
Abstract
The current study aims to explore the tensile fracture mechanism and thermo-mechanical efficiency of polyamide-6 (PA6) reinforced with titanium dioxide (TiO2) and multiwalled carbon nanotubes (MWCNTs). The uniform dispersion of the MWCNTs and appreciable interfacing between PA6, TiO2, and MWCNTs were revealed in the fractography figures. The crystallization temperature and degree of crystallinity have been enhanced by the addition of nanoparticles to the PA6 matrix. Young’s modulus, tensile strength, and Charpy impact strength improved proportionally concerning reinforcement content. The essential work of fracture (EWF) method was applied to evaluate the toughening and fracture behavior of PA6 hybrid systems. Considerable improvement (+60.6%) in the EWF of PA6–TiO2–MWCNT nanocomposites was observed at 4 wt.% CNT and 2 wt.% TiO2. Limiting oxygen index (LOI) findings demonstrate that a polymer with a combination containing titanium dioxide and multiwalled carbon nanotubes has a highly substantial retardant influence. As a result, the TiO2–CNT combination acts as a synergist filler, offering versatile PA6 composite products.
Keywords
Introduction
Polyamide-6 (PA6) is an ideal engineering polymeric material that offers crucial load-bearing capability, self-lubrication, chemical opposition, and versatility in different sectors. On the other side, mechanical characteristic restrictions, the below heat deflection temperature, high hydrophilic property, and dimensional shakiness of pristine PA6 have curbed its wide range of applications in load-bearing applications. 1 Previous research shows that high-performing polyamide-based composites have extensive applications, particularly under-the-hood automotive applications, because of their improved impact failure mechanism and capability of energy absorption, vulnerable flammability properties, low warpage, and leading mechanical properties to set up better economic results and strong safety factors. 2 The selected material should have the requisite thermal and mechanical properties, with low amalgamation, specific weight, and high degradation resistance.3,4 Constantly, glass fiber and ethylene–propylene rubber content effects have been studied on different mechanical properties of PA6. While the study resulted in the rubber’s amalgamation into PA6, it yields a lower strength modulus. Stiffness and strength were completely reversed by the addition of the glass fiber. The glass fiber–reinforced, rubber-toughened PA6 contributed to the improvement of Izod impact energy compared to the unfilled material. The incorporation of nanoparticles would significantly improve polymer strength and stiffness.5–8 Nanofillers usually used as PA6 reinforcement in practice include TiO2, 9 MWCNTs,10,11 clay nanocomposite , 11 nano-Al2O3, 12 and graphene 13 because of the unrivaled spatial and bonding configuration of carbon nanotubes, which play a pivotal and efficient role as filler in polymer composites because of their high aspect ratio, outstanding tribological characteristics, mechanical strength, and high thermal conductivity. These reinforced nanomaterial composite materials synergistically integrate the characteristics of both fillers, nanomaterial, and pure polymer.14,15 Titanium dioxide is a nanomaterial with soft solid properties that shows a melting point of 1800°C. Additionally, it is used as a flame-retardant material (FR) in various heat applications as it decreases the burning rate.16,17 Certain content of nanoTiO2 would supply ticklish improvement as a flame retardant for polymers and coatings.18,19 This is mainly because of its premium reduction of UV, light density, thermal degradation, and outstanding mechanical properties. Co-workers conducted comparative studies on the effect of 15 wt.% CNT on the mechanical properties of PA410/PA6 using a twin-screw extruder. 20 Krishnaiah et al. 21 investigated the mechanical, thermal, and dynamic mechanical properties of polypropylene (PP) by using tetraethoxysilane (APTES)-functionalized halloysite nanotubes (HNTs). The result shows that the maximum strength, Young’s modulus, and impact strength were improved by 28%, 45%, and 60%, respectively, with 6 wt.% incorporations, and the differential scanning calorimetry (DSC) increased by 22% in the crystallinity of the clay polymer nanocomposite after being filled with surface-modified HNTs. Krishnaiah et al. 22 indicate that the mechanical and thermal stability of polypropylene (PP) was improved by adding inorganic nanofillers (short sisal fibers) with pure and silane-grafted HNTs. The new composite showed significant improvements compared to those of pure PP, in which, the tensile strength and modulus increased by 55% and 50%, respectively, and the thermal stability of the hybrid composites increased by 60°C. Mahmood et al. 23 manufactured PA6 reinforced by amine-functionalized carbon nanotubes; the results were interpreted as meaning the addition of carbon nanotubes led to an increase in thermal properties. The temperature was predictive of the initiation of thermal deterioration increased by 70°C, and the measurements of crystallization temperature (Tc) and melting temperature (Tm) improved by 44 and 17°C, respectively, owing to chemical stability with improved dispersion and interfacial characteristics of amine-functionalized CNTs with PA6. An altered combination of both the Leidnar–Woodhams model and the Pukanszky framework for cylindrical nanofillers was adopted by Chopra et al., 24 where the development of deep interphase was verified by mathematical modeling of the interphase strength and the thickness of the interfacial layer. The tensile fracture mechanism of PA6 and MWCNTs has been investigated, which revealed a significant interaction between the PA6 matrix and the MWCNTs, which contributed to the enhancement of the strength of the composite by the influence of load transfer. Cabello-Alvarado et al. 25 developed TiO2 and CNT-reinforced polymeric nanocomposites as a solution available to traditional flame retardants. The thermal properties of the polymeric nanocomposites improve as the NP content is increased. In contrast to the pure polymer, whose degree of crystallinity and deterioration of its thermal properties decreased, based on detailed and consistent research from previous literature, the answers show that the addition of TiO2 and MWCNT helps to improve the functional behavior of polymeric materials. Although early studies have concentrated on the toughness of polymer nanocomposites (essential fracture work) in the polymer,26–29 the effect of hybrid loading nanomaterials on PA6 has not yet been studied. The present research represents the first attempt at fabricating a TiO2–MWCNT hybrid additive to enhance the polyamide composite properties.
Materials and methods
PA6 specification.
Composition of hybrid composite.
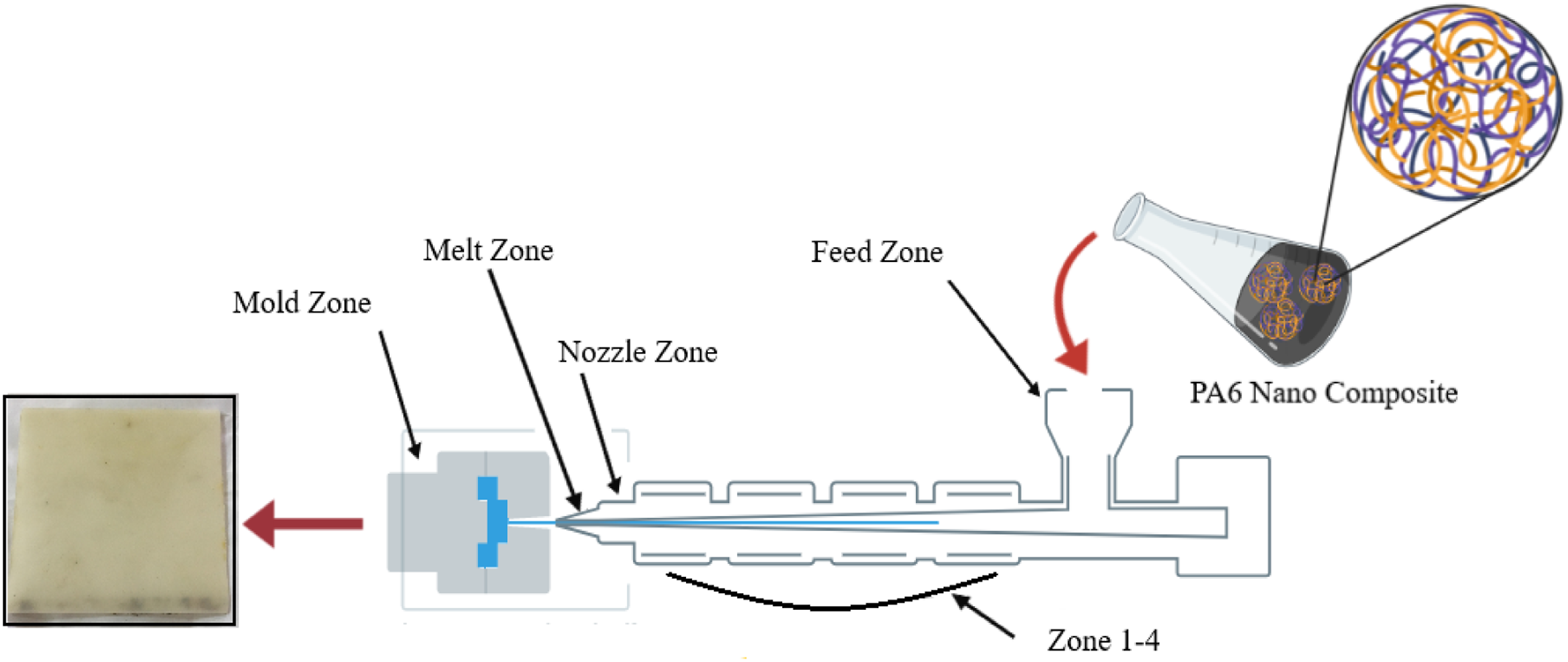
Schematic of the applied strategy.
Experimental
Microstructure characterization
Scanning electron microscopy (SEM) (A QUANTA 250 FEG) under a high-vacuum unit, working at 2 kV, observed the fracturing surfaces as well as examined the morphology and microstructure of hybrid nanocomposites with a thin gold coating. The structure and phase analysis of nanomaterials was carried out using X-ray diffraction (XRD) to characterize the existence of different phases in PA6 with the reinforcement of TiO2 and MWCNTs. Diffraction patterns were obtained using a Siemens XRD D5000 diffractometer set to 40 kV and 50 mA with a Cu–K radiation (= 1.541) source and a step size of 0.5°/min from 0 to 70°.
Mechanical
Properties were evaluated by a tensile test. Tensile properties of dog bone specimens were measured using the ZwickRoell machine (Zwick HHP 2001) at a constant cross speed of 5 mm/min in proportion to the ISO 527 standard. Charpy impact tests were carried out in accordance with ISO 179 standards on a pendulum impact machine outfitted with a 5.5-J pendulum (Zwick 5101) at room temperature, with sample dimensions of 80 ×10 ×4 mm and a support span of 62 mm. The data provided represents the five-measurement average.
Dynamic mechanical thermal analysis
Dynamic mechanical thermal analysis behavior was analyzed by a DMA using a TA Q800. The DMTA tests were performed using a single cantilever bending mode at a constant heating rate of 5°C/min and a frequency of 1 Hz, and the temperature ranges from −100°C to 180°C in a nitrogen atmosphere.
Differential scanning calorimetry
Crystallization activity thermograms were studied using a DSC-50 (Shimadzu, Japan) instrument under a nitrogen atmosphere. Specimens with a weight of approximately 6.54 mg were heated from 20°C to 250°C at a rate of 10°C/min and kept at this temperature for 5 min to eliminate any thermal background. After that, the samples were cooled to 20°C at a cooling rate of 10°C/min and kept at this temperature for 1 min. Eventually, the samples were heated to 250°C at a rate of 10°C/min for the next heating cycle. Melting points were collected and analyzed to establish the crystallinities and thermal phase transition. The crystallinity of PA6 and its composite was calculated using the following equation
Heat distortion temperature
Thermal testing to characterize the material at high temperatures was applied using an HDT 3 VICAT 6911 instrument, heating media oil (≤300°C). Method A was applied while stress was 1.8 MPa, the span between the supports was 101.6 mm, temperature rate (120°C/h), and deflection (the function of thickness) was 0.25 mm.
