
Abstract
This study reveals the characterization and mechanical properties of glass fiber warp knit structural fabric/vinyl ester resin composites treated by cold nitrogen glow discharge plasma. The effects of nitrogen plasma treating parameters (including power, flow rate, and time) on tensile and bending properties of glass fiber warp knit structural composites were investigated. It was shown that nitrogen plasma treatment enhanced the tensile and bending property of the glass fiber warp knit structural composites. SEM, FTIR and AFM characterized etching existing on the surface, C-N and N-H groups were introduced, and varying degrees of roughness. The response surface analysis represented that the nitrogen plasma treated glass fiber warp knit structural composites obtained optimized bending properties with the power ranging from 130 W to 160 W, the flow rate ranging from 8sccm to 9sccm, and the time ranging from 100s to 110s.
Keywords
Introduction
Fiber-reinforced composites have attracted constant attention due to their excellent performance, 1 they can not only maintain the performance advantages of fiber and matrix components, but also overcome the performance weaknesses of single material components. They have large output and high specific strength in industrial production, and can also effectively improve the stiffness of composites. According to different fiber properties, their application fields are also different. However, some fibers have low surface energy and usually show poor surface wettability and affinity, 2 and the composites are easy to delaminate when bearing external force, which greatly reduces their service life. 3 The bond strength of the fiber-matrix interface can directly affect the ability of fiber to transfer and bear stress, 4 therefore, how to effectively improve the bonding strength between fiber and matrix is of great significance in related fields,5,6 to improve the interface properties of the material surface, some surface treatment methods are adopted. 7 However, some modification methods will be limited by factors such as low mechanical performance, high instrument cost, poor industrialization, specific technology and so on. 8 So cold plasma treatment, 9 as an efficient and durable, and environmentally friendly method, appears in people’s sight. 1 The interaction between cold plasma and the material surface can lead to surface etching and grafting, thus improving the wettability, roughness, and adhesion of the surface, 10 which enhances the binding strength of the fiber-matrix without affecting the overall mechanical properties. 11 Up to now, many studies have used cold plasma treatment to explore the properties of reinforced composites, for example, methods to improve the adhesion of basalt fiber/matrix interface have been discussed, 12 and the mechanical properties of basalt fiber reinforced polyamide 66 composites were improved, 13 and the effects of plasma gas and Ar incorporation on the shear strength between carbon fiber-reinforced thermoplastic polymer and Al, 14 the durability, interfacial adhesion and compressive strength of UHMWPE/epoxy composite coating were improved by plasma pretreatment and polypyrrole coating, 15 etc. It is also discussed that the polar functional groups and surface roughness produced by plasma treatment are the main factors leading to the increase of interfacial adhesion. 16 After investigation, O2, Ar, and N2 plasma can generate different functional groups on the surface of materials 17 to improve the surface energy.
Glass fiber is an inorganic substance with smooth surface and no polar groups. It has high tensile strength but is brittle. Glass fiber warp knit structural fabric was made through a unique pre-orientation weaving technology with glass fiber as the raw material, which enables multiple directional yarns to be combined into a single structure. 18 The combination of the two can make the advantages superimposed and give full play to its own performance. Each layer of the fabric is connected with a stitched yarn, which makes the fabric structure tighter and gives it a larger fiber volume fraction in the composites, which is conducive to higher mechanical properties of the composites, 19 knitted fabrics have significant shape adaptability and are suitable for mold forming, with good energy absorption characteristics. 20 At present, researches on glass fiber warp knit structural fabric have been carried out. For example, Tomohiko Sugie. et al. used two fiber bundles as reinforcement to study the impact behavior of the prepared glass fiber warp knit structural composites 18 and explained the fracture mechanism.
This study applied cold nitrogen plasma surface treatment technology to investigate the tensile properties and bending properties of composites formed by treating glass fiber warp knit structural fabric. By adjusting the parameters of cold nitrogen plasma treatment, such as time (60s, 120s, 180s), flow rate (5sccm, 10sccm, 15sccm), and power (100W, 150W, 200W), response surface analysis method is applied to show the influence of the three factors on mechanical properties of the composites, and then the optimal design was carried out. SEM, FTIR and AFM were used to characterize 21 the glass fiber warp knit structural fabric treated by cold nitrogen plasma to prove the effect on the surface of the fabric.
