
Abstract
In order to solve the problem that it is difficult to balance the high strength and flame retardancy of polyester industrial yarn, the possibility of controlling the uniform dispersion of flame retardant without affecting the crystallization of polyester was discussed in this paper. The long-chain branched flame retardant with good thermal stability in the range of processing temperature was chosen to blend with high viscosity polyester. The addition of flame retardant reduced the melt viscosity and the crystallization ability of polyester, so the melt spinning and drawing process of the flame retardant polyester industrial yarn were optimized for the sufficient crystallization of polyester based on the rheological and crystallization properties of flame retardant polyester. Due to the steric effect of flame retardant, it was eliminated from the crystal region and only existed in the amorphous region of polyester. As a result, the microstructure with high crystallinity and orientation and the morphology with a uniform dispersion of flame retardant were obtained. The flame retardant high strength polyester industrial yarn was successfully prepared with a limiting oxygen index of 32.0% and a breaking strength of 8.0 cN/dtex, which meets the UL-94 V-0 standard and shows good durability of flame retardant after washing and rubbing treatment, achieving the goal of flame retardancy and high strength for the polyester industrial yarn.
Introduction
Polyethylene terephthalate (polyester) industrial yarns with excellent strength, high modulus and toughness find application in many industrial fields, including reinforcements for rubber products, geotextiles and ropes. 1 However, the limiting oxygen index (LOI) value of polyester is only about 20%, which limits the further application of polyester industrial yarn, so the development of flame retardant polyester industrial yarn is undoubtedly the focus of industrial flame retardant textiles. 2 At present, there are four main types of flame retardant industrial yarns, including aramid fiber, polyimide fiber, flame retardant high strength nylon and flame retardant high strength polyester. Aramid and polyimide fibers belong to intrinsic flame retardant fibers, which have good flame retardant and high temperature resistance, but these intrinsic flame retardant fibers are expensive, hard feeling, hard to dye and easy to discolor when exposed to ultraviolet light.3-4 Flame retardant nylon has excellent wear resistance and hand feel, but it is easy to degrade after long-term solar irradiation. 5 In contrast, flame retardant polyester industrial yarn is cost-effective and meets the necessary mechanical properties.
Generally, flame retardants can be incorporated into polyester by blending and copolymerization.6-7 Wang et al. designed an aromatic Schiff base 5-(benzylidene-amino)-isophthalic acid dimethyl ester as a self-crosslinking monomer for PET copolyester. The results showed that the aromatic Schiff base groups can lead copolyesters to form nitrogen-containing cross-linkable networks and further transform into compact char layer during combustion. 8 Although the flame retardant polyester industrial yarns prepared by copolymerization have the advantages of flame retardant fastness, 9 the destruction of molecular regularity of PET caused by copolymerization hinders the fiber orientation and crystallization during spinning, resulting in reduced mechanical properties. 10 The breaking strength of flame retardant copolyester industrial yarn (TexduraTM FX, Type-704) prepared by Durafiber Technologies (US) is only about 6.0 cN/dtex. Compared to copolymerization, the production process of flame retardant blending is more flexible, which has been widely used in civil polyester fiber.11-12
Flame resistant such as phosphorous, nitrogen, sulfur and silica-based compounds assist to create an insulating layer on the material surface and enhances the black char formation. FRX Polymers INC (US) has successfully developed branched polyphosphate ester flame retardant (Nofia®), which can meet the flame retardant requirements of textiles when the blending ratio with PET is 6–8 %. 13 A phosphorus-based oligomer (TP175) was developed by Trevira (Germany) and an electrical burner test was used for the textile with 5% of TP175 and a thickness of no more than 5 mm according to the French fire testing standard NF P92-503, which achieves M1 rating that the duration of flare-up ≤ 5 s and no drops or drops not burning. 14 Clariant (Swiss) has developed an organic zinc hypophosphate flame retardant (Exolit OP 950®) with a high phosphorus content. The LOI of polyester industrial yarn with 5% of Exolit OP 950® can achieve 33%, but the processing temperature of this flame retardant cannot be higher than 300°C. 15 Some researchers are working on the useful coating of different plant and protein-based bio-macromolecules on the fiber or polyester fabric surface to address the flammability challenges. Bhowmick et al. have reported the application of ramie degum liquor for making thermally stable functionalize polyester fabric. The high molecular weight components in the ramie degum liquor played a major role behind thermal stability. 16
