
Abstract
Today is the era of advanced materials to resolve the issue due to ecological hazards. Research is being carried out to find the alternative of the existing materials with a low cost and eco-friendly nature. Polypropylene (PP) is one of the major commodity thermoplastics having wide applications worldwide. The neat PP is extremely sensitive to flame and therefore it is a challenging task for the researchers to reduce the flame sensitivity of PP composites for safe applications. Though the artificial flame retardant filler reduces the flame propagation, these are hazardous, costly, not environment friendly and, they reduce the mechanical strength of the polymer composites upon higher percentage loading. To overcome this difficulty, in this work, the novel natural Sirisha bark filler was reinforced to the coir fiber/PP hybrid composites to enhance the flame retardant and mechanical properties. The time to ignite (TTI) of the hybrid composites increased due to bark filler reinforcement in the composites and the flame spread reduced to zero. The impact strength of hybrid composites was found to be increased due to the strong interfacial adhesion of the bark filler with the PP matrix. The scanning electron microscope (SEM) micrographs revealed the well-defined grain boundaries of hybrid composites. The carbonaceous char coating over the surface of the hybrid composite was observed from the char morphology that acts as a hindrance to flame. The viscoelastic properties such as storage modulus, loss modulus, and loss tangent of the hybrid composites were studied by using dynamic mechanical analysis (DMA).
Keywords
Introduction
Recently, polymeric materials are replacing conventional materials to provide desired properties at minimal cost, lightweight, considerable strength, biodegradability, and reduced environmental hazards. The revived desire for the proper utilization of natural resources like plant-based fibers and fillers have been reinforced to the polymers to produce hybrid composite materials has been observed globally. Owing to the attractive features such as easy availability, low density, cost-effective, harmless processability with less tool wear, the natural fibers are providing a broad research area for the development of eco-friendly polymer composites in the recent decades.1,2 The processing, characterization, and evaluation of the mechanical properties of polymer composites reinforced by natural fibers have already created thrust among researchers.3–8 The other aspect of the natural fibers reinforced polymer composites, that is, the flame retardant study is an emerging work for the investigators. Commodity plastics like polyethylene (PE) and polypropylene (PP) are generally sensitive to flame. The cellulosic plant-based fibers are also flame sensitive. Thus, to reduce the flame sensitivity of polymer composites reinforced by natural fibers, the flame retardant filler is added to the polymer matrix, or the natural fibers are treated with the flame retardant before fabrication.
PP has wide applications starting from household goods to electronic devices and automotive interiors. Therefore, research is going on a lot about the PP composites reinforced with natural fibers to provide versatile cost-effective materials with flame retardancy properties in place of the existing polymer composites.9–12 PP burns without any smoke and char residue having a heat of combustion of 43.2 kJ g−1. Thus, it is inevitable to enhance the flame retardancy of PP composites reinforced by the flame retardant filler. Generally, the halogenated and non-halogenated flame retardant fillers are used in polymer composites to reduce the flammability properties. Halogenated flame retardants work by radical reaction in the vapor phase and produce hydrogen halides along with heavy fumes that cause a health hazard and environmental pollution. 13 Hence, this type of flame retardant is generally avoided. The non-halogenated flame retardants having negligible toxicity are gaining interest for research in recent decades. The phosphorus-based flame retardants are producing an effective result with cellulosic fiber-reinforced polymer composites through charring. 12 The mostly used phosphorus-based flame retardant ammonium polyphosphate (APP), delays the burning of polymers through multicellular char formation over the polymer composites surface that act as a hindrance to the flame and restrict the flame spread on the surface of composites. 14 The metal hydroxide such as aluminum hydroxide (Al (OH)3), magnesium hydroxide (Mg (OH)2), and zinc borate work as endothermal reactions with water formation near about 320–360°C along with the protective char formation over the material surface.14,15 These flame retardants degrade the mechanical properties of the polymer composite upon higher loading.
