
Abstract
Successful market penetration of textile-based strain sensors requires long-term reliability which in turn relies on the washability of the sensor. First, this paper presents an evaluation of the effect of 5 washing cycles on the electrical performance of a knitted conductive transducer, over 1500 cycles of repetitive elongation. The promising behaviour of the textile sensor in this study showed that it might be possible to make a smart garment, capable of quantifying elbow flexion-extension motion, by integrating it into an elbow sleeve. Second, a prototype sleeve, incorporating a knitted sensor (the so-called smart sleeve), was tested in a simulated training/clinical setting by performing 50 flexion-extension cycles after 1, 5, 15, 25, 50 and 75 washes. In both studies, the electrical resistance of the sensor increased with the number of washes in a predictable manner and exhibited a repeatable, reliable and prompt response to elongation. In particular, the electrical pattern representing flexion-extension motion measured using the sleeve was clear and distinguishable up to the 75th wash. Moreover, resistance measurements within the same trial were repeatable at maximum flexion (≤2% variation) and at maximum extension (≤3% variation) and predictable with increasing washes (R2 = 0.992 at maximum flexion and R2 = 0.989 at maximum extension). The good washability of the smart sleeve, evidenced by its ability to detect, distinguish and measure parameters of flexion-extension motion up to 75 washes, makes it a suitable and sustainable choice for applications, such as strength conditioning or rehabilitation, where repetition count and speed are useful.
Keywords
In recent years, wearable strain sensors have been intensively investigated for different applications, ranging from human motion analysis 1 to remote health monitoring. 2 Wearable strain sensors can be either attached to the skin or integrated into clothing. Skin-mounted sensors can be made of a combination of silicone and fabric, with the sensor capacitance changing with stretching. For example, Ref. 3 used the StretchSenseTM (Auckland, NZ) sensor to measure the knee range of motion. However, validity and reliability of this methodology needs further investigation under conditions different from passive, non-weight-bearing movement before its application in a clinical setting. Assessment of knee joint motion has been performed also with a flexible sensor made of graphitised carbon black (CB) nanopowder (20%) embedded in a polyurethane substrate (80%), 4 which was then attached to commercial leggings. 5 Despite the ability of the sensor to monitor knee peak sagittal angles with small margins of error, it gave inaccurate outputs at low range of the knee angle. Therefore, the authors focussed their analysis only to peak knee flexion.
The wearable strain sensors currently available on the market for motion monitoring are not only fabrics-based. E-skin, 6 for example, is a sensing fabric using other types of attached sensors (i.e. 3-axis accelerometers, 3-axis gyroscopes and 3-axis magnetomers) for displaying real-time joint angles and positional trajectory. Biometrics Ltd 7 is a worldwide known manufacturer of wearable sensors, which are gold standard for movement analysis and clinical rehabilitation. However, their products do not use fabrics but only goniometers, torsiometers, strain gauges, accelerometers etc.
Textile-based strain sensors are examples of sensors integrated into clothing. Despite performing functions (i.e. motion monitoring/detection) similar to the above examples, they cannot be immediately compared to wearable strain sensors incorporating other sensing technologies (e.g. inertial measurement unit (IMU) sensors). In fact, textile-based strain sensors have sensing characteristics that rely only on the electrical properties of the threads they are made of. They are attractive because of their comfort, good fit to the human body, high flexibility and large strain sensing capability.
To be able to hit the market and penetrate in daily life, textile-based strain sensors must exhibit not only a reliable sensor response but also durability and washability properties. In other words, they must be reusable for a long period of time, without the sensor performance being compromised by increasing number of washes in commercially available washing machines. There are various standards describing washing procedures for smart garments. The British standard BS EN ISO 6330:2012 8 specifies appropriate combinations of domestic washing and drying procedures for textile testing and is applicable to textile fabrics, garments or other textile articles. The BS EN ISO 15797:2018 9 is a test method to test fabrics and garments for resistance in a more exacting laboratory setting under standardised conditions.
Different approaches exist to fabricate textile strain sensors, such as integrating conductive yarns into a textile structure by knitting, weaving or embroidering, as well as coating conductive materials at a fibre, yarn or fabric level, or using geometrical manipulation of yarns (e.g. buckling and coiling). Ref. 10 reviewed washability and overall performance of textile strain sensors manufactured with different techniques. For example, silver-coated strain sensors showed low washability due to the exfoliation of the Ag coating after washing the fabric for 70 min, as well as a fivefold increase in resistance. A melt-spun thermoplastic elastomer (poly [styrene-b-(ethylene-co-butylene)-b-styrene], SEBS) and CB powder composite fibre strain sensor remained functional after eight washes at 30°C in a washing machine with a detergent and showed a 2.5% increase in resistance. However, washability properties of textile strain sensors produced by knitting conductive fibres or yarns were not discussed in Ref. 10.