Thus it can be seen that the small molecule flame retardant with low heat resistance does not match the melting spinning temperature (∼300°C) of high viscosity polyester, which is easy to migrate from the fiber in the process of dyeing and washing. 17 In other words, the long-chain flame retardant with high heat resistance should be used to prepare flame retardant polyester industrial yarn to maintain the flame retardant durability. However, high viscosity polyester used in industrial yarns has the characteristics of high molecular weight, high melt viscosity, poor fluidity and high processing temperature, which is more challenging for the uniform dispersion of long-chain flame retardant.18-19 Yasin et al. reported that the degree of dispersion and tendency of phase separation can be distinguished by rheological properties which are considered crucial for the fundamental understanding of blends processability. 20 It is important to investigate the melt flow, blend ratio and crystallinity properties that enable the materials to achieve the desired properties, but Han et al. found that even with a successful blending of polymers, there is no certainty of having potent blend fibers, so morphological properties of polymer blends were evaluated to improve their mechanical properties such as toughness, elongation and spinnability. 21 Therefore, the premise of achieving the desired flame retardant effect is that the long-chain flame retardant has good compatibility with polyester, which mainly has little effect on the crystallization behavior and melt rheological properties of polyester. Generally, the mechanical property and dimensional stability of the polyester industrial yarn modified by flame retardant blending will decline, so the core problem of flame retardant polyester industrial yarn production lies in the balance of flame retardancy and mechanical properties.
The current research about flame retardant polyester industrial yarn products is mainly based on the relationship between process and fiber structure and performance but lacks the balance between flame retardancy and mechanical properties. 22 In this paper, the long-chain branched flame retardant bisphenol A-bis(diphenyl phosphate) (BDP) with good thermal stability, high efficiency and low volatility was used in the preparation of flame retardant polyester industrial yarn. The high strength and high dimensional stability of polyester industrial yarn mainly depend on the ordered structure with high crystallization and high orientation under specific spinning process conditions. In order to obtain the corresponding ordered structure, the influence of the dispersion and thermal properties of long-chain branched flame retardant on the rheological properties and crystallization behavior of polyester was investigated to design the spinning process. Through the evaluation of spinnability, the industrial test was carried out to clarify the relationship between the structure and properties of flame retardant high strength polyester industrial yarn. The study on the supramolecular structure of flame retardant polyester industrial yarn showed that the high crystallinity and the high orientation of the polyester crystalline region were obtained owing to the even dispersion of flame retardant and only existing in the amorphous region of polyester, which is the key to maintain the high strength of flame retardant polyester industrial yarn.
Experimental
Materials
High viscosity polyester chips (intrinsic viscosity is 1.065 dL/g) were provided by Zhejiang Unifull Industrial Fiber Co. Ltd (China). Bisphenol A-bis(diphenyl phosphate) (BDP) was provided by JK Scientific Co. Ltd (China). The phosphorus (P) content of BDP is 9%. The molecular structure of BDP is shown in Figure 1. Molecular structure of BDP.
Preparation of flame retardant polyester industrial yarns
BDP was melt blended with PET according to the phosphorus content of 0 ppm, 4000 ppm, 5000 ppm and 6000 ppm to prepare test samples RP, FP1, FP2 and FP3, respectively. According to the above blending ratio, the BDP and PET are mixed first in the high-speed mixer and then added to the feed port of the single screw extruder. An industrial spinning experiment was carried out including screw blending, melt spinning, hot drawing and take-up, as shown in Figure 2. The spinning temperature of polyester industrial yarn (HT) was 285°C, while the spinning temperature of flame retardant polyester industrial yarn (FRHT) was 280°C. The drawing temperature of HT from G1 to G5 was 65, 95, 130, 235, 155°C with a drawing ratio of 5.76, while the drawing temperature of FRHT was 65, 95, 130, 220, 150°C with a drawing ratio of 5.83. The corresponding polyester industrial yarns with 1100 dtex/192f specifications are named as HT, FRHT1, FRHT2 and FRHT3, respectively. Schematic diagram of the industrial spinning experiment.
Characterizations
Differential scanning calorimeter (DSC)
DSC (TA Q20, USA) was used to characterize the melting and crystallization behavior of samples. 5–10 mg sample was heated from room temperature to 280°C at a rate of 20 °C/min and kept constant temperature for 3 min to eliminate the heat history, then cooled to 30°C at different cooling rates. All samples were measured under the nitrogen atmosphere.
