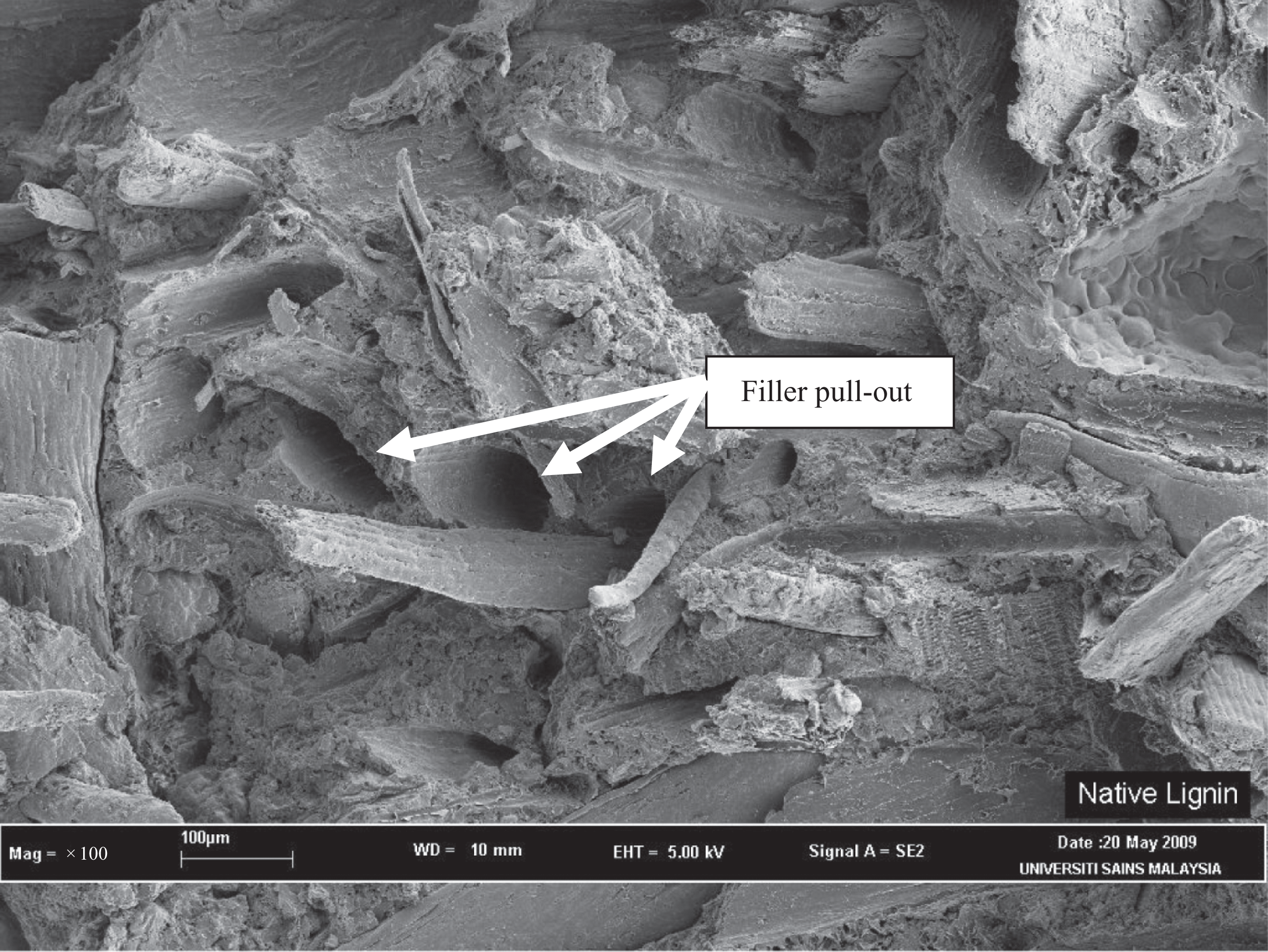
Scanning electron microscope (SEM) micrograph of polypropylene–oil palm empty fruit bunch (PP-EFB) composite with untreated lignin (magnification ×100).
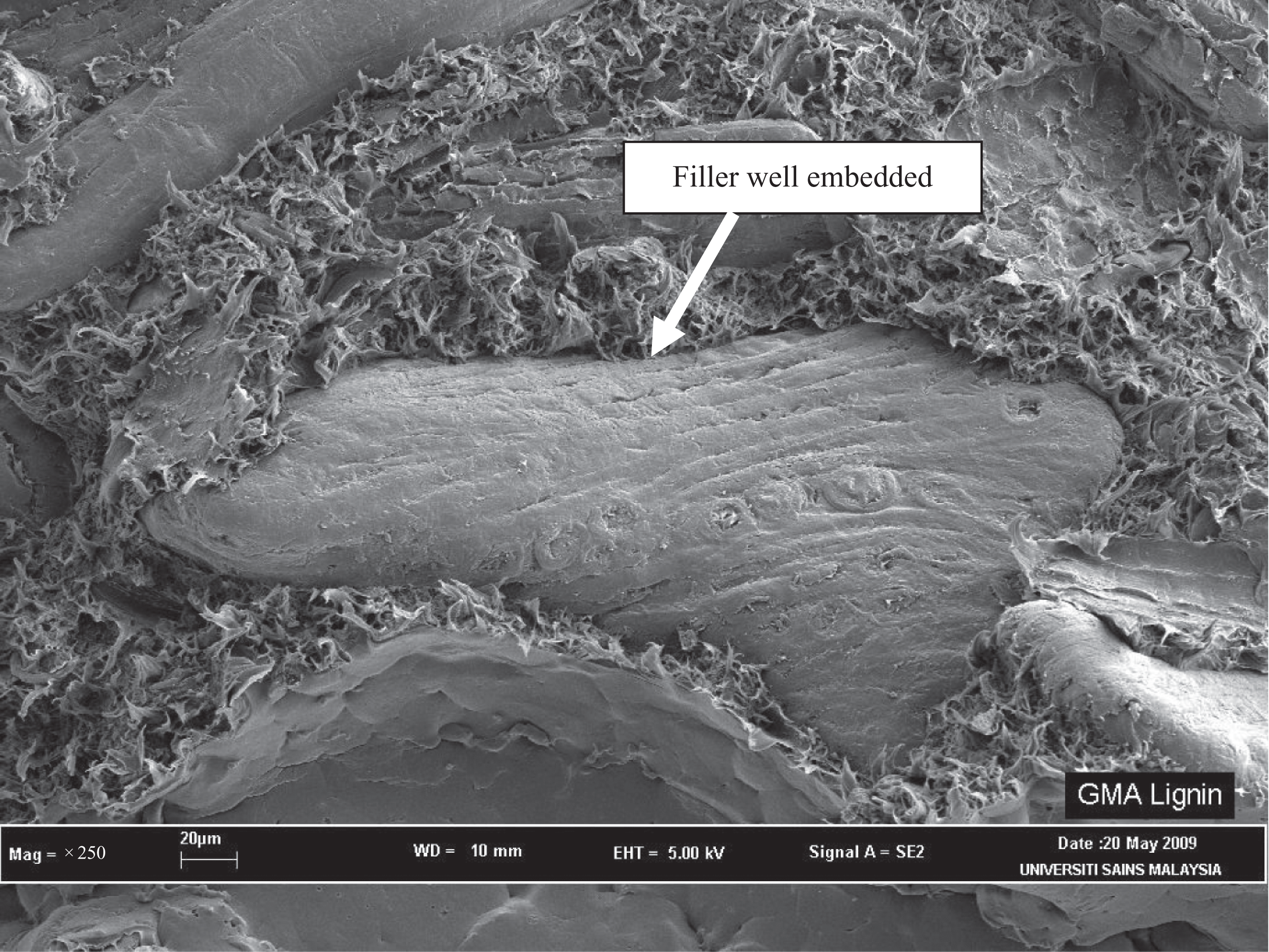
Scanning electron microscope (SEM) micrograph of polypropylene–oil palm empty fruit