
Abstract
In the present study, an attempt has been made to coat the non-conductive Ultra-high Molecular Weight Polyethylene (UHMWPE) fibers with Low-Density Polyethylene (LDPE) powder. In order to enable the deposition of electrostatically charged LDPE powder onto the fiber surface, UHMWPE fibers are dipped into a surface modification bath to impart momentary conductivity. Further, Box Behnken’s experimental design is used to optimize the processing parameters for Fiber Volume Fraction (Vf) for this wet electrostatic spray coating process. An experimental multi-parametric equation is acquired through response surface methodology to ascertain the association amid the process parameters such as processing temperature (A), conveying air pressure (B), and gun nozzle angle (C) on the output response of Vf. The process parametric values for A, B, and C are varied from 225°C to 245°C, 0.2 bar to 0.4 bar, and 0° to 120° respectively. The Vf obtained is in the range of 37.02%–56.28% depending on the combination of process parametric values. Powder pick-up increases with an increase in the gun nozzle angle. An increase in conveying air pressure and temperature of the hot air oven leads to an increase in powder deposition. The values predicted from the model are observed to be in close proximity (94.59%) to the experimental results. Gun nozzle angle is the principal parameter affecting the matrix deposition on the fiber surface in comparison to other process parameters.
Keywords
Introduction
Ultra-high Molecular Weight Polyethylene (UHMWPE) is a high-performance organic fiber obtained through the Gel spinning process. UHMWPE polymer chain size spans more than 30 times in comparison to other polyolefins.1–3 Thus, UHMWPE has the highest specific tensile modulus and strength.4,5 The degree of the crystallinity of the material plays a vital role in determining the physical and mechanical properties. UHMWPE fiber has an excellent impact property among the existing commercial fibers such as Carbon, Glass, and Aramid. The factors attributing to the excellent impact property of UHMWPE are a very high degree of orientation and molecular symmetry of the non-polar groups and thereby enabling translation of fibrous impact properties into the composite properties.6–9
The impact properties of the composites can be further enhanced by using thermoplastic matrices with UHMWPE. Thermoplastic matrix material exhibits exceptional elastic properties by changing the morphology of the chains during loading and unloading. This material depicts large deflection before a rupture and portrays a high impact toughness without cracking or failing. 10 These attributes along with recyclability, non-emission of volatile organic compounds, unlimited shelf life at room temperature, ease of processing as well as ease of handling are paving the way for the thermoplastic matrices in the composite industry as an alternative to thermoset matrices.11–17 However, the thermoplastic composite turns out to be expensive when concerned with the quality of the impregnation (using traditional techniques for thermoset resins—hand lay-up, a spray method, sheet molding, bulk molding, resin transfer molding, vacuum bagging, etc.) of resin into the fibers as a result of its markedly higher viscosity. The poor impregnation quality instigates void generation within the composite laminate which deteriorates the composite performance.14,18–22 Through the pre-impregnation techniques (embodiment of reinforcement and matrix prior to the production of ultimate composite structure), the non-uniformity in the laminate can be eliminated by reducing the melt flow distance during the consolidation of the preform.12,14,23 Therefore, the manufacturing techniques such as melt impregnation, solution impregnation, commingling, DREF spinning, and powder coating etc. gained impetus to a conglomerate matrix with the fibers. Among these, the dry electrostatic powder coating process is a viable option and is reported to produce preforms having complex structures with the least fiber damage. The powder-coated towpreg gives high-quality composite material in comparison to other techniques such as film stacking, DREF spinning, and others. The flexible nature of the towpreg produced through electrostatic spray coating is very vital for the weaving process, which is absent in the solution coating, melt impregnation, etc.18,22,24–30 However, the dry electrostatic powder coating technique is suitable with the substrate of the conductive fibers such as carbon fiber. In the present work, a non-conductive UHMWPE tow is coated with LDPE powder matrix through the wet electrostatic powder spray coating technique in a very efficient manner. The resultant towpreg can be used to produce any fabric structure including 3D fabric architecture due to its very high flexible nature unlikely to others towpregs.