Experimental
Materials
The glass fiber warp knit structural fabric with the yarn laying angles of -45°, 0°, 45°, and 90° was purchased from Zhejiang cheng ru dan new energy technology co. ltd., being treated by cold nitrogen glow discharge plasma system with various parameters. Glass fiber warp knit structural composites was fabricated by vacuum assisted resin infusion (VARI), which was prepared by mixing epoxy vinyl ester resin and hardener with a mass ratio of 100:2. The fabrication process of glass fiber warp knit structural composites is shown in Figure 1(a). Preparation process of glass fiber warp knit structural composites.
Testing methods
Scanning electron microscope (SEM) (TESCAN VEGA3) and atomic force microscope (AFM) (DI Innova) were used to observe the changes of fiber surface microphysical structure before and after plasma treatment, explore the etching degree and roughness of nitrogen plasma on glass fiber, and analyze the adhesion. Fourier infrared spectroscopy (FTIR) (Nicolet6700/FT-Raman Modules USA Thermo Fisher) is used to observe the changes of chemical morphology on the fiber surface, analyze the changes of functional groups, collect the infrared spectra before and after treatment, and compare them.
Based on the ASTM D3039 standard, the UTM5105 universal material testing machine was used to stretch the samples with the size of 120 mm*20 mm*4 mm, the stretching velocity was 5 mm/min, the grips space was 80 mm, and the measuring range is 10 kN. Based on the ASTM-D7264 standard, a three-point bending experiment on the sample of 100 mm*15 mm*4 mm was conducted. The loading velocity was 5 mm/min and the span was 64 mm.
Specifications of glass fiber warp knit structural fabric with various cold nitrogen plasma treating parameters.

Results and discussion
Characterization of nitrogen plasma treated glass fiber warp knit structural fabric
Figure 2(a) to (d) is the SEM diagram of surface morphology before and after nitrogen plasma treatment. It can be seen from Figure 2(a) that the fiber surface of the fabric without nitrogen plasma treatment is very smooth and almost has no concave structure, which shows that in the previous process, after the fabric is cleaned with acetone, the impurities on the fiber surface are removed to ensure the accuracy of the observation results. Figure 2(b)-(d) illustrate is the SEM diagrams of glass fiber warp knit structural fabric etched by nitrogen plasma when the flow rate is controlled at 10sccm, the time is 120s and the power is 100W, 150W and 200W respectively. Due to the large crystallinity and orientation of the glass fiber itself, the overall etching effect of nitrogen plasma on the glass fiber is moderate and the etching degree of the surface is different under different power conditions. When the power is 100W, the etching on the fiber surface is shallow, the number is small and distributed sporadically. When the power is 150W, the etching traces on the surface are relatively increased, the etching area becomes larger and some convex structures appear. When the power is 200W, the etching traces on the surface continue to increase and the convex structure is more obvious. The etching effect shows that with the increase of power, the etching degree of fiber surface becomes more and more significant. These etching can increase the bonding area between glass fiber warp knit structural fabric and vinyl ester, increase the tightness of interface bonding, and improve the interface bonding performance of the material. The convex structure is due to the impact of active particles during nitrogen plasma treatment, which breaks the macromolecular chain on the surface of the material, and the bonding reaction between free radicals will occur, forming a cross-linking layer on the surface. As can be seen from Figure 2(e) that there is a medium-strong peak near 3500cm-1 (3590cm-1) after nitrogen plasma treatment, indicating the existence of N-H stretching vibration absorption. There were absorption peaks near 1000cm-1 (939 cm-1), indicating strong C-N absorption. This is because the energy of active particles during nitrogen plasma discharge is higher than that of chemical bonds on the fiber surface. It can open some molecular chains on the surface, produce free radicals through chemical reaction, improve the surface energy of the fiber, improve the hydrophilicity of the surface, and play a positive role in the adhesion between glass fiber warp knit structural fabric and resin. Figures (f) to (i) illustrate AFM diagrams of surface morphology before and after nitrogen plasma treatment. As can be seen from Figure 2(f), the fiber surface of the fabric without nitrogen plasma treatment has no pits or bulges and is very smooth. Figures 2(g) to (i) show the AFM diagram of glass fiber warp knit structural fabric etched by nitrogen plasma at the control flow rate of 15sccm, time of 180s and power of 100W, 150W and 200W respectively. Table 2 shows that the Ra of sample with vairous plasma treating parameters were 1.68 nm, 1.55 nm and 1.35 nm, respectively. AFM results show that Ra decreases and roughness decreases with the increase of power under the condition of controlled flow rate and time. Figures 2(g) to (i) depict when the power is 100W, fiber surface presents a peak density, shows that the activity of nitrogen plasma with enough energy in the atoms, high-energy