
Abstract
Silk is widely used in flexible electronic equipment and intelligent textiles because of its well mechanical properties and bio-compatibility. Reduced graphene oxide is a two-dimensional carbon material with honeycomb lattice structure atoms and excellent electrical conductivity, which can give fabric a significant electrical conductivity. Herein, three types of RGO/Silk woven fabrics (satin, twill, and backed weaves) and two coating methods (screen printing and impregnating) were provided to explore the electrical properties, pressure sensing property and influence mechanism of silk surface characteristics. The results show the best preparation process of these two methods is five finishing times and 2 h reduction time. And the RGO/silk fabrics obtained by screen printing and impregnation have similar resistivity, but the RGO/silk fabrics obtained by screen printing provide better washing resistance. After nine washing cycles, the resistance of RGO/silk fabrics prepared by screen printing is 2 kΩ less than that obtained by impregnation. In addition, under the two methods, backed weave fabric shows the best conductivity, followed by twill and satin weave. Moreover, the RGO/Silk fabric sensor responds well to human motion, like finger bending and hand-holding objects. This work provides a train of thought and method for flexible conductive silk fabric.
Introduction
Smart textiles have inspired increasing interest in academia in fields such as motion monitoring, healthcare, and robotics.1–3 The intelligence of textiles can better serve human beings. Nowadays, smart textiles capable of sensing,4,5 actuation,6,7 light emission,8–12 energy harvesting,13–15 and energy storage16–17 have been reported successively. However, due to the difficulty of embedding rigid electronic materials into flexible fabrics and the high production cost, it is difficult to industrialization. In addition, the basic mechanical washing of textiles has a particular impact on signal transmission, so many practical problems need to be solved in developing intelligent wearable textiles.
As a natural material with excellent mechanical properties, good bio-compatibility, and controllable biodegradability, silk is widely used in the traditional textile industry. It has broad prospects in flexible electronic devices and biomedical fields. 18 Silk fabrics and their degummed silk fibroin are also used in biotechnology, tissue engineering, medical science, drug carriers, and other areas.19–22 When the temperature is high enough, silk can be used as a carbon material. The β-microcrystalline structure can be converted into nanoscale graphitized crystal regions, and because of the conductivity, the resulting material can be used in sensing, energy, catalysis, and other fields.23–25 Silk fibroin has piezoelectric properties, and it contains a unit cell of two crystal systems, wherein the monoclinic is composed of a helical structure and a repeating β-turn structure orthorhombic is composed of β-sheets. 26 Since both unit cells lack a center of symmetry, silk fibroin has intrinsic piezoelectric property, and the piezoelectric property increases with the content of β-sheets and the degree of orientation. Based on this, silk fibroin can be used as a piezoelectric material in electronic devices such as sensors and energy harvesters. 27
Metal materials, metal nanomaterials, conductive polymers, and carbon nanomaterials,28–30 especially carbon nanotube, 31 reduced graphene oxide, 32 graphene, 33 silver nanowires, 34 and other nanomaterials are commonly used to prepare conductive fibers and fabrics mainly. Graphene is a two-dimensional carbon nanomaterial 35 formed from SP2-hybridized carbon atoms. 36 Due to its electrical conductivity, excellent thermal and mechanical stability, and strong adhesion ability to fabric surfaces via van der Waals interactions, graphene is considered a strong candidate for high-performance wear-resistant strain sensors.37–41 According to the data review, the strategies for forming conductive fabrics usually include: co-weaving functional fibers with fabrics, stitching into fabrics, attaching to the surface of fabrics, direct weaving, and original growth. The screen printing technology uses a squeegee to squeeze the conductive paste onto the fabric through the opening of the screen. Md. Sadi et al. made single-faced conductive cotton fabrics by screen printing for strain sensing, electrical heating, and color change. 42 Ojstršek and Gorgieva prepared a cotton and polyester fabric with durable conductivity and UV shielding properties by PEDOT: PSS Screen-Printing. 43 Screen printing can produce high-resolution large-scale patterns more simply and quickly. Therefore, many flexible wearable electronic devices use screen printing technology. 44 Impregnation method is a method to prepare conductive fibers/fabric by coating conductive materials on the surface of the matrix fibers/fabric. This method is more common in the preparation of conductive fabrics, Huang et al. immersed cotton fabrics in MXene suspension to prepare conductive fabrics, 45 and Zhao et al. 46 prepared conductive fabric by immersing MXene/PDA/PET fabric in AgNWs dispersion.