The essential work of fracture
The essential work of fracture method has been proposed to realistically explain the fracture strength of ductile polymers and hard composites. The energy used to fracture the sample is then subdivided into the critical work carried out in the fracturing zone to build better surfaces and non-essential work performed in the external plastic region. The total energy to fracture, wf, developed by Brogerg
36
can be defined as follows:



Karger–Kocsis and Barany
39
presented splitting ligament yielding and the yielding section crack notch as energy-partitioned work of fracture for delayed yielding polymers. Therefore, equation (5) can be presented in detail in equation (6):
According to ISO 293: samples for the EWF test were prepared by compression molding (flash mold type). The EWF test sample dimensions were 80 × 23 × 2 mm, as shown in Figure 2. The notches were implanted with a sharp razor blade, which provided double-edged tension samples (DENT) with various ligament lengths (5, 7, 9, 11, 13, and 15 mm). At least, five specimens were examined for each ligament length, and the data reduction was accompanied by the ESIS–TC4 group’s recommendation.
41
Many researchers used the test method for evaluating the essential work of ductile polymer fractures that were integrated into the EWF in quasi-static loading conditions under the European Structural Integrity Society (ESIS).42–44 All EWF test fractures were carried out at 25°C at a crosshead speed of 5 mm/min using the universal tensile testing machine ZwickRoell (HHP 2001). Designation and geometries of the notched tensile test samples.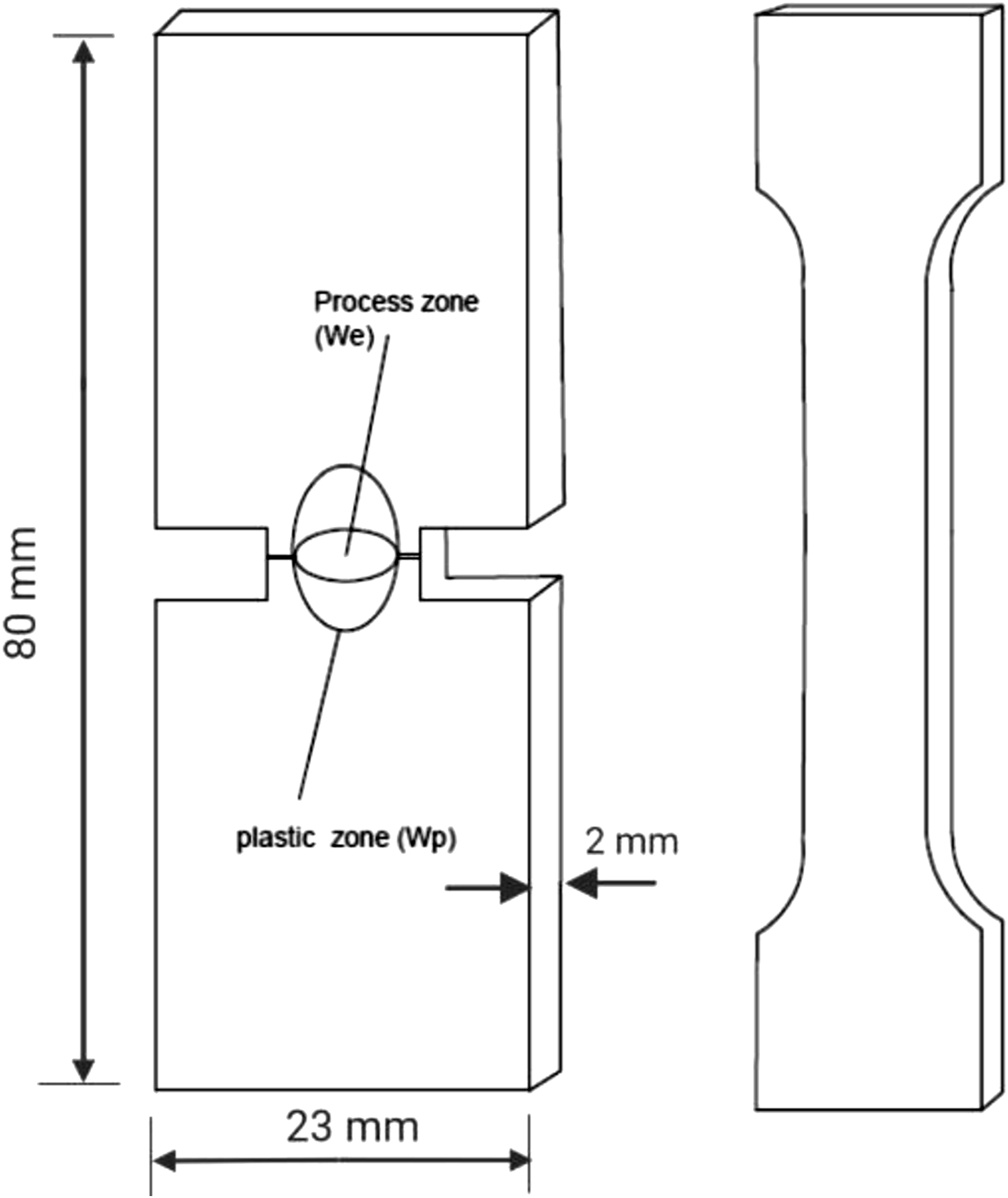
Flame retardants in the limiting oxygen index (LOI) test were used to characterize the hybrid composite samples as well as the pristine PA6. The samples were tested according to ASTM D2863. The geometry of samples with 80 × 10 × 4 mm dimensions has been set. Following the ignition protocol, A, the samples were ignited like candles (top surface ignition) with an extent of burning (50 mm below the top of the specimen).
Results and discussions
Structural characterization of additives and compositions
To confirm the successful crosslinking process, preparation and immobilization of NPs loaded on the polyimide 6 XRD were carried out. XRD diffractograms of MWCNT, TiO2 nanoparticles, and P2T6C to compare diffraction patterns of base materials with nanocomposites of PA6-TiO2/CNT are shown in Figure 3(a). The diffractograms of samples with P2T6C showed signals located at two angles of 19.9° and 23.7°, which correspond to planes (200) and (002,220), respectively.
23
Moreover, it was clear that the strong peaks of MWCNT powders at angles (2θ) of 25.8° and 45.7° can be assigned to C (002) and C (100) diffractions, respectively.
45
Peaks appearing at 21.2° and 23.7° for TiO2 nanoparticles and CNT/TiO2 nanocomposites can be assigned to crystalline planes of (200) and (002), respectively, confirming the anatase TiO2 phase.
46
These peaks correspond to the Joint Committee on Powder Diffraction Standards (JCPDS) Card File number 21–1272.47,48 Therefore, the anatase phase was the major crystal in the CNT/TiO2 nanocomposites. The SEM image of pristine PA6 is shown in Figure 3(b), and the dispersion of CNTs and TiO2 particles in PA6 is shown in Figure 3(c). In general, less particle agglomeration and homogenous mixing are observed during SEM examination of different samples. (a) XRD patterns for the hybrid PA6 nanocomposite; (b) SEM image of the pristine PA6; (c) PA6 with TiO2/CNT nanoparticles.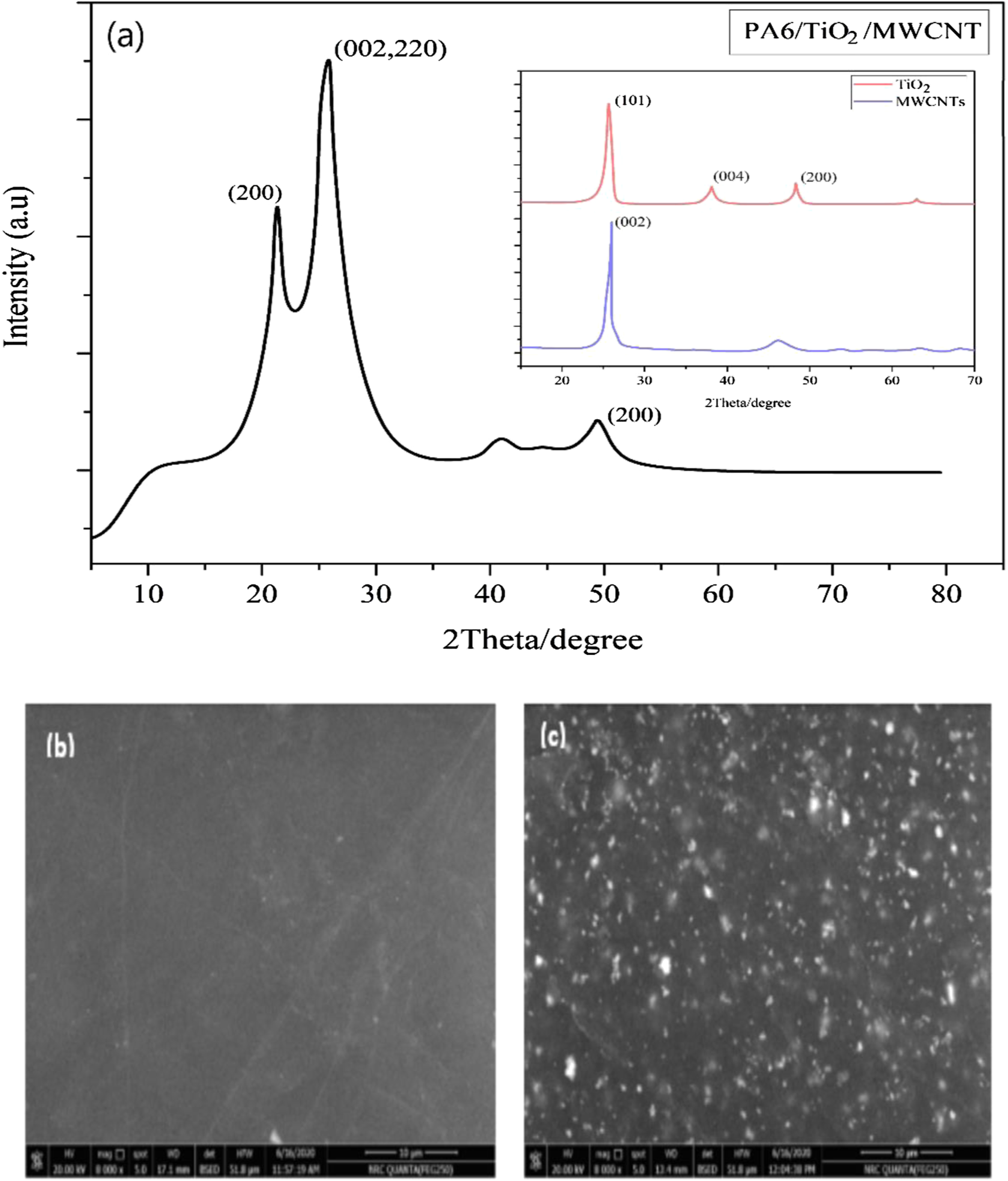
Mechanical properties
Mechanical results of PA6 nanocomposites.
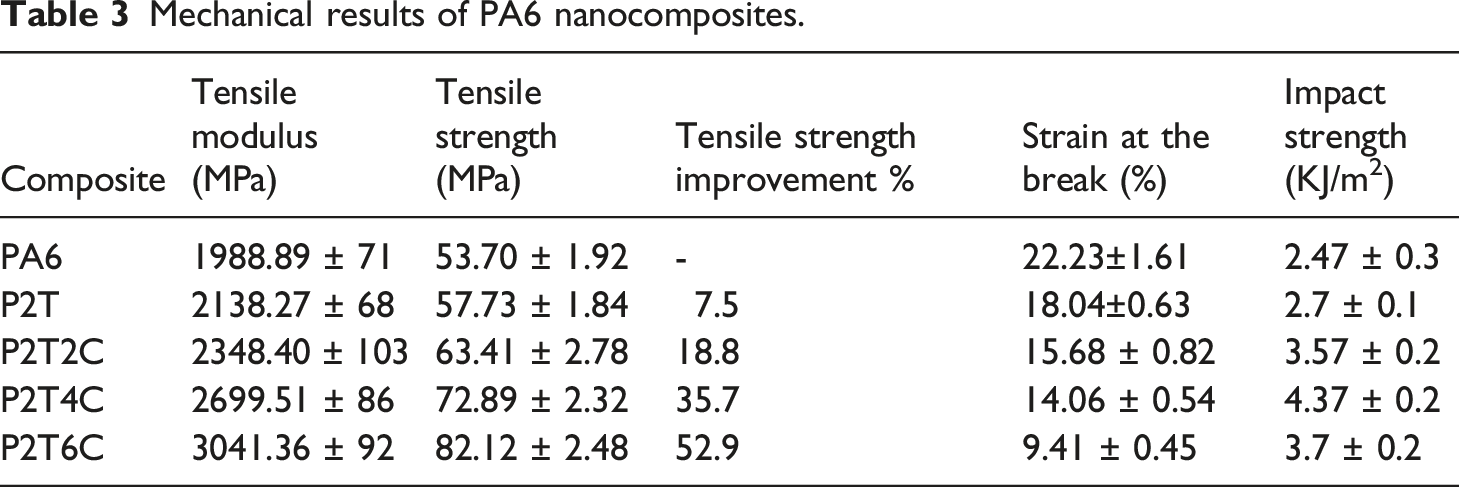
Stress–strain curves of PA6–TiO2–CNT nanocomposites with different nanoparticle loadings.
