
Abstract
Composite holds great promise for future materials considering its advantages such as excellent strength, stiffness, lightweight, and cost-effectiveness. Due to rising environmental concerns, the research speed gradually changes from synthetic polymer composites to natural fibre reinforced polymer composites (NFRPCs). Natural fibres are believed a valuable and robust replacement to synthetic silicates and carbon-based fibres, along with biodegradability, recyclability, low cost, and eco-friendliness. But the incompatibility between natural fibre and polymer matrices and higher moisture absorption percentage of natural fibre limitise their applications. To overcome these flaws, surface treatment of natural fibre and nanofiller addition have become some of the most important aspects to improve the performance of NFRPCs. This review article provides the most recent development on the effect of different nanofiller addition and surface treatment on the mechanical, thermal, and wetting behaviour of NFRPCs. It concludes that the fibre surface treatment and nanofillers in natural fibre polymer composites positively affect mechanical, thermal and water absorption properties. A systematic understanding in this field covers advanced research basics to stimulate investigation for fabricating NFRPCs with excellent performance.
Keywords
Introduction
Composites are engineered materials comprised of two or more elements with distinct qualities, and their combination leads to such materials having desired properties. These properties include high strength, excellent stiffness, no catastrophic failure, low thermal expansion, resistance to the chemical and environmental factors, which of them to be used in a myriad of applications such as electrical equipment, transportation, construction, sports, defence and aerospace industries .1–4 Generally, the fundamental constituents include matrix (binders) and reinforcement .5,6 Reinforcement is the central strengthening part, and the mechanical properties of the composite mainly depend upon the concentration, size, shape, distribution, and orientation of the reinforcement which is generally in the form of fibres and particles .7,8 The matrix is a polymer that acts as a binder; the main role of the matrix is to adhere and fix the fibres to maintain structural integrity. It also transfers the load between reinforced fibres and protects them from environmental damage .
9
There are three classes of polymers used in a composite: thermosetting polymers, thermoplastic polymers, and elastomers .
10
The most commonly used polymers are epoxy, phenolic, and polyester due to their excellent mechanical and thermal properties .11–13 There are three different reinforcement classes, including particles, structures, and fibres, as given in Figure 1. In particle reinforced composites (PRCs), the particles are mixed with the matrix to form a composite. The PRCs are mainly dependent on the reinforced particles' types, size, shape, and concentration .14,15 Particle reinforcement improves the strength and toughness of the matrix; the most common particles used are alumina, magnesia, silica, carbon, graphene, clay, iron, iron oxide, and zinc oxide .
16
The PRCs are most commonly used for adhesives, coating, dentistry, electronics, and aerospace .17,18 Structural composite is growing rapidly around the globe and is widely preferred in aerospace and marine application due to its high flexural modulus to weight ratio, good buckling resistance and low lateral deformation. Laminate and sandwich composite are two basic types of structural composite. In laminate composite, there are two or more plies of the same or different material stacked with the same and angle orientation .19,20 Contrarily, in the sandwich composite, there is a core element of any material among the plies of high performing fibre. Sandwich composites are comparatively thicker than other types of composites .
21
Polyurethane (PU), polystyrene (PS), polyvinyl chloride (PVC) and polymethacrylimide (PMMI) are mostly used core foam materials for sandwich composite .22–24 Types of composites based on reinforcement and matrix.
Fibre-reinforced composites are frequently used due to their excellent mechanical properties, tailor-ability, remarkable resistance to corrosion and fatigue, functional strength and stiffness of the fibres .7,25,26 Generally, there are two types of fibre; natural and manmade fibres .27,28 Manmade fibres are mostly used as reinforcement for high-performance composite applications in construction, transportation, and aerospace .
29
Compared with natural fibre, manmade fibre is more robust, durable and has better qualities than natural fibres .
30
Extensive work has been carried out in which manmade fibre is used as a reinforcement for high-performance composite applications. As the world is more focused on environmental aspects and ecological safety, scientists, researchers, and industries are shifting to use natural fibres as reinforcement in high-performance composite applications. Figure 2 shows the number of publications searched in the Scopus database in the last 10 years with the keywords “Natural fibre composite”. The growing interest in this field is also evident from the trendline demonstrating huge interest in the use of natural fibre polymer composites (NFPC). The motivation behind this is that synthetic fibres are not reproducible and reusable and also creates severe health hazard and ecological problems for society.31,32 Number of publications in the year 2010–2020 with the keyword Natural fibre composite from Scopus database.
The various striking benefits such as low cost, low density, low emission of CO2, nonabrasive to the equipment, reduced energy consumption, no irritation to the skin, less health risk, along with their nature-friendly features, makes natural fibres suitable for reinforcement in polymer composites .33–36 NFPCs are also cheaper, sturdier, and environmentally friendly. To show the importance and promote natural fibres, 2009 was considered the United Nations year of natural fibres .33,37 The natural fibres have a hydroxyl group (-OH) on their surface, which involves hydrogen bonding with the cellulose; and reduces the activity towards the matrix. Along with numerous advantages, natural fibres have shown few drawbacks: incompatibility between fibre and matrices, weak resistance to moisture, dimensional instability, and the tendency to aggregate during processing. The more fragile interfacial bond between water-loving natural fibres and water-fearing polymer matrix leads to a decline in polymer composite properties, which is not favourable for industrial utilization and structural application. However, many schemes and approaches have overcome these deficiencies, including introducing a coupling agent or various surface modification techniques. The surface of natural fibres can be modified by physical, chemical, and mechanical means.38–40
The primary components of natural fibre are cellulose, hemicellulose, pectin, and lignin, with a percentage that varies from fibre to fibre. The water-loving nature of natural fibre is due to the existence of cellulose. Hemi-cellulose and pectin are amorphous polysaccharides that hold the fibres together, and lignin is the aromatics compound .41,42 Figure 3 outlines the classification of natural fibre, and Table 1 enlists the properties of plant fibres.
