
Abstract
High-density polyethylene (HDPE) content significantly influences the structure and mechanical properties of ultrahigh molecular weight polyethylene (UHMWPE)/HDPE blend fibers. The molecular chain disentanglement and crystallization characteristics of as-spun filaments and fibers and how the structure affects the final mechanical properties of the fibers were thoroughly studied by adding different contents of HDPE. Dynamic mechanical analysis (DMA) and rheological analysis indicated that the molecular entanglement decreased with increasing HDPE content, improving the UHMWPE melt processability. Sound velocity orientation (SVO) studies indicated that the UHMWPE/HDPE as-spun filaments and fibers with an HDPE content of 40 wt% (U6H4) had a higher molecular chain orientation level. Furthermore, differential scanning calorimetry (DSC) and wide-angle X-ray diffraction (WAXD) analyses indicated that U6H4 had the highest crystallinity and the thinnest grains in the axial direction, respectively. The compact crystal structure and fully stretched molecular chains of U6H4 yielded the best mechanical properties. The present work disclosed the effect mechanism of HDPE contents on the preparation and properties of UHMWPE/HDPE fibers, which provided an effective and universal strategy for manufacturing high-strength UHMWPE/HDPE fibers with the melt spinning method.
Keywords
Introduction
Since ultrahigh molecular weight polyethylene (UHMWPE) fibers have high strength and high modulus, they are mainly used for ballistic protection, marine ropes, nets, and leisure products, and the versatility of this fiber contributes to its use in protective clothing, hoisting slings, and recently in a number of aviation and medical applications. Moreover, polyethylene can be derived from fossil as well as renewable resources such as bioethanol, meet the demands of green chemistry and society’s need for sustainable development. In many applications, the use of UHMWPE fiber provides significant system savings over their lifetime, primarily as result of fuel savings, material savings, and increased service lifetime. Due to their hydrocarbon properties and oil-like high energy content, they are easily recovered as materials and serve as a valuable source of hydrocarbon feedstock and energy.1–3 High-pressure solid extrusion, plastifying melt spinning, surface crystallization growth and gel spinning-hot drawing can be used to process UHMWPE, and the gel-spinning-hot-drawing method is the only method applied in industry. 4 In addition, the excellent mechanical properties of the gel UHMWPE fibers could be mainly ascribed to the microfibrillar crystals. In the hot-drawing process, the shish-kebab crystals can be transformed into microfibrils, and the increased content of monoclinic phase gives continuously improved mechanical properties.5–8 Previous studies also indicate that the structure and mechanical properties of the fibers are greatly affected by the preparation process: the solvent quality somehow changes the entanglement density; 9 the restriction in fiber axis shrinkage is beneficial to the transformation of folded chain crystals into extended chain crystals; 10 and a high stretching temperature is conducive to the formation of shish-kebab crystals and microfibrillar crystals.11,12 Research on gel UHMWPE fibers has been relatively comprehensive, and researchers are still trying to improve the gel spinning process, such as treating UHMWPE suspensions with supercritical CO213,14 and using polyalphaolefin as a new solution. 15
However, gel spinning uses a dilute UHMWPE solution and requires an extraction process, which requires a large amount of organic solvent. Therefore, it is necessary to develop a solvent-free melt-spinning technique (green processing) for producing high-performance UHMWPE fibers. 16 Hence, melt spinning was proposed, which has advantages over gel spinning. No organic solvent is required in the melt spinning process, and the material is melted by heating the barrel and shearing the screw. Moreover, the melt spinning method does not require the extraction and recovery process of the solvent. The raw materials are nontoxic, harmless and environmentally friendly. Therefore, melt spinning is an ideal method for the industrial production of UHMWPE fibers. In addition, if the industrial production of melt-spun UHMWPE fibers is realized, not only can the output of UHMWPE fibers be greatly increased, but the production cost and harm to the environment can also be reduced. However, melt fracture on the surface of as-spun filaments induced by the high