ion and electron bombard fiber surface formed rush terrain, increases the contact area of fabric and resin, promoted the mechanical linkage, which can effectively improve the adhesion of resin on the glass fiber warp knit structural fabric. When the power is 150W, the peak value decreases, some convex peaks accumulate, sharp peaks decrease, and the contact area decreases slightly. When the power is 200W, the sharp peak on the fiber surface disappears, the peak formed is relatively smooth, and the density of irregular convex shape decreases. It can be seen that the power has a great influence on the roughness of fiber surface, but is not positively correlated. After treated with proper parameters of nitrogen plasma, the fiber surface can be modified better, the adhesion between matrix and reinforced fabric can be improved, the bearing capacity of matrix can be transferred to reinforced fabric effectively, and the mechanical properties of composite can be improved. Representational contrast diagram. (a) SEM of untreated glass fiber; (b-d) SEM of glass fiber which was treated with cold nitrogen plasma; (e) FTIR of samples which before and after the plasma treatment; (f) AFM topographic of untreated glass fiber; (g-i) AFM topographic of glass fiber treated with cold nitrogen plasma under the parameters of 100W, 150W, 200W. Fiber roughness before and after the plasma treatment.

Effect of nitrogen plasma treatment on the tensile resistance of glass fiber warp knit structural composites
Stress-strain curve
Table 1 shows the specifications of glass fiber warp knit structural fabrics with different nitrogen plasma treating parameters. The value of tensile strength in warp direction is larger than that in weft direction on the whole. Figure 3 shows the peak stress and stress-strain curves of tensile testing. It can also be seen from Figures 3(a) and (e) that the warp tensile strength is generally greater than the weft tensile strength, with the average tensile strength being 118.1 MPa and 115.7 MPa respectively. Glass fiber warp knit structural fabric in the warp in the form of binding yarn, the yarn is difficult to slip, so it can improve the warp tensile strength to a certain extent. It can be seen from the stress-strain curves in Figure 3(b)–d) and (f)–(h) that each curve is basically linear in the initial stage. The resin matrix first bears the load and effectively transfers the stress to the reinforced fabric. With the increase of stress, the flexion macromolecular chains and fibers straighten out. However, with the increase of stress, the curve is slightly zigzagged and not completely smooth, because in the process of tensile, the local stress makes the mechanical load of matrix and fiber fluctuate. The curve has the same trend of increasing first and then decreasing. In general, when the strain is 3%–5%, the curve begins to appear nonlinear. According to Figure 3(b) and (f), with the increase of power, the peak stress increases from 100.89 MPa and 102.68 MPa-117.22 MPa and 151.95 MPa respectively, and inflection point increases from about 3% of strain to 3.5% and 4.5%. This is due to the increase of power, the energy carried by high-energy particles in the plasma increases, and the impact on the fiber surface is more significant, which makes the reinforcement bond more closely with the matrix, resulting in the increase of tensile stress and strain. However, Figures 2(g) to (i) show that the power cannot increase endlessly, which will directly affect the mechanical interlocking degree between glass fiber warp knit structural fabric and matrix. Figures 3(c) and (g) depict that the change of gas flow rate has little impact on the tensile properties of the material, and the inflection points are about 3.5% of the strain. The stress of the material treated with gas flow rate of 15sccm in the later stage of failure is equal to or even decreases with the stress at flow rate of 5sccm, which indicates that the increase of flow rate may not be conducive to the adhere of active groups on the fiber surface, and whether the surface energy can be effectively improved. Figures 3(c) and (g) show that with the increase of time, the peak stress in both warp and weft decreases, and the strain drops from about 4% to about 3%. This indicates that the long treatment time may lead to the destruction of the structure of the glass fiber, and thus reducing the tensile properties of the composites. In conclusion, the main factor affecting the tensile properties of glass fiber warp knit structural composites is power, which indicates that the energy carried by active particles in the plasma determines the impact intensity on the fiber surface, which can largely determine the etching degree and roughness of the surface, and then affect the interfacial adhesion of the matrix fibers. Peak stress histogram and stress-strain curves of tensile testing. (a) Peak stress contrast of warp direction under controlling the parameters of power, flow rate, and time respectively; (b)–(d) the stress-strain curves of warp direction under controlling the parameters of power, flow rate, and time respectively; (e) Peak stress contrast of weft directions of controlling the parameters of power, flow rate, and time respectively; (f)–(h) the stress-strain curves of weft direction under controlling the parameters of power, flow rate, time respectively.