Rheological experiments
Rheological experiments were performed by a rotational rheometer (Anton Paar Physical MCR 301, Austria) equipped with two concentric parallel plates (diameter: 25 mm). 1 mm gap was chosen for all measurements. Steady-state shear test mode was selected in the shear rate range of 0.1–400 s−1. The temperature control accuracy is ±0.01°C.
Thermo gravimetric analysis (TGA)
TGA (Mettler Toledo, Swiss) was used to characterize the thermal stabilities of samples. The samples were heated from 25°C to 750°C at 20 °C/min under both air and nitrogen atmosphere.
Mechanical properties
The mechanical properties of the yarns were tested by Instron electronic universal testing instrument at the temperature of 20 oC and the humidity of 65% according to the GB/T16604-2017 “Polyester filament for industry”. The crosshead speed was 500 mm/min and the clamping distance 500 mm. The breaking strength and elongation at break were calculated as the average of at least 20 measurements from stress-strain curves. Heat shrinkage of the yarns was tested by using Lenzing Instruments TST2 instrument (temperature 177°C, time 2 min, load 0.05 cN/dtex).
Flame retardant properties
The phosphorus contents of the flame retardant polyester industrial yarns were determined by oxygen flask combustion-inductively coupled plasma atomic emission spectroscopy (ICP-AES) according to the general principles JY/T 015–1996.
The flame retardant polyester industrial yarns were woven into the plain fabric with a warp density of 20/10 cm and a weft density of 6.3/10 cm for the LOI test.
The vertical flammability test was carried out by UL94 method. Insert the specimen holder containing the fabrics (76 mm by 300 mm) into the test cabinet and position the burner with the middle of the lower edge of the fabrics centered 19 mm above the burner. Start the flame impingement timer and expose the fabrics for 12 s.
The density of smoke was tested by ASTM E662. The radiant heat source was 2.5w/cm2. The beam attenuation in a sealed furnace was tested within 4 min.
The washing fastness was studied by using an SW-12 washing fastness tester equipped with standard washing steel balls. The textile samples were washed with pure water at 40 ± 0.2°C.
The rubbing fastness was studied by using a CM5 fabric sander. The polyester industrial yarn fabric and emery paper were selected as the rubbing materials. The mass loss was defined as equation (1)

Field emission electron scanning microscope (FE-SEM)
The surface, cross-section and carbonaceous char of the flame retardant polyester industrial yarns and were observed by FE-SEM (Hitachi SU 8010, Japan). The phosphorus distribution on the surface and cross-section of the flame retardant polyester industrial yarns were scanned by an Inca X-MAX energy spectrometer (EDS). The cross-section of the yarn was got by the Hartz slicer.
Wide-angle X-ray diffraction (WAXD) and Small-angle X-ray Scattering (SAXS)
WAXD and SAXS were carried out at the BL16 B beamline of the Shanghai Synchrotron Radiation Facility (SSRF, China). The X-ray wavelength was 0.124 nm. WAXD and SAXS patterns were acquired using a Mar-CCD (Rayonix165) detector. The sample-to-detector distances for WAXD and SAXS were 280 mm and 1950 mm, respectively.23-24 The WAXD and SAXS pattern of the yarns were corrected with the X-polar software (Precision works NY, Inc., USA) to subtract the air scattering. Then the Peak fit software (Seasolve Software Inc., USA) was used to integrate the diffraction intensity profile of the WAXD and SAXS pattern to obtain the integral curve.25-26 The details of the calculation method was shown in the Supporting Information.
Birefringence
Birefringence was measured using a polarizing microscope (BPX51, Olympus) equipped with a pair of mutually perpendicular polarizer and analyzer and a 30-order Berek compensator (UCTB, Olympus) based on the Berek compensation method. From the Berek compensator, the compensation angle was obtained.
The birefringence (Δn) of the fiber was defined as equation (2).
27

The amorphous orientation (f
a
) of HT fibers was calculated from the birefringence results as equation (3).