In the research of conductive fabrics, many studies focus on the finishing process of the conductive substances used, including the concentration of functional materials, temperature conditions, and finishing times. There are few reports on the fabric structure’s influence on the fabric’s electrical conductivity. Huang et al. compared the photothermal properties and sensing capabilities of MXene cotton fabric in plain weave, twill weave, and satin weave. 45 In addition, the fabric structure affects the thickness, stiffness, flexibility, permeability, and surface uniformity of coated fabric. Therefore, exploring the relationship between fabric structure and electrical conductivity is requisite.
This work aims to provide an electrically conductive silk fabric that possesses not only good washability and electrical conductivity but also well pressure sensor performance. Silk with good wearability and piezoelectric properties was selected as the raw material. Three different fabric structures were designed as samples. Graphene oxide was used as an auxiliary medium to prepare a flexible conductive silk fabric with excellent conductivity, washing resistance, and sensing ability. In addition, this work compared the different characteristics of conductive silk fabrics prepared by the screen printing and the impregnation process, which provides a reference for studying flexible conductive silk fabrics.
Materials and method
Materials
Raw materials were prepared as follows: 100% mulberry silk fabric was woven, with warp density of 150 threads/cm and weft density of 60 threads/cm. The designed fabric weave structures were satin weaves (the moving number is 2), twill weaves (the moving number is 2), and backed weaves, which are denoted as Silk 1, Silk 2, and Silk 3, respectively. The fabric weave structures are shown in Figure 1. Satin weave, twill weave and backed weave are representative varieties of silk fabrics, and they are widely used in the fabric weave structure of clothing. Therefore, this work takes these three fabric weave structures as research objects. The satin weave has a longer weft yarn covering the fabric surface, so the fabric texture is soft, and the surface is smooth, even and shiny. The twill weave is a structure in which the interweaving points of the warp and the weft present a certain angle on the surface of the fabric. The backed weave is a structure in which the warp yarns of one system and the weft yarns of the outer and inner systems are intertwined so that the yarns of the two systems are arranged in an overlapping configuration in the fabric. The fabric structure and physical diagram of three silk fabrics.
Graphene oxide slurry with single layer diameter of 0.2–10 μm, single layer rate >95%, content of 10 mg/mL, purchased from Aung Xing New Carbon Materials Changzhou Co., Ltd Sodium hydrosulfite was purchased from Shanghai McLin Biochemical Technology Co., Ltd, all of which were analytical grade (AR).
Preparation of RGO/silk fabric by screen printing process and impregnation process
The screen printing process flow is shown in Figure 2. The silk fabric is placed flatly on the screen printing plate, pressing on the silk fabric with a 30 mesh screen printing plate. Then poured the graphene oxide slurry at one end of the screen printing plate and printed it on the silk fabric with a scraper 10 times. Then the silk fabric printed with graphene oxide slurry was dried at 60°C for 30 min. Repeated screen printing and drying steps 1–6 times. The graphene oxide silk fabric treated by the above steps was reduced by 2% sodium bisulfite solution in the oscillating water bath. The reduction time was set to 1, 2, 3, 4, and 5 h respectively, and the temperature of the oscillating water bath was set to 70°C. The reduced graphene oxide silk fabric was obtained by washing the reduced fabric with ultrapure water and drying the washed fabric in an oven at 60°C for 30 min. Flow chart of RGO/silk fabric by the screen printing process.