Many researchers have treated the natural fibers with the flame retardant filler before reinforcement with the polymer composites. Misra et al. 16 studied the flame retardant behavior of coir fiber/epoxy composites. The experimental results reported that 5% stannous chloride treated coir fiber/epoxy composites revealed a 24% improved limiting oxygen index (LOI) value. The smoke density of the treated coir fiber composites was found to be decreased by 25%. The combination of magnesium hydroxide and zinc borate on the flammability properties of sisal/PP composites has been examined by Suppakarn et al. 17 The burning rate followed a decreasing trend with the increase in magnesium hydroxide and the zinc borate through char formation. Similar results were also found in rice husk/sawdust/PP composite filled with magnesium hydroxide, boric acid, and zinc borate. 15 The synergistic effect of APP with zinc borate reduced the flammability properties of PP composites. 18 The polymers and their composites can be treated with flame retardant additives or direct incorporation of the flame retardants to composites material during fabrication, to improve the flame retardant properties. The flame retardants intend to delay the ignition time, suppress, or break the combustion of the materials.19–21 The research is being carried out on natural fiber-reinforced composites to study their flammability properties. Bharath and Basavarajappa 22 studied the flame-resistant behaviors of coconut leaf sheath (CLS)/phenol-formaldehyde composites prepared by the hydraulic hot press technique. The experimental results revealed that alkali-treated CLS fiber enhanced the flame-resistant behaviors of the composites. Gupta et al. 23 investigated on mechanical, thermal, and flammability behaviors of treated sisal fiber/recycled polypropylene (RPP) composite along with the morphological properties. It was revealed that the saline-modified sisal fiber (30%) reinforced RPP composites showed good flame-resistant properties. Jang et al. 24 explored the thermal degradation and flammability behaviors of coir fiber/PLA composites. This has been conveyed that the treated coir fiber/PLA composites exhibited greater LOI value than raw fiber composites. Rejeesh and Saju 25 investigated the flame resistance behavior of coir fiberboards. The study reported that the aqueous boron-treated coir fiberboards exhibited high flame resistance properties along with reduced burning rate and greater LOI value. Yap et al. 26 inspected the flammability behaviors of tropical wood fiber/plastic composites. The experimental results concluded that the phosphonate flame retardant filler enhanced the flame-resistant behaviors of the composites. The effect of flame retardant filler, ammonium polyphosphate (APP) on cellulose fiber/PP composites has been studied by Anna et al 27 . Wood flakes were incorporated into the PP composites. The structural changes due to the fiber treatment were detected from the Raman spectroscopy. The fiber treatment and wood flake compounding to the composites enhanced flame-resistant properties. Sain and Kokta 28 worked on the flame-retardant behaviors of modified pulp reinforced PP composites. The behaviors of the original composites were compared with the modified composites. The incorporation of sodium borate and boric acid into the modified PP composites decreased the rate of burning. Jena et al. 29 studied the effect of the cenosphere on the thermal conductivity of bamboo fiber-reinforced composites.
Although many works have been done on the artificial flame retardant filler reinforced polymer composites, the study on the natural flame retardant filler is still lacking. The artificial flame retardant filler reduces the mechanical strength of the composites upon higher loading. It is a promising task to enhance the flame retardancy of natural fiber-reinforced polymer composites along with natural filler. The natural flame retardant filler is eco-friendly, abundantly available, non-toxic, and cost-effective with minimum smoke emission. The objective of the research work is to develop coir fiber/PP hybrid composites filled with the novel natural Sirisha bark filler with desired mechanical and flame retardant properties. The Sirisha bark is derived from the outer stem of the Sirisha tree, and this is generally treated as agricultural waste. Botanically the tree is called Albizia Lebbeck. It belongs to the family Fabaceae, subfamily Mimosaceae comprising about 150 species. These are abundant in tropical and subtropical areas of Asia.30,31 This is commonly planted at the roadside as an ornamental tree for beautification. The tree is also known as fry wood, Koko tree, women’s tongue, etc. The leaves of the tree are used as a common fodder in India because of the low content of tannin, toxin, and phenolic compounds. The wood of the Sirisha tree is used in the preparation of furniture, paneling, and interior design, and for general constructions. Many works have been done on this tree for medical use like anti-inflammatory, antihistaminic, anti-anaphylactic, anti-asthmatic, and anti-microbial.32,33 However, the effects of Sirisha bark as a flame retardant filler on the mechanical, thermal, viscoelastic, and flammability properties of coir fiber/Sirisha bark filler-based PP hybrid composites are not discovered till today.
Experimental
Materials
The PP granule (M110) of injection grade having a density of 0.9 g/cc was supplied by Haldia petrochemicals, West Bengal, India, was used as matrix materials. The coir fibers of density 1.2 g/cc were purchased from a coir industry of Sakhigopal, Odisha, India. The novel Sirisha bark filler of density 0.713 g/cc was collected locally at Rourkela, Odisha, India.
