
Abstract
Due to increase in fabric thickness and decrease compactness in packing, film bonding is unfavorable for airbag fabrics, furthermore, the uncoated fabric fabricated with a high density but it still has hot gas leakage problems. This study focuses on enhancement of vehicle airbag nylon 66 fabric properties by using a combination of different concentration of silica nanoparticles (SiO2 NPs) and low-density adhesion polyvinyl alcohol (PVA). The results illustrated that the nylon 66 fabric, which coated with PVA and SiO2 NPs presents an excellent property such as a thin layer reached at (0.009 mm), also thermal and mechanical properties have been enhanced to include better mechanical properties according to commercial guidelines airbag of Federal Motor Vehicle Safety Standards (FMVSS). Additionally, the weight per square meter of nylon 66 fabric coated with the PVA and high concentration of SiO2 NPs is 9.9 grams. Besides, the final dry weight of the coating (PVA/SiO2) material taken by the nylon 66 fabric is just 0.4 grams per square meter. The coated fabric demonstrated a hydrophobicity property in addition to the air-permeability has decreased by increasing the amount of SiO2 NPs in the composite material. The PVA and SiO2 NPs dispersed on the surface of the fabrics without any aggregation, as well, the coated fabric is gradually changed from flexible to hard which resulted in the better final performance in the proper and regular thickness along the whole fabric.
Introduction
Textiles in general are very important to use in daily life due to it enhance properties such as a universal interface and ideal substrate for the integration of nano materials. For several years, the industrial textiles were extensively used to incorporate all textile products rather than those intended for apparel, household and furnishing end-uses. Almost all of the airbags manufactured worldwide made from woven fabrics consisting of two sets of threads interlacing at right angles to each other composed of nylon 66 yarns. The dynamic sector of the textile industry has not proved entirely immune to the effects of the economic recession of product and market maturity and of growing global competition [1]. The important yarn parameters for airbag fabrics are yarn strength, elongation and uniformity. Particularly, fabrics are more required as the based materials in designing of interior parts of a vehicle, which used in many parts such as safety belts and airbags [2]. The traditional fabrics, which used for airbag, should be in a plain weave, rip stop, or basket weave construction. Meanwhile, the fabrics made from twill constructions are more flexible, tear resistant, and have higher gas permeability than a plain weave fabric. Airbag fabrics need to be strong enough to withstand high stresses during inflation of the airbag [3].
In the past, many airbags made from a woven fabric containing multifilament yarns and the airbag fabrics made using various different weaving systems [4]. Moreover, in some applications, the fabrics produced on a rapier-weaving machine [5]. Recently, various attempts have been made to produce airbag fabrics on water jet weaving machines due to some advantages of the water jet weaving machines such as much faster and has a higher throughput than conventional rapier weaving machines [6]. The major requirements for airbag fabrics are low thickness, high tensile strength, high resistance to tear, high anti-slip properties of the seam, strong, lightweight, thin and has a good dimensional stability [7]. The nanomaterial concerns forming function without changing the comfort features of the substrate such as potential contamination of water or soil [8,9], besides, these kinds of materials in textiles can be offer an extended collection of properties for enhanced and innovative use in products [10]. The textiles manufacturing and technical products which used in different applications such as in clothing technology and nano engineered functional textiles are important due to their use in the daily live [11,12].