28

Results and discussions
Material characteristic of flame retardant polyester
Thermal stability
The thermal stability of flame retardant polyesters under nitrogen (N2) and air conditions was analyzed, and the thermal gravimetric curves are shown in Figure 3. Detailed data such as initial decomposition temperature (T
5%
), maximum decomposition temperature (Tmax) and residue carbon amount at 700°C (R700) are shown in Table 1. It can be seen that the initial decomposition temperature of flame retardant polyester (FP) is similar to that of regular polyester (RP), indicating that the thermal stability of the long-chain branched flame retardant is good without decomposition under the processing temperature during melt spinning. With the intensification of the decomposition reaction, the samples with high BDP content showed better thermal stability. Compared to RP in the process of air thermal degradation, the Tmax2 of FP3 increased from 619.1°C to 660.3°C, indicating that the pyrolysis residue in the first stage has better thermal stability and delays the thermal oxygen decomposition at high temperatures. Under N2 and air atmosphere, the residual carbon content of FP3 is increased from 13.6% and 1.49%–15.91% and 2.78%, respectively. It indicated that the phosphoric acid and polyphosphate generated in the decomposition of BDP promoted the dehydration and carbonization of polyester, which reduced the decomposition rate of polyester. TG and DTG curves of RP and FP in N2 (a, b) and air (c, d) atmosphere. TG data of RP and FP in N2 and air atmosphere.

Crystallization
The DSC heating and cooling curves of flame retardant polyester are shown in Figure 4(a) and (b). It can be seen that the melting temperature of both FP and RP is about 254°C. Owing to the stable aromatic ring structure and the high symmetry, BDP didn’t decompose during melt blending and had good compatibility with polyester, so the melting temperature of polyester remained constant with the addition of BDP. However, the crystallization temperature of FP decreased with the addition of BDP, as shown in Figure 4(b), indicating that the flame retardant may be located between PET molecular chains and play a plasticizing role. This plasticizing phenomenon is attributed to the effect of the phenyl groups of BDP with the polymeric main chains.
29
Figure 4(c) and (d) show the influence of the BDP on the non-isothermal crystallizability of polyester. According to the relationship between relative crystallinity and time, it can be seen that the semi-crystallization time of flame retardant polyesters is slightly prolonged at the same cooling rate, but this trend is not obvious, and all the curves almost coincide, indicating that the BDP has little effect on the crystallization rate of polyester. (a) DSC heating curves; (b) DSC cooling curves; (c) The relationship between relative crystallinity and temperature; (d) The relationship between relative crystallinity and time of RP and FP.
Rheological property
The effect of flame retardants on the rheological properties of polyester is shown in Figure 5. Compared with RP, the melt viscosity of FP reduced at the same temperature and the decreasing trend was more obvious with the increase of BDP content. It indicated that the plasticizing effect of BDP reduces the friction of macromolecular chains, leading to the easier slippery of polyester chains in the shear process. Effect of flame retardants on the rheological properties of polyester.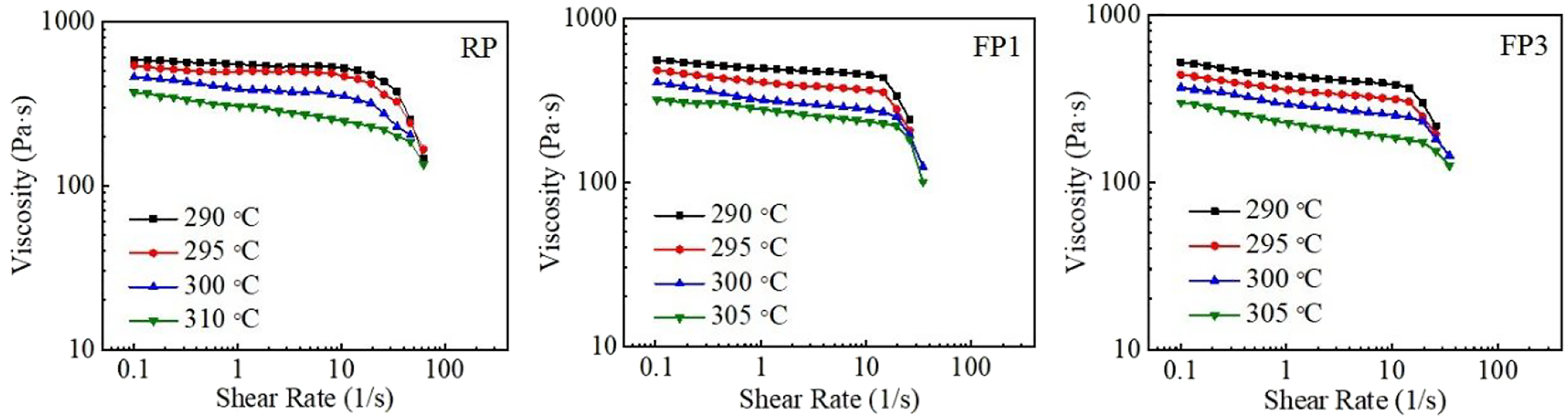
The relationship between zero shear viscosity and temperature of RP and FP3 is fit by the Arrhenius equation (see equation (3)) as shown in Figure 6 and the activation energy of viscous flow was calculated according to the slope of the fitting line.