34
The outer bark of the Sirisha tree was extracted with a chisel manually. The Sirisha bark was washed with distilled water many times to remove the dust particles and dried in an oven at 70°C for 24 h. The Sirisha bark filler was crushed to the particulate of 250 microns. The coir fibers were cut into the size of 4–6 mm in length for the fabrication of hybrid composites. The image of the brown coir fiber and the outer Sirisha bark filler is given in Figure 1(a) and (b). The SEM image of Sirisha bark is shown in Figure 2. The surface of the Sirisha bark filler was found to be irregular and rough which may enhance the interfacial bonding of the bark filler with the polymer matrix. (a) The brown coir fiber Figure 1. (b) The outer Sirisha bark. The SEM image of Sirisha bark filler.

Composites fabrication
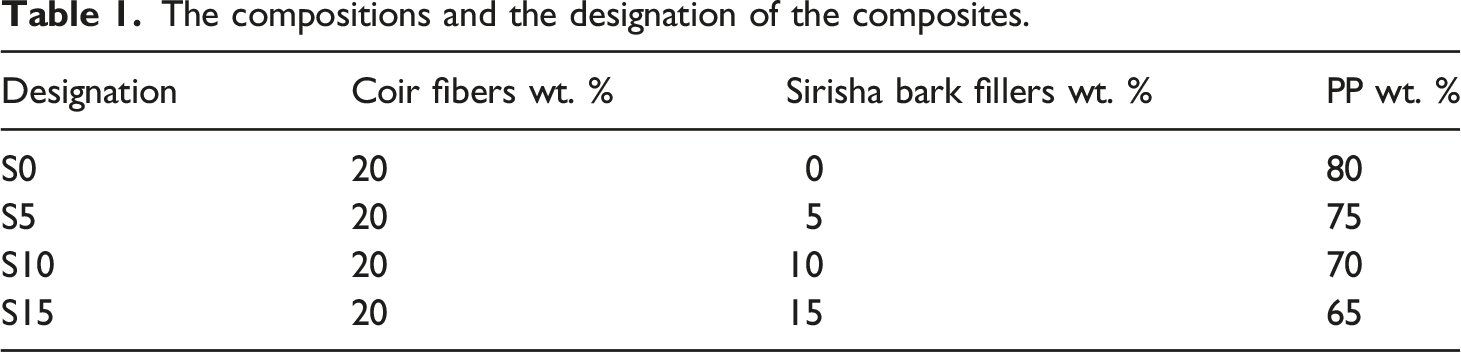
The compositions and the designation of the composites.

The flow diagram of coir fiber Sirisha bark filler reinforced PP hybrid composites.

The coir fiber/Sirisha bark filler-based PP hybrid composite.
Mechanical properties
The flexural and the impact tests were conducted as per the ASTM D 790 and ASTM D 256 standard, respectively, to study the mechanical properties of coir fiber/Sirisha bark filler-based PP hybrid composites. The universal testing machine (Instron, 5569) with a load cell of 30 KN was used for the flexural test at a crosshead speed of 2 mm/min of 64 mm span length in three-point bending mode. The impact test was carried out using impact testing machine LS-22,005. Five samples were tested for each composite and the mean value was taken into consideration.
Flammability properties
The UL-94 horizontal burning test and the vertical burning test were carried out according to the ASTM D 635 and ASTM D 3801 standards, respectively, to study the flame propagation speed and the time to ignite (TTI) of coir fiber/Sirisha bark filler-based PP hybrid composites. The classification of the composites according to flammability norm was done through the UL-94 vertical burning test. A 20 mm blue flame was applied to the free end of the specimen clamped horizontally and the time taken to catch fire was noted as TTI. Then, the time taken by the flame (t) to touch the 100 mm mark from the 25 mm mark was noted to calculate the flame propagation speed (V) according to equation (1).
where, V is the flame propagation speed expressed in mm/min, L is the burned length, that is, 75 mm and t is the time taken by the flame to reach the 100 mm mark from the 25 mm mark in second.