According to Ref. 11 there are four different damaging actions in a washing cycle: mechanical stress (i.e. bending, torsion and friction), thermal stress (i.e. changes in temperature), water stress and chemical influence (i.e. detergent). The impact of the washing process is the loss of conductivity of the conductive materials, for example, conductive yarns, 12 inks 13 or polymers like poly (3,4-ethylenedioxythiophene)14. Ref. 15 considered the mechanical stress as the most damaging factor on smart textile structures, in particular on conductive yarns dedicated to connecting the electronic component of textile with sensors. The impact of different washing forces (i.e. silk and express wash modes) was highlighted in Ref. 16 when studying washability of silver-plated knitted electrodes and metallic polyester coated electrodes. The silver-plated knitted electrodes showed stable performance up to 50 washes in both wash modes. The copper coated electrodes exhibited performance degradation beyond certain levels of damaging forces (i.e. no electrocardiogram (ECG) signals after 10 wash cycles in express wash mode) due to the peeling off of the copper layer. In Ref. 17, the chemical influence during a machine-washing cycle was considered as potentially damaging as the mechanical stress. In fact, the study of washability of silver-plated nylon electrodes proved that the presence of bleaching agents in the washing water was responsible for oxidising the silver layer, destroying the yarn’s conductivity and, therefore, damaging performance within 30 washes. Therefore, this study suggests the use of bleach-free detergents when laundering silver material textiles. Additionally, liquid detergents, being less abrasive, should be preferred to powder ones and recommended for the laundering of smart garment integrating silver-plated electrode.
Current studies on washability of strain sensors used for human motion monitoring examine only a limited number of washes. Moreover, there is a lack of investigation of the effect of washes on the electrical properties of knitted textile strain sensors for real-time joint motion quantification. A washable strain sensor was, for example, fabricated in Ref. 18 by coating a polybutylene terephthalate (PBT) thread with carbon resistive ink, which was then sewn into textiles at the knee joint. The sensor response during walking, running, sitting and standing was only evaluated up to three washing cycles. Another example of washable wearable strain sensor used for human motion monitoring was based on a silver ink patterned silicone elastomer-silver plated nylon structure (Ag-DS/CF) structure and showed no degradation in electrical properties following up to five cycles of machine washing at a temperature of 40°C, 1200 r/min and 30 min per cycle. 19 The effects of washing cycles on knitted textile strain sensors require investigation, not only to ensure durability (based on achieving a target lifetime), but also to understand the impact of any changes in electrical resistance on their end use. If properly characterised during the R & D phase, changes in the sensor’s electrical properties can be addressed to ensure good sensing performance after washes. For example, variation of the baseline resistance (drift) or sensitivity with number of washes could require a calibration/compensation after each wash (e.g. one- or two-point calibration, respectively).
In this study, the effect of increasing washing cycles on the electrical performance of knitted textile strain sensors for quantifying joint motion is investigated, first, on a knitted conductive sample and then when the same textile sensor is knitted into a garment (an elbow sleeve). The first goal of this research is to evaluate whether the knitted sensor remains functional following standard washing cycles. This will provide an estimation of the lifespan of the sensor during normal use. The second goal is to study performance of the knitted conductive sleeve (also called smart sleeve) in terms of quantifying joint motion after 75 washes. This will characterise the reusability of the manufactured conductive sleeve and, thus, its suitability for commercial applications.
Experimental design
This section of the article provides information about the samples used in the study, their manufacturing process, the washing and testing procedures as well as the employed experimental set-up.
Materials
To study the effect of washes on the electrical performance of textile conductive sensors during repetitive elongation cycles, a knitted conductive sample (Figure 1(b)) and a knitted conductive sleeve (Figure 1(c)) were manufactured on a Santoni X – Machine, a single cylinder intarsia machine with four feeds, 12 gauge and 144 needle count (Figure 1(a)). (a) Santoni X – Machine, (b) knitted conductive sample and (c) knitted conductive sleeve (or smart sleeve).
Knitted conductive sample
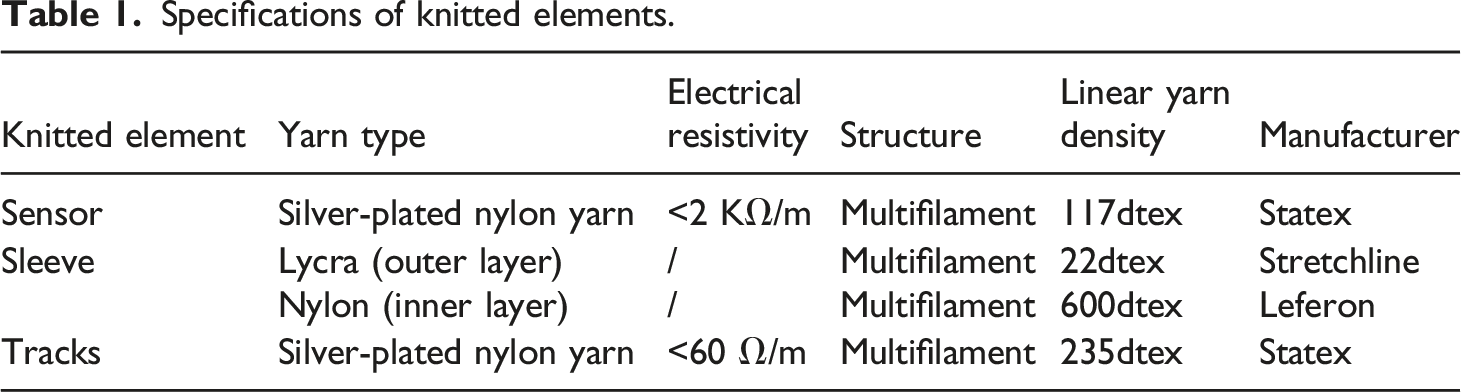
The first specimen is the 140 mm x 50 mm (height x width) knitted textile sample illustrated in Figure 1(b), with a 100 mm x 10 mm (80 courses and 6 wales) conductive area (yellow) made of silver-plated nylon yarn (Statex Shieldex®, electrical resistivity < 2 KΩ/m) and a non-conductive area (blue) made of nylon (Leferon, 600dtex). The specification of the Statex yarn was 117/17dtex (i.e. 17 filaments per cross-section of 117dtex thickness), 2-ply (i.e. twisted from two ends). The number of twists per metre was 600 S t/m for the single yarn and 550 Z t/m for the folded yarn. The tenacity (measured in Newtons per weight unit of yarn) was > 35 cN/tex and the extension (elongation) at break was 24%.