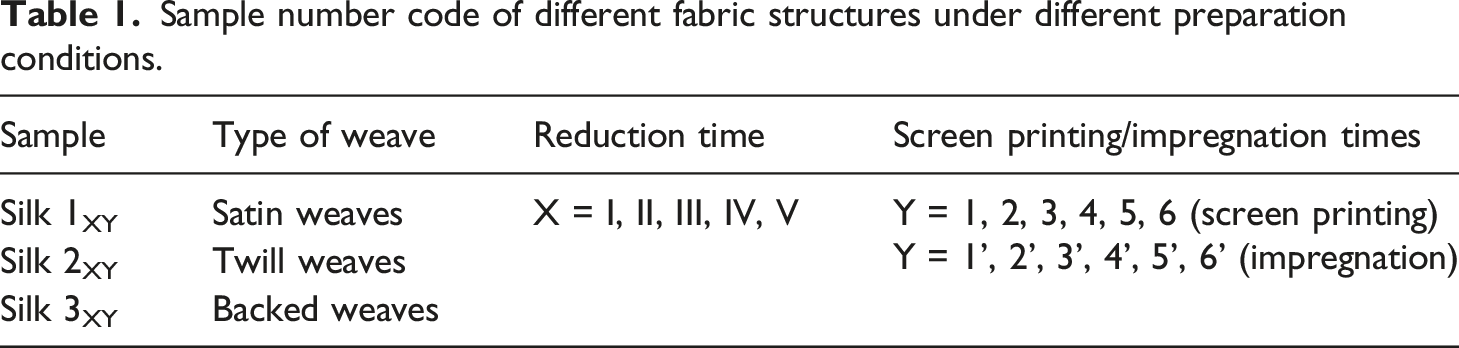
The impregnation process flow is shown in Figure 3. The silk fabrics were soaked in GO slurry for 10 min. The surface of the silk fabric is dipped with GO slurry drying treatment for 30 min, and the oven temperature is 60°C. Repeated impregnation and drying steps 1–6 times. The GO/Silk fabric treated by the above steps was reduced by 2% sodium bisulfite solution in the oscillating water bath. The reduction time was set to 1, 2, 3, 4, and 5 h respectively, and the temperature of the oscillating water bath was set to 70°C. The RGO/Silk fabric was obtained by washing the reduced fabric with ultrapure water and drying the washed fabric in the oven at 60°C for 30 min. Samples number codes are shown in Table 1. Flow chart of impregnation process for RGO/silk fabric. Sample number code of different fabric structures under different preparation conditions.
Testing and characterization
FTIR spectra were used to record the functional groups of samples by using an America FTIR analyzer (Nicolet-5700, USA). The analysis was performed with 64 scans and a spectral range of 3500–1000 cm−1 for each sample.
The morphology was observed by scanning electron microscope (SEM, ZEISS Sigma 300, Smart EDX). The RGO/Silk samples were placed in the SEM sample observation room and vacuumed. Instrument test acceleration voltage: 3 kV.
The electrical conductivity of the RGO/Silk fabric was tested using a double-probe VC890D digital multimeter (effective range: 0–200 MΩ). The measurement spacing was 1 cm. The two sides of the sample were tested 20 times in the longitude and latitude directions, and the average value was taken.
The RGO/Silk fabric obtained after the screen printing and impregnation process was put into the Y089D automatic shrinkage tester for washing according to the GB/T8629-2001/7A. The accompanying material was 20 cm × 20 cm cotton fabric. The samples were washed nine times, and the resistance of the samples was tested after each washing. The washing resistance of RGO/Silk fabric under two different processes was analyzed.
The resistance changes of fabric samples at different strain levels were recorded by a resistance tester (DMM 6500, Tektronix Co., Ltd, China). For sensing test, the resistance change ΔR is recorded in real-time using the resistance tester DMM 6500. 47
Results and discussion
Characterization of the RGO/silk fabric
Figure 4(a) is the schematic diagram of RGO on the silk fabric surface. In order to demonstrate the interfacial interaction between the RGO layer and the silk fabric, the RGO/Silk sample and raw silk sample were analyzed with an FTIR analyzer. Figure 4(b) shows the FTIR spectra of the pristine silk fabric and the RGO/silk fabric. In the FTIR spectrum of the original silk fabric, the characteristic peaks appear at 3275 cm−1, 1614 cm−1, 1513 cm−1, 1221 cm−1, 1058 cm−1, and the wavelength of 1700 cm−1 to 1600 cm−1 is the silk amide I band, 1600 cm−1 to 1500 cm−1 is amide II bands, 1350 cm−1 to 1200 cm−1 is amide III bands.
48
The characteristic peaks at 3300 cm−1 are attributed to O-H and N-H stretching vibrations.