43
Classification of natural fibres.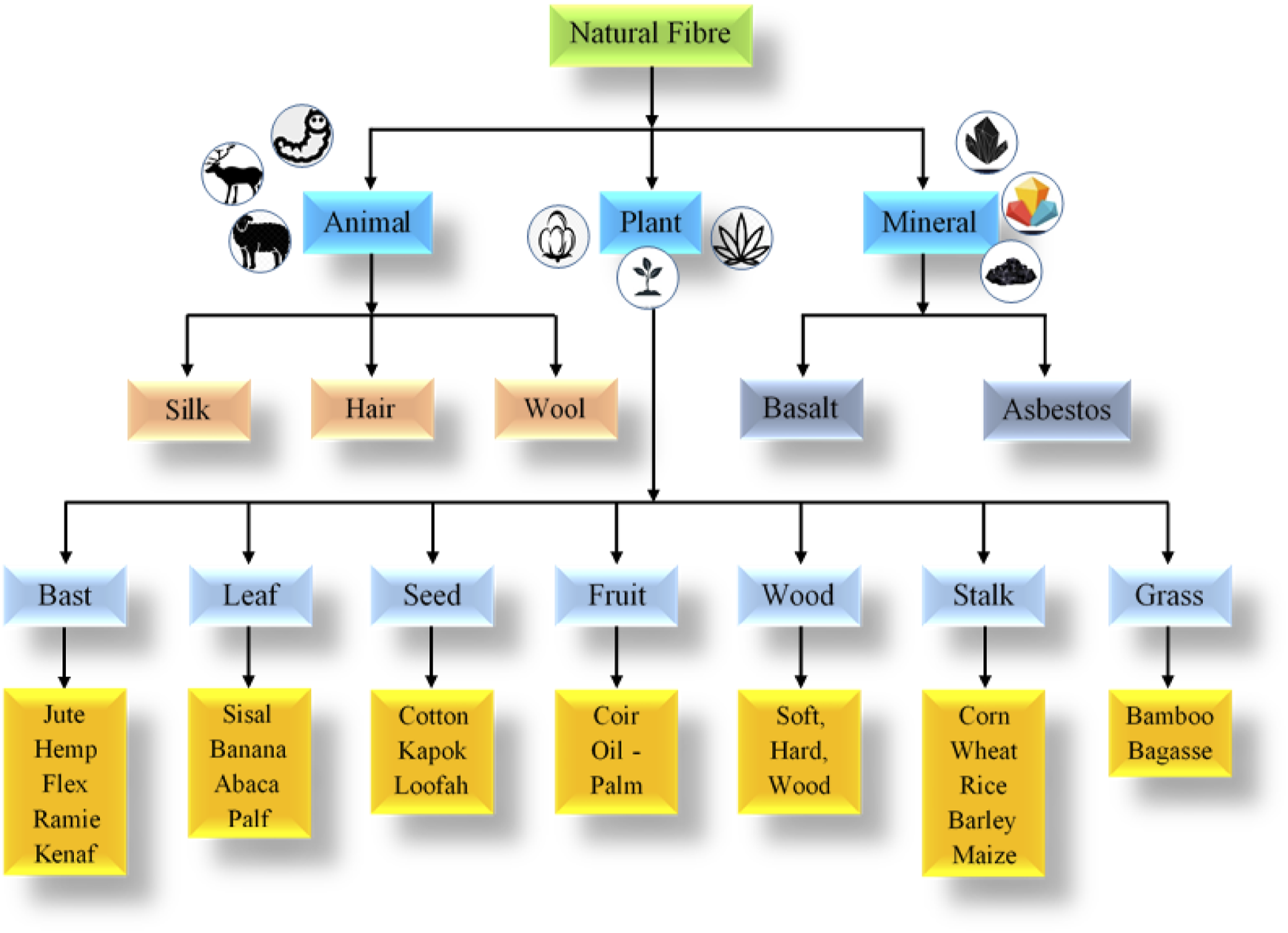

Considering the growing environmental concerns, synthetic materials will soon be replaced with their natural counterparts .44–48 Hence, NFRPC is expected to grow at a higher pace in which nanofillers play a vital role for comparable performance with conventional composites. Although many articles are covering most of the literature reported on composite materials, a review article comprising on the influence of nanofillers addition and surface-treated natural fibre-based composite is still lacking, which is of extreme significance considering the current requirement of NFRPC with high strength to weight ratio in which nanofillers and surface treatment are playing a key role. The authors felt a need to cover these topics considering the most significant studies reported. Improvement in the properties of NFRPCs of this review paper deals with various strategies such as chemical treatment, fibre structure and hybridization to improve the properties of the NFRPCs. Nanofillers deals with multiple types of nanofillers and their properties. The effect of nanofiller addition on the mechanical and wetting behaviour is given in Effect of nanofillers on the properties of composite and cellulose nanofibre as reinforcement in section 5. The applications of NFRPC are provided in Role of industrial textiles in polymer composite, and the summary and future recommendation are provided in Applications of Nanocomposite.
Improvement in the properties of NFRPCs
There are several ways to improve the interfacial bonding between the matrix and fibres for enhancing the properties of natural fibre reinforced polymer composite (NFRPCs), including chemical treatment of reinforced fibre, hybridization of reinforcement and addition of fillers.
Chemical treatment
The processing of natural fibres with different chemicals such as alkali, silane, acetylation, benzoylation, and sodium chlorite, changes the chemical composition, surface morphology and topography of natural fibres. Chemical treatment is needed to remove the non-cellulosic compound from natural fibre, improve the compatibility of natural fibre with matrix, improve surface roughness and thermal stability of natural fibres. Chemical treatments are usually low cost and easy to perform; hence, the process can be easily scaled up for commercial applications. Although there are many studies on various chemical modifications, this section discusses the most facile and commonly used chemical treatment. .49,50
Alkali treatment
The alkaline treatment is one of the most employed and easiest methods for improving the fibre matrix adhesion properties in which sodium hydroxide (NaOH) is used to modify the cellulosic structure of the natural fibres, which increase fibre fragmentation and disaggregation. The alkaline treatment removed the oil, wax, lignin, and pectin from fibres. The surface becomes clean and free from dirt and impurities with functional moieties, helping improve the interfacial bonding between matrix and fibres .
51
The chemical reaction occurring on the fibre surface in alkaline treatment is given in equation (1).
Silane treatment
Silane is used as a coupling agent to stabilize the composite material by removing all hydroxyl groups at the fibre-matrix interface to improves adhesion properties. It is a two-step process; in the first step, the silanol is produced by using pre-existing moisture and then it reacts with the hydroxyl group of fibre at one end and matrix functional group at another end during the condensation process. The hydrocarbon chain of the silane coupling agent restrain the fibre swelling into the matrix .51,52 The following equation (2) is the reaction mechanism of silane treatment.