The choice of the yarn thickness (specified by the linear density) was based on several performance requirements. The measured fabric resistance range, for example, depends on the yarn fineness. A low fabric resistance makes the sensor less sensitive to external factors, such as human perspiration or humidity, 20 and the companion electronics less difficult to design.
The stitch pattern of the sensor, knitted in the wale direction on the Santoni X – Machine, was made of a minimum 50% Single Jersey and a combination of miss and tuck stitches that constitute the balance percentage. 21 The knit structure, type of yarn, composition, knitting direction and dimension of the sample were factors influencing the long-term performance of the conductive sensor under repetitive cyclic loading, whose outcome was first reported in Ref. 20.
Knitted conductive sleeve
The second specimen is the 350 mm x 90 mm elbow sleeve of Figure 1(c), whose conductive area (yellow) is positioned to correspond to the elbow joint, and is identical for stitch pattern, composition and dimensions to the textile sensor described in the ‘knitted conductive sample’ section. The non-conductive (black) part of the sleeve was instead made of lycra (Stretchline, 22dtex) and included, for comfort, an inner layer made of nylon (Leferon, 600dtex) which was sewn into the interior part of the garment. The performance of the knitted conductive sleeve as a textile strain sensor was preliminarily studied for repetitive elbow and knee motion tracking in Ref. 20.
Specifications of knitted elements.
Washing procedure
Washing and drying procedures were carried out both for the knitted conductive sample and the conductive sleeve in conformance with the British standard BS EN ISO 6330:2012 washing procedure 8 to mirror real-life cases. The specimens were washed in a domestic front-loading machine (Zanussi Lindo100 ZWF71440 W) with a synthetic cycle (30°C, 700 r/min spin cycle) and 17.2 g of detergent (non-phosphate liquid detergent with optical brightener and without enzymes). The total wash load varied between 3 and 7 kg of random everyday clothes, with the machine automatically adjusting cycle settings for a smaller load. After 8 min of final spinning at 1400 r/min, the specimens were removed from the washing machine and line dried in a vertical direction in still air under ambient conditions.
Experimental set-up
Two different set-ups were used for testing the knitted conductive sample and the knitted conductive sleeve after washes.
Set-up for testing the knitted conductive sample
The experimental set-up used to test the knitted conductive sample of Figure 1(b) before and after five washes is shown in Figure 2(a)–(d) and comprised: 1. A mechanical system, constituted by a tensile machine (Instron 8801 in Figure 2(b)), customised clamps (Figure 2(c)) and the fabric sample (Figure 1(b)); 2. An electronic system, represented by the power supply and the current controller (Figure 2(d)); 3. An acquisition system, represented by the hardware acquisition device (NI USB-6003) and the software (MATLAB® Analog Input Recorder). (a–b) Experimental set-up used for testing the knitted conductive sensor, (c) clamps and (d) current controller.