The technical textiles can be defined as textile materials and products manufactured primarily for their technical and performance properties rather than their aesthetic or decorative characteristics [13]. These kinds of textiles have attracted considerable attention due to the use of fibers, phenomenon yarns and fabrics for applications rather than clothing and furnishing which exclusively linked to the emergence of modern artificial fibers and textiles. The fibers used for airbag fabrics should possess a high strength, thermal stability, good ageing characteristics, coating adhesion, functionality under extremely hot and cold environmental conditions. The commonly used fibers for airbag are polyamide (nylon 66 nylon 6) and polyester. Nylon used for airbags are mostly from nylon 66 but other kinds of nylon are being used such as nylon 6, nylon 66 and nylon 46 which with a long-chained polyamide and many amide lined together. However, the amide linkages shall be less than 85% to two aromatic rings, above 85% is considered an aramid fiber. The technical textiles supplied a long and complex chain, stretching from the manufacturers of polymers for technical fibers, coating and specialty membranes through to the converters and fabricators who incorporate technical textiles into finished products or use them as an operation [14,15]. Airbags are characteristically made up of woven fabric, which may be coated or uncoated fabric. Most driver side airbags are coated, whereas the passenger side airbags are generally uncoated which is related to the larger size of the passenger side-impact airbag usually longer and of a different shape so that it retains the inflation gas for a longer period of time, with the gas cooling during the inflation. This fabric still has some challenge need to be solving, such as the proper folding of airbags. Polychloroprene such as neoprene was selected as the first elastomeric coating for airbag fabrics for several reasons such as neoprene-coated fabrics fulfilled the requirements for the airbag fabrics, environmentally and chemically stable, and it was readily available in the commercial market with a best price. By the end of 1980s, almost all the North American and European automobile manufacturers had adopted neoprene coatings for driver side airbag fabrics [16,17]. There are weaknesses with the chloroprene-coated fabric such as the difficulty to produce lightweight airbags and it is hard to fold the fabric into a compact module. Airbag constructs, since long time ago were focused on cost reduction, pliability and permeability control. It has significantly reduced the risk of serious or fatal injuries in accidents, there exist some risks of their deployment [2]. As mentioned in literature, the first-generation of airbags in the 1970s, which was neoprene-coated nylon airbags with some limitations, in addition to in recently, the airbags use in cars which has gained important attentions attributable to their active role in preventing injuries and saving lives in minor to severe crashes [17]. Thus, in second and third generation, the airbags meet some requirements such as having lower weights. Airbags have become one of the largest growth areas in technical textiles over recent years. Consequently, airbags is associated safety devices for drivers and passengers in an accident.
The vehicle airbags are safety systems used to cushion the driver or passenger during a collision and reduce bodily injuries. Proper folding of airbags is an important issue need to be considered during synthesizing procedures. However, some synthesized airbags have been displaying probable dangers even in the front seat, including the kinds of injuries to both of children and adult such as fracture, head injuries, eye injuries and hearing loss [2]. Considering the car industry’s commercial strategy, researchers working to enhance the safety and convenience aspects of automobiles developing both of airbags and seat belts to reduce the severe injuries, but they can cause certain injuries during an impact [18,19].
To address these limitations, considerable efforts have been made on the design and development of airbags by modification using some effective coating materials. Coating can be applied to fabrics to resist the unwanted permeation of air through the fabric to a lesser extent of protecting the fabric from detriment by the hot gases used to inflate the bags, on the other hand, coating is unfavorable for airbag fabrics, resulting in increasing of the fabric thickness and decrease compactness in packing. It is still challenge to use coatings for preparing the airbags fabrics with proper thickness of the final produced fabrics by using a special kind of materials [20]. Currently, the novel coatings using nanomaterials are widely used to functionalize surfaces, providing protection against corrosion and dirt to prevent biological soiling and graffiti or to create attractive designs by special color effects [21]. Silicone elastomers as the coating material provide a great degree of flexibility in modifying the gas permeability of the fabric and offer appreciable heat protection, which is beneficial given the high amount of heat to which the airbag can be exposed during its life in the automobile. The PVA is most common synthetic water-soluble polymer produced in the world has valuable properties, biocompatibility, chemical resistance, and good mechanical properties [22]. In textile industries, PVA has widely used as sizing agent because of good film forming properties [23]. The fabricated fabric with proper thickness assistances for folding the produced airbag in a small space, small weight, improve the thermal and the mechanical properties, and also can be reduced the burns caused by the leakage of hot gases by a reduction of the air-permeability issue. Meanwhile, the coated airbag fabric is an ecofriendly by easy separation of coated bio-materials of PVA and SiO2 NPs from nylon 66 fabric. The coating of airbag can be applied by some methods such as knife coating; knife-over-roll coating, spray coating, impregnation coating, curtain coating, screen coating, reverse roll coating and transfer roll coating. Additionally, some of the anti-blocking agents used can promote the flame retardant properties of the fabrics [24].
In this contribution, we propose to fabricate nylon 66 airbag fabric coated with a combination of thermal insulating coating materials PVA and different concentration of SiO2 NPs with reducing the thickness and weight of the coated nylon 66 airbag fabric by using combination of SiO2 and low-density adhesion PVA material to make air bag easy to fold in small space. Secondly, decrease the number of injuries due to the hot shock, by improving the thermal properties of the airbag fabric by using PVA/SiO2 thermal insulating coating material. Thirdly, reduce the burns caused by the leakage of hot gases by reduction of air-permeability. Fourthly, enhancing the mechanical properties of air bag fabric coated with different concentrations of silica nanoparticles. Finally, obtain an eco-friendly airbag by easy separation of coated biomaterials (SiO2 and PVA) from nylon 66. Besides, these goals achieved using fabric coated by a dip-coating method with a combination of different amount of PVA and SiO2 NPs.