Response Surface Methodologies (RSM) such as central composite design (CCD), Box Behnken design (BBD), and furthermore advanced techniques like Kernel-based surrogate optimization are effective for analyzing data with linear, quadratic, and cubic fitting. Box and Behnken designs have been chosen in several literatures to extract its benefits over the other methods. Ba-Abbad et al. 31 carried out an experiment where BBD was selected to achieve the reduced number of experiments runs which lead to savings in the time and the cost without compromising on the effectiveness of the output results. Babu et al. 32 experimented with the optimization of a production method using BBD. An empirical model was developed through RSM to describe the relations among the independent variable for the given design. The authors pointed out that BBD does not involve a combination of all factors at its highest and lowest value. In this way, this method is useful in avoiding situation which in practice is usually not confronted. There are several literatures reported, where BBD was chosen to optimize the process in place of other methods such as Face centered central composite and full factorial design. These studies reported BBD to be a better alternative to the aforementioned methods.33,34
In the current study, a novel attempt is being explored to coat the non-conductive UHMWPE fiber with Low-Density Polyethylene (LDPE) matrix powder. The compatibility of the UHMWPE fiber with the LDPE matrix is the primary reason due to the same class of thermoplastic. A similar class of the polymer results in high cohesiveness. The non-polarity and the inertness of the UHMWPE fiber is a major hurdle in forming the interface bonding with the matrices. Therefore, the LDPE is the best choice among the available matrices. The parameters of the process such as processing temperature, conveying air pressure, and gun nozzle angle are studied with Box Behnken design (BBD) for their impact on the LDPE matrix deposition onto the UHMWPE fibers. The produced high-quality flexible towpreg finds utility in the production of the completely recyclable lightweight single polymer composite for impact and other applications. The single polymer UHMWPE/LDPE towpreg results into high interface quality due to the similar chemical nature thus overcomes the incompatibility problems of the UHMWPE fibers with the matrices. The towpregs are produced without any treatment to the fiber surface. The chemical-free manufacturing process of powder-coated towpreg is vital to produce sustainable single polymer thermoplastic composite with intact purity and no environmental hazards. This is the first of its kind of study reported for the coating of LDPE matrix onto the non-conductive twist less wetted UHMWPE tow.
Material and Methods
Materials
For the production of towpreg (powder-coated tows), low-density polyethylene (LDPE) powder (Density of 0.905 g/cm3) supplied by Savarag Industries DLF Area, New Delhi was deposited on Ultra-high molecular weight polyethylene (UHMWPE) fiber (Dyneema SK75, 264 Tex, 0.97 g/cm3) procured from Sadadekar Export and Import, India acted as a substrate.
Characterization
Differential scanning calorimetry
The melting points of polyethylene fiber and powder were measured with the DSC analysis (DSC Q 2000 (TA instrument Inc, USA)) which was essential in the prediction of the range of the temperatures for partial fusing of powder onto the tows after the electrostatic coating process. The temperature range during the DSC was varied from 30 °C to 200 °C at a heating rate of 10 C/min under a nitrogen atmosphere.
Powder particle size distribution
The powder particle size distribution analysis was done to measure the variation in the size of the LDPE powder through Camsizer XT (Retsch Technology, Germany).
Morphological analysis of powder-coated towpreg
The distribution of the LDPE matrix onto the UHMWPE towpreg was observed with the help of optical microscopy and Scanning Electron Microscopy. The cross-section of the tow was subject to gold coating and then a sample was examined under Scanning Electron Microscopy (SEM ZEISS EVO 50) at an accelerating voltage of 10 kV.
Manufacturing of powder-coated UHMWPE/LDPE towpreg system
Powder-coated towpregs are produced using in-house designed and custom fabricated equipment. The details of this tailor-made electrostatic spray coating equipment are reported elsewhere.11,35 The schematic diagram for the same is illustrated in Figures 1 and 2 describes sequential steps in the process. The electrostatic powder coating process involves electrostatic charge-induced powder deposition on the surface of the substrate. Thus, ideally, the process is suitable with a conductive substrate. Illustration of electrostatic powder coating setup. Step involved in manufacturing of towpreg.