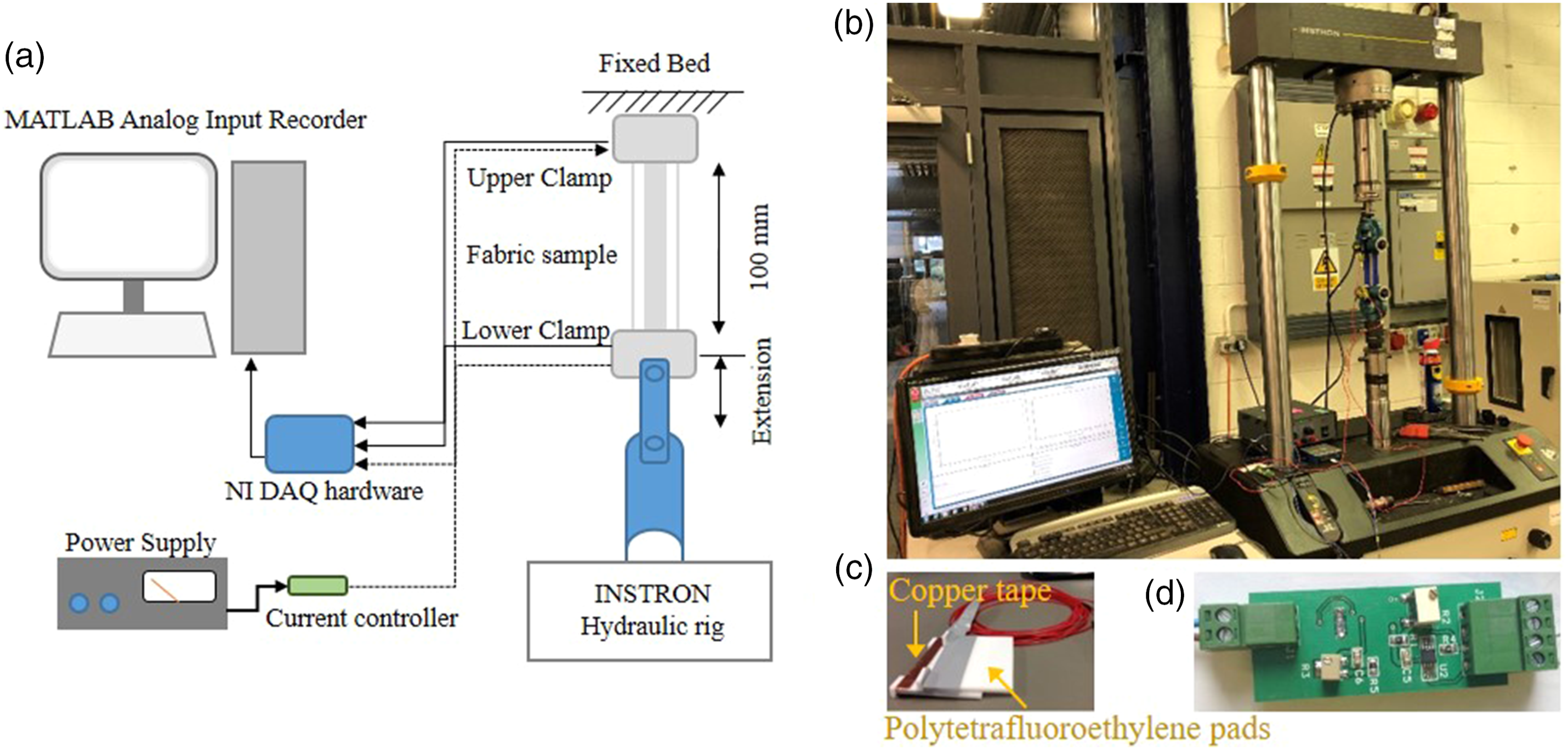
The specimens before and after five washes were gripped between polytetrafluoroethylene (PTFE) insulating pads to avoid any contact between the metallic grips of the tensile machine and the conductive area of the sample (Figure 2(c)). A conductive (copper) tape was positioned on the interior surface of the pads to gather the electrical response of the conductive yarns during cyclic loading. On the exterior surface of the pads, insulating tape prevented any contact between the copper tape and the metallic grips of the machine. The same clamping force (2 Nm) was applied with a torque wrench to the samples under investigation, to ensure the same test conditions and not affect electrical-wise the specimens by providing different contact pressure in correspondence of the clamps. The documentation of the circuitry working as a controlled current generator was described in Ref. 22.
Set-up for testing the knitted conductive sleeve
The experimental set-up used for testing the knitted conductive sleeve after increasing number of washes (from 1 to 75) is shown in Figure 3(a)–(c) and consisted of a purposely designed and manufactured electronic board (© Footfalls and Heartbeats (UK) Limited) (a), a dedicated enclosure (45 mm x 33 mm x 18 mm) (b), the smart sleeve (c) (also called sensorised sleeve), a Raspberry Pi and a PC with a customised MATLAB® code for real-time acquisition and data analysis. The electronic module responsible of recording and processing the signal is pluggable and was removed before each washing process. Equipment used for testing the knitted sensorised sleeve: (a) electronic board (© Footfalls & Heartbeats (UK) Limited), (b) enclosure, (c) knitted sensorised sleeve and (d) MQTT communication protocol scheme.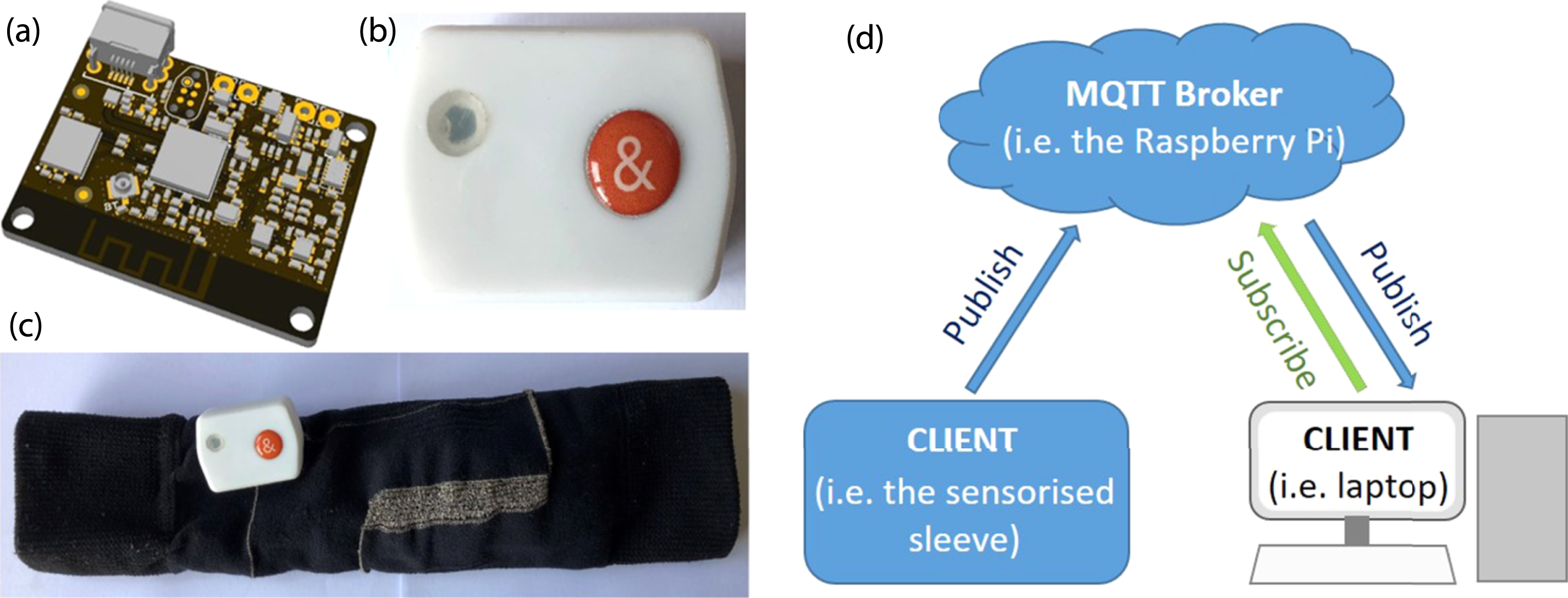
Data between devices were exchanged by a publish-subscribe network protocol, the MQTT (Message Queuing Telemetry Transport) protocol, running over TCP/IP. Figure 3(d) is a scheme of the MQTT communication used in this study. The Raspberry Pi was the MQTT-Broker (with the Mosquitto Linux package providing this functionality), the electronic module + sleeve combination was the sensor and a laptop was the MQTT-Subscriber. The electronic board attached to the sleeve acquired the data which were sent to the Pi by Bluetooth. An application on the Pi received the Bluetooth message and republished it on MQTT, so the Pi was also the MQTT-Publisher.
A customised MATLAB® code created first a MQTT connection to the broker at a specified IP address and port. Then, the most recent messages (i.e. time and resistance values) in the queue were retrieved, visualised in real-time and saved for further processing. Resistance measurements were taken by the acquisition unit from the conductive tracks, which collected the overall electrical response of the conductive sensor. The acquisition rate of the electronics was 50 Hz.
Testing procedure
Different procedures were used to test the effect of washes on the electrical performance of the fabric during repetitive elongation cycles for the knitted sample and sleeve.