Dynamic mechanical thermal analysis
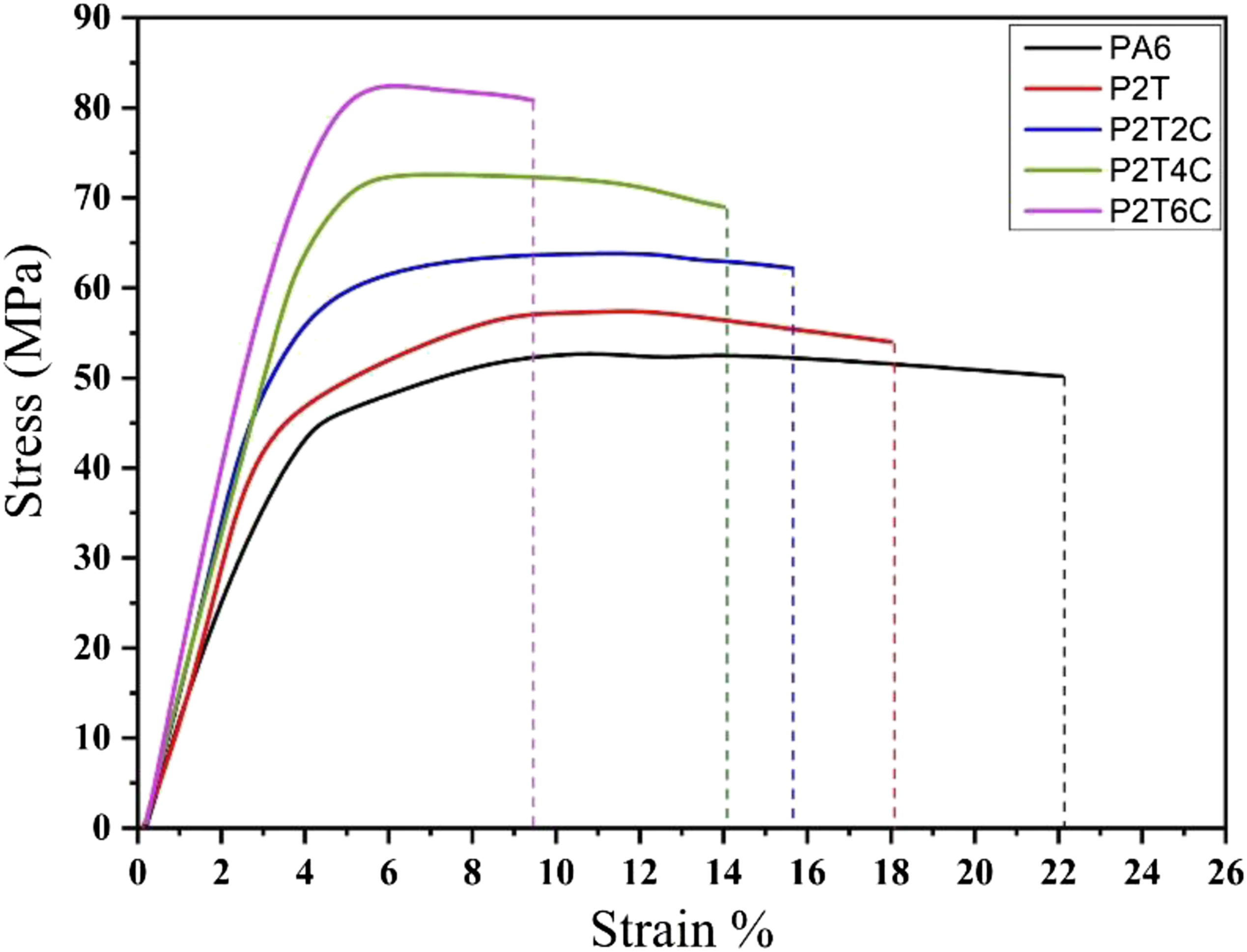
Dynamic mechanical thermal testing is an effective means of analyzing the viscoelastic behavior and the fluctuating force and heat of composite materials. Detecting the DMTA test has discovered the absorption and leakage of energy against temperature and the glass transition temperature of various samples (Figures 5 and 6). As temperature increases, the storage modules decrease, as shown in Figure 5 and Table 4. It was because polymer chains are more easily transported at higher temperatures since storage modules show the material’s capability to retain mechanical energy [55]. Three distinctive regions are clearly shown in the temperature-dependent storage modules in the PA6 nanocomposite graph—the glassy area where composites display high module values, a transition zone with reduced storage values with temperature increase, and a rubber area (also called the flow region) because of the rubbery nature of the material at high temperatures. In the initial stages of the glassy phase, the storage modules varied with nanocontent. The storage modules were higher in the nanocomposite than in the pristine PA6. This consequence can be because of a tight bond between CNTs and TiO2 and the surrounding matrix, which establishes the interfacial strength against the motion of the main chain segment in the uncrystallized region of nylon. The composites reached the rubber region at 160°C and noticeably increased storage modulus within the whole defined temperature range (150°C–170°C) by including carbon nanotubes inside the PA6–TiO2–CNT matrix. Due to excessive CNT stiffness and proper interaction between the polymer matrix and nanoparticles, polymer chains will be impeded by CNTs, which led to an increase in nanocomposite storage modules.
56
A higher nanocomposite storage modulus shows that it stores further energy, which results in a more robust and stiffer structure. Another explanation for the increase in storage modulus is that electrons in the aromatic ring of PA6 align with the CNT via sorting due to the interaction between the CNT and the polymer molecular chains. This interaction between MWCNT and PA6 will serve to boost the load transfer from pristine PA6 to the nanofiller, thus enabling extreme loadings to be handled by the prepared nanocomposite.
57
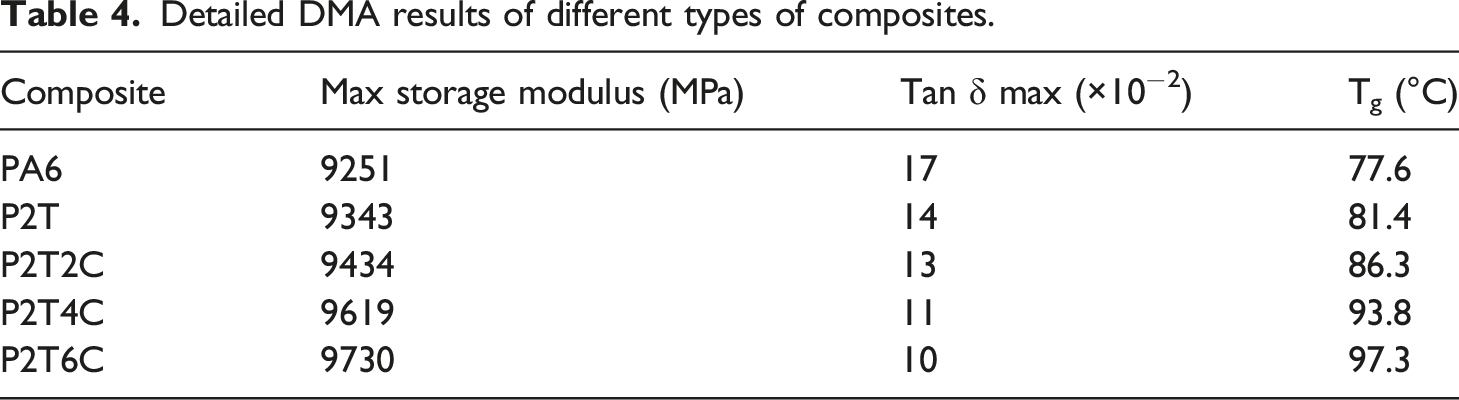
At a low concentration of nanoadditives, the effective stress transfer between the fillers and polymers is not possible because of the existence of a maximum region. Therefore, the fragile nature of the composite is more prevalent with P2T and P2T2C as shown in Figure 7(a). While at higher concentration, MWCNT forms an efficient network which decreases the breaking-out tendency as shown in Figure 7(b). The result is that the P2T6C nanocomposite has higher storage modulus and tensile strength according to the high concentration. (a) Storage modulus versus temperature for PA 6 and PA6/TiO2 /MWCNT nanocomposites and (b) storage modulus versus filler loading at different temperatures. (a) Cole–Cole plots of pure PA6 and PA6–TiO2–CNT nanocomposites (b) (tan δ) as a function of temperature for pure PA6 and PA6–TiO2–CNT nanocomposites. Detailed DMA results of different types of composites. Graphical view of the orientation of the CNT and polymer chains in various wt.% filler loads.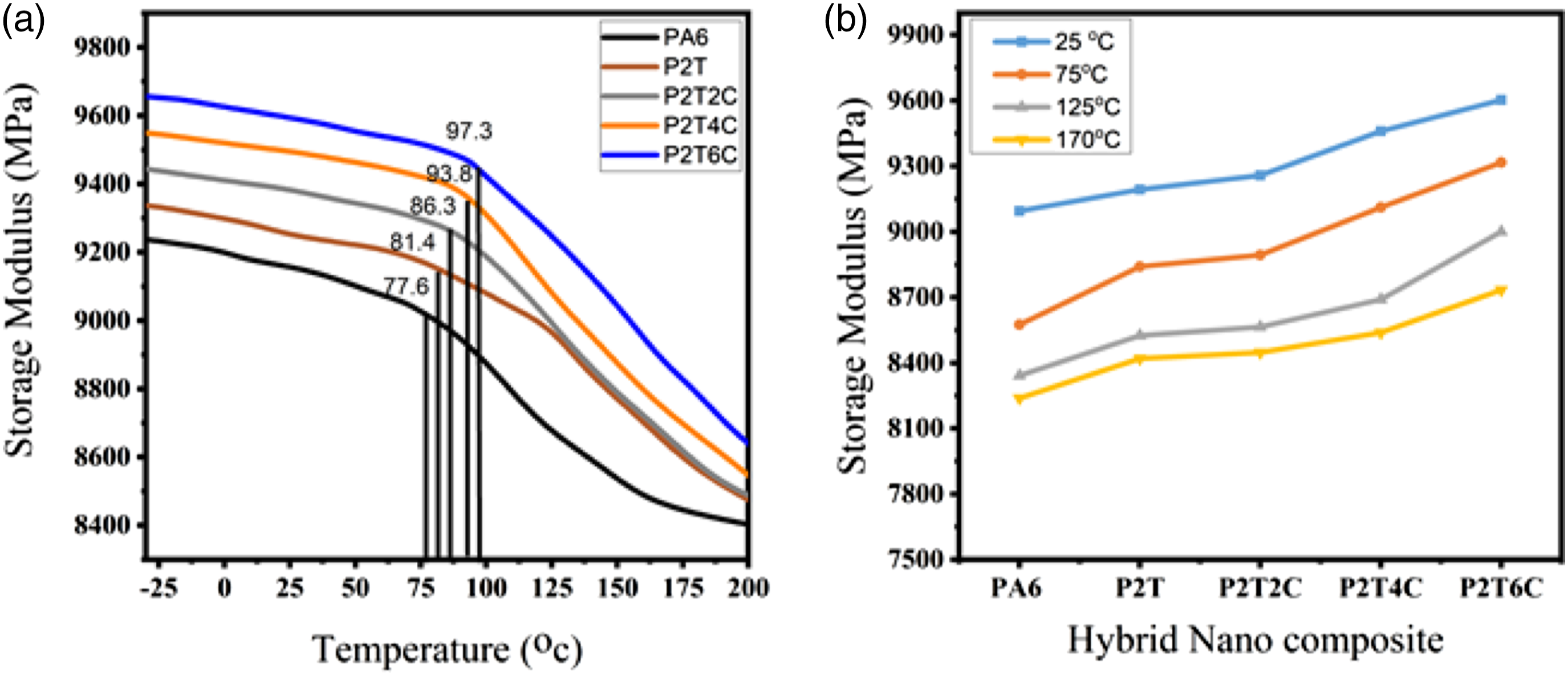
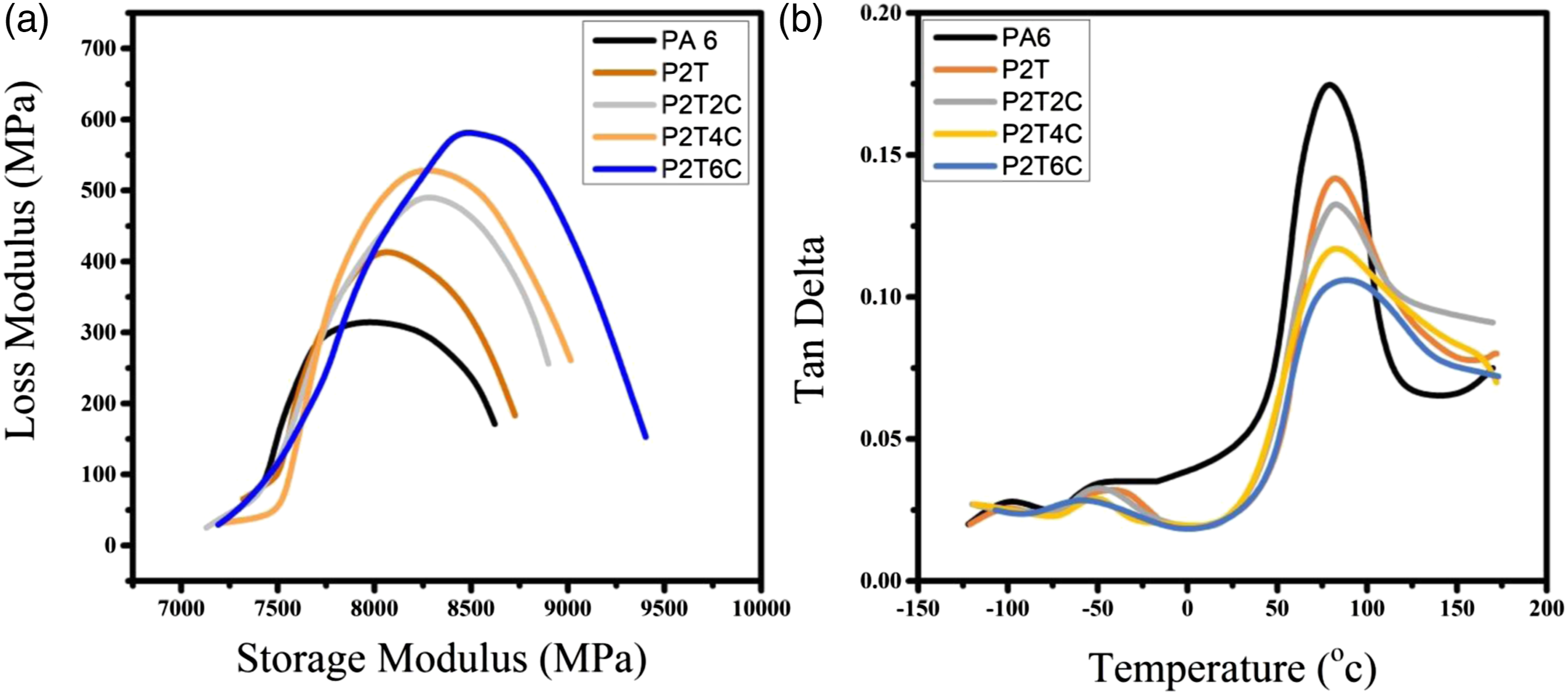