In the current study, due to the non-conductive nature of the substrate (UHMWPE fiber), it was difficult to ensure consistency in LDPE powder deposition (amount of powder deposited per meter). Thus, the process was modified with the introduction of the surface modification bath (Figure 3(a)). UHMWPE tow was dipped through the bath containing water and the wet fiber acted as a temporarily conductive surface enabling in attaining consistency of LDPE powder deposition. Once the powder deposition was accomplished, the towpreg was passed through a hot air chamber where LDPE powder was sintered permanently to the UHMWPE fiber. A fan arrangement (Figure 3(b)) at the exit of the oven enhanced the rate of cooling and thereby assisted in sintering LDPE powder on the UHMWPE fiber surface. The rapid cooling achieved, lead to enhance the amorphous regions in the cooled LDPE matrix which improved the flow behavior of the matrix during the final consolidation. (a) Surface modification bath container and (b) Fan arrangement.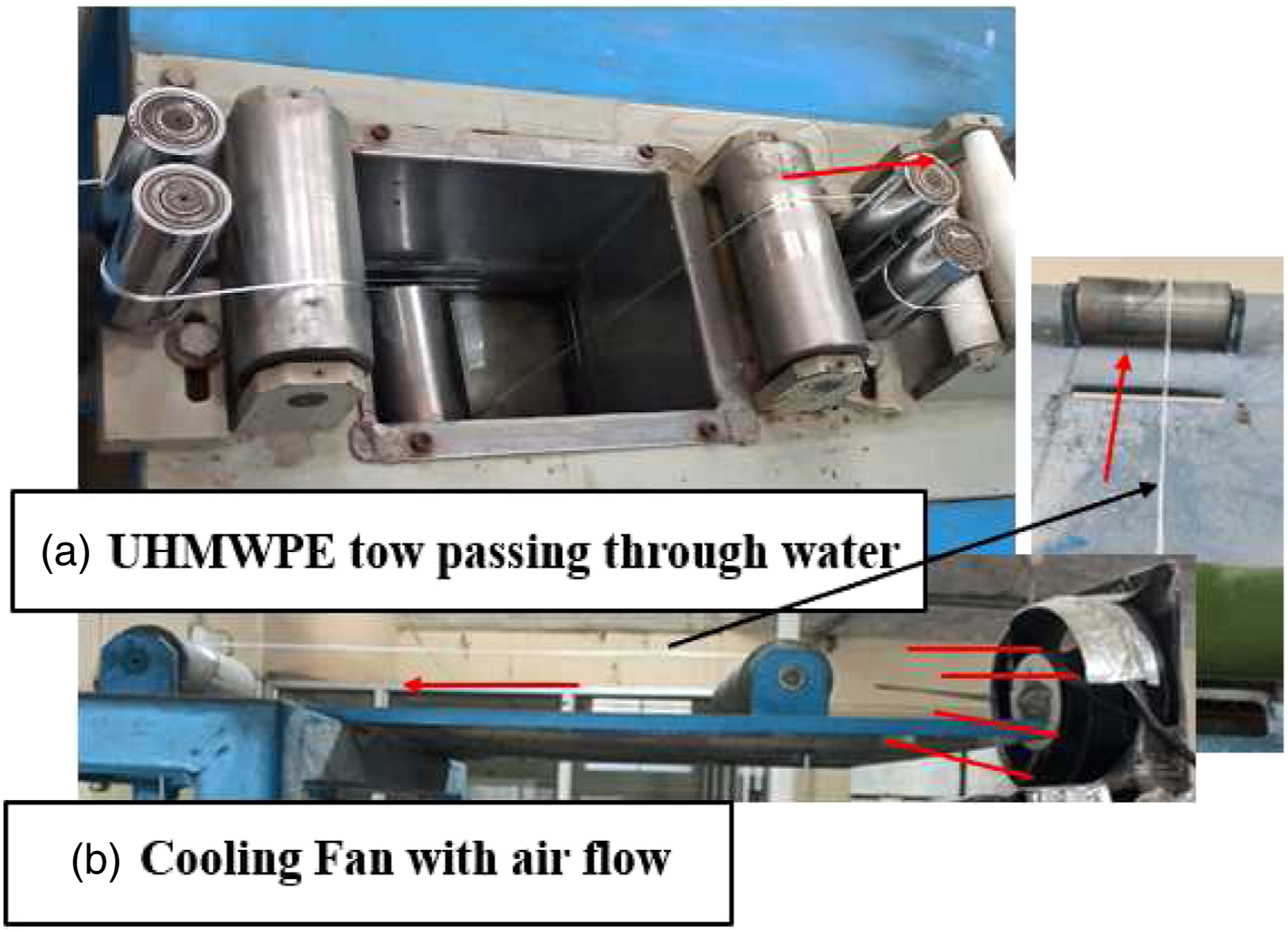
The main challenge with this combination of fiber and matrix was reaching to the optimum temperature for powder sintering as a result of a narrow difference in the melting points of UHMWPE fiber and the LDPE matrix. Low processing temperature leads to incomplete sintering of powder and high temperature leads to the thermal softening of UHMWPE fiber. Therefore, through several combinations, a balance was struck, and utmost care was taken during the production of towpreg to avoid incomplete melting of LDPE powder and thermal softening of UHMWPE fiber.