Testing procedure and data processing for knitted conductive sample
Cyclic unidirectional elongations were performed on the knitted conductive sample of Figure 1(b) with the experimental set-up of Figure 2, after a minimum of 20 h in which the specimen was kept in a tension-free state. The fabric sample was carefully handled to avoid folds or wrinkles and minimise the effect of handling during positioning in the clamps. Tests were conducted on the Instron 8801 Fatigue Machine in the standard atmosphere for testing textiles 23 (temperature: 21 ± 1°C, relative humidity: 65 ± 5%). The specimen had an original unstretched length between the clamps of 100 mm. Each test session was repeated on a new and on specimen that had been washed 5 times and consisted of 1500 stretch–recovery cycles, which were performed with a triangle wave of 12 mm amplitude and 0.3 Hz elongation rate. The elongation value, measured as a voltage by the sensors internal to the Instron machine and collected by the NI USB-6003, was chosen as a comparable fabric deformation on a garment during typical human body extensions (e.g. walking). 22
To measure the electrical resistance of the conductive textile during cyclic loading and the effect of increasing washing cycles, a constant current method was employed and a four-wire resistance measurement was chosen, as described in Ref. 22. The electrical signals gathered from the conductive fabric were the floating voltage across the fabric during the stretch-recovery cycles and the voltage proportional to the current supplied to the sample. The ratio between the applied voltage and the sourced current was the fabric resistance corresponding to the actual elongation/strain condition of the fabric.
Data were collected at 1 KHz and then post-processed in MATLAB® with a Savitzky–Golay filter of polynomial order N = 1 and window length M = 17. The Savitzky-Golay filter was chosen as it can adapt its frame size to the stretch-recovery speed of the specimen and the polynomial order to the observed shape of the signal.
Testing procedure and data processing for knitted conductive sleeve
Unidirectional fabric elongations were performed by a user wearing the knitted conductive sleeve of Figure 1(c) during repetitive flexion-extension cycles. The user was asked to flex-extend the elbow within a comfortable range of motion (from maximum flexion to maximum extension achievable) and at a comfortable speed. These parameters were chosen since the purpose of the paper was to evaluate changes in sensor response in terms of peak-to-peak and mean resistance values at maximum extensions/flexions in the context of a real-life training session (e.g. rehabilitation). The response of the conductive sleeve during 50 flexion-extension cycles was recorded at 50 Hz with the equipment of Figure 3(a)‐(c) after 1, 5, 15, 25, 50 and 75 washing cycles and post-processed in MATLAB® with a Savitzky–Golay filter of polynomial order N = 1 and window length M = 7. The test protocol was approved by the University of Nottingham Faculty Research Ethics Committee and written consent was obtained by a healthy volunteer.