In a vertical burning test, the sample was clamped vertically, and surgical cotton was placed below it. The 20 mm blue flame was applied to the specimen for 10 s and removed. If the specimen caught fire within 10 s, then re-application of flame is not required. Otherwise, the flame is applied for another 10 s and the behavior of the sample is studied. If the specimen caught fire within 10 s and dripping of burning sample particle burn the surgical cotton, the composite specimen achieved V-2 classification. The best classification V-0 is achieved when the flaming duration is <10 s with no dripping particle and no cotton ignition. The intermediate classification V-1 is achieved when flaming duration <30 s with no cotton ignition. If the sample burns slowly with the dripping of flaming particles, then it is classified as HB rating and for none of the above cases, the NC classification is given to the specimen.
Thermal properties
The thermal decomposition of coir fiber/Sirisha bark filler-based PP hybrid composites was studied through thermogravimetric analysis (TGA) according to the ASTM D 6370-99 standard. The sample was heated from 30 to 600°C at a heating rate of 10 °C/min in a nitrogen atmosphere to study the thermal stability of the composites. The mass-loss rate of the composites assisted to analyze the thermal stability properties. The amount of char residue left indicates the flame resisting properties of the composites.
Dynamic mechanical analysis
The storage modulus (E’), loss modulus (E”), and mechanical loss or the damping (tan δ) were measured in Netsch DMA as per ASTM D 7028–07e1 standard. The storage modulus gives the idea about the load-bearing capacity of the coir fiber/Sirisha PP hybrid composites and tan δ gives the mechanical loss of the composite materials. The experiment was conducted in tensile mode at a heating rate of 2 °C/min and 1 Hz frequency starting from 50°C to 100°C.
Wettability analysis
The hydrophobic nature of the coir fiber/Sirisha bark filler-based PP hybrid composites was determined through contact angle measurement using the drop shape analyzer (Kruss DSA 25). The square-shaped specimen of dimensions 20 mm × 20 mm was placed on the microscope glass slide (75 mm × 26 mm). The glass slide was placed on the platform and the calibrated water droplet was deposited on the sample surface. After 30 s, the image of the droplet with the contact surface was taken by a camera for the contact angle measurement.
Morphological characteristics
The surface morphology of coir fiber/Sirisha bark filler-based PP hybrid composites was investigated through field emission scanning electron microscope, FEI Novanano SEM 450. Both the fracture surface of the composites and the char surface of the burned composite were coated with gold by the coating machine through sputtering (SC 7620, Quorum) to avoid the electrostatic charge during the experiment. The fractured surface morphology provides the cause of failure of the composites under the flexural loading. The char surface morphology provides the protesting phenomena, that is, char formation of the composites after the flammability test.
Results and discussions
Flexural strength
The flexural test was performed at room temperature to determine flexural strength and flexural modulus of hybrid composites. The flexural strength of coir fiber/Sirisha bark filler-based PP hybrid composites was shown in Figure 5. The flexural strength value of 39.7 MPa was obtained for 20 wt. % coir fiber-reinforced PP composites without bark filler. After filled by 5 wt. % of the novel Sirisha bark filler to the above composite, the strength value increased slightly to 40.10 MPa. The strength value decreased drastically with the further addition of filler to the hybrid composites. The interfacial bonding between the reinforcement and the polymer decreased at higher wt. % of bark filler loading. Thus, the effective stress transformation was hampered due to the heavy population of bark filler in the hybrid composites resulting in decreased strength value. Sain et al.
15
found that flexural strength and modulus value decreased by adding the synthetic flame retardant filler to the PP composites. In this work, the natural Sirisha bark filler has a positive impact on the modulus and a negative impact on the flexural strength of the hybrid composites. Effect of filler percentage on the flexural strength of coir fiber/Shirisa bark filler-based PP hybrid composites.
Figure 6 shows the flexural modulus of coir fiber/Sirisha bark filler-based PP hybrid composites. The modulus properties followed the reverse trend of the strength properties. The novel bark filler assisted with the increasing modulus values of the hybrid composites. The bark filler may act as a compatibilizer between the coir fibers and the PP matrix. The hybrid composites filled with 15 wt. % bark fillers had the highest modulus value of 3.495 GPa. Chen et al.
35
found the increasing trend of flexural strength in the case of glass fiber-reinforced polyethylene composites filled with intumescent flame retardant filler and MAPE compatibilizer. The high population of bark filler restrains the movement of the polymer matrix during loading. This may increase the modulus values of the hybrid composites.36–38 Effect of filler percentage on the flexural modulus of coir fiber/Shirisa bark filler-based PP hybrid composites.