Measurements of fiber volume fraction
In the current study, initially (prior to studies of BBD) screening experiments were carried out to ascertain the process parameters which have statistically significant effects on Vf. In these preliminary studies, various parameters such as conveying air pressure, gun angle, open-air heater temperature, dosing pressure, fluidized pressure, and tow velocity in the wet electrostatic powder spray coating technique were varied and their influence on the Vf was studied. The fiber volume fraction was calculated using the following equation (1):


Factors and levels of box behnken design.

Actual and coded values for the experimental response.

Results and Discussions
Screening Experimentation
The melting points of the polyethylene fiber and powder observed are 119.15 °C and 145.63 °C as shown in Figure 4 (a and b), respectively. This leaves a processing window of 26.48 °C to ensure that the LDPE powder is completely melted without significantly softening UHMWPE fibers. It is observed experimentally for a hot air oven temperature of below 225 °C that LDPE powder did not sinter adequately due to inadequate melting, and it reflected in the form of shedding of powder from the fiber surface at the moment the towpreg contacts with the different components of the machine prior to winding. On the other hand, above a hot air oven temperature of 245 °C, UHMWPE fibers witnessed thermal softening. Therefore, the temperature range for the hot air oven is chosen between 225 °C and 245 °C. Partial melting of the LDPE powder on UHMWPE fiber is challenging as a result of the narrow processing window of the temperature range. The powder particle size distribution is shown in Figure 4(c). The average powder particle measured is 147.7 μm with the powder particle size distribution ranging from 50 μm to 300 μm. The smaller powder particle size offers more penetration in the fibers bundle and less harm to the nozzle of the gun in comparison to the larger particle size. The powder particle analysis reveals the 15% of the powder particle are lesser than 88 μm and moreover the size of 85% of powder particles are lesser than 210 μm. (a) DSC for LDPE powder (b) DSC for UHMWPE, and (c) Powder Particle size distribution.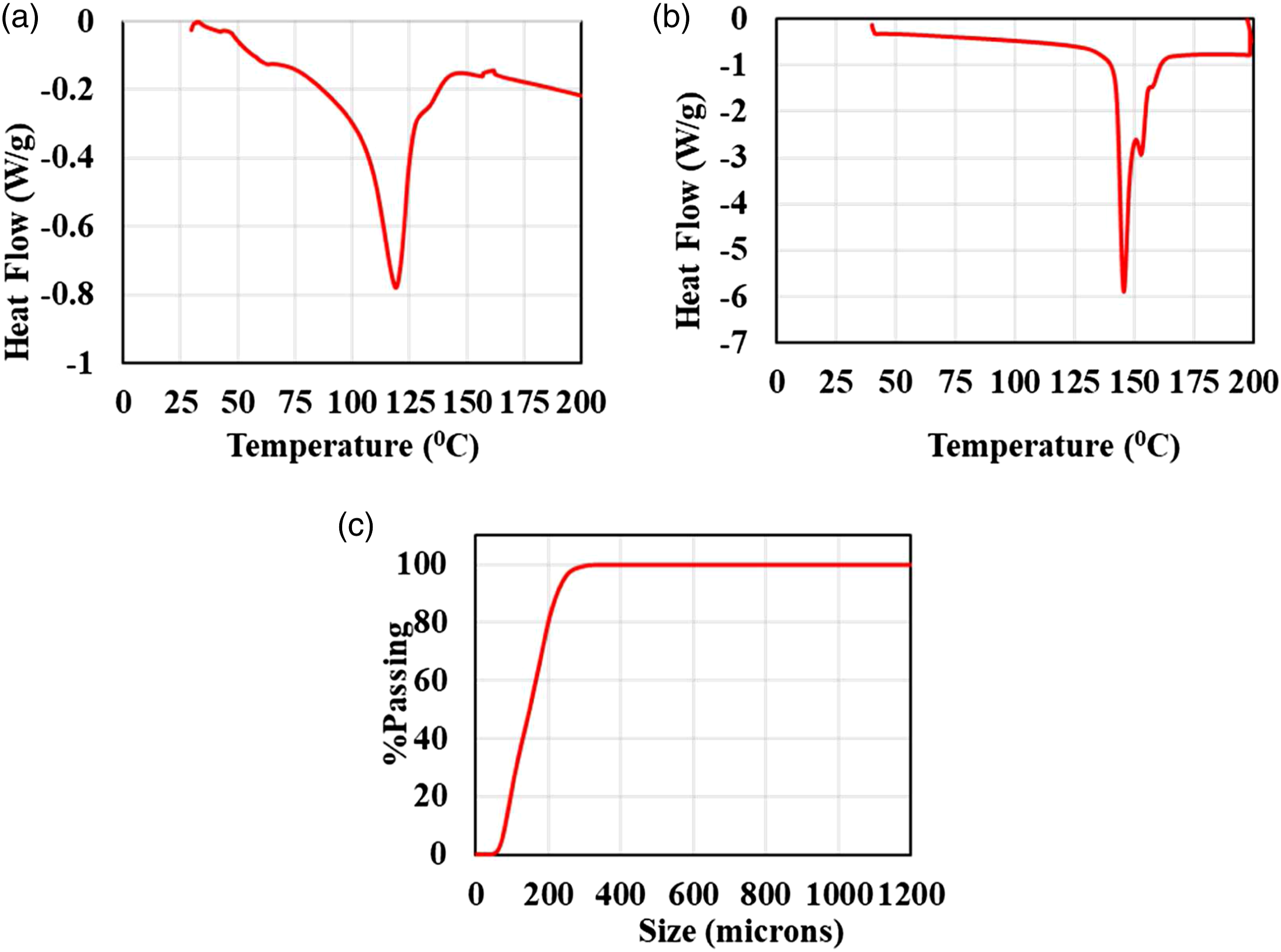