Experimental section
Materials
The nylon 66 fabric (plane weave and same count/denier of warp and weft of 260, ends/inch: 50, pick/inch: 40, Weight: 9.5 g/m2, thickness: 140.52 µm with higher tear-strength operating temperatures and an easier release from curd) was supplied from Easy Composites Company China. The hydrophilic linear polymer polyvinyl alcohol (PVA) powder was supplied from Sigma-Aldrich, China, with the appearance of color is the white to off-white, Hydrolysis: 99.0, pH: 5.0–7.0, molecular weight (Mw): 89,000 loss on drying: <–5%, residue on (Ash): <–0.7%. Silica nanoparticles (SiO2 NPs) with size of 5–50 nm, surface area of 50–60 m2.g−1, the density is 160–190 kg/m) were obtained from the Macklin Biochemical Co., Ltd. China.
Preparation of coated airbag fabrics
Almost all of the airbags manufactured worldwide are made of woven fabrics and two types of airbag fabrics available commercially which are coated and uncoated. The uncoated fabric fabricated with a high density, but it still has hot gas leakage problems.
The PVA and SiO2 NPs has been used for coating the nylon 66 fabric. Firstly, the different amounts of 0.3–3wt.% PVA (0.3 wt.%, 0.6 wt.%, 0.9 wt.%, 1.2 wt.%, 1.5 wt.%, 1.8 wt.%, 2.1 wt.%, 2.4 wt.%, 2.7 wt.%, 3 wt.%) immerged in water for 12 hrs under continuously stirring a using magnetic stirrer at 80 ̊C to prepare a homogenously PVA solutions. The samples of the nylon 66 fabric are prepared coated with these different amounts of PVA solutions. Similarly, the different amounts of 0.3, 0.6, 0.9 wt.% SiO2 NPs were added to the prepared PVA solution under sonication at 18000 rpm by direct sonicator (sonicator probe) at 40 ̊C for 5 minutes. The samples of the nylon 66 fabric are prepared coated with different amounts of SiO2 NPs. Secondly, chooses the PVA amount which presented a better performance 0.3 wt.% to coated with another different concentration of 0.3, 0.6, 0.9 wt.% SiO2 NPs.
Finally, the fabric coated by a dip-coating method using a combination of 0.3 wt.% PVA and 0.3, 0.6, 0.9 wt.% SiO2 NPs at 70 ̊C for 10 minutes, followed by drying under tension at 27 ̊C for 1 hr to prepare final samples which donated as the fabric coated contained with a combination of 0.3 wt.% PVA and 0.3 wt.% SiO2 NPs as the first sample, the fabric coated contained with a combination of 0.3 wt.% PVA and 0.6 wt.% SiO2 NPs as the second sample and the fabric coated contained by a combination of 0.3 wt.% PVA and 0.9 wt.% SiO2 NPs as the third sample.
As prepared some different samples of airbags with included different concentration of SiO2 NPs, even the sample with higher concentration of SiO2 NPs (0.9 wt.%) has small thickness reaching a thin layer of (0.009 mm) compared to commercial airbags of (0.5 mm) which benefits for folding the airbag in small package size. Secondly, the final dry weight of the coating (PVA/SiO2) material for higher concentration SiO2 NPs is also small (0.4 g/m2). Thirdly, tensile strength for the airbag, which coated (PVA/0.9 wt. % SiO2) is agreed with the commercial guidelines airbag of FMVSS. Meanwhile, the coated fabric demonstrated a hydrophobicity property in addition to the air-permeability has decreased by increasing the amount of SiO2 NPs in the composite material reached to (50%). As disadvantages: the airbag fabric has lighter cover factor compared with heavy fabrics which lets the air-permeability still higher than commercial airbags.
Performance testing and characterization methods
The morphologies of the coated fabric were studied using a scanning electron microscope (SEM, TESCAN VEGA 3, TESCAN Ltd., Czech Republic).
Fourier transform infrared (FT-IR) spectrometer (Nicolet 8700 FT-IR spectrometer) was used to characterize the functional group of coated fabric.
The material properties, different degrees of polymerization and physical change in the structure of the material were studied by differential scanning calorimetry (DSC 4000, Perkin Elmer Thermal Analyses Instruments).
The thermal decomposition was characterized using a thermogravimetric analyzer (TGA, SDT Q600, USA) from room temperature to 800 °C at 10 °C min−1 heating rate under a dry air atmosphere (100 mL min−1).