The loading of nanofiller in the matrix of PA6 causes tan δ to decrease and Tg to change to a higher trend. The changeover of Tg to higher temperatures shows the lowering of chain mobility by using reinforced fillers. The neat PA6 matrix had a Tg value of 77.6°C, and the entire nanocomposite P2T6C had increased to 97.3°C by 25.9% (Table 4, Figure 6(b)). The decrease in the tan δ value means that the interface bonding inside the alternative material matrix was strengthened. Besides, Tg is interpreted as a measure of the degree of interaction between atoms. Composite materials with impoverished connectivity tend to dispel more energy than those with significant interfacial bonding. The movement of the chain segments becomes difficult when polymer chains are restricted by the addition of fillers. However, chain relaxation is increased at higher temperatures. Therefore, the tan delta values decrease with temperature. Consequently, impoverished bonding of the interface results in a high tan δ value. Thus, it can be shown that the alternative material having a composition containing CNT and TiO2 has more rigidity and glass transition temperature than the pristine PA6 composition, showing that there is a better interfacial bonding between both the filler and the matrix.
The modification in structural characteristics by adding MWCNTs in the cross-link polymer composites can be investigated with the Cole–Cole strategy. The damping or loss factor evaluated during dynamic mechanical measurement techniques is exactly equivalent to the tan δ function, which is appropriate for dynamic mechanical analysis. The Cole–Cole plot is a workable method to understand the state of homogeneity in polymeric systems for blends and filler dispersions. Figure 6(a) displays Cole–Cole plots for different composite models where the loss modules can be plotted at a frequency of 1 Hz depending on the storage modules. The structure of the Cole–Cole plot demonstrates the way the system is represented. Relatively homogenous polymeric systems are mentioned to have a semicircular graph, while two-phase systems have an imperfect semicircular diagram (elliptical path).58,59 An analysis of the Cole–Cole plots of the currently reinforced composites shows that the curves demonstrate the shape of imperfect semicircles. Therefore, there is to some extent a strong adhesion between pristine PA6 and nano TiO2 illustrated in the form of curves, despite the homogeneity caused by the addition of TiO2 into PA6 which slightly interfered with the Cole–Cole plot; it was a marginally altered shape of the Cole–Cole plot as compared to that of pure PA6. On the other side, the incorporation of CNTs enhanced the homogeneity of the polymer matrix resulting in smoother Cole–Cole plots compared to the PA6-TiO2 composite. Improving homogeneity is due to enhancing PA6 and CNT interaction via the addition of TiO2.
Crystallization behavior
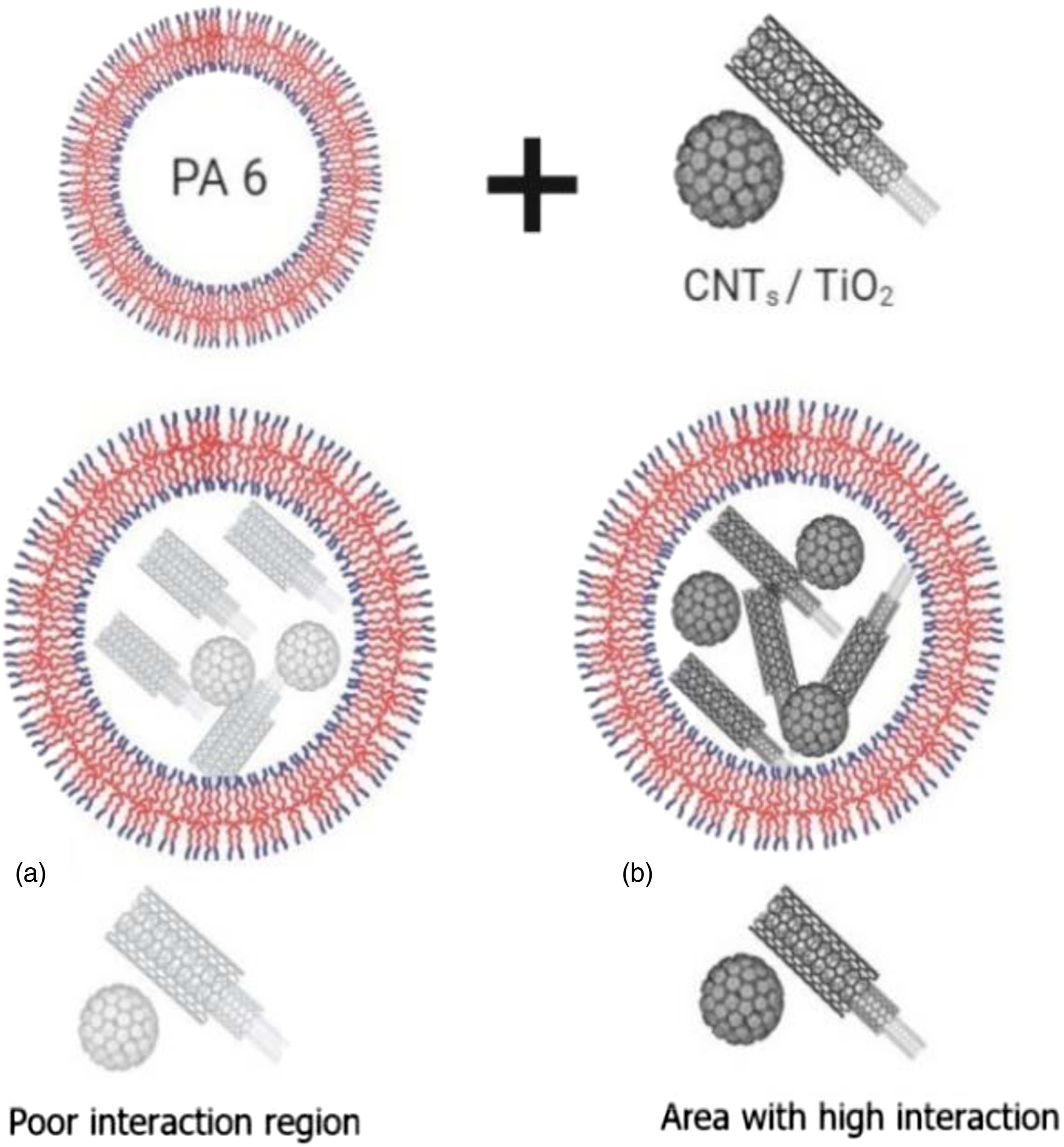
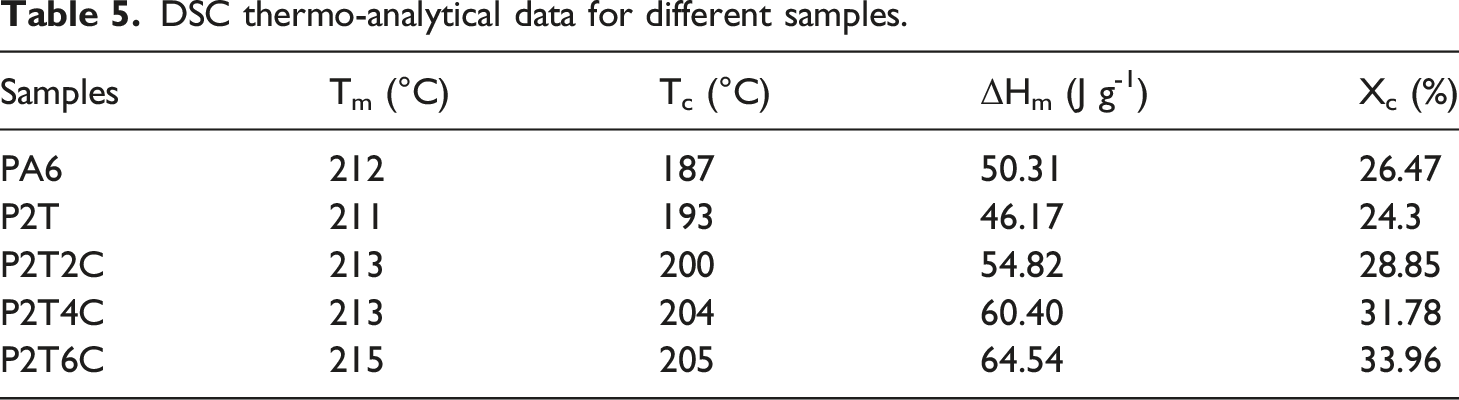
In the present findings, a differential scanning calorimetry (DSC) test is introduced as a thermal analysis technique in which the heat flow into or out of a sample is measured as a function of temperature or time. This test is used to evaluate material properties, such as glass transition temperature, melting, crystallization, and specific heat capacity. DSC is carried out to examine the effects of various nanofillers on the crystallization activity of PA6, cooling, and melting points of the hybrid nanocomposites. Figure 8(a) and (b) reflects the cooling and heat curves of the crystallization of PA6 and its DSC-produced nanocomposites. It is quite clear that including CNTs in the PA6–TiO2 matrix increases the temperature of crystallization (Tc) from 187 to 205°C, as shown in Table 5. This resulted in an enhancement in crystallinity (Xc) from 26.74% to 33.96% while a slight reduction occurred with PA6–TiO2, which is consistent with the reported literature.