Conveying air pressure is chosen in the range of 0.2–0.4 bar. At less than 0.2 bar, irregular powder flow is observed from the outlet of the gun while for above 0.4 bar, due to excessive powder ejecting from the gun, powder pick-up on the fiber surface is not uniform. As it can be noticed from Figure 5 that the gun nozzle angle can be set from 0° to 120° and thus the complete range is utilized for the current study. At higher tow velocity, due to lesser time available for powder melting, ensuring consistency in the matrix deposition per unit length of the tow posed a major hindrance. Therefore, a fixed tow velocity (167 cm/min) has been chosen for the entire experiment. For the UHMWPE filaments in the preliminary, the change in voltage has not shown a significant change in the amount of powder deposition per meter of the tow. Thus, the voltage (50V) is kept constant during the process. Ultimately, the three factors of processing temperature, conveying air pressure, and gun nozzle angle are chosen to carry out the Box Behnken design method to optimize the input process parameter (Design Expert-12 and Minitab-18) at three different levels. Table 2 provides the fiber volume fraction obtained for different experimental runs. The unit of the Temperature, Pressure, Gun Angle, and Fiber volume fraction is the same as used in Table 2 throughout the manuscript. Different gun angle positions at 0, 60, and 120°, respectively.
The SEM images of coated and neat UHMWPE tow cross-sections are shown in Figure 6. As it can be noted from Figure 6(b) that the powder particles deposited on the tow surface have melted partially and penetrated into the tow to some extent as a result of the lateral pressure developed in the towpreg due to the line tension. The partial fusing of the powder particles helps to keep the powder on the tow surface and at the same time leaves sufficient inter-filament movement which is an essential requirement for flexibility. These two factors play a paramount role when the towpregs are subjected to textile preforming operations. Cross-sectional view of (a) neat and (b) coated fiber.