Characterization of tensile damage
Figure 4 is the characterization diagram of the damage morphology of the composite after stretching. Figures 4(a) and (b) show the damage morphology of the front and back sides of the material. White spots can be seen on the surface, which is due to the microcracks in the resin matrix caused by tensile action and the local structure damage of the matrix. Figures 4(c), (f) and (e), (g) show the damage morphology of lateral composite without nitrogen plasma treatment. In the initial stage. the substrate can carry loads well, however, with the increase of tensile strength of polymer resin macromolecule chain began to break, stress slowly by the transfer matrix to the fabric, because of the glass fiber warp knit structural fabric surface is smooth, adhesion of resin and reinforcement is weak, the stress transfer is not timely, result in the matrix cracks first and the material is seriously stratified. After the stress is transferred to the fiber, the fiber becomes the main unit of resistance to tensile force, the macromolecular chain in the fiber is straightened, the bond lengths and angles change, the fiber presents a yield phenomenon, and finally it is difficult to stretch, after further stretching, the fiber macromolecular chain fracture or slip, leading to fracture. Figure 4(d) shows the damage morphology in lateral view after nitrogen plasma treatment. It can be seen that the lamination of the composites treated by nitrogen plasma is significantly improved compared with that without nitrogen plasma treatment. According to Figures 2(b) to (d) shows that, although the etching effect is not significant, it can improve the interface bonding performance of the material to a certain extent. The results show that the failure mechanism of the composites before nitrogen plasma treatment is severe delamination, matrix cracking and fiber extraction. The main failure mechanism after treatment is slight delamination. Damage morphologies of tensile testing.
The cross-section morphology (SEM image) of the composites before and after treatment is shown in Figure 5. It is apparent in Figures 5(a) and (b), after compounding with resin, due to the smooth surface of inorganic glass fiber and poor adhesion between them, there is a large gap between the fiber and resin, and the fiber could easy to pull out from the matrix, which is not conducive to stress transmission. However, as shown in Figures 5(c) and (d), after plasma treatment, increasing the area of the combination of fiber and resin, the adhesion between the two is improved, the gap between the fiber and the matrix is significantly reduced, which improves the overall performance of the composites. Morphology of cross-section of composites before and after plasma treatment.