bunch (PP-EFB) composite with glycidyl methacrylate (GMA)-treated lignin (magnification ×250).
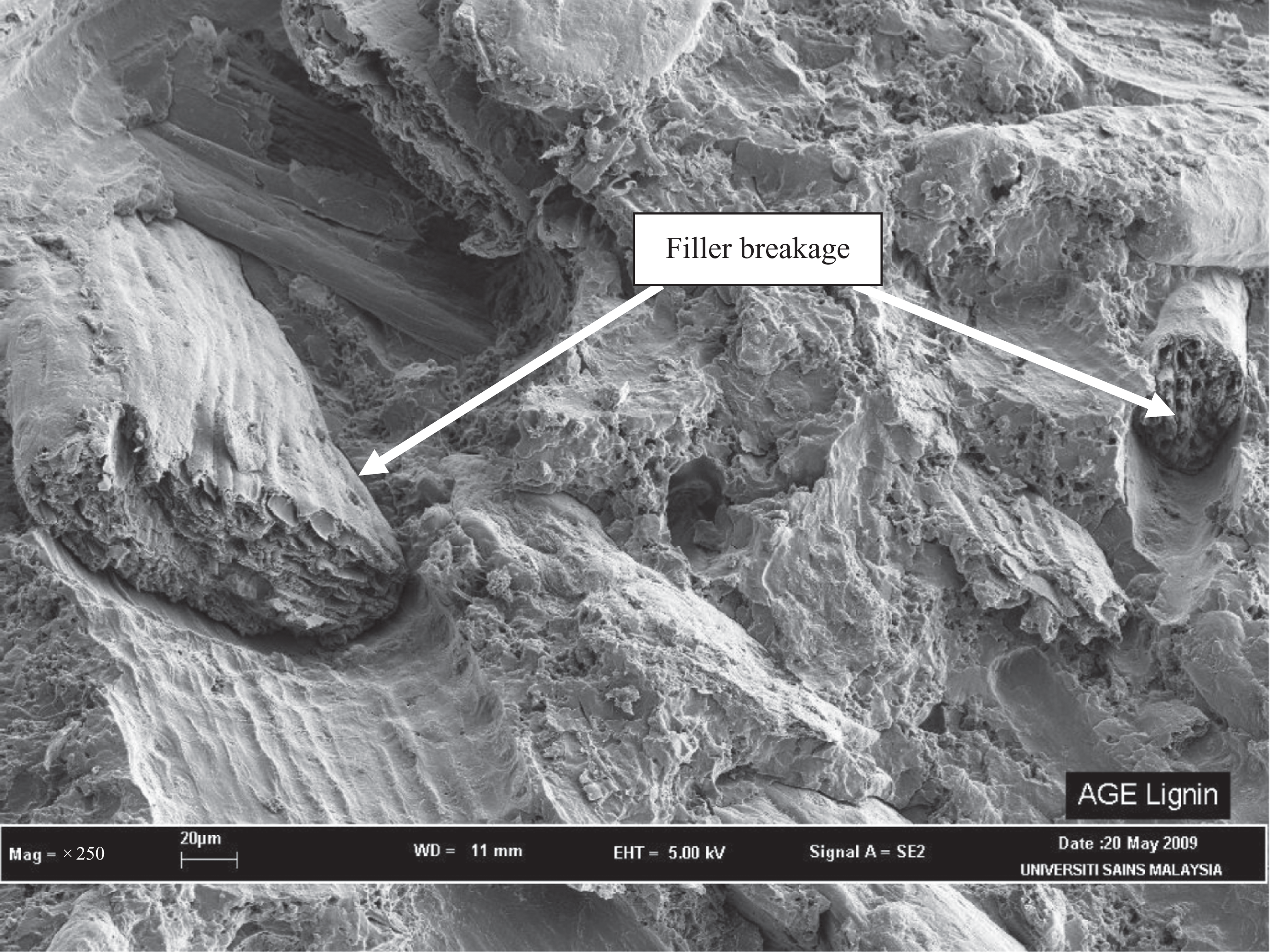
Scanning electron microscope (SEM) micrograph of polypropylene–oil palm empty fruit bunch (PP-EFB) composite with allyl glycidyl ether (AGE)-treated lignin (magnification ×250).