Impact strength
The Izod impact test was conducted to determine the impact strength of coir fiber/Sirisha bark filler-based PP hybrid composites. Figure 7 shows the effect of bark filler on the impact strength of the hybrid composites. The impact strength values followed an increasing trend with the increase in bark filler wt. %. The highest impact strength of 3.27 J/cm was found in 15 wt. % Sirisha bark filler reinforced PP hybrid composites. Generally, the impact strength values decrease due to the incorporation of flame retardant filler in the coir fiber/PP composites.36,39 However, the opposite pattern was found in the case of natural filler, the Sirisha bark filler reinforced coir fiber/PP hybrid composites. Effect of filler percentage on the impact strength of coir fiber/Sirisha bark filler-based PP hybrid composites.
Flammability properties
The flammability properties such as the flame propagation speed, TTI, and the classification of the material according to the flammability norms of coir fiber/Sirisha bark filler-based PP hybrid composites were analyzed through the UL-94 horizontal burning test and the vertical burning test. Figure 8 shows the flame propagation speed of coir fiber/Sirisha bark filler-based PP hybrid composites. It was observed that 5 wt. % Sirisha bark filler-based coir fiber/PP hybrid composites had a lower flame propagation speed than 0 wt. % Sirisha bark filler-based PP hybrid composites. The 10 and 15 wt. % Sirisha bark filler reinforced coir fiber/PP hybrid composites did not catch fire and consequently, the flame propagation speed was calculated to be zero shown in Figure 9. Effect of filler percentage on TTI of coir fiber/Shirisa bark filler-based PP hybrid composites. Effect of filler percentage on the flame propagation speed of coir fiber/Shirisa bark filler-based PP hybrid composites.
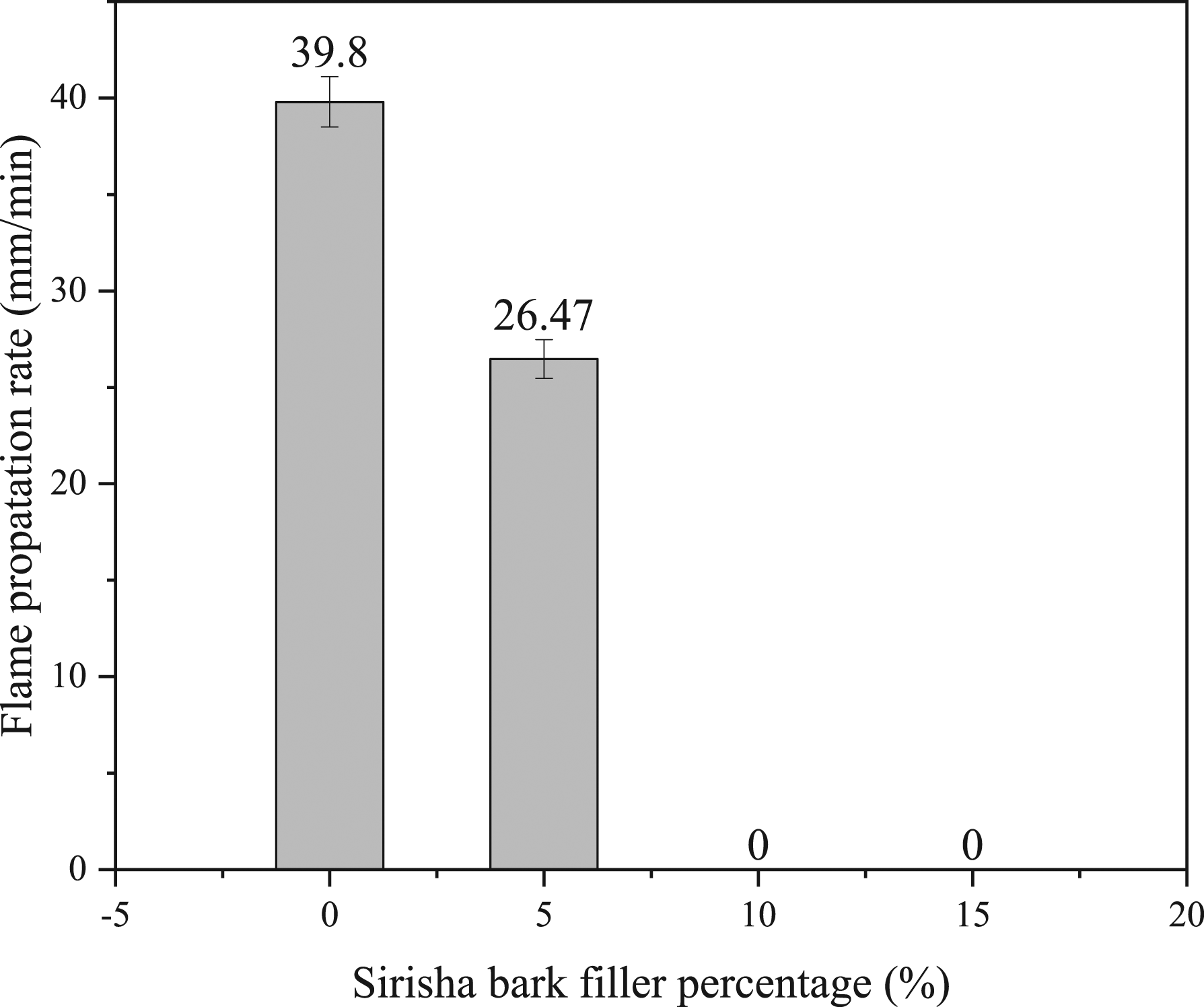
The specimen swelled on fire instead of burning during the horizontal burning test shown in Figure 10. The flame front did not reach the second reference mark. The dripping behavior and the cotton ignition were not found in the case of 10 and 15 wt. % bark filler reinforced coir fiber/PP hybrid composites in the vertical burning test. The incorporation of Sirisha bark filler into the coir fiber/PP hybrid composites enhanced the TTI value of the composites. The 15 wt. % bark filler reinforced coir fiber/PP hybrid composites had the highest TTI of 225 s. This signifies that bark filler reinforced coir fiber/PP hybrid composites protest fire by delaying the ignition time. The artificial flame retardant filler reinforced PP composites attained a V-0 rating at higher percentage loading as found in the literature.
18