From Table 2, it can be observed that Vf varies considerably with different input process parameters. The maximum fiber volume fraction is 56.28% (least matrix deposition 43.72%) and the least is 37.02% (maximum matrix deposition 62.98%). The towpreg with a higher amount of matrix volume fraction is bulky and rigid while towpreg with minimum matrix deposition is thin and limp as depicted in Figure 7. The flexibility of the towpreg depends upon the mass of powder deposited and the hot air oven temperature. More deposition of the matrix leads to more binding of the fibers with the matrix material being present predominantly on the surface of the tow as can be confirmed from Figure 7. Distribution of the matrix onto the towpreg with fiber volume fractions of (a, d)-56.28%, (b, e)-47.66%, and (c, f)-37.02%.
Response Surface Plot Analysis

Analysis of response model: ANOVA for quadratic model (response: Vf).


Fitted (red) and Experimental (blue) fiber volume fraction.
From the response surface plot (Figure 9(a)) it can be inferred that at constant conveying air pressure the powder pick-up increases leading to lower Vf with the increase in gun nozzle angles. The Vf is lowest at a gun nozzle angle of 120o. At a gun nozzle angle of 120o, powder deposits on the tow surface in two ways: firstly the powder deposits directly onto the tow surface from the gun nozzle, and also some of the powder particles deposit on the tow surface due to gravity. Hence, the highest powder pick-up is obtained at the gun nozzle angle of 120o leading to the lowest Vf. (a) Influence of conveying pressure and gun angle on Vf (b) Influence of processing temperature and gun angle on Vf (c) Influence of processing temperature and conveying air pressure on Vf.
Also, for any gun angle above 0°, the powder deposition increases with an increase in conveying air pressure. At a gun nozzle angle of 0°, most of the powder particles will have a maximum speed of impact when they reach the tow surface, as they are assisted by the gravitational force in addition to the ejecting force of the gun. This leads to poor powder pick-up as the powder particles do not get enough time to settle on the tow surface and also the high impact force knocks off the powder particles which are already settled on the tow surface. Again, at higher conveying air pressure the powder pick-up decreases further leading to higher Vf. This is again due to a higher amount of powder mass with higher momentum exiting from the gun nozzle at higher conveying air pressure. This powder particle mass with higher momentum knocks off the already deposited powder particles.
For other gun angles, the component of gravitational force acts on the UHMWPE tow and it is not under the direct influence of gravity and thus the amount of powder falling off the surface is not significant as the nature of impact force and thereby shaking of the tow is not similar to that under the direct influence of gravity. Thus, lower Vf (higher matrix deposition) is observed with an increase in conveying air pressure for gun nozzle angles above 0°.
In the response surface plot (Figure 9(b)) at the constant temperature, the powder pick-up increases leading to a decrease in Vf with an increase in the gun nozzle angle from 0° to 120° for the same reasons explained in the previous section. Also, the powder pick-up increases leading to lower Vf with an increase in the processing temperature from 225 °C to 245 °C for constant gun angle. This is for the reason that, at high temperatures, more LDPE will be retained to the tow surface as a result of higher melting as well as diffusion into the tow between the filaments leading to more impregnation inside the fiber bundle. However, in case of lower processing temperature, the intensity of diffusion of powder particles into the tow is less leaving the powder particles vulnerable for scrubbing off during its dynamic contact with different components of the machine. Thus, a higher fiber volume fraction, that is, lower powder deposition is observed at lower heater temperatures.
From the response surface plot (Figure 9(c)) it can be inferred that at the constant heater temperature, Vf decreases with an increase in conveying air pressure. As conveying air pressure increases, the amount of powder leaving the gun and thereby powder deposition on the tow increases. At different temperature levels, the same trend can be observed for the variation in the fiber volume fraction with a change in the conveying air pressure. However, the reduction in Vf is more at higher heater temperatures in comparison to that at lower heater temperatures. This can be assigned to higher melting as well as diffusion of powder particles into the tow at a higher temperature. At lower heater temperatures, the powder particles melt less and do not adhere tightly to the tow. Thus, variation in line tension experienced by the tow along with the scrubbing off effect in contact with different deflection points on its path to the winding device, causes loosely bound powder particles to fall off thereby leading to a higher Vf. The same inference can be used to explain the decrease in Vf with the increase in temperature for constant conveying air pressure.