30
Lnη0 as a function of 1000/T of RP and FP3.

ΔE of RP and FP3 are 64.1 and 99.0 kJ/mol respectively. According to the Arrhenius equation, the value of ΔE determines the temperature sensitivity of the melt viscosity. The larger the activation energy, the stronger the melt viscosity changes per the same change in temperature, so the melt viscosity of FP3 is more sensitive to temperature. The temperature sensitivity of the melt viscosity has a profound effect on the choice of processing conditions as well as on the quality of the end product. An increase in temperature sets up the thermal motion of the molecules, resulting in their displacement based on the available free motion and the overcoming of forces of intermolecular interactions. The addition of BDP increases the distance between polyester chains, i.e. the available free volume of polyester, which increases the number of holes in polyester segment transition. Therefore, the spinning temperature should be strictly controlled to avoid the influence of temperature fluctuation on the spinning stability in the spinning process of flame retardant polyester.
Properties of flame retardant polyester industrial yarns
However, the increased melt fluidity of flame retardant polyester will lead to a decrease in spinning pressure in industrial production, which is unfavorable to production stability. In order to stabilize the spinning condition of flame retardant polyester, it’s necessary to reduce the melt spinning temperature to ensure high melt strength. When the spinning temperature decreased by 5°C, the spinning pressure of flame retardant polyester melt was stable under high-ratio drawing, indicating that the spinnability of flame retardant polyester industrial yarns is good at relatively low spinning temperature. Meanwhile, the good fluidity of flame retardant polyester melt indicated its good drawability, so the drawing ratio of flame retardant polyester melt increased from 5.76 to 5.83 to obtain sufficient crystallization and orientation degree. In addition, the drawing temperature should be adjusted based on the crystallization properties of flame retardant polyester. The lower crystallization temperature of flame retardant polyester will lead to higher initial crystallinity as well as higher rigidity of the fiber, which will affect the drawing uniformity. Therefore, the temperature of G4 and G5 was reduced by 15°C and 5°C to ensure that the flame retardant polyester industrial yarns could fully crystallize in the whole drawing process, which is conducive to maintaining the mechanical properties and dimensional stability of the polyester industrial yarns.