However, the natural Sirisha bark filler reinforced coir fiber/PP hybrid composites attained the V-0 rating at 10 and 15 wt. % filler loading. The flame retardant filler reduces the mechanical properties of the composites at higher percentage loading.15,18,21 In the present work, the natural Sirisha bark filler provided satisfactory mechanical such as enhanced impact strength value as well as the flammability, that is, higher TTI value, and zero flame propagation properties of the hybrid composites at the lower percentage loading. The swelled coir fiber/Sirisha bark filler-based PP hybrid composites sample during the horizontal burning test.
The classification of coir fiber/Sirisha bark filler-based PP hybrid composites.

Thermal properties
The thermal stability analysis of neat PP and coir fiber/Sirisha bark filler-based PP hybrid composites was done, and the results were shown in Figure 11. The high thermal stability indicates the high flame resistance properties of the hybrid composites. The amount of char residue left after thermal decomposition of the hybrid composites reinforced by the natural filler becomes another evidence of the flame protesting phenomenon. The neat PP decomposed at 410°C without any char residue due to a long aliphatic hydrocarbon chain. The 0 wt. % bark filler reinforced coir fiber/PP hybrid composites showed thermal stability up to 460°C. The 5 wt. % bark filler reinforced coir fiber/PP hybrid composites started decomposing at 490°C indicates higher thermal stability and consequently higher flame resisting properties of the hybrid composites. The thermal stability increased by 30°C after being filled by 5 wt. % Sirisha bark fillers to the coir fiber/PP hybrid composites. The Sirisha bark may act as a natural flame retardant filler to the polymer composites. The artificial flame retardant filler such as magnesium hydroxide, zinc borate, ammonium polyphosphate, and their combinations increase the thermal stability of the natural fibers reinforced PP composites.18,36,40 However, the effect of natural flame retardant filler on the thermal stability property of composites is hardly found in the literature. TGA analysis of neat PP, and coir fiber/Sirisha bark filler-based PP hybrid composites.
Dynamic mechanical analysis Storage modulus
The storage modulus of composites is related to the young modulus of the same composites. It determines the stiffness value and the ability of the composite materials to store the applied energy. Figure 12 shows the variation in storage modulus of coir fiber/Sirisha bark filler-based PP hybrid composites with the rise in the temperature from 50°C to 100°C. The 15 wt. % Sirisha bark filler reinforced PP hybrid composites showed the highest storage modulus value. The storage modulus of jute PP composites showed enhanced properties with the jute fiber content.