49
Moreover, the spectrogram of the RGO/Silk fabric shows that RGO covers the hydroxyl group at 3275 cm−1 and the oxygen-containing functional groups at 1614 cm−1 and 1500 cm−1 in the original silk fabric. The above result indicates that RGO forms an effective coating on the surface of the silk fabric. (a) Diagram of RGO on silk fabric surface. (b) FTIR spectra of raw silk fabric and RGO/silk fabric samples.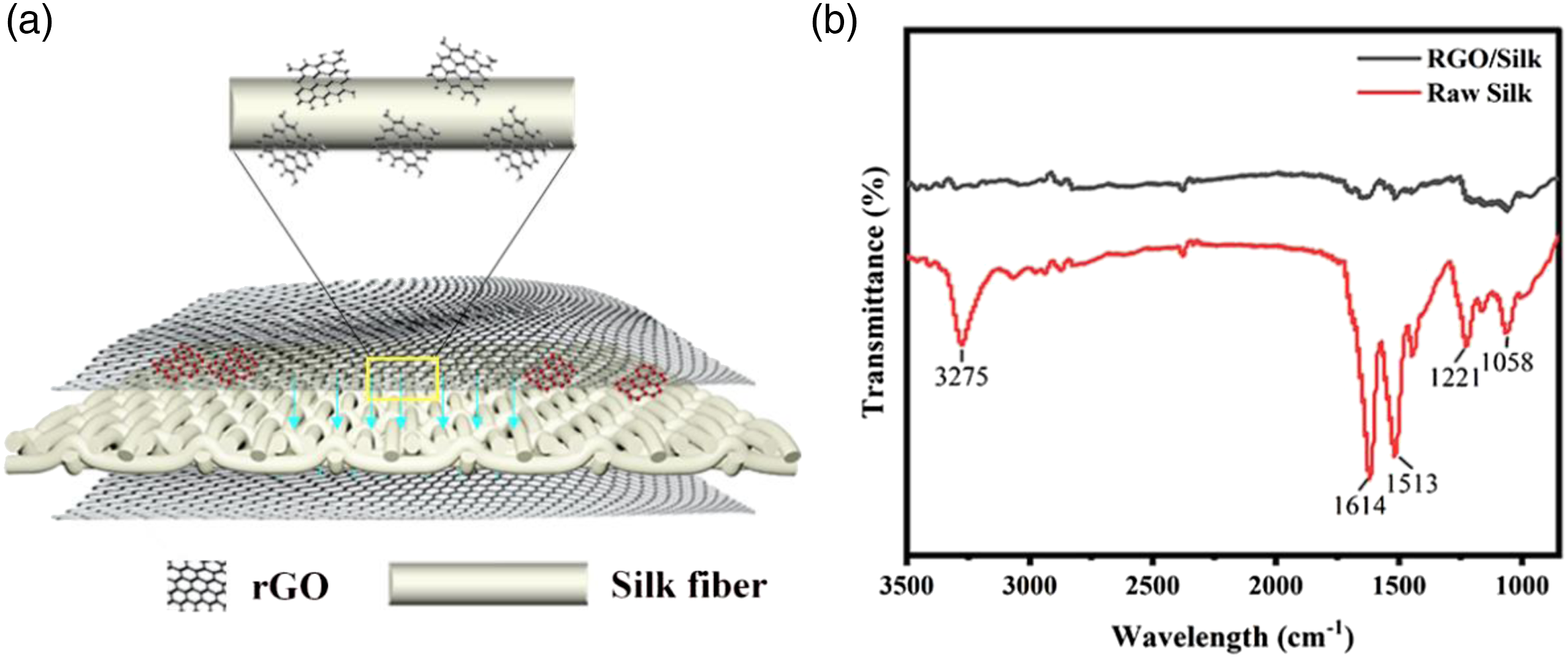
Figure 5 shows the SEM images of RGO/Silk fabrics with three different weave structures before and after washing. Figure 5(a1)–(a3) illustrate that the silk 1II6 fabric has many interwoven structures and apparent spacing between yarns. Hence, the RGO layer structure on its surface is easy to break. Moreover, there are many RGO layers on the surface of silk 2II6 fabric (b1) and silk 3II6 (c1), especially Silk 3II6 has a large area of RGO layer in the warp and weft directions. Although there are more RGO layers on the surface of silk 2II6 fabric, it is easy to appear large voids in the warp direction, affecting its electrical conductivity. In addition, after 9 times of washing, the RGO layer on the surface of silk 1II6 fabric and silk 2II6 fabric is exfoliated from the SEM images of the three kinds of fabrics. The RGO layer on the surface of Silk 3II6 fabric also has some shedding phenomena. However, there is still some retention at the yarn interweaving. SEM images of (a1, a2) silk 1II6, (b1, b2) silk 2II6, and (c1, c2) silk 3II6. SEM image of (a3, a4) silk 1II6, (b3, b4) silk 2II6, and (c3, c4) silk 3II6 after 9 times washing.