melt viscosity of molten UHMWPE is a significant obstacle to the preparation of UHMWPE fibers by melt spinning. Thus, UHMWPE materials must be modified to meet the processing requirements of the melt spinning process. Low molecular weight polyolefin is a widely used additive to improve the processability of UHMWPE. In previous studies, UHMWPE was miscible with liner polyethylene (LPE) in the melt state.17,18 However, LLDPE/UHMWPE blends displayed partial microphase separation. Since relatively short HDPE chains were conducive to the disentanglement of ultralong UHMWPE chains, they can be used as a fluidity modifier and compatibilizer. Therefore, an appropriate mass ratio of HDPE/UHMWPE yielded a good balance of processing and mechanical properties.19–24
In view of the excellent flow modification ability of polyolefins, some researchers use polyolefins as a flow modifier to blend with UHMWPE before melt spinning. In the gel spinning process, the UHMWPE/HDPE blend gels exhibited a high miscibility, and shish-kebab could present a perfect interlocking network structure.25,26 Melt-spun UHMWPE fibers can be prepared successfully by blending UHMWPE with polyolefins.27–31
As an excellent modified material, blending with HDPE can effectively improve the processing properties of UHMWPE, while few studies have systematically studied the role of HDPE in UHMWPE melt spinning. Therefore, we chose HDPE as a flow modifier to comprehensively study melt-spun UHMWPE/HDPE blend fibers. In this study, we used spinning equipment that consisted of a single-screw extruder with a strong continuous capacity to convey higher viscosity materials into the spinning box; it is one of the most widely used types of melt spinning equipment. Notably, pressurized gyration (PG), developed in 2013, has the advantages of high production rate, ease of production, and highly controlled fiber morphology. For solution spinning, the formation temperature of PG is room temperature, and for melt spinning, the yield of fiber prepared by PG can be increased. Therefore, PG method is a promising alternative method to prepare nanofibers and nanofibrous structures provided that the raw materials meet the requirements.32–35 In our studies, the most suitable modifier among the three different types of HDPE, the best formation temperature, and the crystal structure evolution of the blended fibers were studied.36–38
Since adding HDPE into a UHMWPE melt can disentangle the molecular chains and improve the crystallization performance and mechanical properties, 20 the mass ratio between UHMWPE and HDPE is an important factor affecting the structure and mechanical properties of the blended fibers. This study elucidates how the HDPE content influences the disentanglement and orientation of the molecular chains, the crystal structure, the grain size and the mechanical properties of the blend as-spun filaments and fibers prepared using melt spinning. The results of this paper can determine the optimal raw material scheme for the industrial production of melt-spun UHMWPE/HDPE blend fibers, thereby promoting the industrialization of melt-spun UHMWPE fibers. The method can improve the production efficiency of UHMWPE fibers, reduce production costs and harm the environment and is sustainable and environmentally friendly.
Materials and methods
Materials
The UHMWPE resin (GUR4012, Mw = 1.5 × 106, melt flow index (MFI) = no flow) used in this study was supplied by Nanjing Celanese Corporation, Nanjing, China. The HDPE resin (5000S, Mw = 1.5 × 105, MFI = 0.9 g/10 min) used in this study was supplied by Yanshan Petrochemical Company, Beijing, China.
Sample preparation
Composition and designation of the ultrahigh molecular weight polyethylene (UHMWPE)/high density polyethylene (HDPE) blends.

Melt spinning of the blended pellets was carried out by a homemade single-screw spinning apparatus. The spinning melt was solidified in the air after extrusion from spinneret. The room temperature was 27°C, and the humidity was 46%. The initial draw ratio of the as-spun filaments was set to approximately 9 by adjusting the take-up speed of the winder. The temperature of the screw extrusion section was 120–290°C, and the temperature of the spinning pack was 310°C, with a spinneret orifice diameter of 0.6 mm. The hot-drawing process of as-spun filaments is responsible for the high strength properties of UHMWPE blend fibers. In this study, the as-spun filaments were hot drawn by an eight-hot-roll drawing machine. The hot draw ratio was set to approximately 15 by adjusting the rotating speed difference of the hot rolls at 85°C.