Results and discussion
Electrical performance after washes for knitted conductive sample
The change in resistance of the knitted conductive sample before and after five washes is shown in Figure 4. The five machine-washing cycles resulted in a 34% increase of the mean electrical resistance. One explanation for this phenomenon is the relaxation behaviour of knitted fabrics after washing cycles, which results in a dimensional change of the yarn and therefore a change in the overall fabric electrical resistance. Such relaxation processes have been shown to be strongly influenced by the washing detergent, which significantly diminishes the yarn-to-yarn friction coefficient.
24
As a result, the yarn length increases and so does the length-related resistance (according to Ohm’s Law
25
). Resistance variation with number of stretch-recovery cycles for the knitted conductive sample before wash and after five washing cycles. In the boxes: zoom of the first 20 cycles, between the 740th and 760th cycles and between the 1470th and 1490th cycles.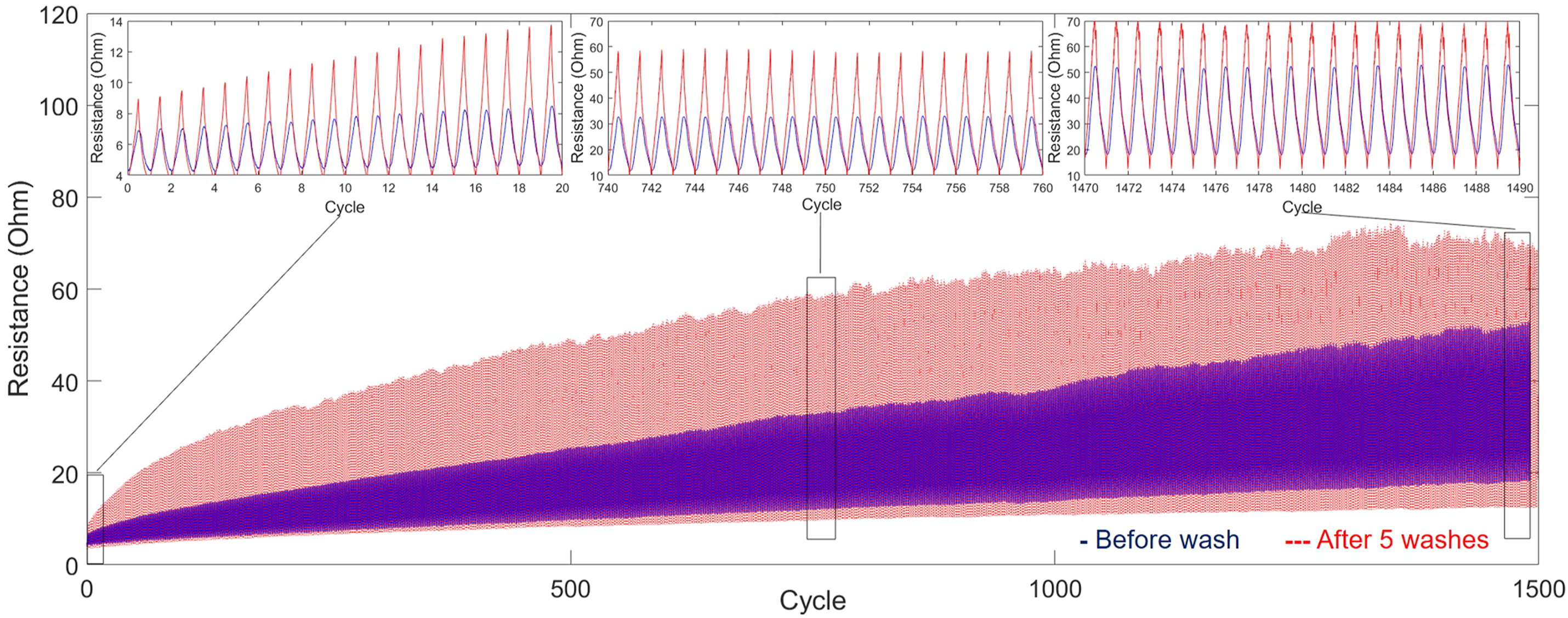
To verify the extent of the yarn dimensional change on the electrical resistance, measurements of the loop width, loop height and yarn thickness were taken with an optical microscope (Nikon Eclipse LV100ND) and the NIS-Elements image analysing software on one inch of the conductive sensor before and after five washes. Loop length was calculated with the equation (describing the general loop model for conventional knitted fabrics) provided in Ref. 26. Figure 5(a) shows that after five washing cycles the length of the stitches composing the textile sensor increased by 4%. No significant difference was found between the mean loop length before and after five washes (p = 0.22). As a result, the increased mean electrical resistance can be mainly justified by the decreased yarn-to-yarn friction coefficient and, therefore, yarn-to-yarn contact forces, causing the resulting increased contact resistance (according to Holm’s contact theory
27
). Ideally, a sensor would not change in mean resistance after a considerable number of washing cycles or during extended use. However, in the real-world fabric relaxation takes place so the increase of the mean resistance with increasing number of washes or stretch-recovery cycles is unavoidable. (a) Mean and standard deviation of the loop length measured on one inch of the conductive sensor before and after five washes. (b) Optical image of a stitch loop of the textile sensor before wash and (c) after five washes.