Effect of nitrogen plasma treatment on the bending resistance of glass fiber warp knit structural composites
Stress-strain curve
Figure 6 shows the peak stress and stress-strain curves of bending testing. Figures 6(a) and (e) illustrate that the bending property of the composites in warp direction is better than that in weft direction on the whole, and the influence of plasma treatment parameters on warp direction is slightly less than that in weft direction. With the increase of power, the bending stress increases in both warp and weft direction, while with the increase of flow rate and time, the bending stress decreases. As can be seen from Figures 6(c), (g), and (d), (h) that the initial section of the curve basically changes along the line, this is because in the initial stage of stress loading, the material is basically in an elastic state, and the polymer chain in matrix changes from buckling state to stretching state, which can bear part of the stress first. Therefore, with the increase of stress, the bending deflection also will increase, the curve varies linearly. When the loading stress reaches peak, the curve begins to show a zigzag climb and fall at a strain of 2%–4%, this is because the increase of the load make fiber began to break, the fiber/matrix interface gradually appears debonding phenomenon, the redistribution of stress load is carried by the remaining fibers, load continues to redistribute when the load to the limit stress, the stress descends in a gradient, it is obvious that when the strain is within a certain range, the material has a strong ability to resist the external bending force in the warp direction. Figures 6(b) and (f) illustrate that the increase of power can increase the bending stress of the composite, and the peak value of warp and weft bending stress increases from 223.11 MPa and 198.81 MPa–223.61 MPa and 353.84 MPa respectively. This shows that the increase of power in nitrogen plasma treatment parameters makes the energy of high-speed particles impacting the fiber surface greater, the etching formed on the surface becomes larger, the adhesion of fiber and matrix is enhanced, and the bending stress is increased. Figure 6(c), (g) and (d), (h) describe rate change and time change, respectively. The increase of treatment rate and time will reduce the peak value of bending stress in warp and latitude weft, from 276.58 MPa and 263.57 MPa–248.01 MPa and 229.93 MPa, from 236.41 MPa and 255.52 MPa–223.11 MPa and 198.81 MPa, respectively. This is because the increase of the rate is not conducive to the adhesion of free radicals on the surface and affect the wettability. If the treatment time is too long, the fiber structure may be damaged or the surface roughness may be reduced, resulting in the reduction of bending stress. To sum up, the main factors influencing the glass fiber warp knit structural composites bending performance is power, because the increase of power increases the energy carried by active particles, make fiber surface etching degree increases, roughness increases, can largely improve the delamination of glass fiber composites, fiber can be well coated in the matrix, the local bending stress is significantly increased and the bending performance is improved. Peak stress histogram and stress-strain curves of bending testing. (a) Peak stress contrast of warp direction under controlling the parameters of power, flow rate, and time respectively; (b)-(d) the stress-strain curves of weft direction under controlling the parameters of power, flow rate, and time respectively; (e) Peak stress contrast of weft direction under controlling the parameters of power, flow rate, and time respectively; (f)-(h) the stress-strain curves of weft direction under controlling the parameters of power, flow rate, and time respectively.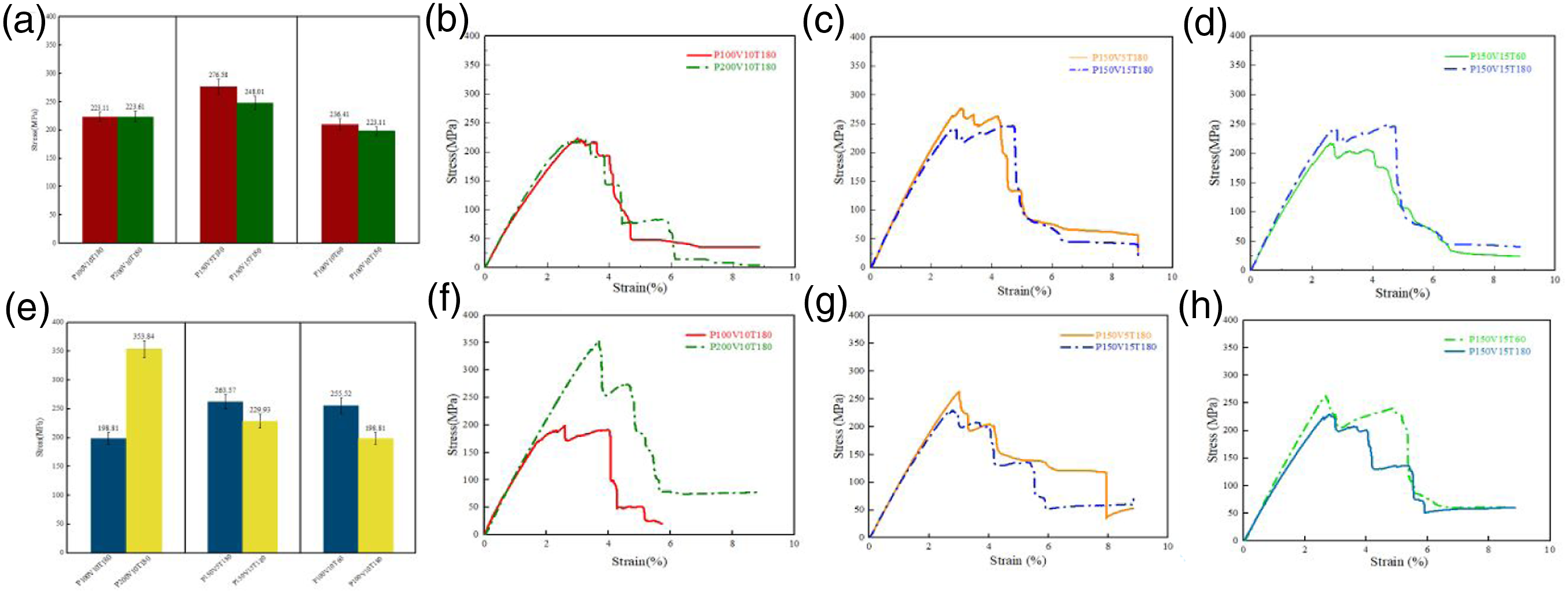