Electrical conductivity of the RGO/silk fabric
Figure 6 shows the relationship between the resistance of silk 1–3I–V1-6 and the reduction time, cycle number, and fabric type obtained by the screen printing process. Figure 6(a) shows that at 70°C, the optimal reduction time for reducing GO/Silk fabrics with sodium dithionite was 3 h. As shown in Figure 6(b), when the sample is screen-printed for one cycle and reduced, the resistance value per unit length of the fabric surface is much larger than that after 4–6 cycles, and the surface resistance of the fabric reaches the minimum value after five cycles. Figure 6(c) illustrates that the fabric’s warp and weft directions also influence the fabric’s conductivity, and the weft resistance of silk 1–3I–V1-6 is significantly smaller than the warp resistance. From Figure 6(d), it can be seen that three kinds of silk fabrics with different structures, after the same process conditions, the resistance from large to small is silk 1, silk 2, and silk 3. Sample silk one and silk two reached the minimum resistance after five cycles of finishing, which were 1.016 kΩ/cm and 0.773 kΩ/cm, respectively. Sample silk three got the minimum resistance after six processes of finishing, which was 0.539 kΩ/cm. In addition, the fabric structure has an apparent influence on the electrical conductivity of the finished fabric. The reduced graphene oxide slurry combined with the silk three fabric obtained by backed weaves can improve electrical conductivity. The resistance value of silk 1–3I–V1-6 with screen printing. The relationship between the resistance and (a) reduction time/(b) screen printing cycles/(c) warp and weft direction/(d) fabric types of silk 1–3I–V1-6.
Figure 7 shows the relationship between the resistance value of silk 1–3I–V1’-6’ and other process parameters obtained from the reduction of graphene oxide slurry on the surface of silk fabric by the impregnation process. It can be seen that the silk 1–3I–V1’-6’ obtained by the impregnation process and the screen printing process have a specific conductivity, and the trend of change is similar. The optimal reduction time is 3 h, and the resistance value reaches the minimum when the cycle impregnation is 5 times which code is silk 1–3III5’. It can be seen from Figure 7(d) that the resistance values of the silk 1–3I–V1’-6’ obtained by different fabric structures are significantly different. The resistance value of silk 1–3I–V1’-6’ with the impregnation process. The relationship between the resistance and (a) reduction time/(b) impregnation process cycles/(c) warp and weft direction/(d) fabric types of silk 1–3I–V1’-6’.

Weight gain data for silk 1, silk 2, and silk 3 when the number of cycles of the impregnation and screen printing processes increases.