9
This implies that the addition of CNTs and TiO2 to the PA6 behaves as a crystallization nucleating agent. Crystallization during cooling temperature with nanocomposites has also been shown to start at higher temperatures, which supports the crystallization influence of nanoadditives. There are no considerable differences in PA6–TiO2–CNT composite melting temperatures (Tm) compared to the neat PA6 polymer. As previously mentioned, the higher crystalline properties of nanocomposites can also help enhance the mechanical characteristics of nanocomposites, as previously mentioned.
23
Occasionally, due to the agglomeration of CNTs, the impact force decreases at elevated nanotube concentrations, leading to fragility.60–63 This dilemma can be avoided by properly distributing nanomaterials within the polymer matrix. DSC heating and cooling curves of neat PA6 and PA6 hybrid nanocomposites (a) cooling curves (b) melting curves. DSC thermo-analytical data for different samples.
Heat distortion temperature
Heat distortion temperature (HDT) is the temperature at which a polymer can be deformed under a defined load. Previous research has discussed the incorporation of nanoparticles with PA6 to get the benefit of HDT increase to be applied in different manufacturing aspects. The results were consistent with the previous results
64
as the HDT increased with the addition of nanoparticles to the PA6 matrix. As shown in Figure 9, the HDT of P2T2C, P2T4C, and P2T6C has been increased by 15.3%, 19.9%, and 29.8%, respectively, with different CNT loading and constant concentration of TiO2 inside the PA6 composite. The results obtained from this study suggest that incorporating nanoTiO2–dispersed CNTs can be more functional than the nanoclay used in the previous work.
65
To sum up, the presence of both CNT and TiO2 hybrid additives, which have high thermal properties in addition to their unlimited effect on the movement of the polymer matrix, led to an increase in the thermal deformation resistance of the produced composites. (a) HDT results of PA6 and TiO2-CNT–Based PA6 nanocomposites; (b) Heat distortion temperature test method.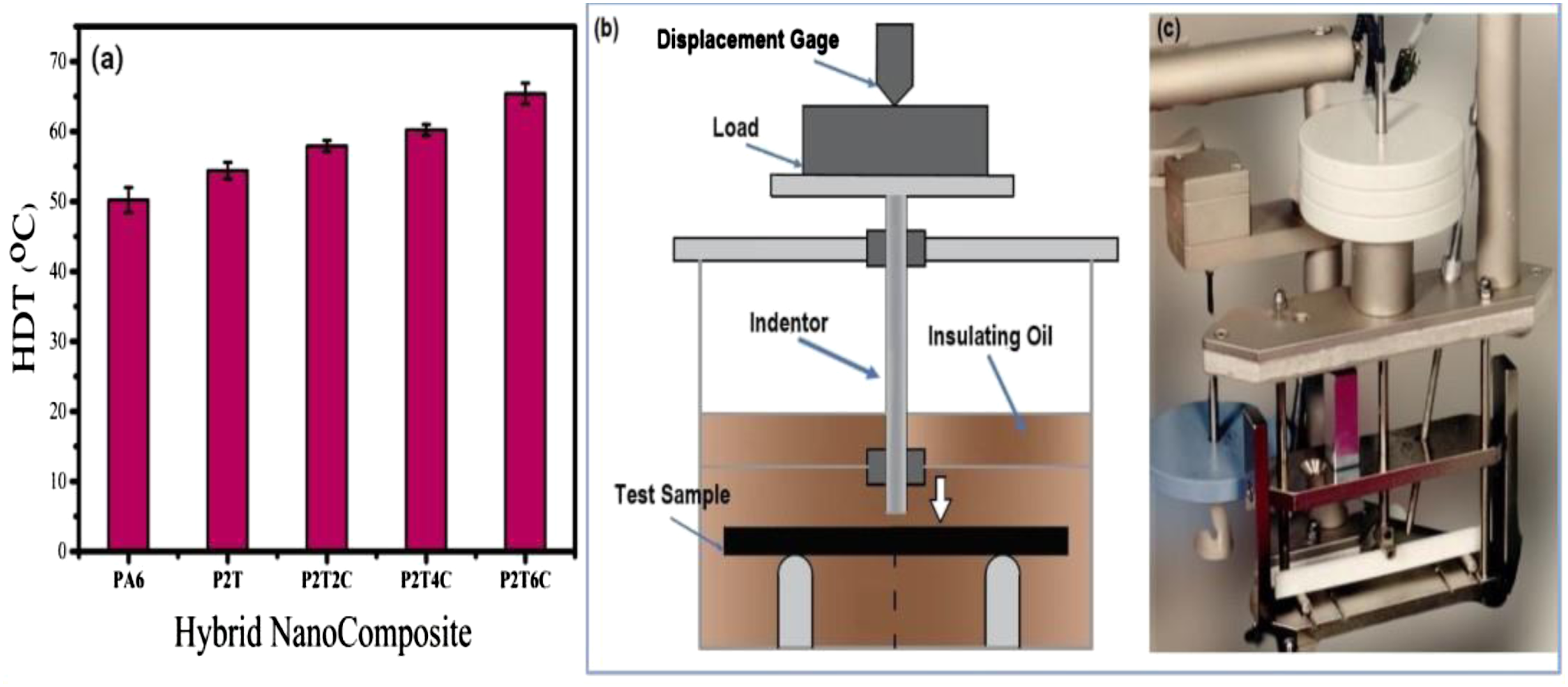
Essential work of fracture
The EWF method’s basic criteria for describing fracture behavior have been validated.66,67 The tested samples were prepared by compression molding according to ISO 293 standards. Figure 10(a)–(e) shows PA6 and its nanocomposites in load-displacement curves at various TiO2–CNT loadings. Before crack initiation, all specimens undergo maximum yielding. The tendency of load-displacement curves implies that rapid crack propagation occurs in samples P2T4C and P2T6C without ligament release, while P2T and P2T2C demonstrated a full ductile fracture with a large plastic deformation zone around the tip of the crack and obvious necking after premature yield. The regionalized plasticity at the roots of the EWF-prepared samples is attributed to this plastic deformation region. The trend of the load-displacement curves shows that fast crack propagation takes place in the P2T4C and P2T6C samples without yielding the ligament, while P2T and P2T2C exhibited a full ductile fracture with a large plastic deformation zone surrounding the crack tip and clear necking after delayed yielding was observed. This plastic deformation zone is related to the localized plasticity at the roots of pre-cracks of the EWF test specimens. The ideal behavior of ductile materials is that the area under the curve after the yield point is much higher than that before the maximum strength, which indicates slow crack propagation with higher energy absorption associated with the hardness. This was significantly achieved in such samples containing high nanoparticle loading (P2T4C, P26 C) compared to the rest of the samples (P2T, P2T2C, and PA6). It illustrates the disadvantages of increasing the load of CNTs into PA6, particularly, if it was mixed with a compound characterized by its role in increasing hardness
68
(i.e., TiO2), which causes an increase in the strength of PA6 with the loss of ductility in the material. The non-homogenous dispersion of the MWCNTs led to carbon nanotube aggregates in the matrix, which is assumed to be the cause of these instabilities. Load-displacement curves of PA6 and PA6–TiO2–CNT nanocomposites for different displacements.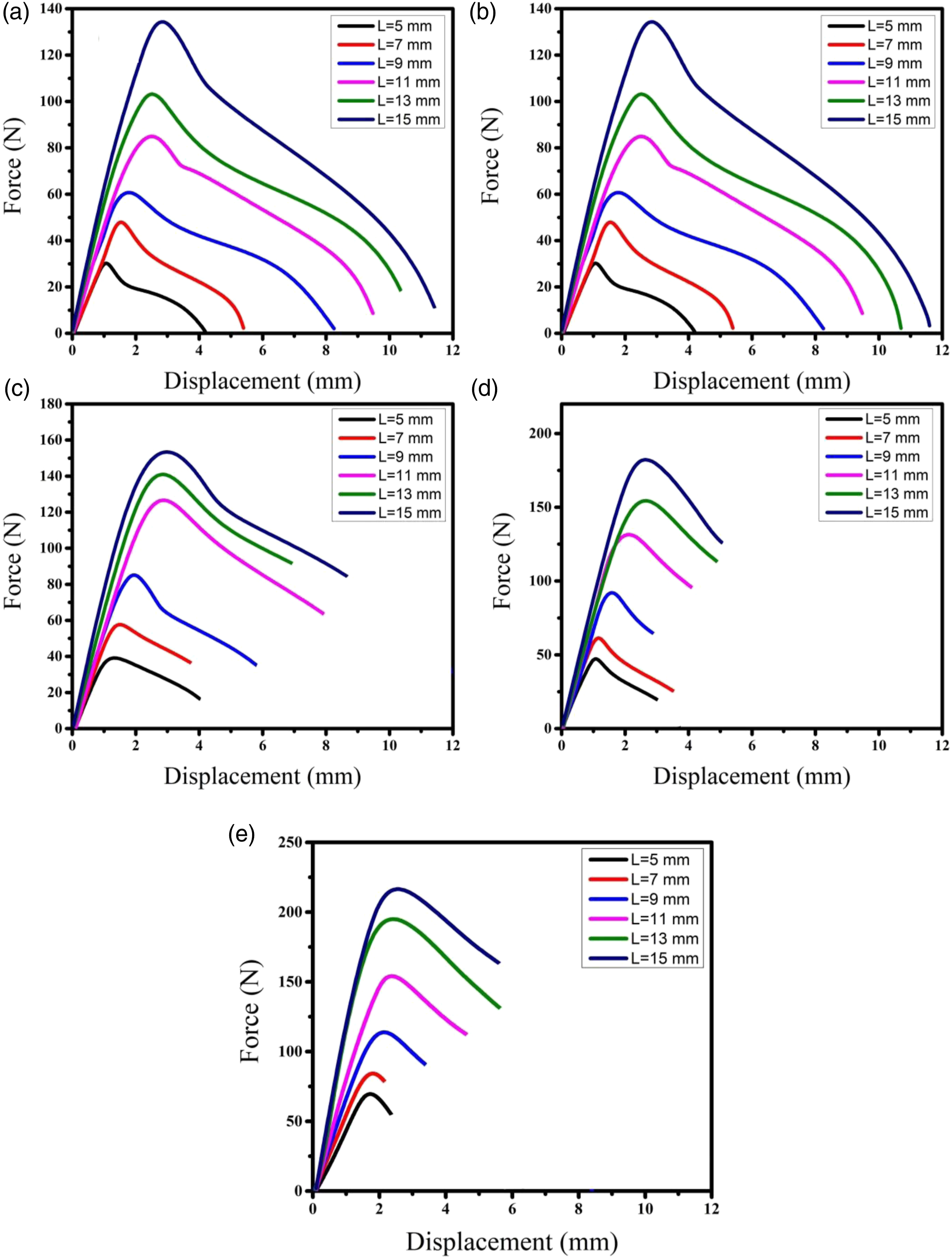
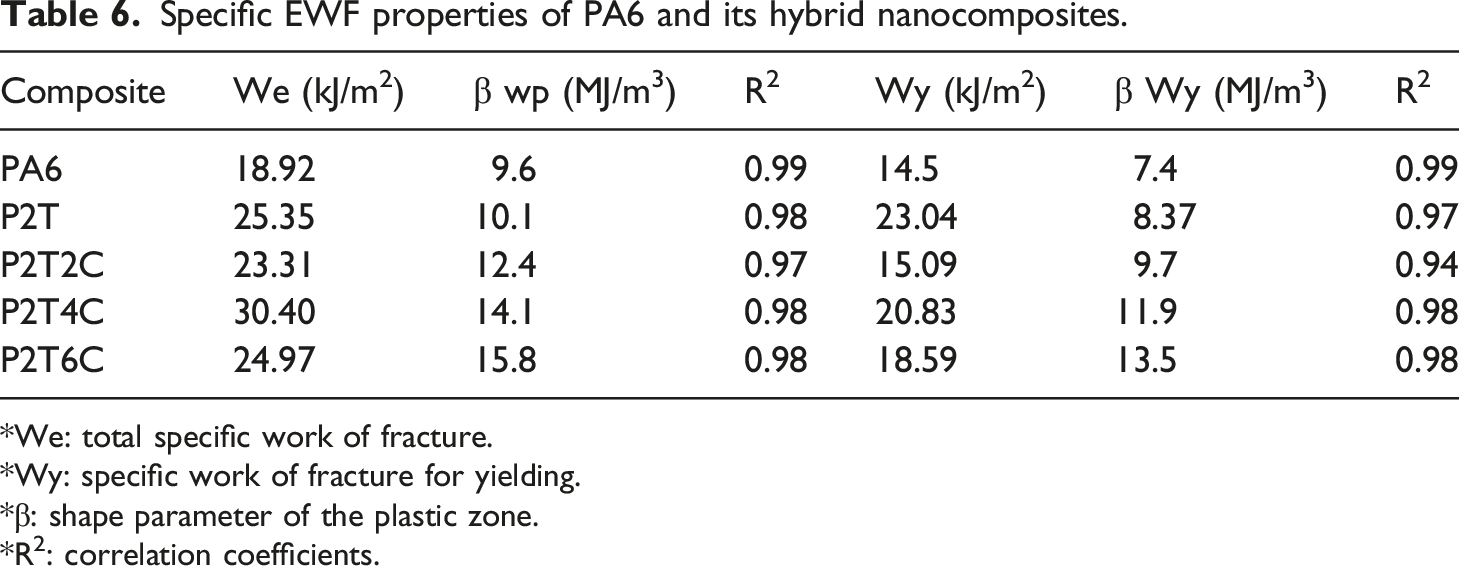
The EWF fracture and EWF for yield were computed from the linear fittings in Figure 11(a) and (b) and Table 6. We have seen a substantial change since TiO2 was introduced, and CNT levels have risen to 4 wt.% CNT content. Total specific essential work fracture increases by 33.9% for P2T and 60.6% for P2T4C when compared to neat PA6. Besides, with the addition of nanomaterials, β wp values have been improved. Similar findings show that carbon nanotubes successfully toughen the matrix, which is clear from the literature provided.