Acetylation
The acetylation of natural fibre is also known as the esterification method, used to plasticize the natural fibres. The acetylation treatment is carried out using acetic acid and acetic anhydride; the esterification occurs by reacting the acetic group (CH3CO-) with the hydroxyl group (OH) of fibre. Acetylation treatment is very effective in improving the mechanical properties and reducing the moisture absorption of natural fibre .53,54 The reaction scheme for the acetylation of natural fibre is given in equation (3).
Benzoylation
The principle of benzoylation is the same as acetylation, which reduces the hydrophilicity of cellulosic fibres to improve thermal stability and interfacial adhesion of fibres. Benzoylation is mostly performed on alkali-treated fibres because the alkaline treatment activates the hydroxyl group (OH) of cellulosic fibre. The benzoylation process is carried out by reacting benzoyl chloride with a hydroxyl group of natural fibre. In this reaction, the benzoyl group is introduced on the fibre surface, which improves the adhesion of fibres with the matrix material and increases the thermal stability of fibres .54,55 The reaction mechanism of fibre with benzoyl chloride is given in equation (1) and equation (4).
Other chemical treatment
Many other chemicals can be used to enhance the adhesion of the fibre matrix and reduce the number of hydroxyls on the fibre surface. Permanganate treatment in which potassium permanganate (KMnO4) is reacted with the hydroxyl group of cellulosic fibre. Sodium chlorite treatment (NaClO2) in which cellulosic fibre are bleached. These grafting, stearic acid treatment, isocyanate treatment, maleated anhydride treatment, and peroxide treatment are also used to alter the chemical composition, surface topography, and morphology of natural fibres .51,52,54
In general, the chemical treatment improves the adhesive force between natural fibre and matrix while lowering water absorption by natural fibre reinforced composites. Surface treated fibre composites outperformed untreated fibre composites. Except for alkali, mixed surface modification produces excellent mechanical qualities. Surface modifications of natural fibres can eliminate contaminants such as lipids, lignin, and pectin.
Reinforcement form
Fibres in various structures are combined with resin for composite fabrication; these structures may be unidirectional, woven, knitted, braided, 2D or 3D, depending upon the end-use . 56 Woven structures are mostly used in the composite as reinforcement due to excellent strength to weight ratios, ease of moldability, excellent impact resistance and rapid processabilities . 1 Plain, twill and satin are the weave design in 2D woven preforms, and 3D woven preforms weave designs are orthogonal and angle interlock. In 3D woven preform, the binding of the layers is of two types first one is layer-to-layer binding, and the second one is through-thickness binding .57,58 The perpendicular interlacement makes a 2D woven fabric of two sets of yarn. i.e. warp yarn (0o) and weft yarn (90o).
In plain 2D weave design, each alternative warp and weft interlace over each other, as shown in Figure 4. These features make the 2D plain weave more symmetrical, stable, with a high percentage of crimp, and has the same face and backside appearance. The typical example of a plain 2D weave is a 1/1 or 2/2 basket .59,60 In a twill weave, each warp passes over and under the weft with a regular repeated pattern. It is smoother, has a low crimp, different face, and backside appearance, and has diagonal lines that appear on fabric surfaces having two directions. i.e. S-direction and Z-direction. The twill weave has more ends and picks per unit area than a plain weave. Twill weave also has fewer binding points and more coverage area than plain weave. The typical examples of the twill weave are 2/1 S-twill, 2/1 Z-twill, 3/1 S-twill or 3/1 Z-twill .59,60 (a) Plain weave, (b) 2/1 Z-Twill, (c) 2/1 S-Twill, (d) 3/1 Z-Twill, (e) 3/1 S-Twill, (f) 5-Ends Satin (move no 3), (g) 5-Ends Satin (move on 2), (h) 3D Orthogonal, and (i) 3D Angle Interlock.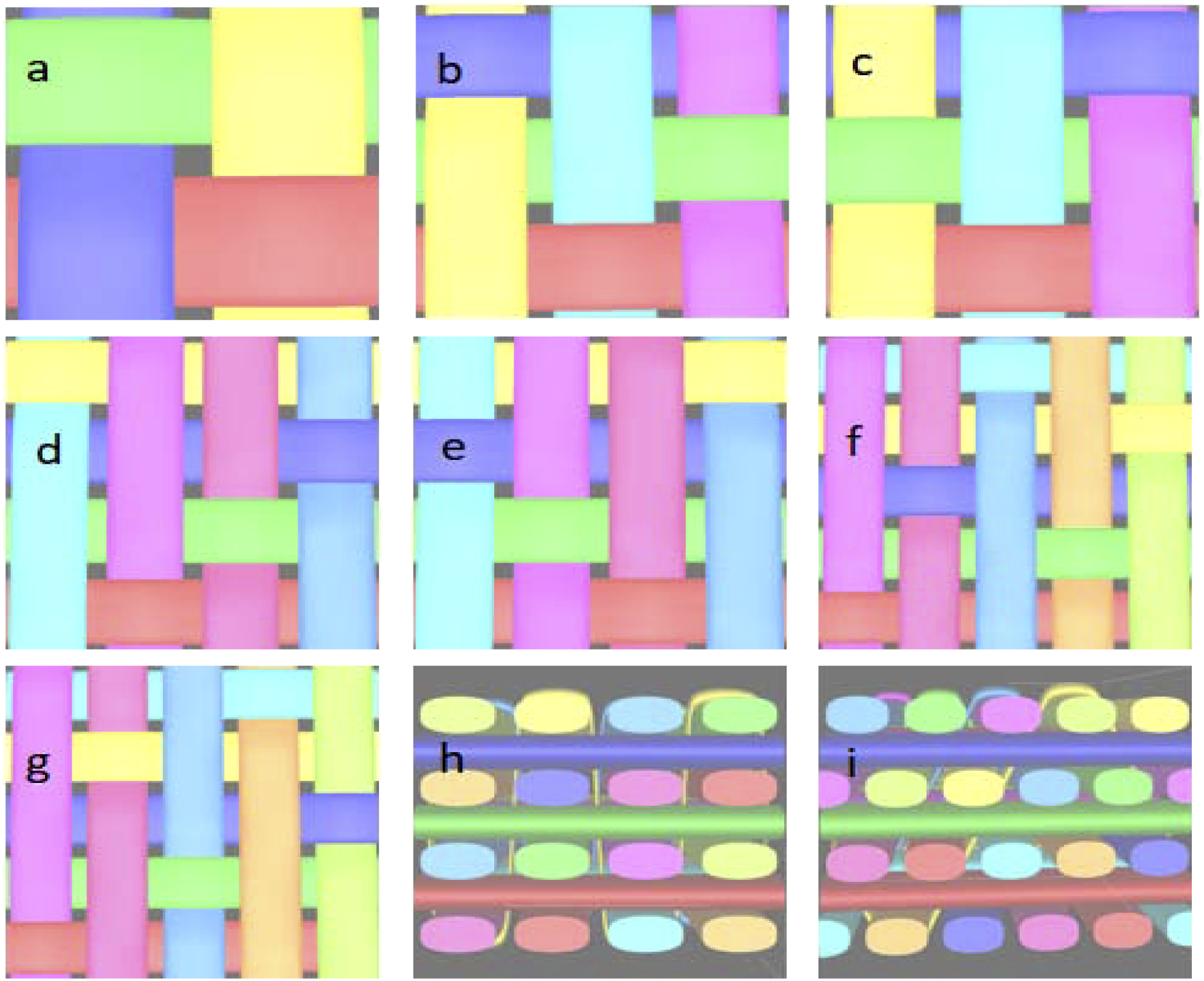
In satin weave, warp yarn alternately crosses over and under the weft yarn, having a minimum number of intersections. It has either a warp or weft face weave, having no prominent weave structure with a longer float of one yarn over several of the other yarns on one side of the fabric. More thread density and more ends/picks per unit area are possible in a satin weave. It has less dimensional stability but has a smooth surface and has a low crimp compared to other 2D weaves. In satin 2D weave, the diagonal twill lines are broken, which is also called the broken twill. The main factor of the satin weave design is the “MOVE NUMBER,” which decides the point of intersection of each yarn in design repeat. Standard move numbers for specific ends satin are two or three for 5-ends satin and 2, 3, 4, and five for 7-ends satin .56,60