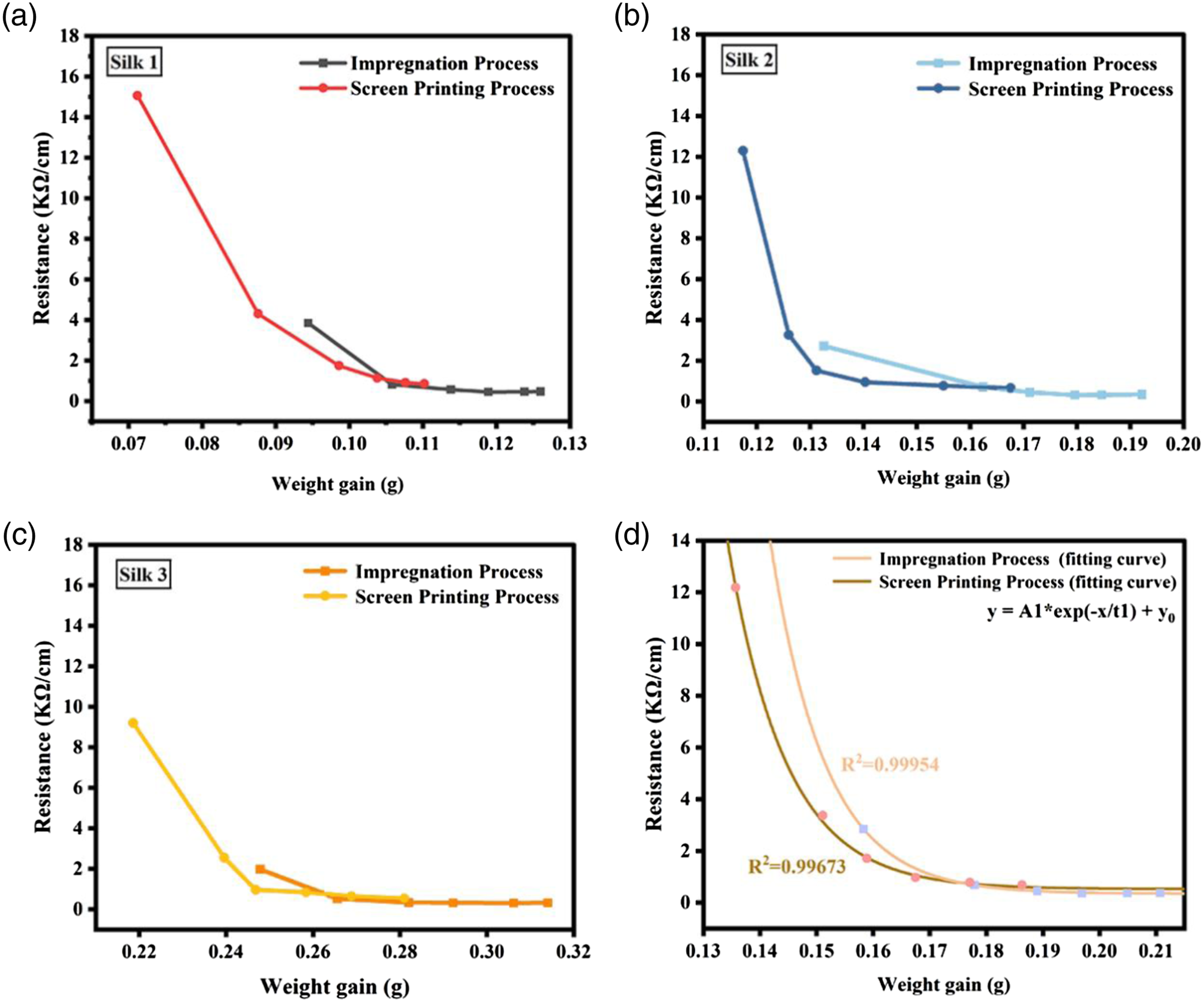
The relationship between fabric weight gain and resistance of (a) silk 1I–V1-6 and silk 1I–V1’-6’/(b) silk 2I–V1-6 and silk 2I–V1’-6’/(c) silk 3I–V1-6 and silk 3I–V1’-6’ (d) the exponential fitting method obtained the relationship between weight gain and resistance of silk 1–3I–V1-6 and silk 1–3I–V1’-6’.
Screen printing process (fitting curve):
Impregnation process (fitting curve):
From the resistance of RGO/Silk fabrics under the above two process conditions, the order of the conductivity of the RGO/Silk fabrics from weak to strong is silk 1 < silk 2 < silk 3.
As the Figure 9 shown, the conduction of the fabric is divided into two parts of the resistances of the basic unit warp and weft yarns the fabric (R) and the contact resistance between yarns of the fabric (Rc) as our prior work reported.