69
Likewise, EWF yield for nanocomposites containing 2 wt.% TiO2 and 2 wt.% TiO2/4 wt.% CNTs also shows an increase, particularly compared to neat PA6, which is possible because of the high yield stress of nanocomposites, which is higher than that of PA6, which agrees with previous literature.
27
According to P2T6C nanocomposites, the poor distribution of nanomaterials in the PA6 matrix has shown poor results. Similar findings were investigated with PA6-halloysite nanotubes.
26
Therefore, P2T and P2T4C have the optimal loading material for enhancing the toughness of PA6 fractures. Last, the linear increase in specific work of fracture with increasing ligament length in Figure 11 verified that measurements were taken under pure plane stress circumstances. As a result, all essential conditions were achieved, and the EWF concept could be used to evaluate the fracture toughness of PA6 and PA6 nanocomposite materials. (a) Total specific fracture work as a function of ligament length; (b) specific work of fracture for yielding as a function of ligament length. Specific EWF properties of PA6 and its hybrid nanocomposites. *We: total specific work of fracture. *Wy: specific work of fracture for yielding. *β: shape parameter of the plastic zone. *R2: correlation coefficients.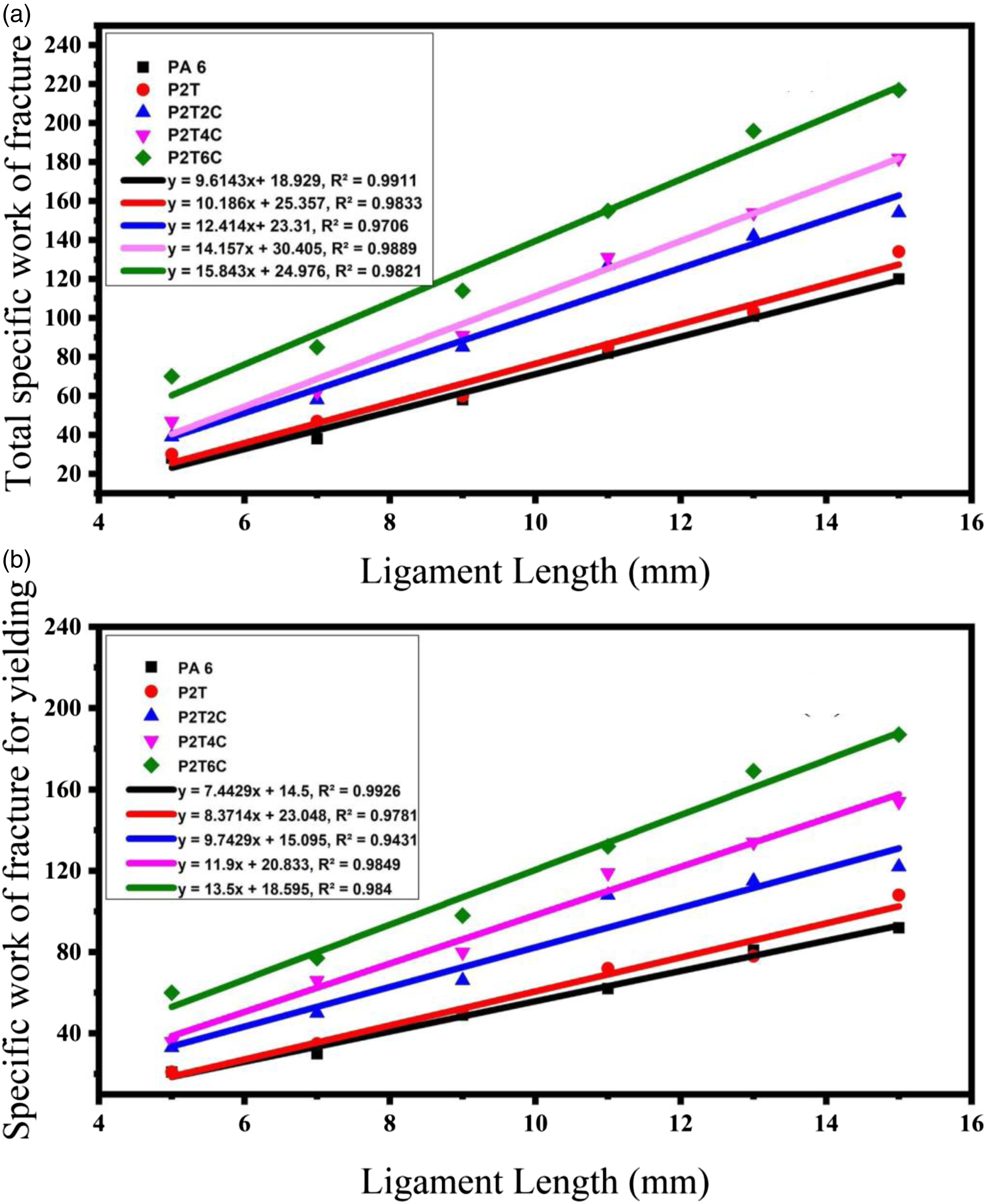
Fractography
Figure 12 shows the Zwick-Roell tensile machine with crack propagation phase images. Figure 12(c)(i) and (ii) represent the structure of the stress zone created by the EWF tensile test. Ligament deformation and crack propagation as well as the presence of the characteristic resilience for neat PA6, P2T, and P2T2C nanocomposites were noticed, different from that of P2T4C and P2T6C with considerable height and width variations in the fracture zone. The region of deformation begins at the end of both pre-cracks (Figure 12(C-a)) and spreads to the center of the ligament (Figure 12(C-b)). When the load exceeds the maximum value (Figure 12(C-c)), both tips of the deformation zone overlap, creating parabolic stress zones. The specimen failure happens when both cracks intersect in the ligament center as shown in Figure 12(c), (ⅰ) e, (ⅱ) d. (a) ZwickRoell tensile machine, (b) fracture testing machine (EWF), and (C) crack propagation phase images: (a) initial stage (b) critical stage (c) growing stage (d, e) rupture stage for (ⅰ) PA6 and (ⅱ) PA6/TiO2/CNTs.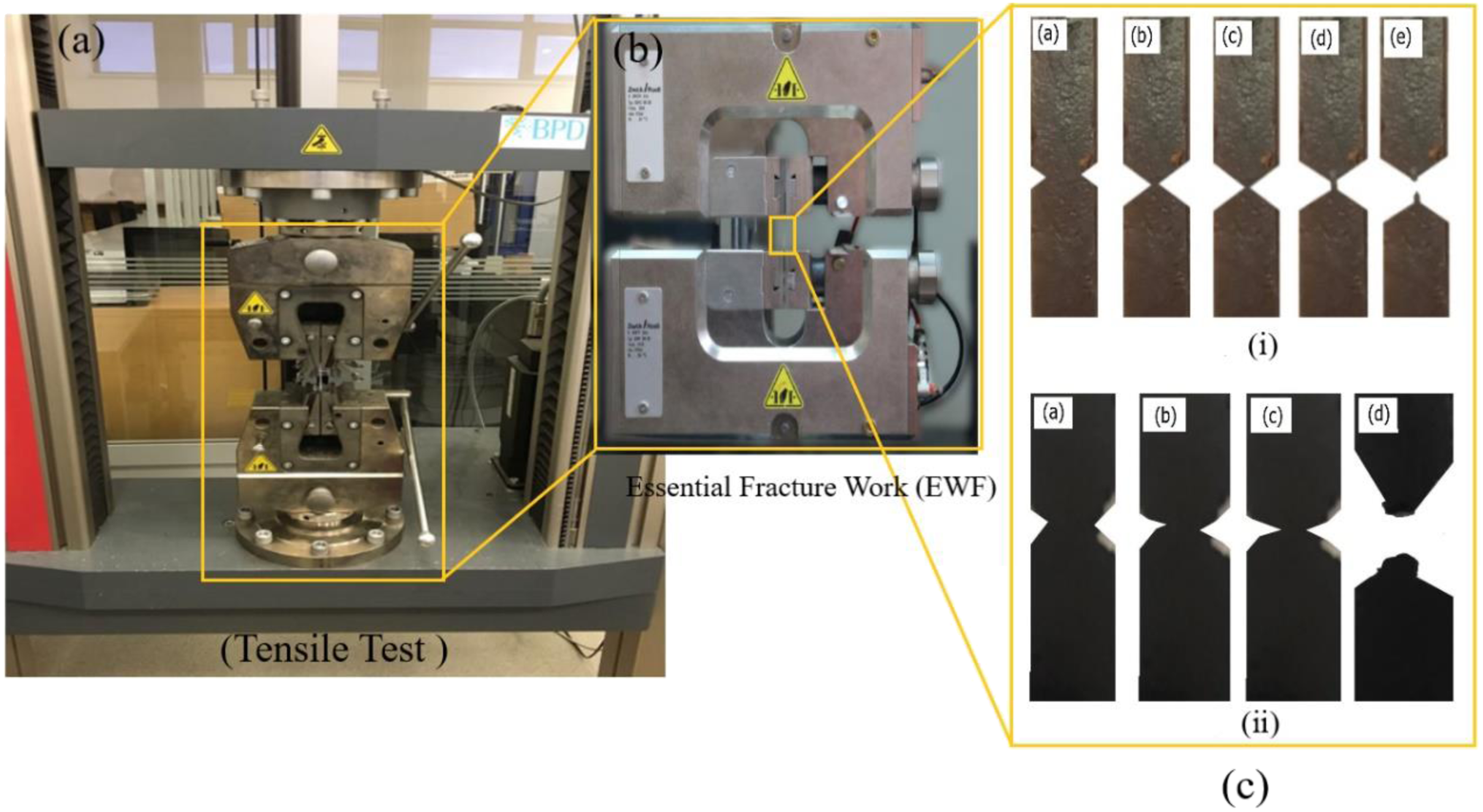
To elucidate the process for fracture field emission (Figure 13), SEM micrographs were obtained following tensile EWF measurements of PA6 and P2T6C. The major relationship for PA6 is the frizzy matrix shear clustering, which is visible in the surface morphology. The nature of the cracked surfaces of virgin PA6 and PA6–TiO2–MWCNT nanocomposite is clearly seen in Figure 13(a)–(c). The presence of smaller-sized polymer facets on the cracked surface of the nanocomposite supports the fact that the inclusion of CNTs in the PA6 matrix allowed better matrix nucleation and is, therefore, suggestive of substantial matrix deformation before failure.