3D woven fabric is formed by interlacing three sets of yarn sets: warp yarn, weft yarn, and through the thickness binder yarn. In 3D woven fabric, the direction of the interlacement of three sets of yarn is longitudinal (X) direction, vertical (Y) direction, and cross (Z) direction. 3D woven fabrics are mostly used for ballistic and impact damage resistance due to Z-reinforcement in the structure . 61 For example, Z-pinning and stitching create Z-reinforcement. About 50% of the total cost in FRP composite manufacturing includes the cost of performing, moulding, and joining, followed by material cost, which is about 40%. In Z-reinforcement, the needle penetrates the woven structure, which will damage the high-performance yarn and textile performs. It also produces needle channels to accumulate the undesired resin. All these factors lead to a reduction in the mechanical properties of FRP . 29
In a 3D orthogonal layer-to-layer structure, warp ends are used to bind the adjacent layers. In a 3D orthogonal through-thickness structure, the warp ends separately, the weft picks in different layers, and two additional yarn (act as binder yarn) cross through the whole thickness of the structure and bind all the layers together . 57 In angle interlock layer-to-layer structure, the warp yarn travels up to some intermediate layer, then returns to the top of the fabric and binds all the layers. Nevertheless, in angle interlock through-thickness structure, the warp yarn moves from the top to the bottom and back to the top of the structure and binds all the layers together . 62 Figure 4 shows the various weave design as has been previously discussed. In 3D weave design, there are four total yarns in the weft direction and eight total yarns in the warp direction (both warp yarn and binder yarn). The ratio of binder yarn to warp yarn is 1:1, the number of warp yarn layers is 3, and the number of weft yarn layers is 4.
The textile weave structure not only affects the reinforcement properties but also influences the mechanical properties of the composite. Among all 2D fibre architectures, the satin weave shows better properties as a reinforcement in polymer composite than plain and twill weave . 1 The reason behind this is the smaller number of binding points in the structure; the longer yarn float and lesser yarn crimp lead to a good composite performance because binding points within the resin-rich regions were found to be the damage initiation sites in all weave types under all loading conditions. In plain and twill structures, the binding points are more, making the structure hard and stiff and breaking quickly during loading . 63 In the 3D weave structure, there is an extra set of fibres in the through-thickness direction, which binds all layers together, provides strength in the thickness direction, and shows excellent performance properties compared to 2D fabrics. 3D reinforced laminates have higher delamination resistance than 2D, making them preferable for high impact and ballistic applications .58,64
Hybridization
Hybridization is another way to improve the mechanical properties of composite material. Hybrid composite mostly has two or more fibres in the same matrix, but in some cases, it also has a blend of two or more polymers reinforced with the same kind of fibre. The main objective of hybridization is to overcome the limitation of one material by reinforcing another material having similar or better properties than the first one. Hybridization can be achieved by both natural and synthetic fibres .65,66 The hybridization can also be done at the nanoscale to make a hybrid nanocomposite by mixing more than one type of nanofiller or nanomaterial in the same matrix .
67
Hybrid composite can be classified into three groups; interlaminar having layers of different types of fibres, intralaminar having different types of fibres sewn together to form a single layer, and the third is mixed .65,68 The main parameters that significantly affect the properties of hybrid composites are the selection of material, production and preparation method and the interaction between reinforcement and matrix. Due to the unique properties of hybrid nanocomposites, they have been used in various applications more economically than conventional composites .
69
Figure 5 show the schematic diagram of the hybrid composite. Schematic of a hybrid composite.
Nanofillers
Types of nanofillers used in NFRPC.