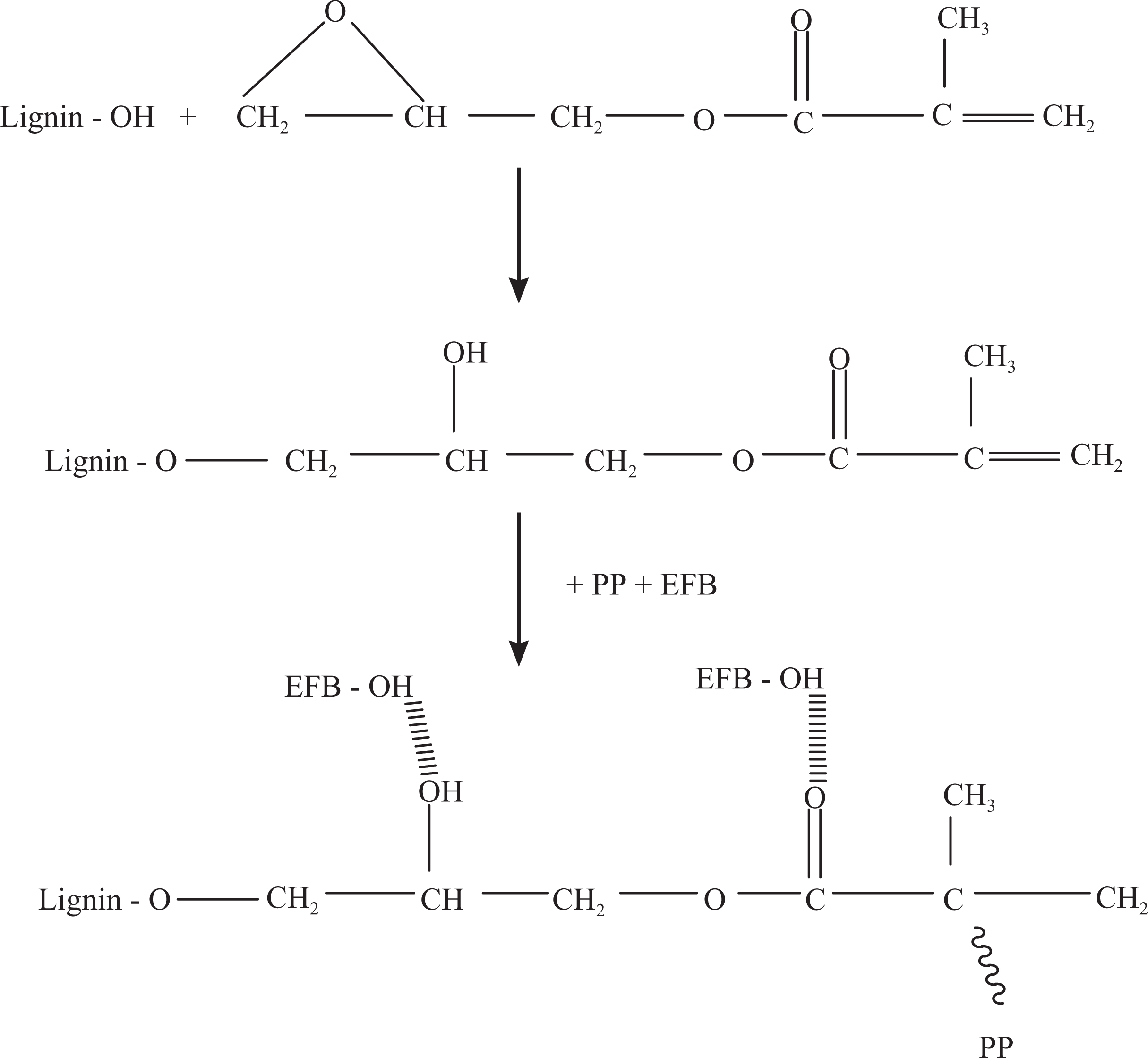
Interaction between glycidyl methacrylate (GMA)-treated lignin, oil palm empty fruit bunch (EFB) and polypropylene (PP).