Another contribution to the increased resistance after washes could be given by the deposition of the blue component of the dye used for the non-conductive nylon fibres surrounding the sensor on the silver-plated fibres (Figures 5(b) and (c)).
The observed decrease in conductivity after washes can also be partly related to the oxidation of the conductive yarn’s silver plating. More in general, conductivity loss can be smaller or higher depending on the effects of the washing cycles on the silver layer of the conductive yarn used for fabricating the textile sensor. For example, serious damages of the silver layer (i.e. removal of the silver layer from the core nylon yarn and severe oxidation) could create large discontinuities at the contact surfaces between loops and, therefore, higher electrical contact resistance. On the other hand, small cracks in the conductive layer could still guarantee acceptable contact resistances and not impeach the current flow between loops.
The performance of the sensor over thousand cycles of repeated loading after five washes is shown in Figure 6(a). The fabric transducer shows a repeatable electrical pattern over 1500 cycles, and a prompt response to the elongation performed, that is, minimum resistance values, (a) Electrical response of the knitted conductive sample after five washes during 1500 cycles of 12 mm elongation and (b) hysteresis curves during corresponding cycles (1st–10th, 500th–510th, 1000th–1010th and 1487th–1497th).
The good repeatability of the sensor response, shown in Figures 6(a) and (b) over intervals of 10 cycles, is a consequence of the choice of silver multifilament yarn (whose repeatability properties were described in Ref. 20), the knit structure (whose comparison with other stitch patterns will be the topic of a further publication) and the orientation of the wales parallel to the direction of elongation.
It can be seen in Figure 4 that the sensitivity of the sensor changes with increasing number of loading cycles. The mechanism for this change is similar to the relaxation of the fabric discussed above. For such a sensor to be useful, it is important that this change in sensitivity is predictable even after washing. Figure 7 shows the variation of Minimum and maximum resistance values over 1500 cycles of 12 mm elongation for the same knitted conductive sample before and after five washes.
Electrical performance after washes for knitted conductive sleeve
The reliable and repetitive sensor response over thousand cycles and after five washes supports the integration of the same knitted textile sensor into an elbow sleeve for commercial applications. The sensor resistance changed in a predictable way after 1, 5, 15, 25, 50 and 75 washes. A good linear relationship Increasing mean resistance and standard deviation with number of washes for the conductive sleeve within 50 flexion-extension cycles.
As previously discussed, the resistance increase after wash is a consequence of the relaxation of the yarns due to the washing detergent use and of the oxidation of the silver yarn composing the sensor. Whilst many of the processes affecting the sensor conductivity are non-linear, the proposed linear fit is sufficient to predict the variation with increasing number of washes for the proposed final application (e.g. by performing a basic calibration before the first working session).
The textile sensor continues to change resistance with joint motion after 75 machine-washing cycles. Figure 9 shows the normalised resistance (with respect to the minimum resistance value) of the sleeve after 1, 5, 15, 25, 50 and 75 washes during 50 flexion-extension cycles performed by the user at a comfortable range of motion (i.e. from maximum flexion to maximum extension achievable) and at a comfortable speed. Smart sleeve normalised resistance during 50 flexion-extension cycles after 1, 5, 15, 25, 50 and 75 washes (from bottom to top).
It can be noticed that flexions (recorded from maximum to minimum resistance values) and extensions (from minimum to maximum resistance values) are clear and distinguishable after each wash (up to the 75th wash). Also, all electrical patterns look very similar to each other. This suggests that the 75 washes do not compromise the sensor performance and the electrical response associated with specific movements.
After each wash, a peak analysis (described in Ref. 22) was conducted to detect the maximum and minimum resistance values of the filtered signal for each cycle and associate with the motion performed. The peak analysis illustrated in Figure 10 shows that the maximum flexions and the maximum extensions achieved by the user wearing the smart sleeve are reliably detected by minimum and maximum resistance values, respectively. The peak analysis also allows to calculate the durations of the user’s single movements. For example, the time difference between a minimum resistance value and its previous maximum resistance value provides the user’s flexion time. Similarly, the time difference between a maximum resistance value and its previous minimum resistance value provides the user’s extension time. Based on this analysis, some parameters of motion were calculated and reported in Table 2, such as the time the user employed to flex or extend the elbow, the time to complete a cycle (i.e. full extension-flexion), the time to complete a test session (i.e. 50 flexion-extension cycles) and the flexion-extension speed (i.e. number of completed cycles per minute). These measurements taken with the smart sleeve can be used as performance parameters in rehabilitation. In fact, they provide insight to healthcare professionals regarding the general health of the user’s joint and muscle (i.e. biceps), what specific movement (flexion or extension) is more affected by trauma or requires attention and progress of the healing process. (a) Peak analysis conducted on the smart sleeve response during 50 flexion-extension cycles after 1, 5, 15, 25, 50 and 75 washes (from bottom to top), (b) maximum sleeve extensions corresponding to maximum resistance values and (c) maximum sleeve flexions corresponding to minimum resistance values. Parameters of motion measured with the smart sleeve.

The retained sensing properties of the conductive sleeve after 75 washes suggest that no significant oxidation or irreversible damage of the silver layer composing the textile sensor occurred. Therefore, the manufactured conductive sleeve is highly reusable, resource saving and a promising candidate for commercial applications.