Characterization of bending damage
Figure 7 is the characterization diagram of the damage morphology of the composite after bending test. Figures 7(a)-(b) show the damage morphology of the front and back sides of the material, with obvious white spots on the surface, because during the bending test, the material is internally subjected to the downward compressive force on both sides of the action point, and externally subjected to the upward tensile stress on both sides of the action point, resulting in microcracks in the matrix and fracture of local fibers. Figures 7(d), (f) and (h) are bending test result without nitrogen plasma processing of materials side damage morphology, in the initial phase of bending, due to excessive local pressure, most of the bending work is consumed by crack propagation, the local damage of the matrix around the point of bending load is caused, failure gradually, stress slowly shift to glass fiber warp knit structural fabric, overstretching of the macromolecular chain in the fiber causes the fiber to break at different times, leading to the separation of the fiber from the resin matrix. Due to the inert surface of the glass fiber, there are few polar functional groups, poor adhesion of fiber and matrix, serious delamination and material failure. Figures 7(c), (e) and (g) show the damage morphology of the lateral material treated by nitrogen plasma. It can be seen that the nitrogen plasma treatment significantly improves the damage degree of the material caused by bending experiment, the number of fiber broken roots is significantly reduced, and the delamination is improved. This is because polar groups are introduced into the surface after nitrogen plasma treatment, which improves the surface energy of the fiber and promotes the chemical bond cooperation between the fiber and the resin matrix. Moreover, pits and bulges formed on the surface are conducive to better realize the mechanical interlocking between the fiber and the resin matrix, thus improving the bending performance. The results show that the failure mechanism of the composites before nitrogen plasma treatment is severe delamination, matrix cracking and fiber fracture. The failure mechanism after treatment is slight delamination and a small amount of fiber fracture. Damage morphologies of bending testing.
Response surface analysis
The factors and levels of response surface analysis.

The results were statistically analyzed by analysis of variance (ANOVA), and the coefficient of regression (R2) was used to check the adequacy of the simulation. p-value was used to test the significance level. Figure 8 is the 3D response surfaces plot and contour plot of tensile testing of glass fiber warp knit structural composites. Figures 8(a)–(f) illustrates the 3D response surface plot and contour plot of the influence of various factors on tensile properties in the tensile test. In Figures 8(a), (d) and (c) and (f), the interaction of flow rate and time or power and time on the response values shows roughly the same change trend, that is, with the increase of factor level, the load value increases first and then decreases, and the tensile load is concentrated around the ellipses centered at 10sccm and 120s or at 150W and 120s. The single factor influence of power and flow rate on the response value is proportional relation. Using the test results, the following mathematical model (according to the coding factor) were obtained: 3D response surfaces plot of (a) flow rate and time, (b) power and flow rate, and (c) power and time, contour plot of (d) flow rate and time, (e) power and flow rate, and (f) power and time of tensile testing of glass fiber warp knit structural composites.