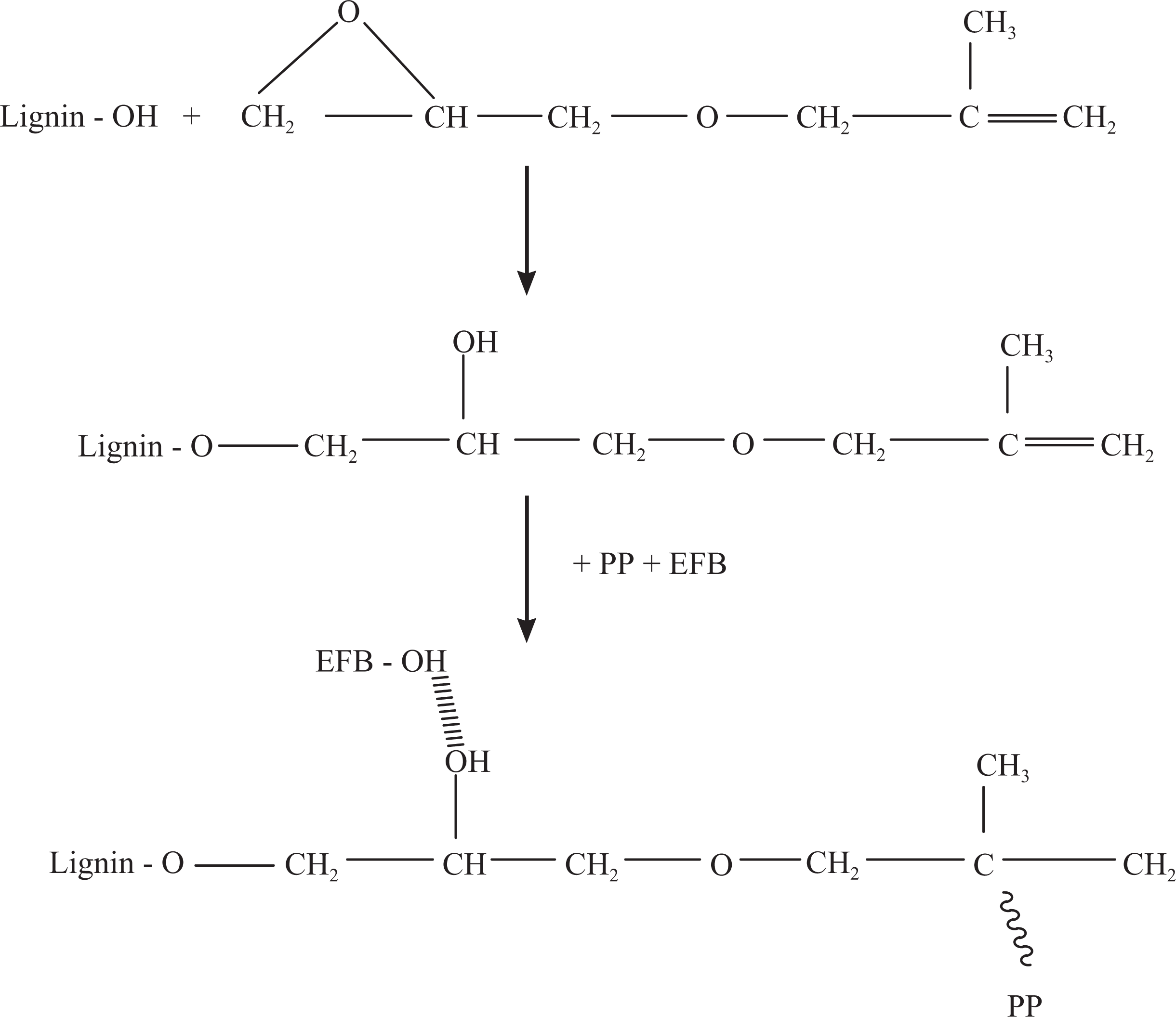
Interaction between glycidyl methacrylate (GMA)-treated lignin, oil palm empty fruit bunch (EFB) and polypropylene (PP).
Figures 8 and 9 depict flexural modulus of PP-EFB composites with GMA- and AGE-treated lignin as compatibilizer. As can be seen, flexural modulus of PP-EFB composites with GMA- and AGE-treated lignin are higher than the ones with untreated lignin. This may be attributed to the weak interfacial region as observed in the SEM micrograph. As for the ratio of GMA and AGE to lignin, the stiffness increases when the ratio is increased. The similar trend is observed as the amount of GMA- and AGE-treated lignin is increased. This indicates that the enhanced compatibility at the interfacial region may have increased the stiffness of the composites. 12,13 Furthermore, the inherent stiffness of the EFB filler may significantly contribute to the overall stiffness of the composite.
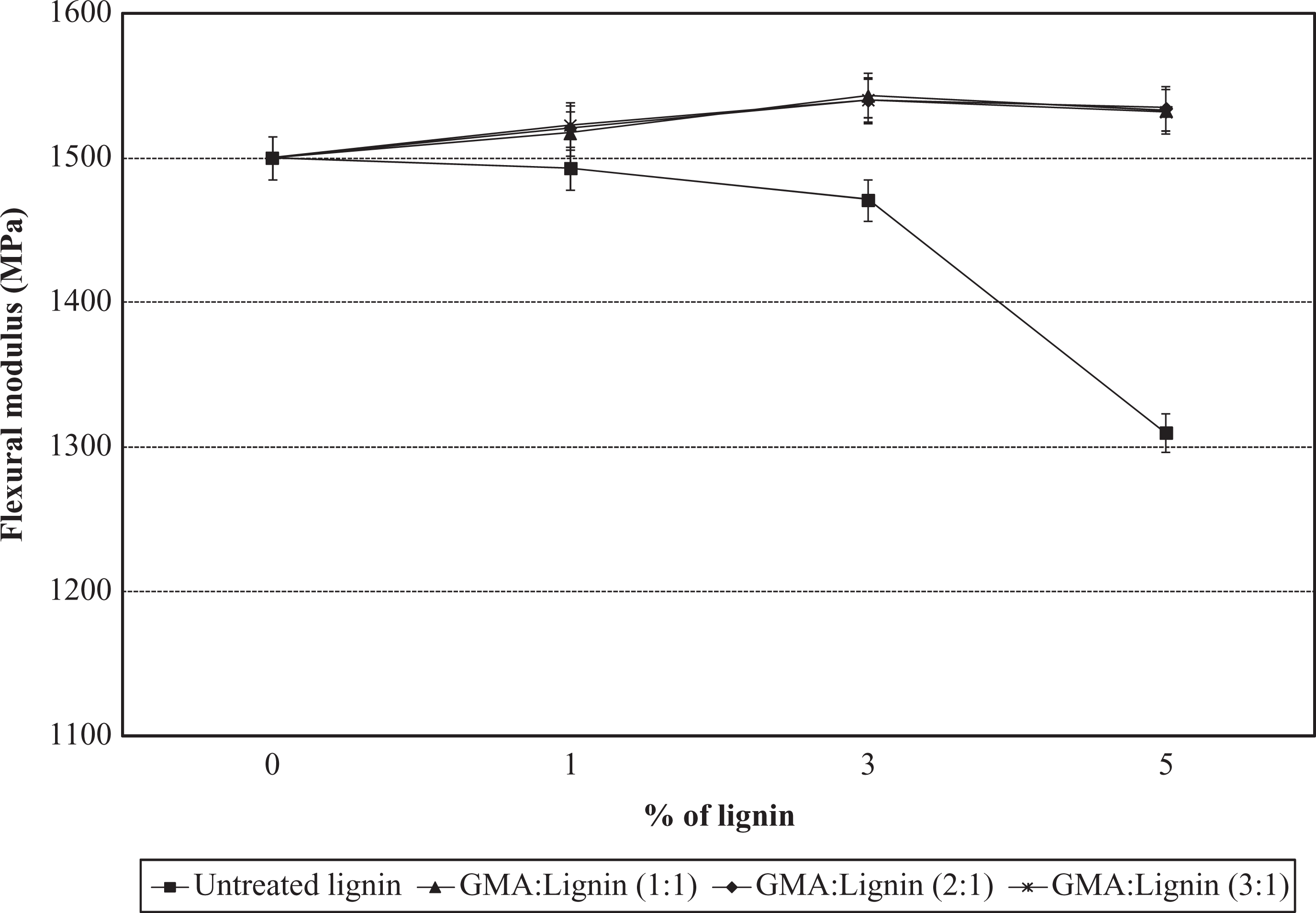
Flexural modulus of composites with glycidyl methacrylate (GMA)-treated lignin.