70
In the red circles, near the nanocomposite notched points because of the number of fillers, there are many dimples with substantially higher densities and smaller sizes than in pristine PA6 (Figure 13(a)–(c)). A closer examination of the fracture surfaces revealed that the matrix seemed to have broken and/or cracked under tensile stress, but the CNTs remained embedded inside the matrix. When the system failed, the CNTs broke rather than being dragged out of the matrix. The enlarged image of a cracked PA6/TiO2/MWCNT nanocomposite surface in Figure 13(e) shows broken CNT tube ends and many CNT bridges between fractured polymer facets (as indicated by red arrows). This unavoidably emphasized the fact that the energy required to create a crack in nanocomposites was substantially more than that in a tidy matrix. There were no significant fringe dimples in the virgin PA6, and even the formation of a fragile layer at the endpoints of the fracture was exhibited in Figure 13(d), owing to the ductile behavior caused by the absence of nanomaterials in the matrix. Furthermore, the dark patches in Figure 13(a) show evident and full fibrillation in the center of the fractured neat PA6, which is similar to earlier studies
28
and implies that a minor amount of work subsided for mass ductile fracture. A higher magnification SEM picture in Figure 13(f) indicated that the hybrid nanocomposites had three zones (R1, R2, and R3) for cavitation and fracture propagation. Previous research71–74 described a phenomenon in which CNTs inside the polymer matrix were reinforced by wrapping the polymer layer around the CNTs, allowing effective load transmission during tensile fracture. Polymer sheathing is the common name for this phenomenon. First, individual particles acted as applied load points, resulting in many tiny holes with substantially more plastic deformation (R1). With much increased stress, that cavitation merged into sub-micro cavitation (R2), where the significantly and rapidly stressed concentration levels resulted in micro-vacuums (R3), and therefore fractures with sizable dimples began to develop. Depending on the concentration of the nanofillers, the filler level was noticed for cavitation in R1 and R2. Increased particles contributed to more cavitation in the required range, so considerable energy was engaged during fracture initiation. As previously stated, the presence of MWCNTs not only reduces the amount of PA6 matrix spheroidal crystals
27
but MWCNT aggregates may also serve as locations for the start of fine crack-like properties throughout PA6-based nanocomposites. Furthermore, MWCNT aggregates may function as crack deviations, reversing the crack development direction. These mechanisms have also been discussed in the context of halloysite nanotubes loaded with PA6.
26
Because of the deformation during fracture, these CNTs seemed to be entirely stretched over the shattered polymer facets. Furthermore, the well-aligned appearance of such stretched CNTs across the fractured matrix highlights the fact that deformation readily aligns numerous CNTs and/or their bundles, as reported by earlier studies.
75
The aligning of these CNTs and their following bridging over the damaged matrix allows for the release of stress and the absorbing of fracture energy, enhancing the composite’s strength. SEM fractography of PA6 and P2T6C nanocomposite after the EWF test.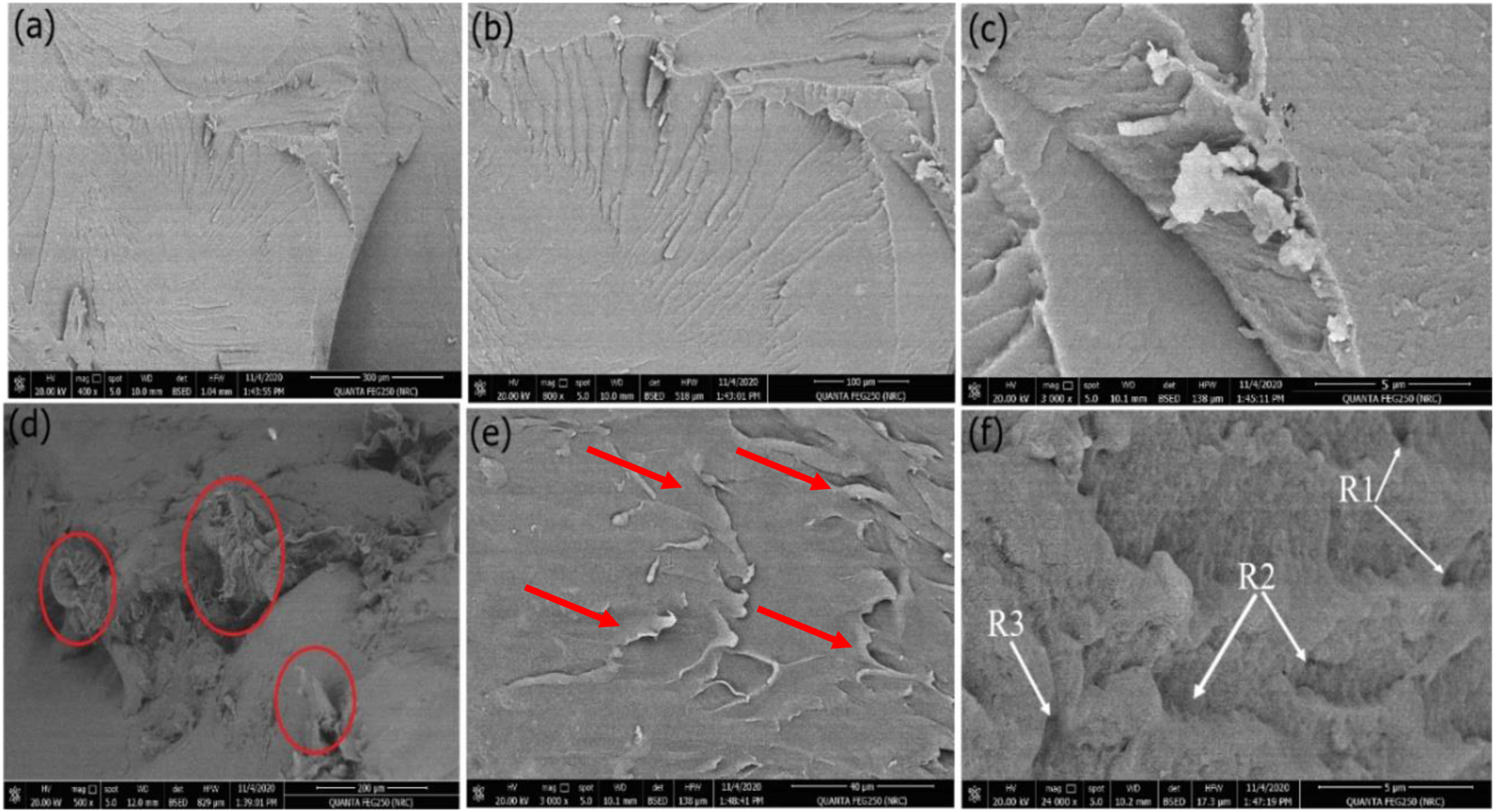
Limiting oxygen index
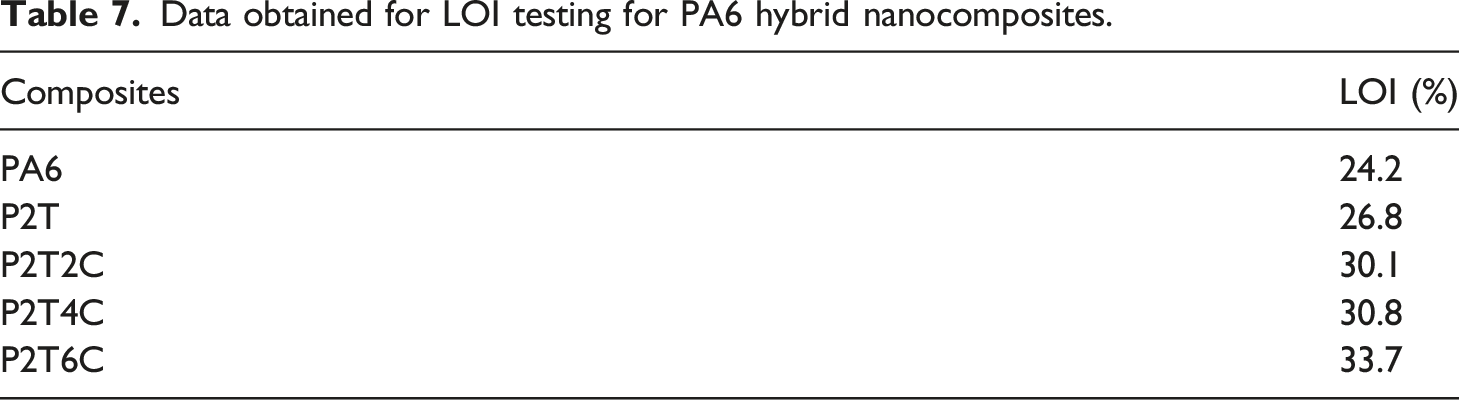
Data obtained for LOI testing for PA6 hybrid nanocomposites.
Three mechanisms occur in the presence of the flame retardants; possibly two or three steps would lead to the flame retardant mechanism for the tested samples. Flaming the nanocomposite would swell or support the char, which would create a protective layer to shield the underlying material or suppress the flame. It is possible to produce by-products (solid or gas) that delay the heat produced by combustion, effectively decreasing the burning rate and fire spread rate. Temporary molecules, called free radicals, could emerge and behave as assistant molecules to speed up the polymer’s inflammability by using materials and other combustion by-products. The presence of CNTs provides improved protection against the thermal oxidation of the polymer through the graphitization properties and the graphical structure of CNTs. Besides, creating a pertinent structured floccule layer that re-erupts most of the fallen radiation back to the gaseous state, and working as a shield layer. Since TiO2 nanoparticles have high heat capacity, 80 they can generate a char that serves as a protective layer from the flames to the burned polymers. It can also slow the transmission of heat during combustion and act as an individual block to minimize the diffusion of combustible gases. The TiO2–CNT combination formed a layered network structure that released oxygen radicals from the layer’s edge to the outside and minimized the polymer nanocomposite flammability rate.