Compared to microparticles, nanoparticles offer unique properties due to their large surface area and better interfacial interaction with the polymer matrices. Nanoparticles are considered the high-value filler materials for enhancing the fibre-reinforced polymer composite’s physical, mechanical, and thermal properties due to their high aspect ratio and specific surface area .44,92 The particles may be in the form of nanoparticles, nanotubes, and nano-layers. For the development of nanocomposite, nano-fillers are added on a weight basis .44,93,94
Polymer nanocomposite is one in which at least one of its dimensions is in the nanometres range. The nanocomposite structure is composed of matrix material with nano-sized reinforcement in it, and it is fabricated similarly to the fabrication of the conventional polymer composite .86,95 In polymer nanocomposite, nano-fillers are the main components, and they may be of inorganic/inorganic, inorganic/organic, and organic/organic sources . 44 Polymer nanocomposite is categorized into three different types; intercalated nanocomposite, flocculated nanocomposite, and exfoliated nanocomposite .96,97
Effect of nanofillers on the properties of composite
Tensile Properties
It is evident from previous reports 98–100 that nanofillers have a substantial influence on the tensile properties of NFRPCs. For instance, the addition of nano clay up to optimum level increased tensile and stiffness properties due to intercalation of nano-clay particles in the matrix, which restricts polymer chain mobility under loading and improves the fibre matrix interface .73,74 The graph in Figure 6 & Figure 7 indicates the tensile properties with different fillers and matrices. It is clear from Figure 6 (a) that the incorporation of nano-clay as a filler to thermoset and thermoplastic-based natural fibre (NF) composite leads to an increase in the tensile properties except for the Bamboo/HDPE+MAPE sample, which could be due to the presence of unexfoliated aggregates and voids and a lack of interfacial bonding .
101
It is generally believed that increasing the filler percentage increases the tensile properties, which was not true in many samples. This could be due to detrimental effects of detrimental agglomeration effects on the tensile behaviour of the composite .73,74,98,100,102 Among other matrices, the nano-clay seems to have excellent interaction with the polypropylene matrix since the tensile strength increases with filler volume increases. The tensile modulus was also found to increase the filler percentage demonstrating toughening of the NFRC with nanofillers. The tensile strength of NFRC in which the fibres were treated with bacterial is given in Figure 6 (b). The incorporation of bacterial cellulose has a minor effect on the tensile behaviour of NFRPCs; instead of bacterial modified hemp, modified sisal has better tensile behaviour, as shown in Figure 6(b) and Figure 7(b). Considering matrix, PLLA has improved tensile properties than CAB and AESO .103–105 The addition of CNT’s, MWCNTs, and Graphene as a filler in NFRPCs also shows a similar trend with nano-clay samples' improvement in tensile properties as in Figure 6(c) and (g). Figure 7(c) and (f) shows that increasing nanofillers' concentration (wt. %) has improved the mechanical properties up to an optimum level; above this will have a negative effect. The most commonly used concentration for CNTs and MWCNTs is in between 1 wt.% to 4 wt. % and for graphene is up to 0.5 wt.%. Numerous studies have been conducted on the effect of inorganic metal oxides such as Al2O3, TiO2, ZnO and SiO2 on the tensile properties of NFRPCs. It has been revealed that by increasing the concentration of inorganic metal oxides, nanofillers have improved the tensile strength and modulus of the laminates. The concentration of inorganic metal oxides nanofillers was optimized at which the laminates exhibit the higher mechanical properties, in the range in between 1 wt.% to 5 wt.%, depending on types of inorganic metal oxide nanofiller as shown in Figure 6(d), (e), (f) and Figure 7(d), (e), (f) .106–108 These investigations conclude that adding nanofillers improves tensile qualities; nevertheless, the filler addition must be tailored for the fibre type and matrix.

Flexural properties
Along with tensile properties, the nanofillers also significantly affect the flexural or bending behaviour of NFRPCs. In the presence of organic fillers such as nano clay, the highest value of the flexural strength and its modulus was achieved by adding 2% nano clay, as shown in Figure 8(a) and Figure 9(a). This is due to the formation of the hydrogen bond between the polymer and nano clay particles. However, further addition of nano clay has lower the flexural behaviour due to accumulation or aggregation of the particles .73,74,80 Adding CNTs, MWCNTs and graphene to NFRPCs have also improved bending properties. Figure 8(b) and (c) and Figure 9(b) and (d) show that increasing the concentration (wt. %) of nanofillers has led to an improvement in flexural properties up to a certain optimum level. Enhanced flexural strength and modulus due to nanofiller’s addition prevent the spread of micro and nano cracks via crack bridging mechanism .
109
Metal oxide nanofiller like alumina, magnesia, silica, zinc oxide, titanium dioxide and zirconium dioxide can also enhance the flexural strength and modulus. The concentration of inorganic metal oxides nanofillers has been optimized where the laminates exhibit higher mechanical properties, in the range between 0 wt. % to 5 wt. % depending on inorganic metal oxide nanofiller types, as shown in Figure 8(c) and (e) and Figure 9(c) and (e) .110–113 So, in general, surface energy and nanofiller stiffness determine how much they interact with the matrix. In addition, nanofillers have a higher surface and stiffness, leading to a more robust contact and hence a higher flexural strength and modulus.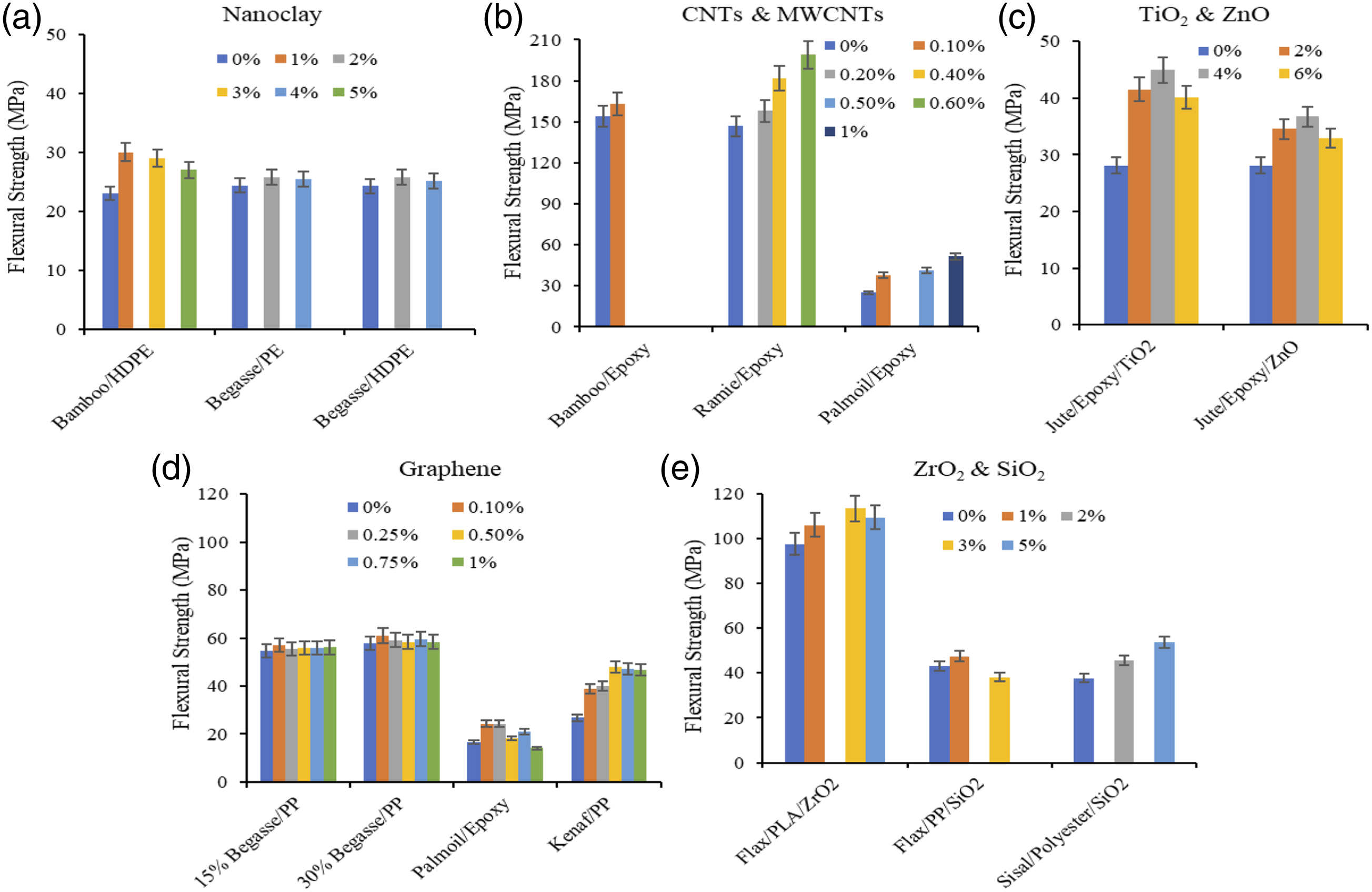