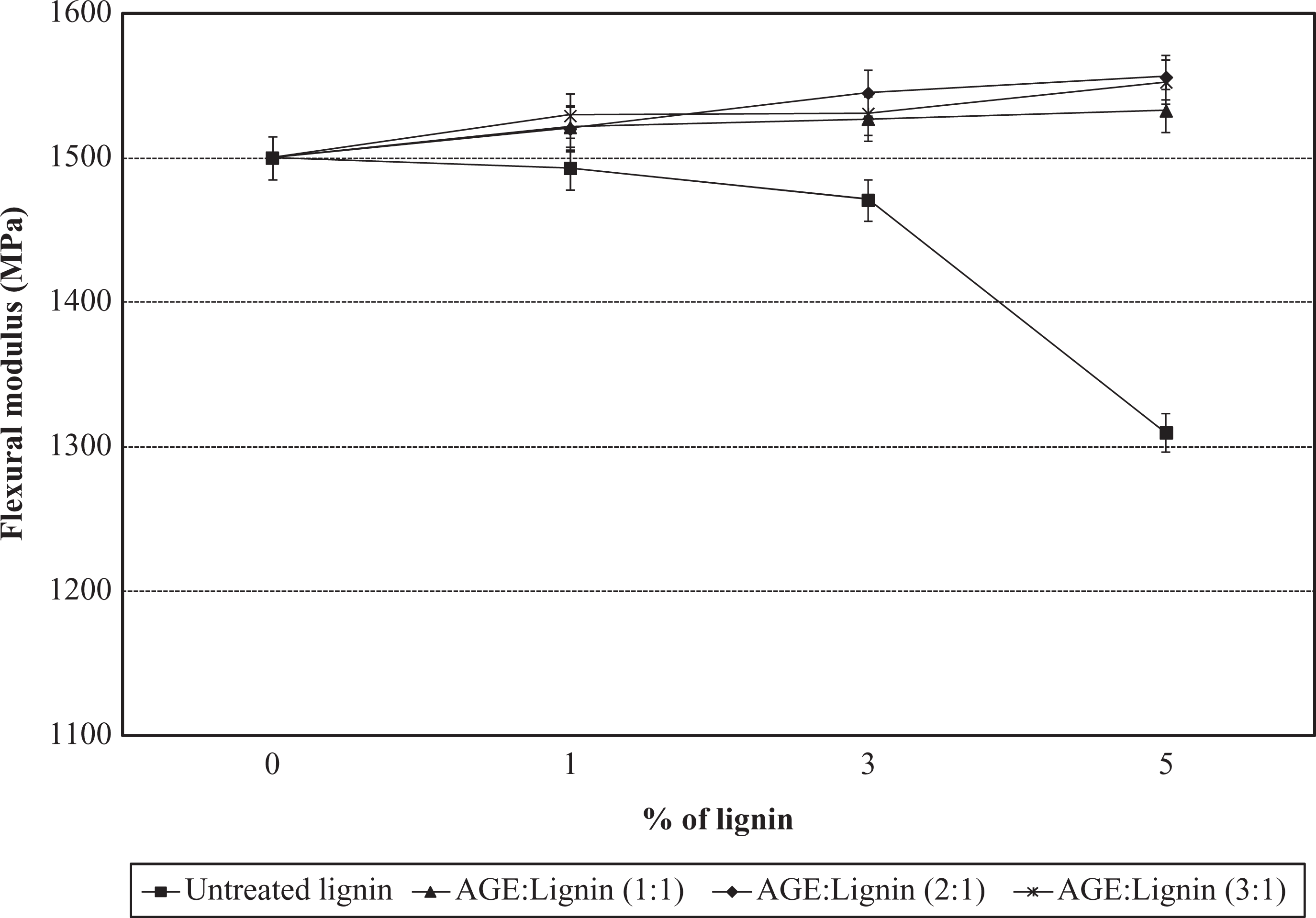
Flexural modulus of composites with allyl glycidyl ether (AGE)-treated lignin.
As for water immersion test, it is known that a lignocellulosic material absorbs water by forming hydrogen bonds between water and hydroxyl groups of cellulose, hemicellulose and lignin in the cell wall. From the previous study, thermoplastic–lignocellulose composites with chemically treated fillers displayed lower water absorption than those with untreated fillers. This might be due to (1) the replacement of hydrophilic OH groups from lignocellulosic filler by more hydrophobic groups and (2) the formation of a protective layer on the interfacial zone, which prevented water molecules from penetrating into the cell wall of the lignocellulose. 13 According to Taib et al., the presence of void may influence the immersion since water molecules may accumulate at the interfacial voids contributing to the total amount of water absorbed by the composites. 14
From Figures 10 and 11, it is understood that incorporation of lignin into PP-EFB system reduces the water absorption of the composites, regardless of whether it is incorporated with treated lignin or untreated lignin. Since lignin consists of polar groups such as OH and C = O, it is believed that there are interactions between these groups and the OH groups of EFB. These interactions are further enhanced with the introduction of more accessible OH groups from the reaction with GMA and AGE. Thus, the overall hydrophobicity of the PP-EFB system has increased with the presence of chemically treated lignin and the presence of the interfacial void may be reduced due to the addition of lignin, regardless of treated or untreated lignin. This phenomenon supports the explanation that the mechanical properties of the composites can be improved where a better interaction has occurred with the addition of lignin.