Figure 14 demonstrates the flame residue composition for the PA6 and its LOI nanocomposite. The rough surface of the PA6 specimen before addition of nanoadditives is shown in Figure 14(a). It could be noticed that there are significant changes in the microstructure of PA6 after alteration with TiO2 and CNT. Figure 14(b) for the sample PA6-TiO2 shows that the TiO2 particles are allocated in lines that look like a net structure, and the TiO2 accumulation layers are visible. As shown in Figure 14(c) and (d), adding CNTs, the net-like structure is intumescent and probably not merged, mostly because the CNT works during the gas stage and the surface is more ragged and amorphous; the successful barrier prevents warmth and mass spread and shows how such a hybrid device increases flame retardation. Moreover, it prevents fire and mass spread and shows how such a hybrid system increases flame retardation. Scanning electron micrograph of PA6 nanocomposite samples: (a) PA6-blank, (b) PA6–TiO2, and (c, d) PA6–TiO2–CNT.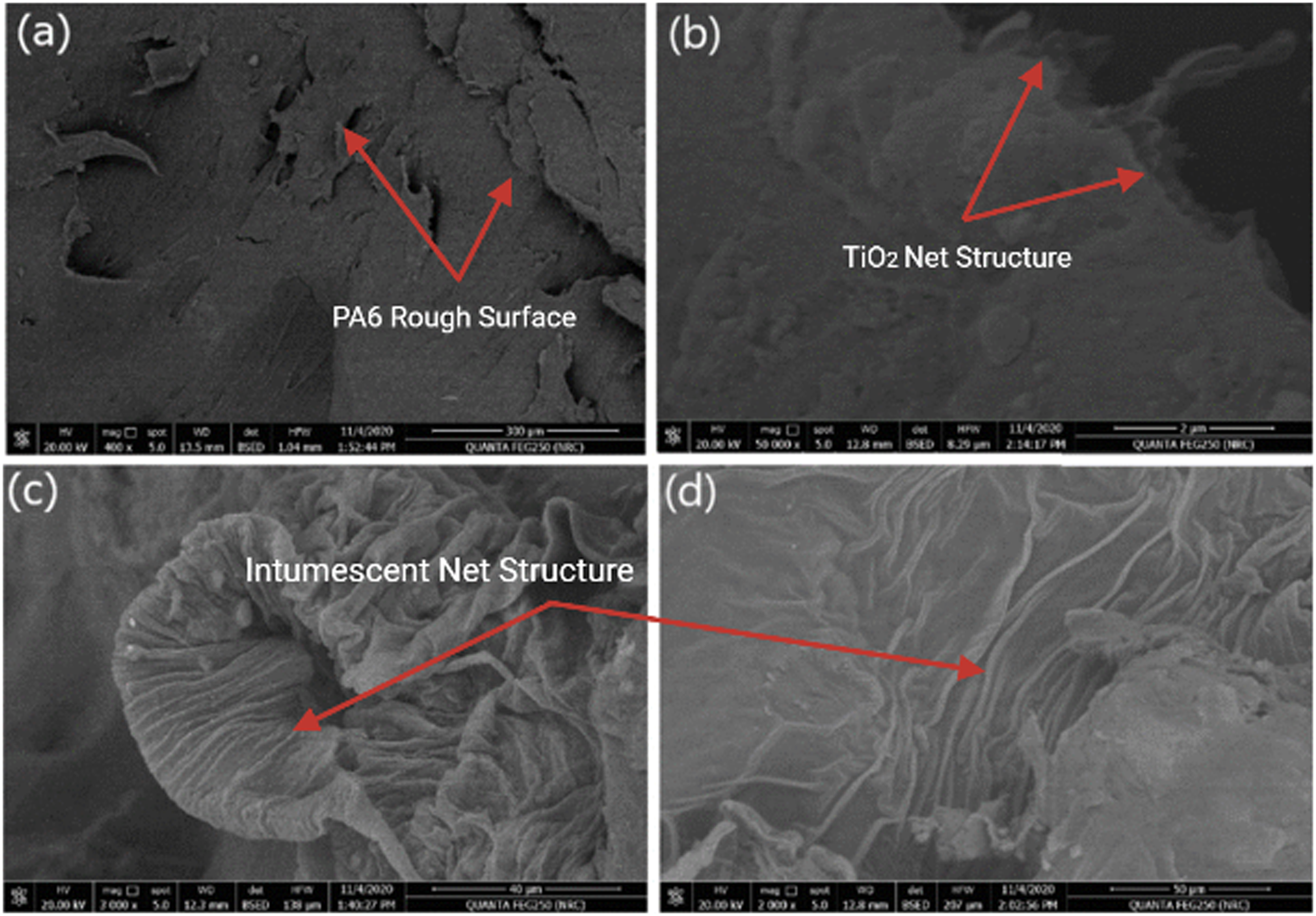
Protective layer formation and shield behavior of TiO2 CNTS
Because of the CNT inside PA6, a char layer has been formed. The composition of the char layer was observed in all CNT-containing samples. As described in Figure 15, the preservation mechanism is to develop a char layer that covers the surface of the entire sample as an isolating barricade to reduce the volatile vapors escaping to the flames. To get a low heat release rate from composites, the formation of such a layer that forms no cracks during combustion is a significant matter. With the addition of CNTs, the formation of a protective layer takes place at different stages. At the early age of burning, the sample simply melts after starting to heat the top part. As soon as the sample temperature is sufficiently raised, bubbles in the melting layer form because of sample decay. The carbon nanotubes flow toward the surface of the sample to form a protective layer because of the interior heat load on the sample. The eruption of the surface bubbles will cause a localized accumulation of CNTs if the nanoparticles are not dispersed enough. Therefore, the assistant role of well-dispersed nano-TiO2 particles in chars will build an interpenetrating nanostructure nanoparticle network that can enhance char structure antioxidation and protect the polymer substrate in the middle and later stages of the flame. As a result, TiO2 will successfully enhance the flame protection characteristics of the PA6 nanocomposite. Eventually, a variety of discrete islands will surround the remaining residues rather than a relatively homogenous layer that covers the entire specimen. Therefore, the dispersion quality, CNT concentration, temperature, and viscosity of the melt affect the network layer quality. LOI results showed that adding CNTs-TiO2 enhances the polymer’s flame-retardant characteristics, through the formation of a thermal shield, which behaves as a protective layer. On the other hand, the indirect effect of this layer has shown the effect of CNTs on mass loss of polymer during combustion. For CNTs, the first step of decay usually occurs at higher temperature, possibly because of a reduced rate of volatilization and creating a more thermally stable char resulting from varied cross-linking reactions. It is expected that free radicals from the thermal degradation composite are trapped in the condensed phase (involving cross-linking reactions) rather than being discharged in the gaseous state. It could also be because of the increased viscosity of the composite materials in the melt state and/or the labyrinth influence of the interlinked additives. In the char’s presence, formed during the first step of degradation, the final stage of thermos oxidative decay often occurs at higher temperatures. When a polymer burns, it produces gaseous products, viscous liquids, and solid residues, as explained in Figure 15. This solid residue is considered the protective layer responsible for protecting the polymer matrix during the degradation route. Thereafter, fewer gaseous or liquid materials, that support the flame are created, and fire resistance is enhanced. Carbon nanotubes convert the burning activity of the polymer into char residue. This layer hinders the stimulation and permeation of oxygen along the tortuous route of volatile decomposition products. Only nanofillers have a high aspect ratio that can accomplish this phenomenon, as with CNTs and TiO2. Schematic presentation processes for flame retardant and char mechanism of PA6 nanocomposites: (a) PA6 composite, (b) PA6–TiO2, and (c) PA6–TiO2–MWCNTS.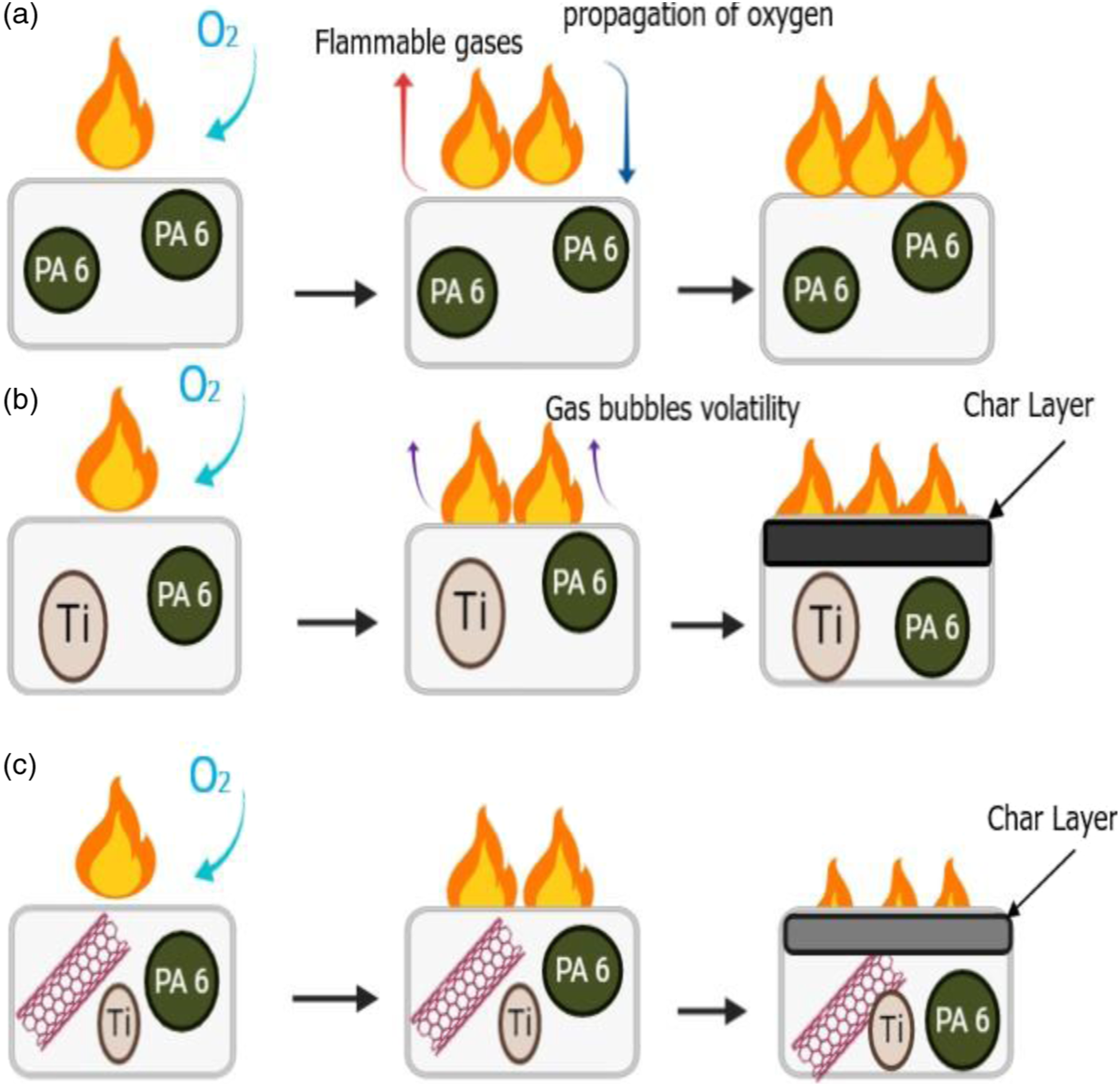
Conclusions
This research showed the complementary improved performance of the polymer composites implemented by the melt-extrusion route reinforced with MWCNTs and TiO2 particles, besides the awareness of their mechanical characteristics. The following descriptions of the novel hybrid composite established may be stated as follows: The tensile strength of the PA6 matrix increases from 53 MPa to 82 MPa for P2T6C. Positive toughening effects with the addition of MWCNT and TiO2 are achieved in the novel composites. The higher crystalline properties of the hybrid nanocomposite have improved the mechanical properties of nanocomposites. By including carbon nanotubes inside the PA6–TiO2 matrix, storage modulus within the whole defined temperature range has increased. Nanofillers in the matrix of PA6 cause tan δ to decrease and Tg change to increase. Because of the high thermal properties of TiO2-MWCNT, the heat distortion temperature has been increased by 29.8% for P2T6C compared to neat PA6. The EWF for the yielding of nanocomposites containing 2 wt.% TiO2 and 2 wt.% TiO2/4 wt.% CNTs shows an increase, particularly compared to neat PA6. When compared to neat PA6, the total EWF fracture increases by 33.9% for P2T and 60.6% for P2T4C. The Limiting Oxygen Index (LOI) continued to improve from 24.2% to 33.7% at the PA6 matrix, which contains 6% CNT and 2% TiO2. The synthesis of TiO2 and CNTs results in an improvement in the flame-retardant characteristics of polymeric material PA6 having a synergistic effect.
Footnotes
Acknowledgements
The authors present their appreciation to the Department of Mechanical Engineering at the National Research Centre, Cairo, for supporting this work.
Author contribution
Sameh Dabees: conceptualization, methodology, formal analysis, resources, writing—original draft, writing—reviewing and editing, and visualization. Tarek Osman: conceptualization and reviewing and editing. Bahaa M. Kamel: conceptualization, investigation, and writing—reviewing and editing.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also form part of an ongoing study.