The main effects plots for conveying air pressure, processing temperature, and gun nozzle angle against fiber volume fraction are illustrated in Figure 10(a). The plots indicate a decrease in fiber volume fraction with an increase in heater temperature, conveying air pressure, and gun angle. This is in alignment with the earlier presented explanation with the surface plots. While the drop in fiber volume fraction seems to be almost linear with the temperature as well as conveying air pressure, it is exponential at higher gun angles. Similar effects are illustrated from the interaction factors as shown in Figure 11. This effect of the gun angle on fiber volume fraction can be further confirmed by the Pareto chart. From the Pareto chart (Figure 10(b)) it can be inferred that the gun nozzle angle (C) is the most dictating factor in deciding the fiber volume fraction, followed by the processing heater temperature (A) and conveying air pressure (B). Also, the parameters interacting with the gun nozzle angle have an impact on the fiber volume fraction (BC, AC, and CC). Thus, for the attainment of the required fiber volume fraction, the gun angle should receive the foremost preference amongst the process parameters. (a) Main effect plots for fiber volume fraction, and (b) Pareto chart. Plots of interaction effect for fiber volume fraction.

To examine the relationship between fiber volume fraction and two predictor variables (Pressure/temperature, Gun angle/Temperature, or Gun angle/Pressure) at a fixed level (hold value) of the third variable (pressure, temperature, or gun angle) contour plots are illustrated in Figure 12. In a contour plot, the values for input variables are represented on the x- and y-axes, and the values for the fiber volume fraction are represented by shaded regions called contours. Different contour plots of Vf.
This study is helpful in establishing the relationship between the powder pick-up and the processing parameters involves. The desired fiber volume fraction of the composite can be manufactured based on the end application. The towpreg having higher Vf is used in the production of the composite laminate which is usually preferred for hard body armor applications. The fiber volume fraction of the composite material has great influence over the mechanical performance which includes impact properties, tensile and compression properties, shear and toughness properties. The optimum amount of the matrix is required depending upon the end application such as structural, impact, and others. The smaller quantity of the matrix results in lower load transfer from the matrix to the fiber due to the matrix’s deficiency while a large amount of the matrix lowers the mechanical properties of the composite due to a lesser number of the reinforcing phase. Therefore, an optimum amount of the matrix is required to bind the fibers appropriately during the service conditions. And the high flexibility of the powder-coated UHMWPE/LDPE towpreg is very efficient in producing preform (fabrics) of complex weave structure for the composite reinforcement purpose. Thus, these preform upon consolidation shall yield excellent quality (uniform impregnation of the matrix phase) of the single polymer thermoplastic composite even at the interlacement points. The present technique ensures the complete recyclability of the end product with a very low relative density (between 0.90 and 0.97) for high-performance applications.
Conclusion
33 Box and Behnken partial factorial design of the experiment is used to study the effect of process parameters, namely, processing temperature (A), conveying air pressure (B), and gun nozzle angle (C) on the output response of Vf. An empirical equation for the output response (Vf) as a function of main, interaction, and square terms is obtained. The angular position of the gun has a dominant effect on the powder coating process. The predicted response output is found to be close (94.59%) to the experimental results. Powder pick-up increases with an increase in the gun nozzle angle. An increase in conveying air pressure and temperature of the hot air oven leads to an increase in powder deposition. Microscopic images and SEM images have been captured to reveal the powder consistency on the towpreg. A consistent deposition of the powder matrix onto the fiber eliminates the problems of the matrix deficient region at the interlacement point in the subsequent textile preforming process. The flexible nature of the towpreg ensures its weavability. The Vf in the present work ranges from 37 to 56% which finds its application in the production of rigid composites. The efficient and chemical-free technique makes the procedure sustainable and eco-friendly. The unique combination of the UHMWPE fiber and LDPE matrix with the same polymeric group offers a very lightweight composite with the improved interfacial property.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.