The water contact angle (WCA) meter system (SL200B, Kino Industry Co., Ltd., USA) was used to measure the contact angles of water droplets (5 µL).
Tensile Strength Tester was used to study tensile strength of uncoated and coated fabric and the air-permeability test confirmed the air-permeability properties of the fabric, which is enhanced after modification. The tensile properties were examined at room temperature with a tensile tester (OTU-2, Oriental TM Co Korea). ASTM D5035 Specimen 200 m in length, 50 mm in width. The air-permeability of the coated fabric was measured using an Air-permeability Tester (PRO WHITE AIRTEST II) Instruments according to ASTM D 737. A test pressure of 125 Pa and the size of the specimen as illustrated is 38 cm2.
Results and discussion
The comparison of thickness of uncoated nylon 66 fabric, nylon 66 fabric coated with PVA, nylon 66 fabric coated with a combination of (0.3 wt.% PVA and 0.3 wt.% SiO2 NPs), (0.3 wt.% PVA and 0.6 wt.% SiO2 NPs), and (0.3 wt.% PVA and 0.9 wt.% SiO2 NPs) are clearly showed in Table 1. As seen, the thickness of the layer increased with increasing the amount of coating material (SiO2 NPs). As a result, the sample with the highest concentration SiO2 (0.9 wt.%) has a reasonable thin layer of 0.149 mm, and this issue were required for folding the airbag in a small package size. Table 2 presented the dry weight per meter square of nylon 66 fabric and nylon 66 fabric coated with PVA and different amount of SiO2. Furthermore, the final dry weight of the coating sample with PVA and higher concentration of SiO2 reached a 0.4 gram per square meter. We successfully produced the coated airbag fabric with proper thickness of the final fabric which helps in folding the airbag in a small space, small weight, improve the thermal and the mechanical properties, and also can be reduced the burns caused by the leakage of hot gases by a reduction of the air-permeability issue. The proper thickness of the fabric can be easy to fold in a small space, aiming to decrease the number of injuries due to the heat shock by improving the thermal and the mechanical properties, reduce the burns caused by the leakage of hot gases by a reduction of air-permeability.
The thickness of uncoated nylon 66 fabric and nylon 66 fabric coated with a combination of PVA and different amounts of SiO2 NPs.

The weight per square meter of nylon 66 fabric and nylon 66 fabric coated with PVA and different amount of SiO2.