Impact Properties
The impact properties of the nanofiller incorporated NFRPCs give an ambiguous result largely dependent on the types of nanofiller. The high nanofiller concentration in laminates absorbs more energy before the break and ultimately has better impact strength than the lower concentrated laminates .73,74 The inorganic nanofiller incorporated composite has better impact property than the organic nanocomposite. Along with impact, other mechanical properties were affected not only by the type and concentration of the nanofiller but also by the size, structure, and treatment method of fibre and matrix, as shown in Figure 10 .32,98 The impact behaviour of the nanofiller incorporated nanocomposite was improved up to certain optimized levels similar to tensile and flexural behaviour. The concentration of nanofillers has been optimized where the laminates exhibit better mechanical properties, and their range is between 0 wt.% to 5 wt.% depending on nanofiller types, as shown in Figure 10(a) to (d) .110,111,114–116 Nanofillers more than optimize quantity in the matrix generates matrix discontinuity, which provides sites for crack initiation, resulting in decreased impact strength.
Interlaminar Shear Properties
Interlaminar shear is a critical material property always affected by the through-thickness matrix hardening and is determined by the laminated composite’s short beam shear test. The most important factor causing the failure of FRP composite is delamination. Delamination is the failure phenomenon in which the adhesion between the composite stacked-layer starts to lose; it occurs when the matrix cracks and propagate to the interface direction .
1
The most common way to improve the delamination resistance is to use 3D reinforcement or nanofiller. Generally, increasing the nanofiller contents would cause the reduction of void fraction and improved the interfacial bonding between nanofiller and matrix that leads to enhancing the ILSS properties .
107
The addition of an optimized quantity of nanofiller and its uniform dispersion into the matrix had increased the degree of fibre-matrix adhesion. It bridges the cracks and slows down the cracks initiation and propagation process, thus enhancing the ILSS of nanocomposite .
110
Figure 11(a) to (d) shows that increasing the concentration of the organic and inorganic nanofillers up to the optimized level in NFRP composite has improved interlaminar shear strength due to strong interfacial bonding between fibre and matrix .117,118
Water Absorption Properties
The composite material absorbs moisture through three principal mechanisms, which include diffusion of water molecules within the micro gaps between polymer chains, movement of water molecules through holes and flaws at the fibre-matrix interface through capillary action, and transport of water molecules in the matrix micro-cracks during the compounding process .
119
The water absorption of the laminates is usually determined by using ASTM D570 standard guidelines in which the mass and thickness of the composite specimens are measured before and after putting them into a water bath at regular intervals. The increase in weight percentage is calculated by equation (5).

Composite materials include many voids, and the reinforcement fibres have many lumens, which operate as water reservoirs. The nanofillers act as a water barrier and slow down water absorption, preventing water molecules from penetrating through capillary action into the deeper region of the composite. Thus, when the nanofiller concentration increases, the water absorption properties diminish. The hydrophobic and water-repellent properties of the nanofiller added to the polymer composite also helps reduce water absorption (%) .73,74
Fracture Toughness and Compressive Properties
Fracture toughness is the material’s ability to withstand crack propagation and is correlated with the material’s impact strength. The material’s toughness is determined by the interface between nanofiller and matrix and the bonding between reinforcement layers. The insertion of nanofillers into the polymer matrix enhances the composite’s toughness properties along with toughness. The way the nanofillers are integrated also affects the compressive properties of the composite .107,117 As shown in Figure 13(a) and (b), as the amount of CNTs, TiO2 and ZnO increase toughness and compressive behaviour have been improved, but this improvement has been accomplished to optimize the amount of nanofiller as other mechanical properties discussed earlier, this is because the nanofiller matrix interaction decreases at a higher percentage of the nanofiller addition leading to interfacial debonding and sliding .
110

Thermal properties
TGA is a critical technique for determining the thermal breakdown behaviour of polymeric materials intended for use in high-temperature applications. The weight loss of a substance is determined using TGA as a function of time or temperature. Weight loss occurs as a result of the formation of the volatile product during degradation. Thermal properties are critical in understanding the behaviour of both the raw material and the finished product. Any polymer matrix can be made more thermally stable by adding a modest amount of nano additives/nanofillers . 121
Mahmoodul et al.