41
The storage modulus value of the hybrid composites has enhanced with the rise in filler percentage whereas it followed the reverse trend with the increase in temperature. The reduced storage modulus was obtained at elevated temperature due to an increase in viscosity and mobility of the matrix.
42
The decreasing trends of storage modulus with the temperature rise are also found in the literature.43,44 Effect of filler percentage on the storage modulus of coir fiber/Sirisha bark filler-based PP hybrid composites.
Loss modulus
Figure 13 shows the loss modulus of Sirisha bark filler reinforced coir fiber/PP hybrid composites. The loss modulus is a viscous response of the matrix material. This is mostly related to the molecular movement of the matrix.
45
The investigation discovers that perfect interfacial bonding between the coir fiber, Sirisha bark filler, and the PP matrix of hybrid composite dissipates less energy with a rise in bark filler percentage in hybrid composites.
46
Therefore, the loss modulus decreased with the increase in filler loading. The reduced loss modulus was obtained due to constraints in the movement of matrix material through the rigid fiber and filler. The loss modulus values are inversely proportional to the temperature rise due to the rise in matrix mobility.
42
The viscoelastic behaviors of composites rise with the nonwoven jute fiber percentage in composites reported by Karaduman et al
46
. The effect of the stacking sequence of the jute fiber on the viscoelastic properties of the jute/PP composites was also investigated. Effect of filler percentage on the loss modulus of coir fiber/Sirisha bark filler-based PP hybrid composites.
Loss tangent
The loss tangent (tan delta) of the composites is also known as mechanical loss or the damping factor. The role of damping is to balance the elastic and viscous phases of polymeric materials.
47
Figure 14 shows the result of Sirisha bark filler percentage on the tan delta values of hybrid composites. The tan delta is the fraction of loss modulus to the storage modulus of the materials. Therefore, this graph shows the reverse pattern of the storage modulus. The less matrix material is available in the composites with the rise in filler percentage to dissipate the damping. Thus, the tan delta value decreases with the bark filler loading. Rana et al.
41
also found a similar trend in jute fiber/PP composites. The damping of composites rises with the temperature as the molecular mobility of the matrix is enhanced at a higher temperature. As a result of this, the viscoelastic behaviors of the hybrid composites improved. A similar trend was observed by Mohanty et al.
48
Effect of filler percentage on the tan delta of coir fiber/Sirisha bark filler-based PP hybrid composites.
Wettability analysis
The surface flaws such as cracks and pores generated during the fabrication of the composites become the source of water diffusion into the composites. The polarity and crystallinity of the matrix and filler also play the water intake of the natural fiber-reinforced polymer composites.
49
The wettability test was conducted to determine the water absorption behavior of the coir fiber/Sirisha bark filler-based PP hybrid composites through the contact angle measurement of a water droplet on the surface of the composite. Figure 15(a) and (b) show the contact angle of a water droplet with the neat PP and coir fiber/PP composites without filler. Figure 15(c), (d), and (e) show the contact angle between the water droplet and the Sirisha bark filler-based coir fiber/PP hybrid composites with 5, 10, and 15 wt. % filler, respectively. The measured angle greater than 65° signifies the hydrophobic nature of the composites.
50
The neat PP is hydrophobic having a contact angle of 105.3° shown in Figure 15 (a). With the short coir fiber reinforcement, the contact angle of coir fiber/PP composites decreased to 92°. The lignocellulosic fibers are hydrophilic because of cellulose and hemicellulose content.
50
After reinforcement, the short natural fibers formed the channel through which water diffused to the polymer composites and the hydrophobic nature decreased. The contact angle increased by 6° with 5 wt. % Sirisha bark filler reinforcement to the coir fiber-based PP hybrid composites than the coir fiber-reinforced PP composites without filler. The bark filler had good compatibility with the PP matrix which was observed from the surface morphology study. Thus, the water diffusion into the polymer composites by capillary action at the interface of fiber and matrix was omitted, and the hydrophobic nature was improved. However, further increase in bark filler in the composites decreased the contact angle and reduced the hydrophobic nature due to an increase in cellulose and hemicellulose content. The 15 wt. % bark filler-based coir fiber/PP composites had the lowest contact angle of 86° shown in Figure 15 (e). Image of droplet contact angle from wettability test for (a) neat PP (b) 0 wt. % Sirisha bark filler-based coir fiber/PP hybrid composites (c) 5 wt. % Sirisha bark filler-based coir fiber/PP hybrid composite (d) 10 wt. % Sirisha bark filler-based coir fiber/PP hybrid composite and (e) 15 wt. % Sirisha bark filler-based coir fiber/PP hybrid composite.