Measurements
Dynamic mechanical analysis
Dynamic mechanical analysis (DMA) was used to measure the entanglement density (υe) and the average molecular weight (Me) between the entanglement points.
39
The UHMWPE/HDPE blend sheets were prepared by compression molding technology. First, the UHMWPE/HDPE blend pellets were ground into powder and then molded by a hot press at a temperature of 230°C and a pressure of 4 MPa for 35 min. Subsequently, the mold filled with the melt was transferred to a water-cooled press and quenched to room temperature at a pressure of 10 MPa. Finally, the prepared UHMWPE/HDPE blend sheets, with a thickness of approximately 2 mm, were cut into samples with a size of 35 × 6 × 2 mm3. The sample was tested under the single cantilever bending mode of a DMA instrument (DMTA-V, Rheometric Scientific, New Castle, DE, USA). The test sample was scanned from 60 to 170°C with a heating rate of 3°C/min and a scanning frequency of 1 Hz. The storage modulus (E′) was defined as the rubbery plateau modulus at 160°C. The Me was calculated using equation (1)

Rheological characterization
Oscillatory shear measurements in the linear viscoelastic region of the UHMWPE/HDPE blend granules were performed using a parallel-plate rheometer HAAKE MARS at 300°C under a nitrogen atmosphere. Measurements were carried out in parallel-plate geometry (25 mm diameter and 1 mm thickness) with an angular frequency velocity from 100 to 0.01 rad s−1, and the applied strain was controlled at 1%.
The shear flow properties of the UHMWPE/HDPE blend granules were measured by a Malvern Rosand RH2000 piston-type capillary rheometer equipped with a 180° entry angle die with L/D = 16 and D = 1.0 mm. The shear rate range was 20∼10,000 s−1, and the experimental temperature was 300°C.
Sonic measurements
The sound velocity of the as-spun filaments and fibers was measured using an SSY-III SVO instrument (Donghua University, Shanghai, China). The SVO factor of the samples was calculated using equation (3)
Wide-angle X-ray diffraction
Wide-angle X-ray diffraction (WAXD) experiments of the (110), (200) and (020) planes of the as-spun filaments and fibers were carried out using an X-ray diffractometer (Bruker AXS D8 Advance diffractometer, Bruker, Billerica, MA, USA, Cu Ka radiation, λKal = 1.542 

Thermal analysis
The thermal properties of the as-spun filaments and fibers were analyzed by differential scanning calorimetry (DSC) (DSC2, Mettler Toledo, Greifensee, Switzerland). Typical sample weights used were ∼5 mg. A heating rate of 10°C/min and a temperature range from 25 to 250°C were selected. The specimens were always tested in a nitrogen environment. The crystallinity of the samples can be obtained through equation (7)
Mechanical testing
Single-fiber tensile testing was performed using a YG001A-1 electronic fiber-strength tester (Hongda Fangyuan Electric Co., Ltd., Taicang, China) at an extension rate of 300 mm/min. The length of the fiber sample was set to 20 mm. At least 10 tests were averaged for each sample.
Results and discussion
Dynamic mechanical properties
Storage modulus (E′), entanglement molecular weight (Me) and density (ve) values of UHMWPE with different contents of HDPE.

Rheological characterization
The rheological properties of UHMWPE/HDPE blends with different HDPE contents were characterized, and the storage modulus (G′), loss modulus (G″), Han curves and apparent shear rate are provided in the supplementary materials. The storage modulus (G′) and loss modulus (G″) were reduced because the relaxation rate of the UHMWPE melt was tailored by the addition of HDPE to decrease the entanglement density. Moreover, the disentanglement effect was enhanced with an increasing content of HDPE, so the slope of the G′ curves increased as the content of HDPE increased. All Han curves were similar to straight lines. The slopes of all the lines were not significantly different and were all less than 1, so there was no component dependence, which also confirmed the homogeneity of the blends. As the apparent shear rate increased, the apparent viscosity of all samples decreased rapidly, showing a typical shear thinning phenomenon. The apparent viscosity decreased as the HDPE content increased, meaning that the flowability of the UHMWPE melt was improved by blending with HDPE.