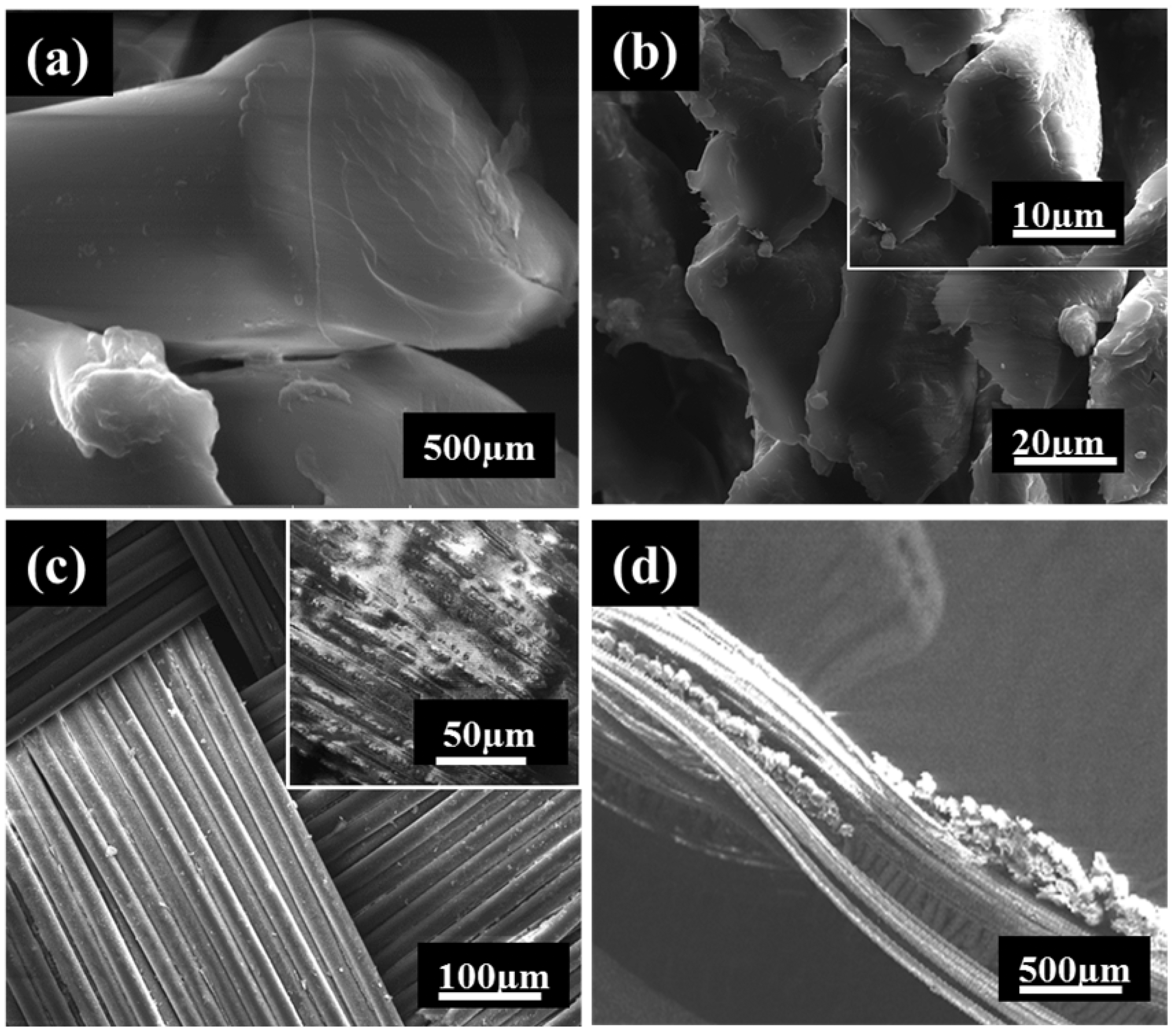
The markets for automotive textiles offer the significant product which is a technical textiles sector. Additionally, the nanotechnology in automotive fabrics is found in the design, characterization, production and application of materials, devices and system by controlling shape and size of the nanoscale which considered to cover the range from 1 to 100 nm. This research presented an excellent result for whole used instruments to characterize the designed airbag fabrics. The SEM images in Figure 1(a) to (d) presented the compared morphologies of nylon 66 fabric coated 0.3 wt.% PVA, nylon 66 fabric coated with a combination of 0.3 wt.% PVA and 0.3 wt.% SiO2, nylon 66 coated with a combination of 0.3 wt.% PVA and 0.6 wt.% SiO2, and nylon 66 fabric coated with a combination of 0.3 wt.% PVA and 0.9 wt.% SiO2. The PVA and SiO2 NPs distributed on the surface of the fabrics without any aggregation, which resulted in the better final performance of the coated fabrics specially, in the proper and regular thickness along the whole fabric compared with samples coated with 0.3 wt.% PVA and lower amounts of SiO2. The porous on the surface of the fabric covered by the coated layer due to increase the SiO2 amount with PVA as the coating materials, which result in reduction of the air-permeability of the coated fabric, reduce the hot gasses leakage and reduce the chemical burns injuries.

SEM images of nylon 66 fabric coated with (a) 0.3 wt.% PVA, (b) 0.3 wt.% PVA and 0.3 wt.% SiO2 NPs, (c) 0.3 wt.% PVA and 0.6 wt.% SiO2 NPs and (d) 0.3 wt.% PVA and 0.9 wt.% SiO2 NPs.
Using the different concentration of PVA from 0.3 to 3 wt.% observing the changes in physical properties of the fabric handle as shown in Figure S1(a-j). In addition to the fabric getting harder by increasing the PVA concentration. While nylon 66 fabric coated with 0.3 wt.% PVA and SiO2 NPs with different concentration (0.3, 0.6, and 0.9 wt.%) showed a good performance with increasing in the thickness of the fabric. Figure S1(k-m) illustrated the digital images of the fabrics coated with different concentrations of SiO2 NPs. As the result, the nylon 66 fabric coated with PVA is gradually changed from flexible to hard with different concentrations by using handle which figure out that an optimal concentration of PVA is 0.3 wt.% to be used for suitable coating of the fabric by this dip coating method as presented in (Figure S2).