46
The resistance of weft with the interweaving relationship between weft and warp in the horizontal direction is R1 (R1 = Rweft + Rc), and the resistance without interweaving is R2. Furthermore, the resistance of warp with the interweaving relationship between warp and weft in vertical directions is defined as R3, and the resistance without interweaving is R4. According to the fabric structure diagram of one cycle of each fabric, a schematic diagram containing a resistance label is obtained, as shown in Figure 9(a)–(c), respectively, the schematic diagram of the conduction mechanism of silk 1, silk 2, and silk 3. Figure 9(a) shows that the number of cycles of the warp and weft of silk 1 is 5. The two adjacent wefts and warps form plain weave points (a structure in which the warp or weft changes from floating on the surface to sinking to the bottom and then floating again on the surface) is 2, and the number of plain weave interlacing points between two adjacent warp and weft threads is also 2. In Figure 9(b), the cycles of the fabric structure of silk 2 are the same as that of silk 3 in Figure 9(c). The number of weft threads is 8, and the number of warp threads is 4. There is no plain weave structure in the weave structure of silk 2 fabric. The number of plain weave points formed by two adjacent weft threads and warp threads in silk 3 fabrics is 2. Conduction mechanism of RGO/silk fabrics. (a) Silk 1 with satin weaves (moving numbers is 2), (b) silk 2 with twill weaves (moving numbers is 2), and (c) silk 3 with backed weaves.
The satin weave has fewer interlacing points and a long floating length, which makes the fabric softer and the yarn easy to slip. Therefore, the RGO sheet is easier to fall off from the surface of the silk 1 fabric. The twill weave shows clear diagonal lines in the fabric, its weave structure is more stable than that of the satin weave, and the RGO sheet is not easy to fall off on its surface; Moreover, the backed weaves are obtained by the combination of the surface weave and the inner weave, and the fabric obtained by this kind of weaving is thicker. It can be seen in Figure 8 that the weight gain of Silk 3 is larger than that of Silk 2 and Silk 1, indicating that there are more RGO sheets on the surface of Silk 3 fabric. Meanwhile, in the backed weave system, inner wefts must be positioned on a lower or base layer, where their floating weft points will be hidden by the floats of the face wefts. 50 This causes adjacent yarns in the fabric with backed weave structure to be arranged very closely. In addition, the printing precision and electrical performance become better for the fabric with a small surface pore size and large surface contact angle. 51 This can also explain why the electrical conductivity of the backed weave fabric is better than that of the other two structures. To sum up, after finishing, the order of electrical conductivity among the three weave structures from weak to strong is satin weave, twill weave, and heavy weft fabric.
Wash resistance of RGO/silk fabrics
For coated fabrics, the washing resistance of fabrics is significant. In order to compare the washing resistance of RGO/Silk fabrics under the two processes, in this paper, after two different processes, the same fabric structure samples with very similar surface resistance were selected as the object of the washing experiment (the difference is within 30 Ω). Therefore the experimental objects were the fabrics of satin, twill and backed weaves which through screen printing and impregnation processes respectively for 6 times and chemically reduced for 2 h which code silk 1–3II6 and silk 1–3II6’.
Figure 10 shows the effect of washing times on the resistance value of silk 1–3II6 and silk 1–3II6’. With the increased washing times, the resistance value of all samples also increases, as seen in Figure 10(a). After nine items of washing, the resistance of silk 1II6 increased from 0.888 kΩ/cm to 1.537 kΩ/cm, silk 2II6 increased from 0.377 kΩ/cm to 1.136 kΩ/cm, silk 3II6 increased from 0.237 kΩ/cm to 0.637 kΩ/cm. Figure 10(b) illustrates the resistance of silk 1II6’ after nine times of washing increases from 0.875 kΩ/cm to 5.093 kΩ/cm, silk 2II6’ from 0.473 kΩ/cm to 3.05 kΩ/cm, and silk 3II6’ from 0.263 kΩ/cm to 1.131 kΩ/cm. A small amount of unfixed RGO sheets fell off the surface of the silk fabric during washing, and the washing resistance of RGO/Silk fabric obtained by the screen printing process was better than that of the impregnation process. Figure 10(c) illustrates that after 9 times of washing, the resistance of the RGO/Silk fabric obtained by the screen printing process is smaller than that obtained by the impregnation process, and the resistance results obtained by the two methods are different 2kΩ. In addition, Figure 10(d)–(f) show that after 9 times of water washing, the silk 1II6 is 408.97% smaller than the resistance change rate of silk 1II6’, the difference between silk 2II6 and silk 2II6’ is 343.5%, and the contrast of silk 3II6 and silk 3II6’ is 161.26%. That also shows that the RGO/Silk fabric obtained by the screen printing process has better washing resistance than the impregnation process. This is due to the screen-printing technique utilizing a blade that squeezes the conductive ink through the openings in a screen mesh onto the fabric.