Structural viscosity (Δη) of the UHMWPE/HDPE blends.

SEM studies
Scanning electron microscopy (SEM) images of the as-spun filaments with different HDPE contents are presented in Figure 1. As shown in Figure 1, U10H0 as-spun filaments had a relatively rough surface, and the surface quality of the other three as-spun filament samples was improved by HDPE blending. As the HDPE content increased, the surface quality of the as-spun filaments improved, and the textures were better displayed. The flowability and spinnability were improved with increasing HDPE content, so the U6H4 and U5H5 as-spun filaments had a relatively smooth surface. Scanning electron microscopy (SEM) images of as-spun filaments with different HDPE contents: (a) U10H0; (b) U8H2; (c) U6H4; (d) U5H5.
Figure 2 presents SEM images of fibers with different HDPE contents. UHMWPE and HDPE are linear polymers with high molecular weight. Compared with small molecular weight polymer fibers (such as PET fiber), the fibriliated structure size of UHMWPE/HDPE fiber is larger in both radial and axial direction for its higher molecular weight. The fibriliated structures stacked together and caused a large thickness difference in the radial direction. Therefore, the fibriliated structures of UHMWPE/HDPE fiber are more obvious and can be observed on the fiber surface. As shown in Figure 2, the textures of the fibers were finer and smoother than those of the as-spun filaments. The surfaces of the U6H4 and U5H5 fibers were slightly smoother than those of the other fibers. SEM images of fibers with different HDPE contents: (a) U10H0; (b) U8H2; (c) U6H4; (d) U5H5.
SVO studies
Figure 3 presents the molecular orientation degree of the UHMWPE/HDPE as-spun filaments and fibers. Sound velocity is independent of crystallinity. Therefore, the orientation parameter calculated from sound velocity is taken to be a measure of the average orientation of all molecules in a sample regardless of the degree of crystallinity.
45