Mechanical properties
Mechanical properties of flame retardant polyester industrial yarns.

Flame retardant properties
Flame retardant properties of flame retardant polyester industrial yarns.

NR - No Rating.
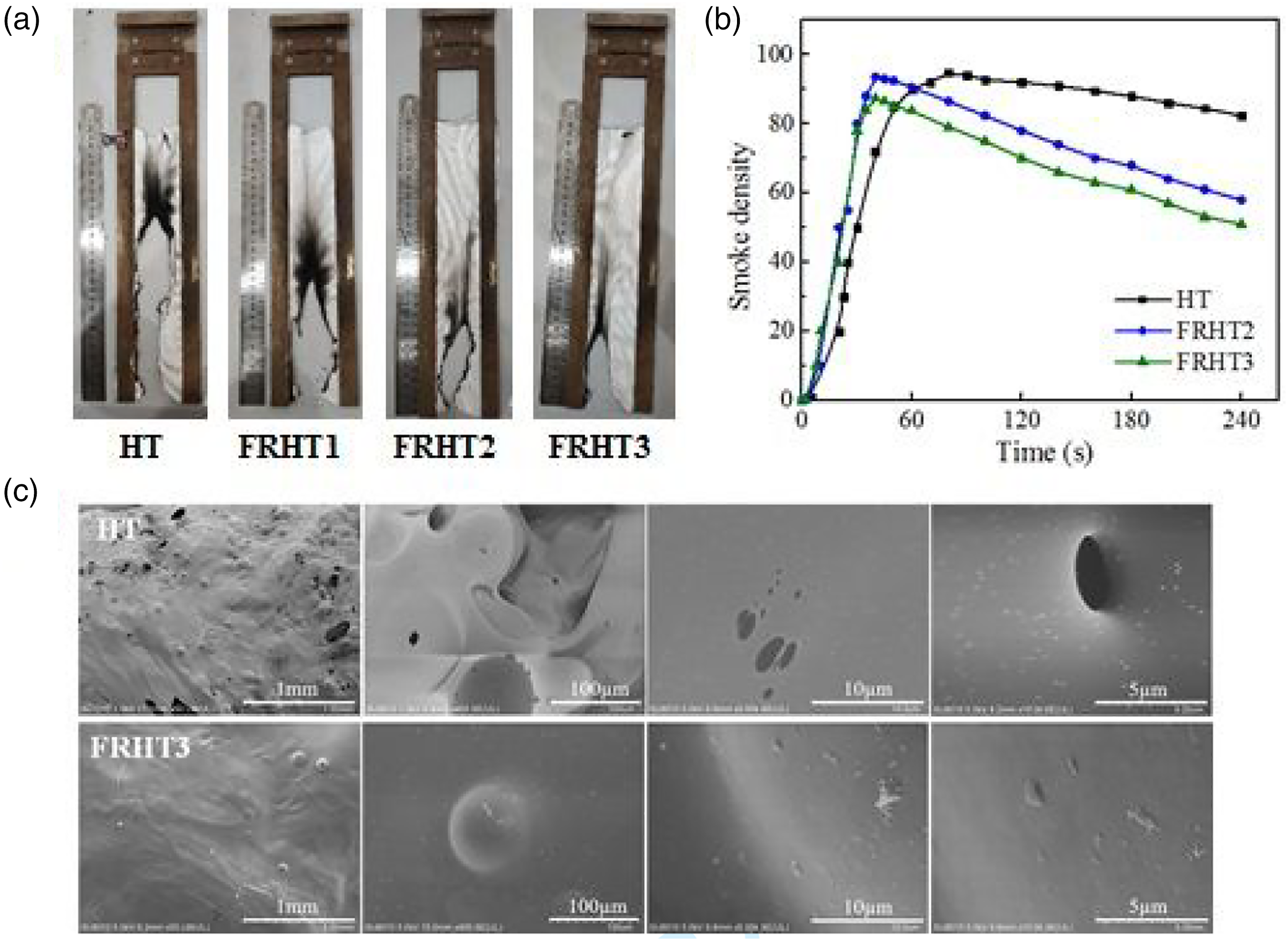
(a) Vertical flammability test of flame retardant polyester industrial yarns; (b) Smoke density results of flame retardant polyester industrial yarns; (c) Char morphology of HT and FRHT3.
Washing fastness results of FRHT3.

Rubbing fastness results of FRHT3.


Photos of FRHT3 after rubbing: (a) dry rubbing with emery paper for 500 times; (b) dry rubbing with HT textiles for 2000 times; (c) wet rubbing with HT textiles for 2000 times.
Microstructure of flame retardant polyester industrial yarns
Supramolecular structure
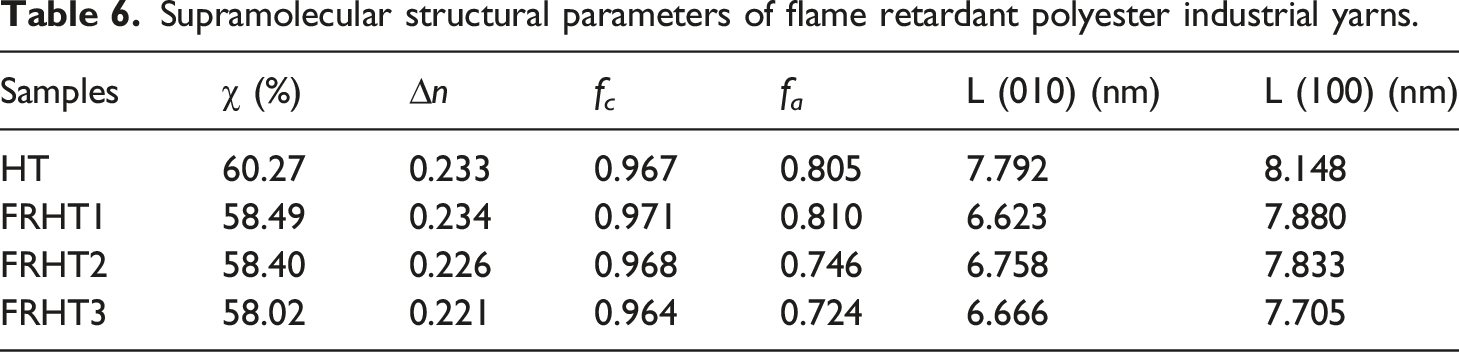
WAXD patterns were used to analyze the crystal and orientation structure of the prepared industrial yarn, as shown in Figure 9. It can be found that the diffraction pattern of FRHT was similar to that of HT, indicating that the BDP did not enter the crystal region to destroy the crystal structure of polyester. The crystallization parameters are calculated according to the WAXD integral curve, as listed in Table 6. The addition of BDP resulted in a slight decrease of the crystallinity (χ) and the crystallite size of (010), (100) plane (L010, L100) of FRHT, which increased the heat shrinkage of FRHT. Due to the steric effect of long-chain branched flame retardant, the BDP may be eliminated from the crystal region and only existed in the amorphous region in the crystallization process of PET, so the crystal orientation (f
c
) of the fiber remained unchanged with the increase of the BDP content, which is conducive to maintaining the high strength of FRHT. The location of BDP in the amorphous region led to the decrease in the amorphous orientation (f
a
) of FRHT with the increase of BDP content. However, the decrease of f
a
has little effect on the segmental orientation (∆n) of FRHT owing to the high crystallinity of FRHT, which is also conducive to maintaining the high strength of FRHT. WAXD (a) patterns and (b) curves of flame retardant polyester industrial yarns. Supramolecular structural parameters of flame retardant polyester industrial yarns.
Micro-nano structure