42
The tightness of the surface adhesion is not as tight as that of screen printing, so the GO on its surface is easier to fall off. In addition, from the perspective of the three kinds of weave structures, the resistance change rate of the backed weave is smaller, because the silk fabric woven by the backed weaves is thicker than the satin and the twill weaves, and the amount of RGO attached to its surface would be more, and even shedding some RGO would not have a great effect on the electrical conductivity of the backed fabric. The relationship between resistance and washing times of (a) silk 1–3II6 and (b) silk 1–3II6’. Histogram of resistivity change rate of (d) silk 1II6 and silk 1II6’, (e) silk 2II6 and silk 2II6’, and (f) silk 3II6 and silk 3II6’ after washing.
The pressure sensing performance of RGO/silk fabrics
Silk fibroin has intrinsic piezoelectricity, and the piezoelectric properties increase with the increase of β-sheet content and orientation degree. Therefore, to explore the potential application of RGO/Silk fabric as a wearable device, this paper tests the sensing performance of the fabric under different pressures. The sample with the best electrical conductivity is selected as the experimental sample which codes silk 3III5 (screen printing cycle 5 times, reduction time 3 h, heavy weft structure). Figure 11(a) shows the schematic diagram of the sensing test method used in this experiment. The resistance change ΔR is recorded in real-time using the resistance tester DMM 6500.
47
Figure 11(b) illustrates that the silk 3III5 sensor is fixed on the table and placed on the fabric sensor with a copper block. When the fabric sensor is subjected to the pressure of the first copper block, the resistance of the fabric sensor increases rapidly, followed by a rapid decrease, resulting in an instantaneous response signal. Then the resistance maintains a gradual downward trend. When the second and third copper blocks are placed on the fabric sensor, instantaneous signals with the same effect are produced, and the resistance change rate gradually decreases with the pressure increase. As the pressure increased, the resistance change rate gradually decreased. Furthermore, silk 3III5 has a fast response and high sensitivity, which can be applied to flexible pressure sensors. It can also be seen from Figure 11(c) that the resistance change rate of the silk 3III5 sensor under external pressure and without pressure is a pronounced difference. Pressure sensing application of silk 3III5 in screen printing process. (a) Schematic diagram of the electromechanical test system. The relationship between the resistance change rate of silk 3III5 and (b) the copper block increase/(c) copper pick-up and drop/(d) finger bending/(e) the hand-holding object.
In addition, the silk 3III5 sensor is fixed on the finger, as shown in Figure 11(d). When the finger joint is suddenly bent and restored to its original state, the resistance of the fabric sensor changes rapidly, rises rapidly, and finally drops to a stable condition. As shown in Figure 11(e), the silk 3III5 sensor successfully monitors the movement of the hand in contact with the external object. When the hand picks up the water bottle and puts it down, the resistance of the fabric sensor changes rapidly and then increases and decreases to the initial stable state.
Conclusion
In summary, three different weave structures of silk fabric were designed as the base material. The GO slurries were prepared on the surface of silk fabrics by the screen printing process and the impregnation process, respectively, and RGO/Silk fabrics with conductive properties were obtained by chemical reduction. The study found that the RGO/Silk fabric with backed weave had the best electrical conductivity among the three fabric structures. And that will provide a new design for devices using silk fabrics as basic materials. In addition, this study used the method of mathematical fitting to compare the effect of the screen printing process and impregnation process on the electrical conductivity of RGO/Silk fabrics. The RGO/silk fabrics produced by these two methods have similar conductivity. However, the RGO/Silk fabric obtained by the screen printing process has better washing resistance. Furthermore, the RGO/Silk fabric obtained by the screen printing can be used as a fabric sensor, which can monitor the movement of the human body in real-time, including bending fingers and holding objects in hand. This work provides a new tissue structure and method for preparing RGO/Silk fabrics and more options for RGO/Silk fabrics in pressure sensors and other applications. We will design more fabric structures and continue to focus on the adhesion between the fabric structure and conductive materials, to obtain silk fabrics with better conductivity.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Public Welfare Project of Zhejiang Province (LGF21E030005), China Postdoctoral Science Foundation (2022T150581), National Natural Science Foundation of China (NSFC 51803185), the Fundamental Research Funds of Zhejiang Sci-Tech University (22202301-Y).