As seen from the curve of the as-spun filaments in Figure 3, the neat UHMWPE as-spun filaments had a lower molecular orientation level. The fs increased rapidly as the HDPE content increased from 0 to 30 wt% and increased slowly as the HDPE content increased from 30 to 50 wt%. Before cooling, the as-spun filaments were in a molten state, in which disentangled molecules easily oriented in the spinning direction, so the results of the as-spun curve in Figure 3 were consistent with the results of the molecular entanglement density in Table 2. Molecular orientation degree of the as-spun filaments and fibers with different HDPE contents.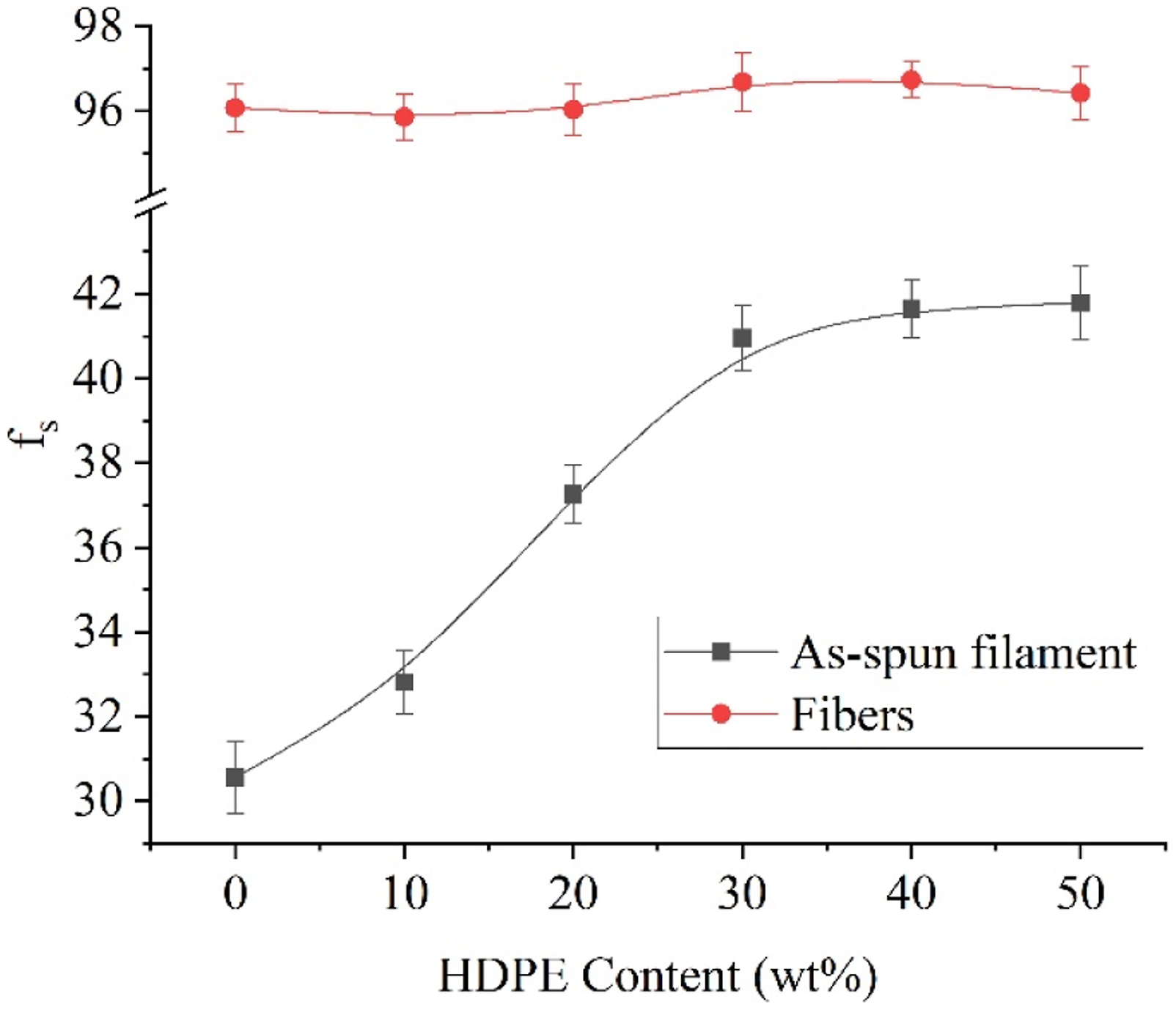
Comparing the curves of as-spun filaments and fibers in Figure 3 shows that the molecular orientation degree of the fibers was significantly higher than that of the as-spun filaments. The fs of the fibers containing 40 wt% HDPE was 96.73, which was the highest of the samples. The fiber data in Figure 3 indicate that the molecular chains were drawn to orient in the axial direction after the hot-drawing process and that the fibers containing 40 wt% HDPE had a better molecular chain orientation degree. The above results occurred because in the hot-drawing process, the fiber was in a high-elasticity state, and the moving units were chain segments. A certain number of HDPE molecular chain segments were embedded in each other with UHMWPE molecular chain segments during the blending process, and the HDPE molecular chains were easily oriented in the drawing direction. 46 These interdiffused molecular chain segments were stretched and oriented in the axial direction during the hot-drawing process. However, when the diffused HDPE molecular chains were saturated, more HDPE molecular chains were prone to slippage during the stretching process, so the degree of molecular orientation of the fiber could not be continuously improved when the content of HDPE exceeded 40 wt%.
WAXD analyses
Orthorhombic crystal phases were the main crystalline phases in the UHMWPE fibers, 47 and there were four diffraction peaks in the spectrum of the orthorhombic crystal structure of polyethylene that were of special interest: the (110), (200), (020) and (002) planes. 48 The sizes along the normal direction of the four orthorhombic crystal planes (L110, L200, L020 and L002) were calculated using the Scherrer equation.