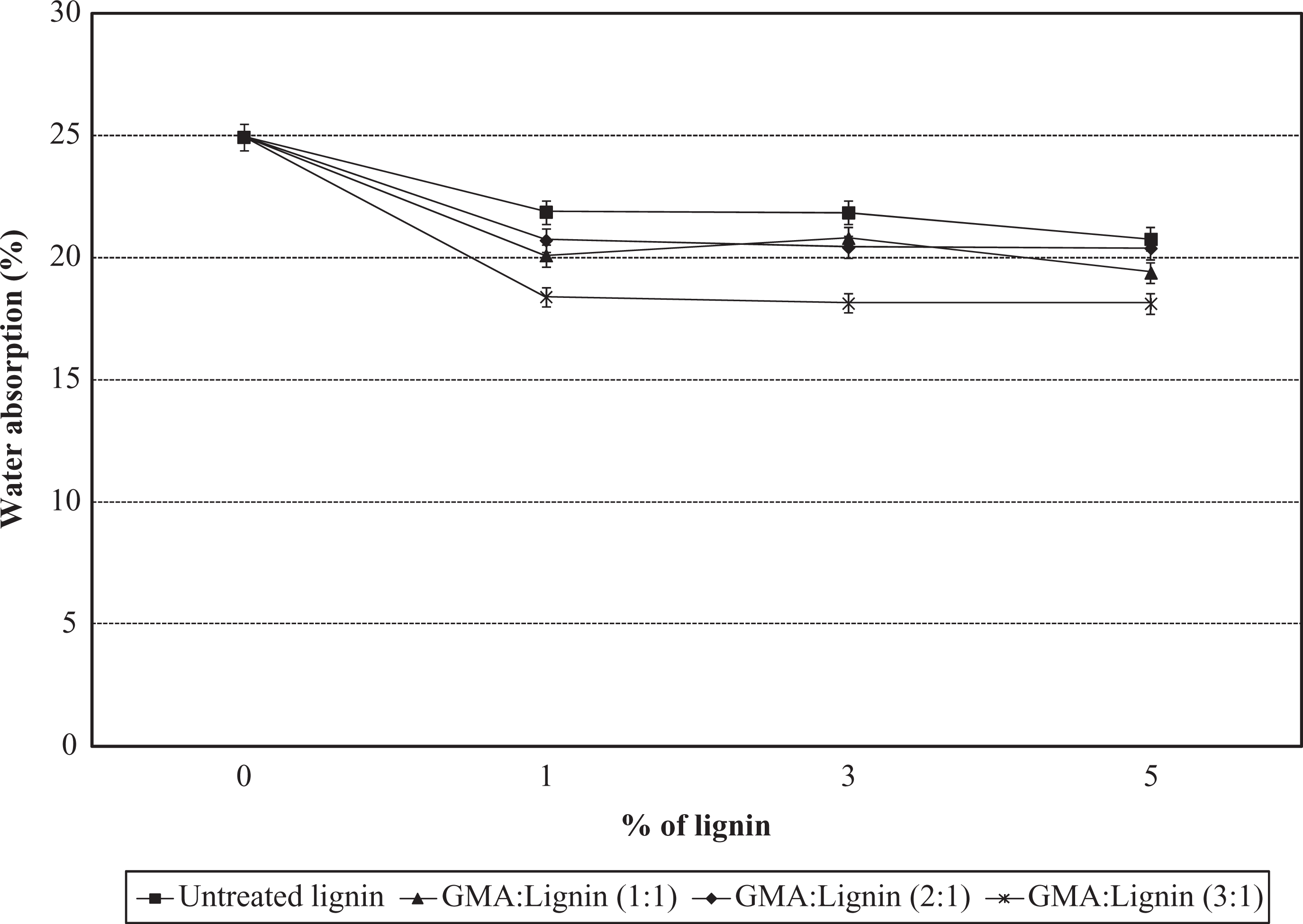
Water absorption of composites with glycidyl methacrylate (GMA)-treated lignin.