Besides, the good dispersion of coating materials on the surface of nylon 66 fabric, the coated fabrics with constant 0.3 wt.% PVA and different concentrations of SiO2 observed that the surface area of nylon 66 fabric gradually increased with increasing the amount of SiO2 and distribution of the SiO2 are denser on the surface of the nylon 66 fabric (fume shape) as showed in Figure S3. The sizes of dispersed SiO2 NPs on the surface of the nylon 66 fabric coated with 0.3 wt.% SiO2, 0.6 wt.% SiO2 and 0.9 wt.% SiO2 are 20.48, 20.30 and 18.76 nm respectively, referring to a better sonication of the SiO2 in the PVA solution and good dispersion without aggregation. The Figure 2(a) and (b) SEM images showed the cross-section morphology of nylon 66 fabric coated PVA and nylon 66 fabric coated 0.9 wt.% SiO2 which is displaying the good distribution of the PVA/SiO2 on the surface of nylon 66. The coated thin layer of PVA, which resulted in, enhanced the thermal and the mechanical properties. Meanwhile, after increasing the thickness by using the combination of PVA/SiO2 as coating materials, the coated fabric presented more improved properties such as elongation and tensile strength. The joining process between the warp and weft yarns on plain weave nylon 66 fabric is due to using PVA/SiO2 as coating materials and even between the fibers in single yarn clearly showed the coated layer of PVA/SiO2 NPs as shown in (Figure 2(c) and (d)).
SEM images of the cross-section morphology of nylon 66 fabric coated with (a) 0.3 wt.% PVA, (b) a combination of 0.3 wt.% PVA and 0.9 wt.% SiO2 NPs. (c, d) the joining process between the warp-weft yarn in nylon 66 fabric by 0.3 wt.% PVA and 0.9 wt.% SiO2 NPs.
The functional group of nylon 66 fabric coated with PVA and SiO2 NPs was confirmed using the FT-IR spectrum (Figure 3). Comparing between the uncoated nylon 66 fabric, SiO2 NPs, nylon 66 fabric coated with PVA and nylon 66 fabric coated with combination of PVA/SiO2 NPs, the uncoated nylon 66 fabric clearly indicated peak at 1708 cm−1 which are assigned to symmetric (C = N). While the SiO2 NPs curve has a peak of 1114 cm−1 which indicates the presence of Si-O-Si, Furthermore, the peak at 1240 cm−1 to which indicates to -(C-O)-C-OH in nylon coated with PVA. Finally, nylon 66 fabric coated with combination of PVA/SiO2 NPs consist of the peaks of nylon 66, SiO2 and PVA that means sample successfully deposed the coating materials.

FT-IR of uncoated nylon 66 fabric, SiO2 NPs, nylon 66 fabric coated with PVA and nylon 66 fabric coated with a combination of PVA and SiO2 NPs.
Thermal properties of the uncoated nylon 66 fabric, nylon 66 fabric coated with PVA and nylon 66 fabric coated with combination of PVA/SiO2 NPs were studied by DSC and TGA instruments. The DSC curve is a thermal analysis technique which showed how the heat capacity of the uncoated fabric and coated fabric change by the temperature’s effect. Thus, the change in the heat capacity is a significant factor to determine the glass transition of the polymeric fiber [25]. The known material’s mass has changed in the heat capacity during heating or cooling is due to the difference in changes in the heat flow. This allows the detection of transitions like melting, glass transitions, phase changes, and curing. Figure 4(a) demonstrated the DSC curve of the uncoated nylon 66 fabric, nylon 66 fabric coated with PVA and nylon 66 fabric coated with a combination of PVA/SiO2 NPs. As the result, the peaks are shifting to the right with increasing the temperature and adding the coated materials such as the uncoated nylon 66 fabric has a peak at (255 ˚C), nylon 66 coated with PVA (256 ˚C) and nylon 66 coated with a combination of PVA/SiO2 NPs (257 ˚C). The peaks shifting, which detected in curves indicating two differences in the degree of polymerization and physical change in the structure of the material resulting from the coated fabric by additive materials (PVA and SiO2 NPs). The nylon 66 fabric coated with PVA improved the thermal properties of the fabric. Meanwhile, the using of SiO2 NPs enhanced the thermal insulation and also reduced the leakage of hot gasses.

(a) DSC heating curves and (b) TGA of uncoated nylon 66 fabric, nylon 66 fabric coated 0.3 wt.% PVA and nylon 66 fabric coated with a combination of 0.3 wt.% PVA and 0.9 wt.% SiO2 NPs.
The balance between the strength and elongation gives it unmatched suitability for airbag cushion materials. Although, both of nylon 66 and polyester have similar melting points with the large difference in specific heat capacity causes the amount of energy required to melt polyester to be about 30% less than that required to melt nylon 66. Accordingly, we preferred to use nylon 66 fabric instead of others.