SAXS was used to analyze the micro-nano structure of polyester industrial yarn and the influence of BDP content on the polyester lamellar structure was studied. As shown in Figure 10(a), there is a strong upward “four-spot” pattern of lamellar scattering along the meridional direction of polyester industrial yarn, indicating a periodic lamellar stacking structure in the flame retardant polyester industrial yarn axis direction [32-33]. In this study, the analysis is limited to the lamellar structure peaks and the intensity distribution along the drawing direction was obtained from SAXS patterns based on the two-phase model of crystal region and amorphous region, as shown in Figure 10(b). Based on Figure 10(b), its correlation function of the one-dimensional electron cloud density γ(x) was shown in Figure 10(c). In order to quantitatively characterize the micro-nano structure, the lamellar structure parameters such as long period (L
M
), amorphous layer thickness (L
A
) and lamellar thickness (L
N
) of samples can be obtained from Figure 10(c). The valley value of the function γ(x) represents L
A
while the peak value of the function γ(x) represents L
M
, and L
N
= L
M
- L
A
, as shown in Table 7. Compared to HT, L
M
, L
A
and L
N
of FRHT are similar, suggesting that the addition of BDP does not affect the lamellar structure in the industrial yarn. According to the above study of mechanical properties, WAXD and SAXS of FRHT, it can be proved that the BDP is excluded from crystallization and enters the amorphous region during the crystallization of polyester, indicating that the crystallization behavior of FRHT can be adjusted by optimizing the spinning temperature, drawing temperature and drawing speed, so the microstructure with high crystallinity and high orientation degree of FRHT is well designed to help the polyester industrial yarn to maintain its original strength. (a) SAXS patterns of polyester industrial yarns; (b) One-dimensional scattering intensity distribution along the stretching direction; (c) The correlation function of polyester industrial yarns. Lamellar structure parameters of polyester industrial yarns.

Morphology
In order to study the distribution of flame retardants, SEM was used to characterize the surface and cross-section morphology of flame retardant polyester industrial yarns, as shown in Figure 11. It can be seen that HT and FRHT3 both have a uniform diameter, indicating that the spinning process of FRHT3 is stable after adjusting the spinning process. The surface of FRHT3 is smooth and the cross-section of FRHT3 is flat, indicating that the flame retardant is evenly distributed without agglomeration, which is an important factor for its outstanding mechanical properties. Surface and section morphology of (a) HT and (b) FRHT3.