The potential of smart sleeves for joint motion tracking was preliminarily presented in Ref. 20. The results of the current research demonstrate that the knitted conductive sleeve is able to detect, distinguish, count the type of motion accomplished and measure parameters of motion regardless the 75 washes performed. For all these reasons, the developed prototype of knitted sensorised sleeve of Figure 3(c) exhibits a commercial potential in applications for joint motion quantification, thanks to its high washability and the long-term sensing properties of the knitted textile sensor during motion.
The collection of maximum and minimum resistance values from the sleeve response during 50 flexion-extension cycles after increasing washes also allowed the evaluation of repeatability of measurements at specific movements, that is, maximum flexions and maximum extensions (and, as a result, the motion amplitude) achievable by the same user during the same trial. This study is important to understand how the electrical properties (i.e. resistance measured at maximum extensions and maximum flexions) change within the same trial, and whether similar movements are electrically repeatable within the order of precision of movement. This will help understand the suitability of the current sensorised sleeve in view of future angle measurement from the sensor response. Figure 11 shows the mean resistance and its variation calculated for the minimum resistance values (maximum flexions) and maximum resistance values (maximum extensions) during 50 cycles after 1, 5, 15, 25, 50 and 75 washes. Both resistance values measured at maximum flexions and at maximum extensions have a very small percentage of variation over 50 cycles of the same trial. In particular, repeatability of measurement is higher at maximum flexions (≤2% variation) than at maximum extensions (≤3% variation). This can be explained by slight wrinkling of the fabric as full extension. It can also be noticed that the increasing number of washes does not affect repeatability of measurements both at maximum extensions and at maximum flexions. Mean and standard deviation of the sleeve resistance measured at maximum elbow extensions (blue) and maximum elbow flexions (yellow) after 1, 5, 15, 25, 50 and 75 washes.
Lastly, the electrical behaviour in correspondence of maximum flexions and maximum extensions is predictable with increasing number of washes. In fact, as illustrated in Figure 12, a good linear relationship was found both for maximum flexions Predictability of maximum flexions and maximum extensions performed with the smart sleeve over 50 flexion-extension cycles after 1, 5, 15, 25, 50 and 75 washes.
As a result, the conductive sleeve working as a textile-based strain sensor is able to distinguish between flexion and extension movements within the same trial with accuracy and predictability and without being significantly influenced by increasing washing cycles. All these findings highlight the suitability of the developed textile-based strain sensor for those applications in which the motion type detection, repetition count, motion amplitude and flexion-extension speed are key parameters. Therefore, the smart sleeve can be used as a textile-based joint monitoring system to perform rehabilitative tasks, such as training of a joint after an injury or a neurological disorder (e.g. stroke), and daily exercises to treat joint diseases (e.g. arthritis).
Conclusion
This paper has investigated the effect of increasing machine-washing cycles on the electrical performance of a knitted conductive sample, first, and then when the same textile sensor was integrated into an elbow sleeve (called smart sleeve). The electrical behaviour of the knitted conductive sample was studied in response to 1500 cycles of repetitive elongation in an Instron tensile machine before and after five washing cycles. A microscopic analysis showed a 4% increase of the sensor’s loops length after five washes, which was associated to the fibres relaxation and thus to the yarn dimensional change due to the use of the washing detergent.
Accordingly, a 34% increase of the mean electrical resistance was measured and explained as the consequence of several factors, such as the increase of the contact resistance (due to the decreased yarn-to-yarn friction and yarn-to-yarn contact forces after washes), the oxidation of the conductive fibres’ silver plating and the deposition of the blue component of the dye used for the non-conductive nylon fibres surrounding the sensor on the silver-plated fibres. It was demonstrated that the textile sensor remained functional after five machine washing cycles, showing a repeatable and prompt electrical response to the elongation performed over 1500 cycles (i.e. minimum resistance values,
The reliable and repeatable sensor response was confirmed also during successive tests on the elbow sleeve. The performance of the smart sleeve was evaluated during 50 flexion-extension cycles performed by a user at a comfortable range of motion after 1, 5, 15, 25, 50 and 75 washing cycles. Wash results revealed that the mean resistance increased after each wash and that such change occurred in a predictable manner
The high washability and the long-term sensing properties of the prototype of smart sleeve developed for this research suggests its suitability as a textile-based strain sensor for joint motion quantification in commercial applications. In particular, quantification of motion, repetition count, motion amplitude and flexion-extension speed are parameters, which can be determined by the textile-based joint monitoring system and would benefit rehabilitative applications, for example, training of joints after an injury or a neurological disorder (e.g. stroke), or for daily exercises to treat joint diseases (e.g. arthritis).
Future work will use world leader instrumentation (i.e. wireless twin-axis goniometers from Biometrics Ltd) for joint movement analysis at a known range and speed, and for comparing real-time joint data collected by the smart sleeves with the gold standard. Moreover, the durability of the textile sensor’s silver coating will be investigated after a double number of washing cycles (i.e. 150).
Footnotes
Acknowledgments
We would like to thank Footfalls and Heartbeats (UK) Limited for manufacturing the knitted samples and for developing the electronic board. We are also grateful to Ioetec Ltd for developing the electronics firmware.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the Innovate UK, 511128.