122
studied the coefficient of thermal expansion (CTE) for hemp fibre reinforced unsaturated polyester composite in the presence of nano clay. They found that the CTE decreased as the nanoclay content increased, which means the developed laminates underwent lesser dimensional changes. A similar trend was found in kenaf/polypropylene/graphene laminates, in which the CTE decreased with the increasing contents of graphene nanoplatelets (Figure 14(a)) .
115
Another researcher, Vilakati et al. ,
123
studied the onset temperature (oC) of the TiO2 modified sugarcane bagasse reinforced ethylene vinyl acetate (EVA) composite and Tshai et al.
108
studied oil palm fibre reinforced epoxy composite in the presence of graphene, in which they have reported that onset temperature of nanofiller incorporated laminates are higher than the neat composite, which means the neat composites start to degrade earlier than the nanofiller filled composite. Prasob et al.
110
found out that the glass transition temperature (Tg) of jute/epoxy laminates increased as the concentration of TiO2 and ZnO nanofillers increases (Figure 14(b)). In general, adding a trace amount of nano additives/nanofillers alters the thermal properties of the polymer matrix. Due to the inclusion of nanofiller in the nanocomposite, both the initial degradation temperature and Tmax values are higher than those for the neat polymer composites. Besides, the addition of ultra-high electrically conductive fillers such as carbon fibres, graphene and CNT lead to electrical conductivity in the composite .
87
Generally, the mechanical, water absorption and thermal properties are vital for the applications in the composite industry, whereas the electrical conductivity have significance in electronic textiles .124–126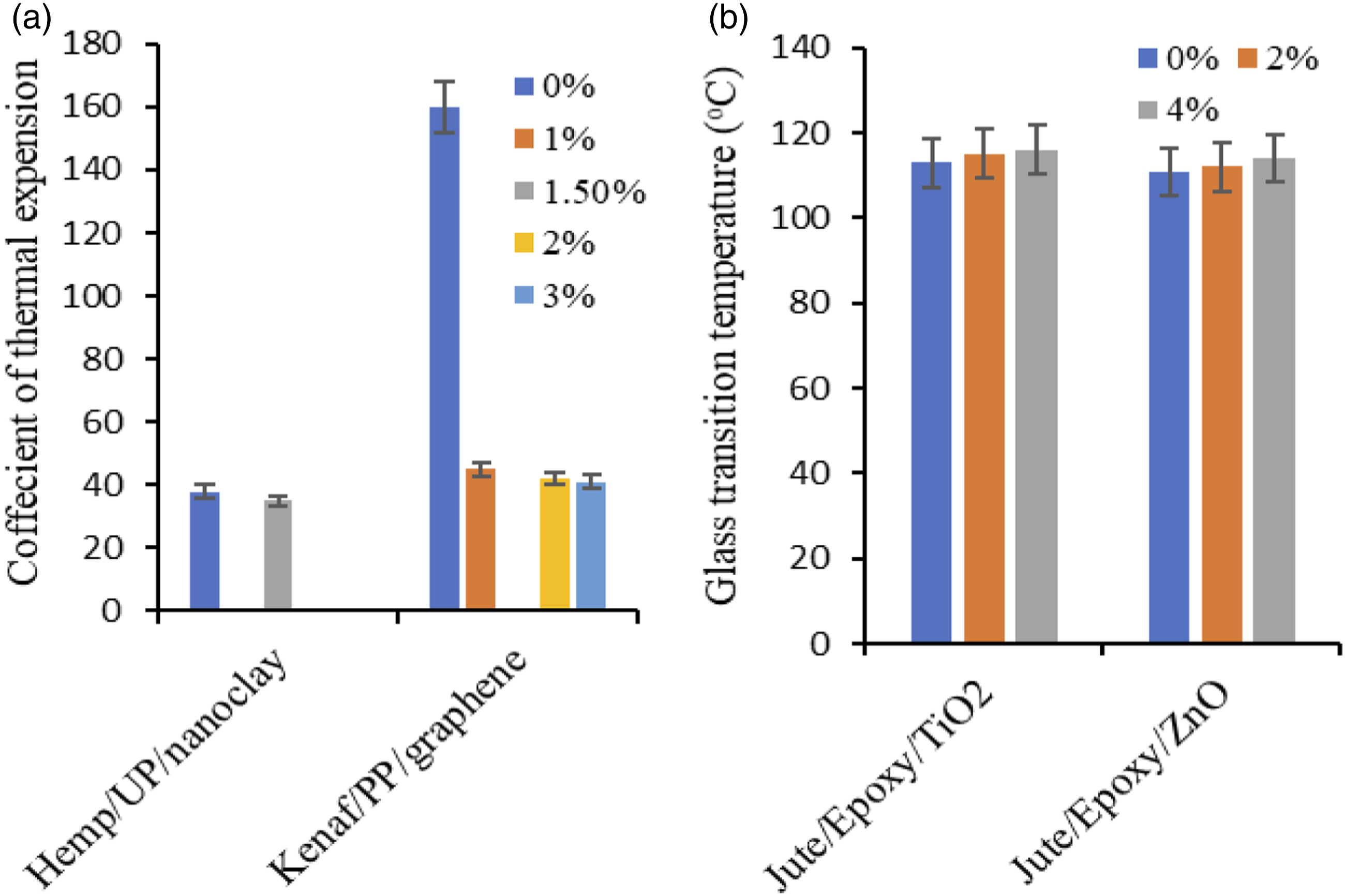
Cellulose nanofibers as a reinforcement
Cellulose nanofibers (CNF) have also been demonstrated to be an ideal reinforcing nanofiller in recent years due to their outstanding physical features, which include high crystallinity, thermal stability, biodegradability, biocompatibility, and nontoxicity .127,128 CNF is a favourable renewable nanomaterial that has the potential to replace non-renewable materials in the manufacturing of a wide variety of products, primarily as a reinforcement material in the fabrication of nanocomposite materials .129,130 Plant-based cellulose particles have garnered considerable interest in the research community due to their widespread availability and cost-effective processing methods. Cellulose is widely accessible worldwide from plant sources; the cellulose content of plant sources varies between 20% to 90% depending on the type of plant .131–135 The utilization of cellulose nanofibers and their application in nanocomposite materials have attracted growing interest due to their remarkable mechanical characteristics, high aspect ratio, low coefficient of thermal expansion, large specific surface area, environmental advantages, and low cost . 136 Many researchers reported that polymer nanocomposites based on cellulose nanofibers have a beneficial influence on nanocomposites' mechanical, crystallinity, water absorption, and thermal properties .137–144
Role of industrial textiles in polymer composite
Fibrous textiles are among the most fundamental need of humans for survival and protection from environmental conditions. However, as the population grew rapidly, the textiles consumption, along with its waste, upsurges. The linear textile system has posed a severe problem of sustainable textile waste management . 145 Almost every mankind deals with textile products in the form of wearing, bedding, towels, curtains, carpets, tablecloths, rugs, and in cars, trains, planes, boats, and seat upholstery . 146 Statistical data state that the textile consumption per capita increased about 85% from 1992 to 2013, and it is predicted to be doubled by 2030 due to a decrease in textile utilization rate (number of times to worn before being discarded) which is directly related to waste generation . 147
Textile waste materials can be used in the production of nanocellulose and cellulose nanocrystals (CNC) ,148,149 microcrystalline cellulose , 150 biogas , 151 thermal and sound insulation materials , 152 concrete and bricks ,153,154 fibres, yarns, and fabrics development ,155,156 paper making ,157,158 and polymer composites .159,160 Fibrous textile waste can be used as reinforcement in polymeric composites, in the form of waste fabric, shoddy (fibres obtained from waste textiles), converting to yarn, woven or nonwoven fabric, and producing micro or nanofillers .161–166 Studies have shown that polymeric composites reinforced with textiles waste can be employed in building and construction . 167