The TG analysis provides direct and instant evidence of polymer thermal decomposition, composition, and purity. Figure 4(b) presented the TGA of uncoated nylon 66 fabric, nylon 66 fabric coated with PVA and nylon 66 fabric coated with combination of PVA/SiO2 NPs. When the temperature changed from 10 ˚C to 350 ˚C, a region of no mass change indicates the thermal stability of nylon 66 fabric, nylon 66 fabric coated with PVA and nylon 66 fabric coated with combination of PVA/SiO2 NPs. The initial temperature (350 ˚C) at which the cumulative mass change reaches magnitude that the thermo-balance can be detected. The final temperature (500 ˚C) which the cumulative mass change reaches a maximum. Thermal stability of the samples which are gradually thermal stabilized (9.5, 15.9 and 17.6 wt.%) respectively. The sample with higher concentration of SiO2 NPs as coated material is thermally stabilized reached 17.6 wt.%.
When water beads are into distinct droplets it is a demonstration of hydrophobic properties, the WCA greater than the range of 90°–120° which nominated as hydrophobic material. If the WCA of the material reached to 150° can be characterized as a super-hydrophobic [26]. Figure 5 and Table 3 show WCA of uncoated nylon 66 fabric, nylon 66 fabric coated with PVA and nylon 66 fabric coated with a combination of PVA/SiO2 NPs. As the result, Figure 5(a) presented a low WCA which designate to uncoated nylon 66 fabric. The nylon 66 coated with PVA with WCA of 73̊ showing to improve the sample capillary because of the good properties of coated material (PVA) as presented in Figure 5(b). The aim of using PVA as a coating material is due to its excellent properties such as stabilizer materials to improve the distribution of the SiO2 NPs and avoid their aggregation during the coating process, in addition to adhering to SiO2 NPs on the surface of the nylon 66 fabric. SiO2 NPs used as a coating material, even could be coated over cotton to produce hydrophobicity [27]. Figure 5(c) demonstrated the higher WCA of reach by the nylon 66 coated with a combination of PVA/SiO2 NPs (131̊) because respectable capillary compared with the previous two samples owing to the presence of the SiO2 NPs which was used in the coating process in the nano-size. Moreover, the coating results are comparatively better than those in the other two samples, which are uncoated nylon 66 fabric sample and sample of nylon 66 coated with just PVA that could be attributed to the sample thickness [28]. The smaller size of the SiO2 NPs advantage for increasing the surface area of nylon 66 fabric. Some measured properties are important for airbag such as the water repellency test which can be demonstrated that the fabric has a hydrophobic property after coating process which indicates to the coating procedure has been applied successfully.

WCA of (a) uncoated nylon 66 fabric, (b) nylon 66 coated with 0.3 wt.% PVA and (c) nylon 66 coated with a combination of 0.3 wt.% PVA and 0.9 wt.% SiO2 NPs.
WCA of uncoated nylon 66 fabric, nylon 66 coated with PVA, and a combination of PVA and SiO2 NPs.

Tensile test is a regularly applied test technique to analyze the mechanical properties of fabric. Figure 6 showing the stress-strain curves of uncoated nylon 66 fabric, nylon 66 fabric coated with PVA and nylon 66 fabric coated with a combination of PVA and different concentrations of SiO2 NPs. The stress-strain curves illustrated that the stress of nylon 66 coated with PVA and nylon 66 coated with a combination of PVA and SiO2 NPs has been increased in addition to detecting a significant amount of elastic deformation. Nylon 66 coated with a combination of PVA and SiO2 NPs is showing higher Young's moduli. The degree of freedom at the warp and the weft yarns movement is limited to restraining the yarn even between each fiber in the single yarn. As a result, during the ordinary tensile test on a base fabric, the whole yarns were broken which attributed to the gentle bonding between the warp and weft yarns resulting from the coating by both of adhering material (PVA) and filling material of SiO2 NPs. Thus, the stress is gradually increased according to the increasing the concentration of SiO2 NPs in the composite of coating materials (PVA/SiO2 NPs). Accordingly, the higher value of tensile strength of (1315 MPa) was reached by nylon 66 coated with 0.3 wt.% PVA and 0.9 wt.% SiO2 NPs compared with uncoated fabric, coated fabric with the same PVA amount, and even coated fabric with the same PVA amount and lower concentration of SiO2 NPs. The thermal properties of nylon 66 coated with PVA/SiO2 NPs have been improved, as well as better mechanical properties according to commercial guidelines airbag of FMVSS. This indicates that the tensile properties of nylon 66 fabric have been improved after coating treatments. The tensile strength test done for the five samples (Pure nylon 66 fabric, nylon 66 coated PVA, nylon 66 coated PVA/0.3 wt.%SiO2, nylon 66 coated PVA/0.6 wt.%SiO2, and nylon 66 coated PVA/0.9 wt.%SiO2) and every sample has been tested three times in the length direction and other three in the width direction. The total tests are 30 times.