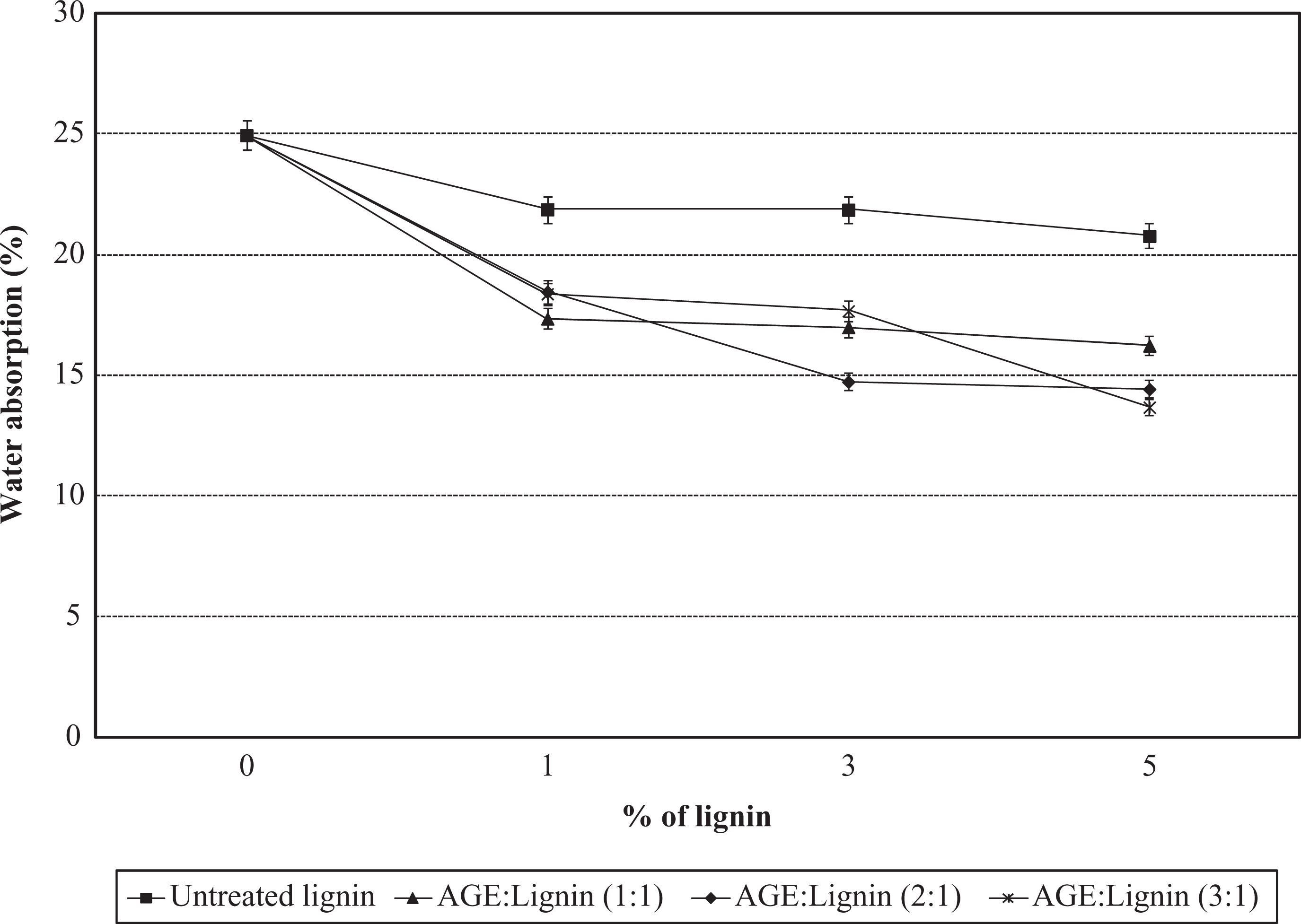
Water absorption of composites with allyl glycidyl ether (AGE)-treated lignin.
The results for thickness swelling (Figures 12 and 13) show a trend similar to that shown by water absorption. The chemically treated lignin showed significantly lower swelling than the untreated samples. According to Rozman et al., thickness swelling of a lignocellulose material occurs when the cell wall is bulked by water. 9 Therefore, the results clearly indicate that those with chemically treated lignin have the ability to prevent the water from going into the cell wall and thus resulted in less swelling.
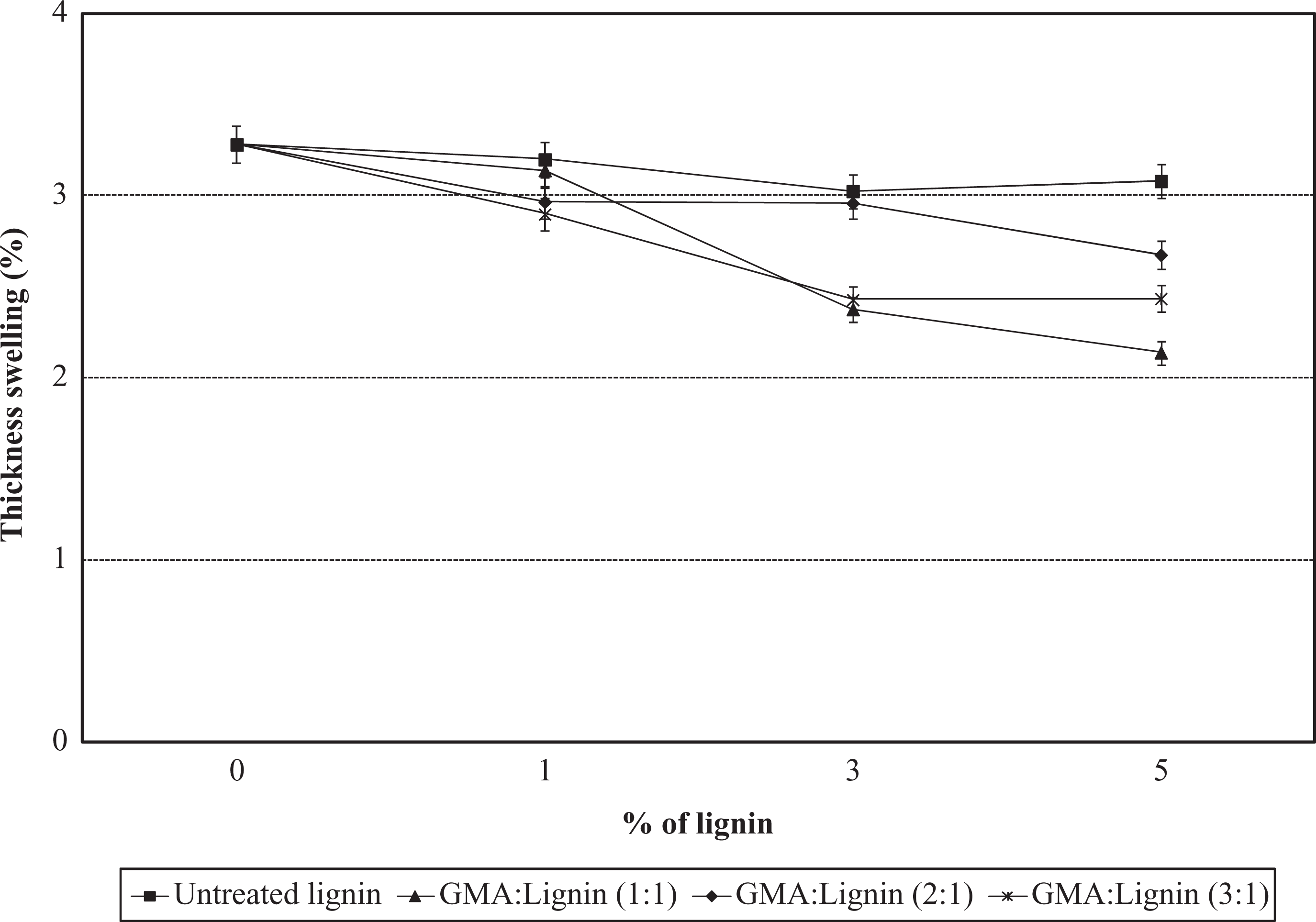
Thickness swelling of composites with glycidyl methacrylate (GMA)-treated lignin.