So, industrial textile waste (both synthetic and natural fibres) will also be used as reinforcement in the polymer matrix to improve the end products' functional and structural qualities by changing the parameters such as combine fibres of diverse nature, chemical composition, and size. Natural fibres, primarily hemp, jute, flax, sisal, or cotton, have been incorporated into epoxy resins and polyolefins and biopolymers for use in aircraft and automobile structural applications as well as high-performance biodegradable products. When natural reinforcement was incorporated into cementitious matrices, sustainable buildings became possible. Synthetic fibres, glass and carbon, have been utilized in high-temperature environments, such as aeroplane interiors, military applications, and ballistic protection. These fibres have also been used in concrete materials to add mechanical strength to the roadway and building constructions.
Applications of Nanocomposite
Much work has been reported on the natural fibre reinforced polymer nanocomposite based on biomaterials such as cellulose, organoclay, polylactic acid, poly (L-lactic acid). Also, a few scientists have described research work on different types of nanofillers such as carbon nanotubes (CNTs), multi-walled carbon nanotubes (MWCNTs), Silicon dioxide (SiO2), Zinc oxide (ZnO), Titanium dioxide (TiO2), Aluminium dioxide (Al2O3), Zirconium dioxide (ZrO2) and graphene. Food packaging, control release drug delivery, tissue engineering, aerospace, defence, automobiles industries, building sectors, and medical engineering are primary areas of application of these materials .87,168–170
Nano clay composite has application in food preservation, packaging interior coating, membrane coating, and biomedical .171–175 CNTs and MWCNT’s have been widely used in the electrical and electronics field, aerospace, and automotive industries .
176
Inorganic nanoparticles are also used in textile and cosmetics industries due to their antibacterial, UV blocking, UV absorber, superhydrophobic, anti-fungal, fire retardant, antimicrobial and antistatic properties .177–180 Epoxy polymer incorporated with oil palm nano-fillers is a valuable alternative to steel, iron metal, iron/cobalt, and iron/copper/nickel alloys. They are being used in structural applications due to their dimensional stability at high-temperature variations, making them ideal for buildings, bridges, aircraft, boats, reservoirs, and pressure vessels .181,182 Figure 15 is a pictorial representation of various applications involving nanocomposite. Applications of nanocomposite.
Summary and future perspective
Natural fibres are an attractive candidate for the automotive and aerospace industries due to their lightweight, low cost, low density, and abundant availability in nature. The biodegradability and sustainability of these fibres further validate their application in protecting the ecosystem from the detrimental impacts of manmade materials. Thus far, the research has established the feasibility of using natural fibres as a suitable reinforcement for polymer composite materials from a sustainable and ecological standpoint. However, numerous fundamental and technological issues must be tackled before full utilization of these fibres.
This article discussed recent advancements in using natural fibres and fillers in the production of NFRPCs and their potential uses. The usage of NFRPCs as a substitute material is justified because they exhibit comparable performance to their synthetic counterparts at a cheaper cost, weight, and less environmental damage. In determining composite behaviour, filler-matrix interaction is a vital factor, the more interaction, the higher the mechanical efficiency. Natural fibre can be properly treated to improve its interactions and successfully and inexpensively overcome its setbacks. Composites with the use of nanofillers may be further improved. However, aspects like size, loading, and form of fibres and fillers must be considered to develop an effective composite material with adequate dispersal.
This review also provides comprehensive information regarding nanofillers' effect on the tensile, flexural, impact, shear, thermal, compression, and water absorption properties of the NFRPCs. The analyses show that using natural fibres and fillers of various sizes can significantly increase the performance of composites. They could be used for a variety of purposes with future development. Protection products like safety helmets, sports guards, and riot shields would benefit immensely from the increased durability and lower density of NFRPCs. In addition, components in automobiles could benefit from NFRPCs' lightweight, impact-resistant, and low-cost qualities without losing performance by using correct nanofillers. The microwave absorption property of NFRPCs may also be used to create electromagnetic shielding, and adding conductive nanofillers can reduce dielectric loss, increase reflection and scattering sites for electromagnetic waves, and improve microwave resistance by creating impedance mismatches. The nano biocomposite can also be employed in biomedical applications such as restorative implants in living tissues and drug delivery.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The study was funded by the Ministry of Higher Education Malaysia for Fundamental Research Grant Scheme with Project Code: FRGS/1/2018/TK09/USM/02/4. One of the authors (Adnan Amjad) would like to thank the Higher Education Commission, Pakistan, for providing a PhD scholarship.