Figure 4(a) presents the grain sizes in the normal direction of the (110), (200), (020) and (002) planes of the as-spun filaments with different HDPE contents. Figure 4(a) shows that L110, L200 and L020 decreased and L002 increased with increasing HDPE content. The crystals in the melt-spun PE as-spun filaments were mainly lamellae. The data in Figure 4(a) indicated that the grains that made up the lamellae of the as-spun filaments had a longer dimension in the radial direction (the normal direction of the (200) and (020) planes) and a shorter dimension in the axial direction (the normal direction of the (002) plane) and that as the HDPE content increased, the grain size in the radial direction decreased and that in the axial direction increased. In the spinning process, the molecular chain orientation in the axial direction of the as-spun filaments with a higher HDPE content was higher, so the crystal grains had a smaller radial size and larger axial size. The grain sizes of samples with different HDPE content (a) as-spun filaments (b) fibers.
In the hot-drawing process, the lamellar structure was partially destroyed, and strain-induced melting formed crystal blocks.
49
The grain shape of the as-spun filaments changed considerably after the hot-drawing process: the grains of fibers had a longer dimension in the axial direction and a shorter dimension in the radial direction; the process is presented in Figure 5. Therefore, as shown in Figure 4(b), L110, L200 and L020 decreased and L002 increased after the as-spun filaments were hot drawn to fibers. Figure 4(b) also shows that L110, L200 and L020 decreased and L002 increased as the content of HDPE increased from 0 to 40 wt%, indicating that the UHMWPE/HDPE blend fibers with an HDPE content of 40 wt% had the thinnest grain shape in the radial direction and the thickest shape in the axial direction. This was because the molecular chains of U6H4, which were the most disentangled and oriented in the axial direction (as shown in Figure 3), were orderly arranged along the axial direction to form the slenderest grain in the drawing direction. Deformation of the crystal structure during the hot-drawing process.
Figure 6 presents the crystal orientation degree (fc) of the as-spun filaments and fibers. As shown in Figure 6, fc of both the as-spun filaments and the fibers increased as the content of HDPE increased and reached the highest level when the content of HDPE was 40 wt%. This result indicated that the crystal grains in the as-spun filaments and the fibers with an HDPE content of 40 wt% were easier to arrange in line along the drawing direction. Figure 7 presents a schematic of the fibrillar structure: the crystal blocks formed in the hot-drawing process of the fiber contained slender grains and were connected by intercrystalline bridges that formed with extended molecular chains.
29
During the hot drawing process, since the grains of the fibers with an HDPE content of 40 wt% were thinnest in the radial direction, they could be compressed tighter in the radial direction and more easily arranged in line along the axial direction. Therefore, the fibers with an HDPE content of 40 wt% had the highest crystal orientation degree. Crystal orientation degree of the as-spun filaments and fibers with different HDPE content. Schematic of the fibrillar structure inside the fibers.

DSC analysis
Figure 8 presents the DSC thermograms of the as-spun filaments and fibers with different contents of HDPE. As shown in Figure 8(a), the peak melting temperatures of U5H5, U6H4, U7H3 and U8H2 were slightly lower than those of U9H1 and U10H0. The thermogram in Figure 8(b) shows that the curve to the left of the melting peak becomes rough with small bumps, indicating that a certain number of new crystallization zones formed by the extended molecular chains existed in the fibers. The new crystallization zones required a higher temperature for melting, so the melting peak temperature of the fibers was higher than that of the as-spun filaments. Differential scanning calorimetry (DSC) thermograms of the samples with different HDPE contents: (a) as-spun filaments; (b) fibers.
Figure 9 presents the crystallinity of the as-spun filaments and fibers with different HDPE contents. As shown in Figure 9, the crystallinity of the fibers was higher than that of the as-spun filaments, indicating that some new crystalline area was formed after the hot-drawing process, and the as-spun filaments and fibers with an HDPE content of 40 wt% had the highest crystallinity. The new crystals were mainly composed of disentangled molecular chains that were stretched in the hot-drawing process. Since the as-spun filaments and fibers with an HDPE content of 40 wt% had the lowest entanglement density of the molecular chains and the disentangled molecular chains were easier to stretch along the drawing direction, U6H4 as-spun filaments and fibers had the highest crystallinity, 56.11% and 64.14%, respectively. Crystallinity of the as-spun filaments and the fibers with different HDPE contents.