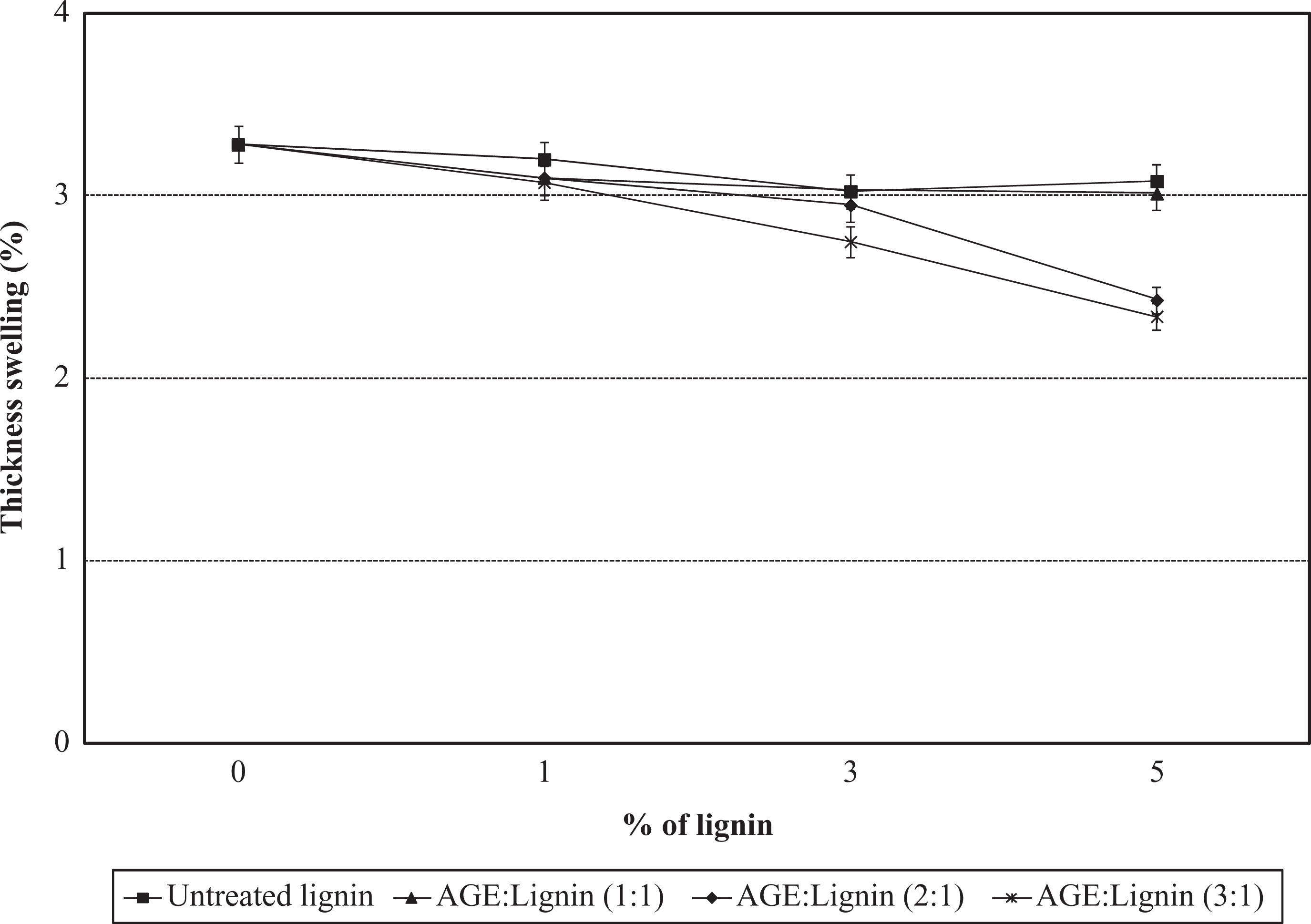
Thickness swelling of composites with glycidyl methacrylate (GMA)-treated lignin.
Conclusion
GMA- and AGE-treated lignin were used as compatibilizer in the preparation of PP-EFB composites. Comparatively, GMA showed a higher reactivity as compared to AGE in the reaction with native lignin. The results obtained from mechanical test and SEM micrographs indicated that the interfacial properties of PP-EFB composites were significantly improved with the addition of GMA- and AGE-treated lignin as compatibilizer. In addition, the hydrophobicity of the sample was reduced when lignin was used in the preparation of PP-EFB composites. This phenomenon could be attributed to better linkage or interaction between EFB and PP in the presence of GMA- and AGE-treated lignin. There were three possibilities of interaction, namely (i) interaction of unsaturated group from treated lignin with PP matrix, (ii) interaction between nonpolar groups from lignin and PP matrix and (iii) interaction between polar groups from treated lignin and EFB filler.
Footnotes
Funding
The authors would like to thank Universiti Sains Malaysia, Penang, Malaysia for the research grant (1001/PTEKIND/8140153) that has made this research work possible.