Morphological characteristics
Figure 16(a) shows SEM of the fractured surface micrographs of coir fiber/Sirisha bark filler-based PP hybrid composites filled with 10 wt. % Sirisha bark filler. The crystal structure with distinct grain boundaries was seen from the enlarged view of coir fiber/Sirisha bark filler-based PP hybrid composites filled with 10 wt. % Sirisha bark filler shown in Figure 16(b) The breakage of the fibers upon loading and fiber pullout was the cause of failure in the flexural test shown in Figure 16(a) and (c). Holes and impressions were found in the matrix because of the fiber pullout. The SEM micrographs of (a) 10 wt. % bark filler-based PP hybrid composite (b) enlarged view of the 10 wt. % bark filler-based PP hybrid composite (c) 15 wt. % bark filler-based PP hybrid composite.
The char morphology assisted to find the cause behind the flammability properties of Sirisha bark filler-based coir fiber/PP hybrid composites. The coir fiber-based PP composites without bark filler burned in the flammability test, and the char produced on their surface was shown in Figure 17(a). The hole produced in the composites is due to the burning of the polymer matrix. Figure 17(b) showed the char surface of 5 wt. % bark filler-based coir fiber/PP hybrid composite. The 5 wt. % Sirisha bark filler-based PP hybrid composites burned completely in the flammability test. However, the 10 wt. % bark filler-based coir fiber/PP hybrid composites produced a carbonaceous char coating over the entire composites instead of burning during the flammability test as shown in Figure 17(c). The char coating behaved as a hindrance between the flame and hybrid composites. The impressions of coir fibers under the carbonaceous char coating were seen in the micrograph. The Sirisha bark filler had good compatibility as well as proper dispersion within the PP matrix and due to this filler, the coir fiber/Sirisha PP hybrid composites were not catching fire and attained the V-0 rating. Similarly, Li et al.
51
found the carbonaceous char layer in the SEM of cytosine pyrophosphate and pentaerythritol treated PP composites. The micro-holes were produced due to the surface defects shown in Figure 17(d). The char thickness increased with the increase in filler percentage as shown in Figure 17(c) and (d). The impression of coir fiber is clearly visible in Figure 17(c). However, with the increase in filler percentage (15 wt. %) the impression of fiber was not seen rather distinct grain boundary was found in the char micrographs as shown in Figure 17(d). The char surface micrographs of (a) 0 wt. % bark filler-based PP hybrid composite (b) 5 wt. % bark filler-based PP hybrid composite (c) 10 wt. % bark filler-based PP hybrid composite (d) 15 wt. % bark filler-based PP hybrid composite after the flammability test.
Conclusions
There is a great demand for eco-friendly, cost-effective, and green materials to reduce the greenhouse effect. In this context, the novel natural Sirisha bark filler act as an eco-friendly, cost-effective, and safe flame retardant filler for PP hybrid composites in the present investigation. The impact strength of hybrid composites increased with the filler loading (15 wt. %). The flexural strength decreased with filler percentage whereas the flexural modulus showed the reverse trend. The Sirisha bark filler enhanced the flammability properties of the hybrid composites. The hybrid composites did not catch fire at 10 and 15 wt. % filler loading and consequently the flame propagation speed was calculated to be zero. The time to ignite for hybrid composites increased with the filler percentage. The hydrophobic nature of the hybrid composites increased at 5 wt. % filler loading but after that, the hydrophilic nature increased due to the increase in lignocellulosic filler percentage. The char morphology of the hybrid composites showed the carbonaceous char coating over their surfaces that act as a hindrance to flame. The as storage modulus increased with the filler loading but the loss modulus and loss tangent value decreased with the filler loading. Considering the above-mentioned mechanical, viscoelastic, and flammability properties of the coir fiber/Sirisha bark filler-based PP hybrid composites, the proposed material may be recommended for automotive interior applications.
Footnotes
Acknowledgment
The authors are thankful to ITER, SOA Deemed to be University, Bhubaneswar for the financial support to carry out the research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.