The analysis of variance showed that the p-value <0.1, and the result was significant. “Adeq accuracy" measures the signal to noise ratio. The ratio of 5.23 indicates that the signal is satisfactory (for important models, a ratio greater than 4 is good). In addition, the high R2 value represents the reliability of the model, and the R2 of the model is 0.9826, indicating that the model is reliable. The analysis shows that the influence of three factors on tensile strength is power (A) > flow rate (B) > time (C). This is because the treatment power in the plasma modification process endows high-energy particles with higher energy, so that when they impact the material surface, they transfer their energy to the surface, and the generated active free radicals form a cross-linking layer, which affects the roughness of the material surface. The gas flow rate can indirectly affect the influence degree of power and change the adhesion effect of groups on the surface. The action time can determine the particle density in the chamber. The continuous impact of particles will etch the surface layer of the material, but the time should not be too long. Through software fitting, in the variable design space, based on the constructed response surface function model, and taking the tensile strength as the goal, the optimal variable combination is solved. The optimal parameters are A of 155.471 W, B of 9.096sccm, C of 101.324s. Figure 9 is the 3D response surfaces plot and contour plot of bending testing of glass fiber warp knit structural composites. Figures 9(a)–(f) is the 3D response surface plot and contour plot of the influence of various factors on bending performance in bending experiment. It can be seen that the influence of each factor on the response value increases first and then decreases, and the results are significant. Figure 9(a) and (d) shows the double effects of flow rate and time on the load, which are concentrated around the ellipse centered on the flow rate of 10 sccm and the time of 120s. Figures 9(b) and (e) shows the double effects of power and flow rate on the load, which are concentrated around the ellipse with power of 150W and flow rate of 10sccm as the center. Figures 9(c) and (f) shows the double effects of power and time on the load. The load is concentrated around the ellipse centered on power 150W and time 120s. Through software fitting, in the variable design space, based on the constructed response surface function model, and taking the tensile strength as the goal, the optimal variable combination is solved. The optimal parameters are 130.107 W, B of 8.342sccm and C: 109.757s. 3D response surfaces plot of (a) flow rate and time, (b) power and flow rate, and (c) power and time; contour plot of (d) flow rate and time, (e) power and flow rate, and (f) power and time of bending testing of glass fiber warp knit structural composites.
In conclusion, the influence of three factors on response value does not present a simple linear relationship. The optimal parameters of nitrogen plasma treatment of glass fiber warp knit structural composites are 100s-110s, 130W-150 W and 8sccm-10sccm.
Conclusions
This study successfully characterized cold nitrogen plasma treatment which contributed to the introduction of C-N and N-H groups, the surface roughness was increased and the mechanical interlocking degree between the matrix and reinforcement was promoted. The interfacial strength between glass fiber warp knit structural fabrics and vinyl ester resin was improved, however, due to the high stiffness of glass fiber itself, the etching was not significant after the impact of high-energy particles in nitrogen plasma on the surface. The results showed that nitrogen plasma treatment enhanced the tensile and bending properties of the glass fiber warp knit structural composites and response surface analysis confirmed that optimal mechanical properties of the composites are obtained with the power ranging from 130W to 160W, the flow rate ranging from 8sccm to 9sccm, and the time ranging from 100s to 110s. The tensile failure mechanism of glass fiber warp knit structural composites treated by nitrogen plasma is slight delamination, compared with the untreated composites, the fiber pull-out no longer exists. In the process of bending, the fiber fracture after cold nitrogen plasma treatment is improved compared with untreated composites. Due to the nitrogen plasma treatment, the mechanical interaction between matrix and reinforcement is better realized, the adhesion between fiber and matrix is enhanced. The local stress is significantly increased, and the overall properties of the composite are improved.
Footnotes
Acknowledgements
The authors would like to thank the foundations for financially supporting this research: Funding of Hebei Education Department (ZD2022025) and Youth Talents Plan of Hebei Province.
Author note
This submission is original and is not being submitted for publication elsewhere.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Youth Talents Plan of Hebei Province and Funding of Hebei Education Department (ZD2022025).