Stress-strain curves of uncoated nylon 66 fabric, nylon 66 coated 0.3 wt.% PVA and different a concentration of SiO2 NPs (0.3 wt.%, 0.6 wt.% and 0.9 wt.%).
Air-permeability of the airbag fabrics
Using a combination of PVA/SiO2 NPs as coating material indicating to reduction of air-permeability of the fabric and reduction of leakage of airbag fabric attributable to use as the surface filling the gap between the warp and weft yarns and even between single fibers in nylon 66 fabric. Due to the incorporation of nanotechnology with textiles, the final products successfully being used in different predictable textiles to afford novel functionality with enhanced performance. The increasing number of textile products, their functions with a high performance and decorative properties should be combined in equal measure [29]. Moreover, the automotive fabrics have significant properties which modified with the assistance of nanotechnology consisting of anti-microbial, self-cleaning and fire-retardancy [30,31]. The air-permeability factor is a significant test in this contribution to emphasize the final performance of modified fabric is suitable to work for developed airbag. As presented, the air-permeability of the nylon 66 fabric has been decreased attributable to modify the fabric by coating with PVA as adhering material and SiO2 NPs as filling material. The coated fabric with these two effective components exhibited the better quality performance of air-permeability especially, with increasing the amount of SiO2 NPs in the composite. Table 4 showed the air-permeability test of uncoated nylon 66 fabric, nylon 66 coated with 0.3 wt.% PVA, nylon 66 coated with a combination of 0.3 wt.% PVA and 0.3 wt.% SiO2 NPs, nylon 66 coated with a combination of 0.3 wt.% PVA and 0.6 wt.% SiO2 NPs and nylon 66 coated with a combination of 0.3 wt.% PVA and 0.9 wt.% SiO2 NPs are 51, 35, 27, 26 and 25 CFM. The air-permeability of the airbag fabric is improved by the effect of coated material (PVA and SiO2 NPs), especially, with coating by a combination of (0.3 wt.%) PVA and higher concentration of SiO2 NPs (0.9 wt.%) [32] due to its respected properties which presented the improved hydrophobicity properties with WCA of 131̊.
Air-permeability of uncoated nylon 66 fabric, nylon 66 coated with 0.3 wt.% PVA and nylon 66 coated with combination of 0.3 wt.% PVA/0.9 wt.% SiO2 NPs.

Conclusions
In conclusion, the nylon 66 airbag fabric has successfully coated with PVA and nylon 66 fabric coated with a combination of 0.3 wt.% PVA and different concentration of SiO2 (0.3, 0.6 and 0.9 wt.%). Therefore, the sample which coated with a higher concentration of SiO2 NPs (0.9 wt.%) has a thin layer of 0.009 mm and a final dry weight reaching 0.4 grams per square meter. This thin layer fabric illustrated the improved thermal insulation with reducing the leakage of hot gasses to avoid the injuries and also can be helped in folding the airbag in a small package size. The fabricated fabric with proper thickness, which can be easy to fold in a small space, aiming to decrease the number of injuries due to the heat shock by improving the thermal and the mechanical properties, reduce the burns caused by the leakage of hot gases by a reduction of air-permeability. Also, the air-permeability test presented the nylon 66 coated with a combination of 0.3 wt.% PVA and 0.9 wt.% SiO2 NPs has been enhanced by decreasing from 51 to 25 CFM.
Supplemental Material
sj-pdf-1-jit-10.1177_1528083721988961 - Supplemental material for Enhancing the properties of nylon 66 fabric coated with a combination of PVA and SiO2 nanoparticles composite for vehicle airbag application
Supplemental material, sj-pdf-1-jit-10.1177_1528083721988961 for Enhancing the properties of nylon 66 fabric coated with a combination of PVA and SiO2 nanoparticles composite for vehicle airbag application by Salma Ali, Ibrahim Abdalla, Magdi Elamin Gibril, Hasab AMA hmed Xiaoze Jiang in Journal of Industrial Textiles
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledged the financial support of the National Natural Science Foundation of China (No. 51473035 and No. 21204010), the Research Program of Shanghai Science and Technology Commission (No. 13NM1400102 and No. 14521100600), and the Fundamental Research Funds for the Central Universities (No. 2232014D3-35).
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.