In order to ascertain the distribution of flame retardants in the polyester industrial yarn, line scanning and map scanning were both used to test the P distribution in the polyester industrial yarn. The P distribution is uniform in the radial (Figure 12(a)) and axial (Figure 12(b)) directions, indicating the good dispersion of the flame retardant. Owing to the steric effect of long-chain branched flame retardant, BDP didn’t migrate to the surface of the polyester industrial yarn, which is the key to obtaining durable flame retardancy. Distribution of phosphorus in the (a) radial and (b) axial direction of FRHT3.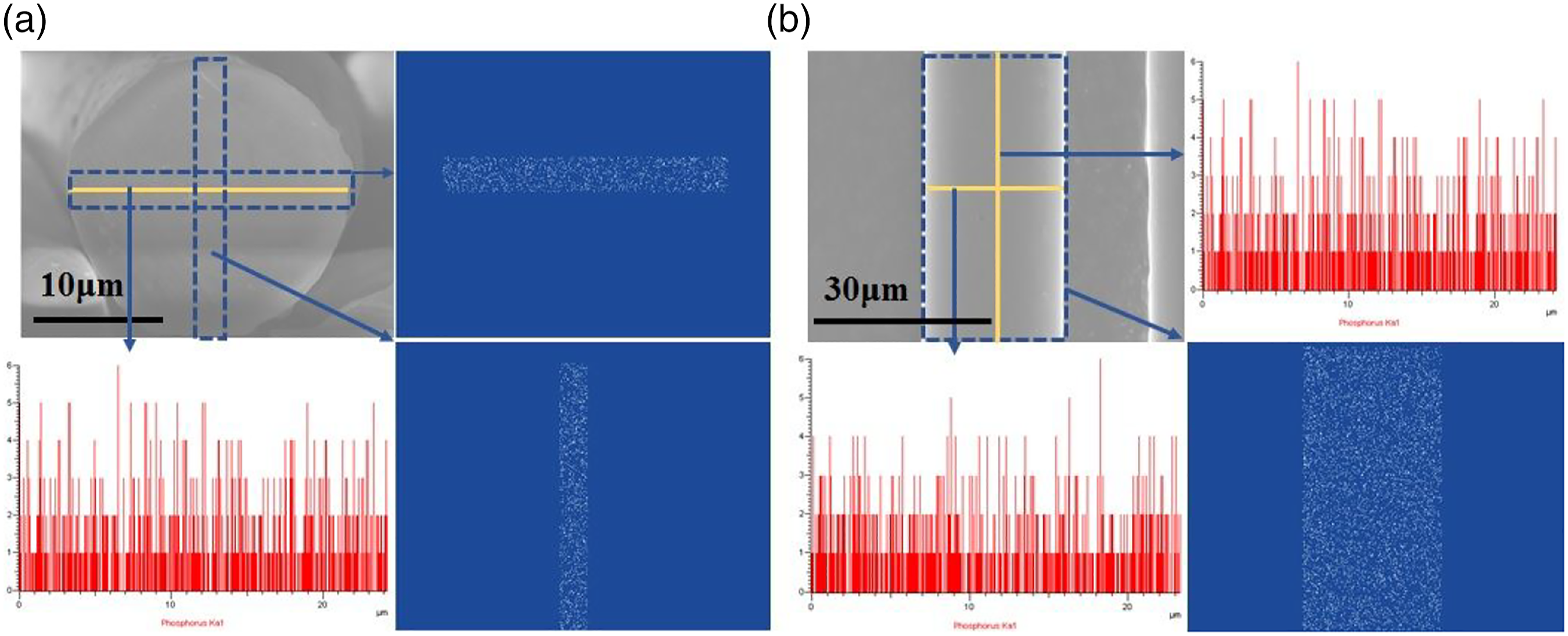
Conclusions
Focusing on the coordinated control of flame retardant and mechanical properties of polyester industrial yarn, flame retardant polyester industrial yarn (FRHT3) with a breaking strength of 8.0 cN/dtex, a vertical combustion level of UL 94 V-0, LOI of 32.0% and SDR of 63.6 was prepared by blending with long-chain branched flame retardant which has good thermal stability within the melting processing temperature range of high viscosity PET. According to the material characteristics related to spinning dynamics including thermal stability, crystallization property and rheological property of flame retardant polyester, the spinning temperature was reduced to improve the melt strength and the roller temperature was reduced to avoid premature crystallization for the high ratio drawing. The study on the morphology and microstructure of flame retardant polyester industrial yarn showed that the flame retardant was evenly dispersed in the fiber and only existed in the amorphous region of PET owing to the good compatibility with polyester and the steric effect of flame retardant. Therefore, the flame retardant polyester industrial yarn still has high crystallinity and crystal orientation, which is the key to simultaneously realizing the high strength and flame retardant properties.
Footnotes
Acknowledgements
Thanks for the support of the Key Laboratory of High Performance fibers and products, Ministry of Education.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.