Tensile tests
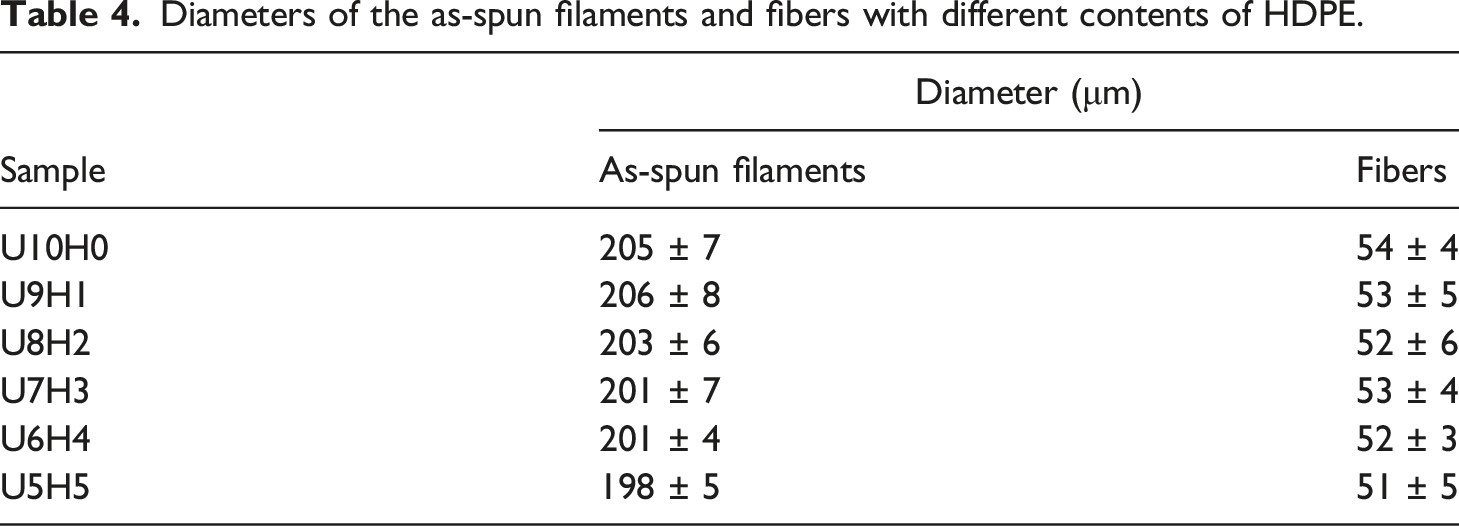
Diameters of the as-spun filaments and fibers with different contents of HDPE.

Mechanical properties of blended fibers with different HDPE contents.
Conclusions
The UHMWPE/HDPE blend fibers with the proper HDPE content, approximately 40 wt%, have the best structure for obtaining the best mechanical properties. In the spinning process, the addition of 40 wt% HDPE could maximize the disentangling of the molecular chains of the UHMWPE, so the flowability and spinnability of the UHMWPE/HDPE melt were improved. The disentangled molecular chains were more likely to orient along the initial drawing direction. Therefore, more crystal regions were formed during the spinning process, and the grains were slightly slenderer along the stretching direction. In the hot-drawing process, the molecular chains of the UHMWPE/HDPE blend as-spun filaments with an HDPE content of 40 wt% were fully stretched, and most crystalline regions were formed. These fibers had the thinnest grains, which were compressed closely in the radial direction and connected by fully extended molecular chains in the axial direction. Therefore, the blended fibers with an HDPE content of 40 wt% obtained the best mechanical properties, with an initial modulus of 20.66 GPa, tensile strength of 1195 MPa and elongation at break of 11%. Our work reveals the mechanism of the effect of HDPE content on the structure and mechanical properties of melt-spun UHMWPE/HDPE blend fibers, hoping to promote the research progress of melt-spun high-strength UHMWPE fibers and the development of a green method for preparing UHMWPE fibers.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Beijing Natural Science Foundation (2204078) and the National Natural Science Foundation of China (No. 51673021).